 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Ytbehandlingsalternativ för bilindustrins aluminiumprofiler: Bästa valet
Introduktion till val av finish vid automotiva profiler
När du letar efter eller konstruerar automotiva aluminiumprofiler är det du väljer mer än bara ett kosmetiskt beslut. Det är en kritisk faktor för hur komponenten kommer att fungera, hur länge den kommer att hålla och hur bra den kommer att integreras i moderna fordonstillverkningslinjer. Låter det komplext? Det kan det vara, särskilt när du behöver balansera hållbarhet, utseende och tillverkningseffektivitet för 2025 och framåt.
- Korrosionsbeständighet för hårda miljöer och lång livslängd
- Slitage- och nötningsskydd för rörliga eller utsatta delar
- Utseendeklasser för att möta krav på synlig trim och varumärkesbehov
- Sammanfogningskompatibilitet – svetsning, limning eller mekanisk fästning
- Miljööverensstämmelse med ständigt föränderliga regler
- Kostnad per fordon och produktionseffektivitet för storskalig tillverkning
Varför ytbehandlingskvalitet är viktig för aluminiumprofiler inom bilindustrin
Föreställ dig en takräls, batterilåda eller en inredningsdetalj – varje komponent ställs inför en unik mängd miljömässiga och mekaniska utmaningar. Rätt ytbehandling av aluminium kan avgöra om en komponent ser bra ut och tål korrosion i åratal eller om den för tidigt går sönder på grund av gropbildning, flagnings- eller färgförändringar. För bilkonstruktörer innebär detta att ytbehandling inte bara handlar om utseende – det handlar om att säkerställa tillförlitlig prestanda och minska garantirisker.
Vad som räknas som ytbehandling och varje behandling är bäst på
Inom världen av aluminiumprofiler innebär ytbehandling vilken process som helst som förändrar ytan för att uppnå vissa funktionella eller estetiska mål. Detta inkluderar:
- Förbehandlingar: Rengöring, deoxidation och applicering av konverteringsbeläggningar för att förbereda ytans vidare behandling
- Anodisering: Elektrokemiskt tjockare oxidskikt för ökad motståndskraft mot korrosion och slitage, finns i dekorativa eller hårdare (Typ III) varianter
- Pulverlack och e-lack system: Organiska beläggningar som används för färg, kemikaliemotstånd och jämn täckning
- Mallbehandling plus målning arbetsflöden: Använda den extruderade ytan som bas för grundfärg och målning, balansera kostnad och flexibilitet
Varje en av dessa aluminiumytbehandlingar har unika styrkor och avvägningar. Till exempel erbjuder anodisering utmärkt korrosionsskydd och färgval, medan pulverlack ger ett hållbart, färgstarkt lager med brett utbud av färg- och strukturoptioner. Mekaniska och kemiska ytbehandlingar såsom kulsprutning eller bright dipping kan ytterligare förbättra utseendet eller förbereda ytan för efterföljande beläggningar. Valet beror på din applikations specifika behov – oavsett om det gäller UV-resistens för yttre detaljer eller en kostnadseffektiv ytbehandling för dolda konstruktionsdelar.
Hur man använder denna rankade lista för att specificera och finna leverantörer
Den här guiden är utformad för att hjälpa dig att jämföra och välja ytbehandlingsalternativ för aluminiumprofiler inom bilindustrin med självförtroende. I de kommande avsnitten kommer du att märka att varje ytbehandling utvärderas med:
- Tydliga H3-rubriker för snabb översikt
- Fördelar och nackdelar i punktform
- Reella användningsfall och specifikationstips
Vi kommer också att referera till viktiga standarder (såsom ASTM, SAE, ISO och MIL-A-8625) där det är relevant, så att du kan justera dina krav efter branschens bästa praxis.
Att kombinera rätt legering, temper och komponentgeometri med rätt aluminiumytbehandling är avgörande. Fel kombination kan leda till problem som trådformig korrosion, kantförtunning eller dålig adhesion – vilket orsakar kostsamma fel på längre sikt.
Redo att dyka in? Följande avsnitt går igenom varje typ av ytbehandling och hjälper dig att matcha dina prestanda-, utseende- och kostnads-mål med rätt lösning för ditt nästa bilindustriprojekt.
Metodik och utvärderingskriterier för att rangordna ytbehandlingar
När du ställs inför dussintals sätt att färdigställa aluminiumprofiler för bilindustrin, hur vet du då vilken process som ger bäst resultat? Svaret ligger i en tydlig och spårbar utvärderingsram. Detta avsnitt går igenom kriterier, steg och kontrollpunkter som hjälper ingenjörer, inköpare och kvalitetschefer att fatta informerade beslut om ytbehandling av aluminium – och därmed säkerställa både prestanda och efterlevnad i krävande bilindustriprogram.
Utvärderingskriterier i linje med bilindustristandarder
Föreställ dig att du specifierar en ytbehandling, för att sedan upptäcka efter monteringen att den inte uppfyller originaltillverkarens krav på korrosions- eller adhesionsmotstånd. För att undvika detta bedöms varje ytbehandling utifrån branschstandarder och verkliga tillverkningsförhållanden. Viktiga kriterier inkluderar:
- Korrosionsbeständighet: Prestanda i saltmist- och cykliska korrosionstester (ASTM-, ISO-, SAE-protokoll)
- Adhesion och hållbarhet: Bekräftat genom rutnätstest, tejptest och slagtester
- Utseende: Konsekvens i glans, färg och struktur, mätt med kolorimetri och visuella standarder
- Målningsugn-kompatibilitet: Förmåga att tåla efterföljande härdningscykler utan förlust av integritet
- Miljööverensstämmelse: Användning av kromatfria konverteringsbeläggningar och lösningsmedelsfria ytbehandlingar där det är möjligt
- Tillverkningskapacitet: Cykeltid, omarbetsningsfrekvens och automatiseringsberedskap
- Kostnad och leveranskontinuitet: Påverkan på kostnad per fordon och förmåga att stödja högvolymsscheman inom bilindustrin
Dessa kriterier säkerställer att varje metod för ytbehandling av aluminium inte bara är tekniskt hållbar utan också praktisk för bilindustriell produktion.
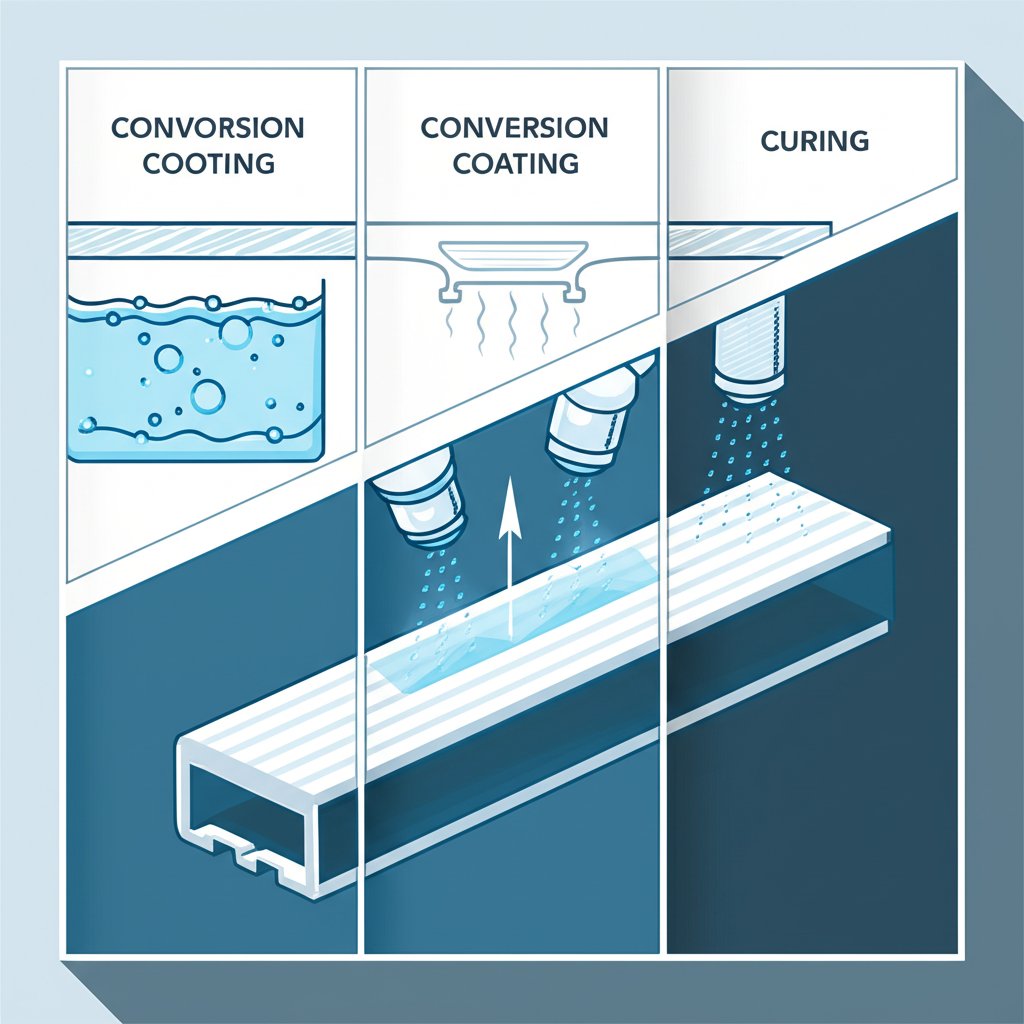
Processflöde: Förbehandling till Topcoat
Resan mot en högkvalitativ finish på en aluminiumdel följer en strukturerad process. Här är en typisk sekvens, med kontrollpunkter för potentiella felmoder:
-
Rengöring och avoxidering
- Felmoder: Residualoljor eller oxider orsakar adhesionsförlust; inkonsistent rengöring leder till fläckiga ytor
-
Konverteringsbehandling (Kromatfri är att föredra)
- Felmoder: Dålig applicering resulterar i otillräcklig korrosionsmotståndskraft; felaktig sköljning orsakar blåsor
-
Vald finish (Anodisering, pulver, e-målning, vätskemålning)
- Felmoder: Faraday-skuggning på komplexa profiler; ojämn filmbyggnad; färgmissmatchning på synliga ytor
-
Härdning/Tätning
- Felmoder: Otillräcklig tätning vid anodisering; överhärdbning eller undertorkning i organiska beläggningar; förlust av glans eller adhesion
-
Inspektion
- Felförlopp: Misslyckad kantförtunning, odetekterade ytdefekter eller dålig täckning i fördjupningar
Varje steg valideras med testmetoder som refereras i ASTM- och ISO-standarder för adhesion, mått på beläggning och cyklisk korrosion. För anodisering är MIL-A-8625 en vanlig referens, medan färgning vid upphettning och kompatibilitet vid montering kontrolleras enligt OEM-protokoll ( källa ).
Inspektion och acceptanspunkter
Kvalitetssäkring avslutas inte vid produktionslinjen. Visuell inspektion, ytjämnhetstestning och oförstörande provning (NDT) hjälper till att bekräfta att den färdiga aluminiumdelen uppfyller specifikationerna. Typiska kontrollpunkter inkluderar:
- Visuell inspektion för sprickor, gropar eller avfärgning
- Mätning av beläggningens tjocklek (profilometer eller ultraljudsmetoder)
- Adhesionstester (korsraster, tejpkontroll)
- Ytjämnhetstestning för kritiska anliggningsytor
- Färg- och glansvärdering, särskilt för synliga delar
Dessa steg är avgörande för att säkerställa att beläggningar på aluminiumprofiler levererar både prestanda och estetik.
Specifikationsmallar för att förenkla inköp
Ytbehandling skall överensstämma med [relevanta standarder] och klara hållfasthet och cyklisk korrosion enligt OEM-protokoll. Konvertningsbehandling skall vara kromatfri om inget annat anges. Maskera kritiska mått och trådgångar. Inkludera plan för mätning av beläggningstjocklek.
Tydlig, standardbaserad formulering i inköpsdokument hjälper leverantörer att leverera rätt ytbehandling av aluminium varje gång.
Hänsynstaganden för tillverknings- och monteringsvänlighet (DFM/DFA)
Innan du färdigställer dina ritningar, överväg dessa praktiska tips för att undvika överraskningar senare:
- Identifiera områden som behöver maskeras eller täppas (gängor, hål, elkontakter)
- Dimensionera kantradien för att undvika tunna eller skarpa kanter som kan vara ojämnt belagda
- Säkerställ rätt tappning och ventning för ihåliga profiler för att undvika innesluten vätska eller ofullständig täckning
- Ta hänsyn till dimensionella förändringar på grund av filmuppbyggnad – kritiskt för sammanfogningar med tajv tolerans
Genom att följa dessa riktlinjer kan du specificera och färdigställa aluminiumprofiler som uppfyller både tekniska och produktionsmål. Därefter tittar vi på hur dessa kriterier tillämpas i verkliga färdigbehandlingslösningar, med en genomgång av integrerade ytbehandlingslösningar.
Shaoyi Ytbehandlingslösningar för bilindustrins profiler
När du letar efter andra delar av aluminium för bilindustriprogram blir behovet av en pålitlig och integrerad färdigbehandlingspartner tydligt. Tänk dig att alla större färdigbehandlingsprocesser – anodisering (såväl dekorativ som hård), pulverlack, e-lack, och avancerade målningssystem – finns på ett och samma ställe, med stark kvalitetssäkring och full spårbarhet. Det är precis vad Shaoyi, ett ledande företag inom aluminiumfärdigbehandling, erbjuder för bilindustrins aluminiumprofiler.
Vad Shaoyi levererar för bilindustrins profiler
Shaoyi märks ut genom att erbjuda en omfattande uppsättning ytbehandlingsalternativ för automotiva aluminiumprofiler. Deras kompetensområden inkluderar:
- Anodisering: Dekorativa ytbehandlingar för synlig trim eller hårdanodisering för högslitageområden
- Pulverbeläggning: Brett färg- och strukturutbud, idealiskt för exteriör- eller motorhållskomponenter
- E-lack (elektroforetisk målning): Extremt enhetlig grundfärgebeläggning, särskilt i komplexa eller slutna profiler
- Lacksystem: Våtlack och grundfärgeprocesser, inklusive rå ytbehandling plus lack för kostnadskänsliga applikationer
- Förbehandling och maskering: Exakt rengöring, konverteringsbehandlingar (inklusive kromfria alternativ) och anpassad maskering/pluggning för gängor, hål och kritiska detaljer
Alla processer stöds av dokumentation och standardkartläggning enligt ASTM, SAE, ISO och MIL-A-8625, vilket säkerställer sömlös anpassning till kundspecifikationer och globala OEM-krav ( källa ).
Där den briljerar och när den ska väljas
Varför lita på ett enda företag för aluminiumbehandling för alla dina behov av extrusion? Här är hur Shaoyis tillvägagångssätt briljerar:
- Integrerad processflöde: Varje steg, från förbehandling till slutlig inspektion, hanteras under samma tak, vilket minskar leveranstider och minimerar fel vid överlämning
- Bilkvalitets styrning: Stöd för APQP/PPAP, avancerad processkontroll och IATF 16949-certifiering
- Tjockleksoversikter för beläggning: Detaljerad dokumentation för komplexa geometrier och kritiska ytor
- Rådgivning om legering och temperering: Experttips för att säkerställa kompatibilitet med målning/stelning eller efterföljande montering
- Leveranssäkerhet: Bevisad förmåga att stödja högvolymsproduktion för originaltillverkare (OEM)
Om du hanterar ett program där utseende, korrosionsbeständighet och produktionsvolym är viktiga faktorer, så förenklar Shaoyis helhetslösning din arbetsflöde och minskar riskerna.
För- och nackdelar
Fördelar
- Enstoppbutik för samtliga större aluminiumbeläggningar och ytbehandlingar
- Integrerad kvalitetskontroll och efterlevnad av standarder (ASTM, SAE, ISO, MIL-A-8625)
- Experter på både dekorativa och funktionella ytbehandlingar för aluminiumdelar
- Färre leverantörsöverlämningar minskar risken för misskommunikation
- Stöd för komplexa masknings/pluggnings- och flerstegsprocesser
Nackdelar
- Kan kräva minimiorderkvantiteter (MOQ) för vissa ytbehandlingar
- Produktionsplaner kan anpassas efter bilindustrins batchfönster, vilket påverkar flexibiliteten för mycket små serier
Användningsfall och kompatibla legeringar
- Exteriörlist som kräver utseendeklasser Använd dekorativ anodisering eller pulverlack för enhetlig färg och blanka på synliga ytor
- Konstruktionsdelar som kräver målning-och-ugnskompatibilitet Välj lämplig legering/härdning och beläggningssystem för att tåla nedströmsmonteringsprocesser
- Batterihuskomponenter som kräver elektroforetisklack under täcklack Uppnå stark korrosionsbeständighet även i komplexa, slutna geometrier
Kvalitetskontroll och standardsupport
Shaoyis ytbetandlingslösningar bygger på sträng kvalitetskontroll. Varje batch av belagd aluminium eller färdig pressad profil inspekteras med avseende på
- Beläggningstjocklek och enhetlighet (med icke-destruktiva metoder)
- Adhesion och korrosionsbeständighet (enligt tillämpliga ASTM/ISO/MIL-standarder)
- Utseende och glans för dekorativa ytbehandlingar
- Rätt masking och skydd av kritiska funktioner
Teknisk support inkluderar detaljerade kartläggningsplaner, spårbar dokumentation och vägledning för att ange rätt ytbehandling för din valda legering och komponentgeometri.
Dina pressningar får nytta av enkelkällig ytbehandling och QA-spårbarhet över flera beläggningstekniker – vilket hjälper dig att undvika problem med samordning mellan flera leverantörer och säkerställer att varje komponent uppfyller bilindustrins standarder.
Genom att välja ett pålitligt företag för ytbehandling av aluminium som Shaoyi, får du en partner som kan leverera både belagd aluminium och fullt färdigmonterade komponenter, allt inom ett integrerat kvalitetssystem. Därefter tittar vi på hur olika typer av ytbehandlingar – med början på typ II anodisering – passar in i bilindustrin.
Typ II anodisering
Översikt av typ II anodisering och utseendeval
När du föreställer dig den släta, enhetliga look som premium bilindustri-trimm har, är det troligen resultatet av typ II anodisering. Men vad gör att denna process är så effektiv när det gäller både prestanda och estetik? Typ II anodisering, ofta kallad svavelsyraanodisering, skapar ett kontrollerat oxidlager på aluminium, vilket förbättrar både korrosionsskydd och visuell appeal.
Denna yta är särskilt värderad för sin förmåga att erbjuda olika utseenden. Du kommer att märka alternativ såsom:
- Satinanodiserad aluminium: En diskret, matt glans som är motståndskraftig mot fingeravtryck och smälter väl samman med andra material
- Matt aluminiumyta: Uppnås genom kulpstrålning eller etsning innan anodisering, erbjuder en mjuk, icke-reflekterande look
- Borstad aluminiumyta: Skapas med mekanisk borstning innan anodisering för en linjär, strukturerad effekt
- Färgfärgning: Oxidlagret tar lätt upp färgämnen, vilket möjliggör en brett färgpalett – från naturlig silver till djup svart, brons eller anpassade nyanser
En viktig fördel med typ II anodisering är dess förmåga att skapa en enhetlig matt aluminiumyta som inte spricker, flagnar eller bleknar med tiden. Ytan är en integrerad del av materialet, inte ett separat lager, så den behåller sin integritet även vid regelbunden användning.
Automotive Performance Fit
Varför är typ II anodisering ett så populärt val för bilindustrins aluminiumprofiler? Det handlar om att balansera hållbarhet, utseende och processpålitlighet. Den oxidlager som bildas vid anodisering fungerar som en stark barriär mot korrosion, vilket gör det idealiskt för yttre och inre lister, takskenor och dekorativa detaljer som utsätts för olika miljöer.
Dessutom är aluminiumsatinen högkvalitativt kompatibel med nedströmsmontering och sekundärprocesser. Den anodiserade ytan kan lämnas som den är för en premium metallisk look, eller överstrykas med färg, tinter eller lasermarkeringar när varumärkesidentifiering eller delidentifiering krävs. Försegling av den anodiserade lagret är en standardpraxis, vilket låser färgen och förbättrar motståndet mot fläckar eller miljöangrepp. Detta gör typ II anodisering till ett förstaval för delar som ska se bra ut och hålla länge – utan risk för att vitna, blekna eller svartna.
För- och nackdelar
Fördelar
- Utmärkt korrosionsbeständighet för de flesta bilmiljöer
- Enhetlig, repeterbar yta – särskilt viktigt för synlig trim
- Stort urval av ytbehandlingar: satin, matt och penslad, med eller utan färg
- Integrerad, icke flagnande yta – ingen risk för flisning som färg
- Miljövänlig; inga VOC och minimalt underhåll krävs
- Reparation möjlig vid mindre repor med reparationssatser
Nackdelar
- Lägre nötningstålighet än hård anodisering (typ III) för delar med hög friktion
- Kräver exakt processkontroll för att upprätthålla färg och glans mellan olika batchar
- Värmeeffekter under monteringen (t.ex. svetsning) kan avfärga ytbehandlingen
- Olämplig för tung abrasion eller bärande ytor
Användningsfall och kvalitetskontrollpunkter
- Exteriörlist: Dörrhandtag, fönsteromfattningar och gallretiketter där en matt aluminiumyta önskas
- Interiördekorativa delar: Instrumentpanelinsatser, kontrollknappar och säteskanter, som gynnas av den taktila känslan och visuella konsekvensen av en matt aluminiumyta
- Takrälsar: Där färgmatchning och UV-stabilitet är avgörande för långvarigt utseende
Kvalitetssäkring för typ II anodisering innebär vanligtvis:
- Täthetskontroller för att säkerställa maximal korrosionsbeständighet
- Provtagning av utseendeklassen för färg- och glansenheterlighet
- Adhäsionstester om sekundärfärg eller trycksvärta appliceras
- Referens till MIL-A-8625 typ II och tillverkarspecifika standarder för validering
Tips: Ange alltid önskad ytbehandling – såsom pensling, polering eller strålsanding – innan anodisering. Det säkerställer en enhetlig satänglad aluminiumyta eller aluminiumsaténfinish på alla komponenter i din produktionslinje.
Med sin kombination av hållbarhet, flexibilitet och sofistikerad estetik sätter typ II anodisering fortfarande standard för synliga och dekorativa bilindustrilämpliga aluminiumprofiler. Därefter kommer vi att undersöka hur typ III hårdanodisering lyfter nivån vad gäller nötbeständighet i mer krävande applikationer.
Hårdanodisering typ III
Grundläggande hårdanodisering för hållbarhet
När du behöver en yta som tål den mest intensiva användningen och värme sätter hårdanodisering – även känd som typ III-anodisering – standarden. Till skillnad från dekorativ anodisering bildar hårdanodisering ett mycket tjockare och tätare lager av aluminiumoxid, vilket skapas genom att köra anodiseringsprocessen vid lägre temperaturer och högre strömtäthet. Detta resulterar i en robust skyddande beläggning av aluminium som är idealisk för glidytor, komponenter utsatta för hög slitage och delar som utsätts för friktion eller abrasion hänvisning ).
Hårdanodiseringsbeläggningar är typiskt mellan 0,0005 och 0,0030 tum tjocka, där cirka hälften av tjockleken tränger in i substratet och den andra hälften byggs upp på ytan. Den täta oxiden erbjuder utmärkt motstånd mot slitage och måttlig värme, vilket gör den till ett främsta val för rörliga delar och mekanismer. Det är dock viktigt att notera att hårdanodiserade lager visuellt blir mörkare – ofta i djupgrå, brons eller svart nyans – beroende på legeringen och tjocklek, och är mindre dekorativa än ytförbehandling av typ II. Om färg önskas är svart det mest tillförlitliga alternativet på grund av oxidens egenskaper.
Bilens passform och designbegränsningar
Hur passar hårdanodisering in i bilindustrins aluminiumytor? Du kommer att märka det där hållbarhet och låg friktion är avgörande – tänk på sätesbanor, glastaksskenor, ledarmar eller guidade skenor. Den hårdanodiserade lagrets fina kolonnstruktur kan poleras till en jämnare matt yta av aluminium, vilket minskar friktionen och förlänger livslängden i glidande applikationer hänvisning ).
Det finns dock vissa konstruktionsaspekter att ta hänsyn till vid denna typ av beläggning med aluminiumoxid. Den ökade filmtjockleken kan påverka tidskrävande toleranser och måste därför inkluderas i era CAD-modeller och ritningar. För kritiska passningar är det avgörande att ange maskning för borrningar, gängor eller jordningsytor. Dessutom, även om hårdanodisering ger utmärkt nötningståndighet, kan den utveckla genomgående mikrosprickor under tunga belastningar eller hög spänning, vilket kan minska utmattningsstyrkan i dynamiska applikationer. Därför är noggrann val av legering, geometri och ytbehandlingsprocess en kännetecken för bästa praxis inom aluminiumytteknik.
För- och nackdelar
Fördelar
- Utmärkt nöt- och skrapmotstånd för delar med hög friktion
- Bra prestanda vid måttlig värme och glidförhållanden
- Elektrisk isoleringsförmåga – användbar för att isolera komponenter
- Kan poleras för att minska friktionen (aluminium matt finish)
- Uppfyller MIL-A-8625 Typ III och bilindustrins QA-standarder
Nackdelar
- Mörkare, mindre dekorativ utseende – begränsade färgalternativ
- Filmskiktet kan påverka smala toleranser; designkompensation krävs
- Risk för mikrosprickor i beläggningen vid höga utmattningsbelastningar
- Inte lämplig för kritiska bärande delar där utmattningshållfasthet är avgörande
- Kräver exakt processkontroll och maskning för komplexa geometrier
Användningsfall och kvalitetskontrollpunkter
- Sätesrailskomponenter: Där glidslitage och upprepade rörelser kräver en hård, låg friktionsyta
- Soltagssystem: Utsatta för både miljöföroreningar och mekanisk abrasion
- Hållstrukturer och guiderailar: Stödjer rörelse och justering under måttliga belastningar
- Batterihylsens hårddelar: Behöver elektrisk isolering och motståndskraft mot slitage
Kvalitetssäkring för hårdanodisering inkluderar:
- Tjockleksoptimering med hjälp av icke-destruktiva metoder (virvelström, ultraljud)
- Verifikation av slitstyrka genom slitage- och friktionstester
- Undersökning av kanter, hål och maskerade områden vad gäller täckning och dimensionell precision
- Referens till MIL-A-8625 Typ III och tillverkarspecifika protokoll för validering
Tips: Balansera alltid färgskiktets tjocklek med kritiska dimensioner vid specifikation av hårdanodisering. Ange krav på maskering för borrningar, gängor eller elektriska kontakter – detta är ett nyckelspel i robust ytbehandling av aluminium för bilindustrins extrusioner.
Genom att förstå hårdanodiseringens styrkor och begränsningar som skyddande beläggning för aluminium kan du fatta välgrundade beslut för tillämpningar med högt slitage. Därefter kommer vi att se hur pulverlack ytterligare förbättrar hållbarheten och färgflexibiliteten för yttre och interna aluminiumkomponenter under motorhuven.
Pulverlackering
Val av pulverharts och förbehandling
När du behöver en ytbehandling som tål vägens alla påfrestningar samtidigt som den levererar livlig färg, är pulverlack en standardval för aluminiumprofiler i bilindustrin. Men vad är det som gör det så effektivt? Det börjar med själva pulverhartsen – vanligtvis polyester, epoxi eller hybridblandningar. Bland dessa är polyesterpulver det främsta valet för utomhus- och UV-exponerade applikationer, tack vare sina utmärkta väderbeständiga och färgfasthetsegenskaper. Epoxipulver erbjuder utmärkt kemikaliemotstånd men används i allmänhet för inrednings- eller motorhållsdelar på grund av deras lägre UV-stabilitet. Hybridpulver kombinerar egenskaper från båda för att möta specifika prestandakrav.
Vägen mot en robust aluminiumbeläggning börjar med noggrann förbehandling. Föreställ dig att du förbereder en del inför en målning: all olja, smuts eller oxid som inte rensats bort kan underminera ytresultatet. Processen inleds med en grundlig rengöring – med metoder som alkalisk tvätt, lösningsmedelbad eller till och med ultraljudsrengöring för komplexa geometrier ( källa ). Därefter appliceras en konversionsbeläggning (ofta kromfri för att uppfylla miljökrav) för att förbättra adhesion och korrosionsbeständighet och skapa en enhetlig, inert yta som hjälper pulverlacken att fästa och fungera som avsett. Sköljningssteg är kritiska – eventuell återstående rest kan leda till blåsor eller tidig driftstörning.
Bilprestanda och monteringskompatibilitet
Pulverlack uppskattas för sin hållbarhet, tålig mot chippning och sin förmåga att leverera ett tjockt, skyddande lager som skyddar aluminium mot både korrosion och påverkan. För bilanvändning innebär detta att yttre lister, takskenor och batterihus kan behålla sitt utseende och integritet även efter år av exponering för sol, salt och kemikalier.
Du kommer dock märka att det förekommer vissa unika utmaningar vid pulverlackering av aluminiumprofiler med komplexa tvärsnitt. Faradaycage-effekten kan orsaka tunn eller ojämn täckning i djupa fördjupningar eller tajta hörn. Därför är det avgörande med rätt upphängning, jordning och sprayteknik – för att säkerställa att pulverlacken når alla ytor. För delar som ska genomgå färgning i efterföljande steg är det avgörande att ange tolerans för överhettning i dina krav, eftersom för mycket värme kan förändra glans, färg eller till och med orsaka lossning av beläggningen.
För- och nackdelar
Fördelar
- Utmärkande färgpalett och finishalternativ (matt, glans, strukturerad)
- Hållbar, chipp- och skråmskyddad yta
- Tjock, jämn beläggning skyddar mot korrosion och påverkan
- Inga VOC – miljövänlig applikation
- Översprutad pulver kan återvinnas, vilket minskar avfall
- Snabba härdningstider stödjer högkapacitetsproduktion
Nackdelar
- Täckningsproblem på komplexa eller fördjupade geometrier (Faradayeffekten)
- Filmbuild kan påverka tajta toleranser – konstruktionsjusteringar kan behövas
- Omarbete är möjligt men kräver avlägsnande och återpåläggning
- Begränsade retuschalternativ jämfört med vätskefärg
- Kräver kraftfull förbehandling för maximal adhesion och hållbarhet
Användningsfall och kvalitetskontrollpunkter
- Exteriörlist: Pulverbeläggning ger varaktig färg och korrosionsskydd för dörrhandtag, fönsteromfattningar och gallretiketter.
- Takreglar och tvärbalkar: Hög UV- och väderexponering kräver en motståndskraftig aluminiumbeläggning med stabil glans och nyans.
- Batterihållare: Kemikaliemotstånd är avgörande för delar under huven eller batterihöljen som utsätts för vätskor och temperatursvängningar.
- Tjänstehuvar och fästen: Där påverkan och nötningståndighet är lika viktiga som utseende.
Kvalitetskontroll för beläggningar av aluminiumdelar inkluderar:
- Adhesionskontroller (korsruts- eller tejpkontroller)
- Härdningsverifiering (lösningsmedelutdragning, blyerts hårdhet)
- Glans- och färgjämnhetskontroller
- Mätning av beläggningstjocklek (magnetiska eller virvelströmsmetoder)
Tips: Ange tolerans för överhettning av delar med pulverlack som kommer att genomgå ytterligare färgning i slutmonteringen. Detta steg hjälper till att upprätthålla färg, glans och adhesionsintegritet under hela tillverkningsprocessen.
Pulverlack är ett mångsidigt, hållbart och hållbart sätt att belägga aluminiumprofiler för bilanvändning. När du behöver en yta som balanserar estetik, skydd och produktionseffektivitet är en väl specifierad aluminiumbeläggning ofta det bästa valet. Därefter går vi in på e-beläggningssystem – idealiska för att uppnå ultraenhetsmässig täckning på komplexa profiler och som ett korrosionsskyddande grundfärg under täckfärg.
E-lack
Översikt av E-beläggningssystem och varianter
När du letar efter en skyddande beläggning för aluminiumprofiler med komplexa former eller djupa fördjupningar, sticker e-beläggning (elektroforetisk målning) ut som ett av de bästa alternativen. Men hur fungerar det? Föreställ dig att du nedsänker din aluminiumdel i ett bad där elektriskt laddade målningspartiklar dras till alla exponerade ytor – även inuti hörn och tätt liggande håligheter. Denna process, även känd som elektrobeläggning, använder antingen katjoniskt epoxi eller akrylhartsar för att skapa ett tunt, enhetligt lager som är både hållbart och konsekvent.
Katjoniska epoxibeläggningar uppskattas för sin robusta korrosionsbeständighet och används ofta som grundfärg inom bilindustrin. Akrylbaserade e-beläggningar erbjuder i sin tur förbättrad UV-stabilitet och ibland väljs de för delar som ska förbli synliga. Oavsett hartstyp är e-beläggningens signum att leverera en jämn filmbyggnad – typiskt 15 till 25 mikron – över hela komponenten, vilket överträffar många traditionella beläggningar när det gäller komplexa geometrier.
Bilprestanda och täcklackskompatibilitet
Varför anger biltekniker e-lack som grund för ytbehandling av aluminium? Svaret ligger i dess oslagbara kombination av korrosionsskydd och högeffektiv bearbetning. E-lack bildar en kontinuerlig barriär som skyddar aluminium mot fukt, salt och andra korrosiva ämnen, vilket gör det till en idealisk bas för ytterligare beläggningar eller som ett fristående slutbehandlingslager för dolda eller halv synliga delar. Du kommer ofta att se e-lack använd som grundlack under pulver- eller vätskedecklack, vilket säkerställer stark adhesion och långvarig hållbarhet för komponenter på kaross och underrede.
Ett annat fördel: e-coats enhetlighet innebär färre svaga punkter eller tunna kanter där korrosion kan uppstå. Det gör det särskilt värdefullt för automobilbaserade aluminiumprofiler som har hålrumssektioner, hållare med komplexa utskärningar eller sammanfogningar med överlappande leder. Dessutom är processen mycket skalbar - perfekt för högvolymproduktion i moderna bilfabriker.
För- och nackdelar
Fördelar
- Utmärkt korrosionsbeständighet - bildar en robust skyddande grund
- Extremt enhetlig filmbildning, även på komplexa eller inskjutna profiler
- Stödjer högkapacitets, automatiserad tillverkning
- Minskar materialspill jämfört med spraymålning
- Kompatibel med pulver- eller vätskemålning för ytterligare skydd eller färg
Nackdelar
- Kräver noggrann och grundlig förbehandling för optimal adhesion
- Hög investeringskostnad för utrustning och processinrättning
- Begränsade färg- och utseendealternativ som en fristående yta
- Inte lämplig för icke-ledande underlag (aluminium måste vara rent och ledande)
Användningsfall och kvalitetskontrollpunkter
- Chassinära aluminiumkonstruktioner: E-målning ger ett korrosionsskyddande grundfärg för delar som är integrerade med stålkonstruktioner.
- Interna delar i batterihöljen: Jämn täckning inuti komplexa husningar säkerställer lång livslängd och säkerhet.
- Hållare och fästanordningar: E-målning fungerar som en skyddande grund under färgade täckmålningar, särskilt i områden med hög exponering.
Kvalitetskontroll för e-målade aluminiumytbehandlingar inkluderar vanligtvis:
- Baddkontroll för att övervaka målningskemi och ledningsförmåga
- Adhäsionstestning (korsruts eller tejpklistring)
- Härdningskontroller för att säkerställa korrekt filmhärdning
- Tjockleksmätning för att bekräfta jämn täckning
Ange alltid kompatibilitet mellan e-lackkemi och eventuella nedströms tätningsmedel eller lim. Okompatibla material kan leda till föroreningar eller adhesionsfel, vilket underminerar effektiviteten i dina ytbehandlingar av aluminium.
E-lackens unika förmåga att leverera högkvalitativa, extremt enhetliga beläggningar för aluminiumprofiler gör den till en grundsten i modern bilindustris färdigbehandling. Därefter kommer vi att undersöka hur fabrikstillverkad yta kombinerad med grund och färg erbjuder en flexibel och ekonomisk lösning för vissa tillämpningar.
Fabrikstillverkad yta med grund och färg
Definition av fabrikstillverkad yta och när den är lämplig
Har du någonsin undrat vad en millfinish på aluminiumprofiler är? Med enkel förklaring är millfinish den omedelbara, obehandlade ytan på aluminium efter extruderingen - direkt från pressen, utan ytterligare slipning, kemisk behandling eller pålägg. Detta råtillstånd kännetecknas av en matt yta, synliga diespår, och ibland märken eller små skråmor från tillverkningsprocessen. Aluminium med millfinish uppskattas för sin ekonomiska lösning och är ofta utgångspunkten för ytterligare ytbehandling eller pålägg.
För bilapplikationer kan millfinish-aluminium vara ett praktiskt val när delen i slutändan kommer att målas eller användas i osynliga, skyddade positioner. Det är särskilt relevant för inredningslistar, dolda strukturella komponenter eller reservdelar där kostnadseffektivitet och färgflexibilitet är viktigare än en dekorativ metallglans.
Primärfärg- och Målningsprocess för Profiler
Tänker du på att måla aluminimaterial direkt från fabriken? Nyckeln till långvariga resultat ligger i korrekt ytbehandling. Eftersom ytan från extruderingen kan innehålla oljor, oxider eller mindre ojämnheter är det avgörande att förbereda aluminimaterialet innan målning för att säkerställa god häftning och korrosionsbeständighet. Här är en typisk arbetsgång:
- Ytstädning: Avlägsna oljor, damm och skräp med lösningsmedel eller alkaliska rengöringsmedel.
- Mekanisk slätning: Lätt borstning eller sliper för att jämna ut ojämna ställen och minska synliga formlinjer – detta steg hjälper till att dölja eventuella defekter i aluminimaterialet som annars skulle synas igenom målningen.
- Kemisk förbehandling: Använd en frätande lösning eller ett kemiskt häftmedel för att förbättra primrets häftning och ytterligare skydda mot korrosion.
- Primertillämpning på aluminium: Använd en högkvalitativ primer som är anpassad för aluminium för att skapa en stark bas för täckfärgen.
- Täckfärg: Applicera önskad färg och ytbehandling, som kan anpassas efter inomhus- eller utomhuskrav.
Varje steg är utformat för att maximera livslängden och utseendet på aluminiumprimer och målningssystem, vilket säkerställer att ytbehandlingen förblir hållbar även under bilbruksförhållanden.
För- och nackdelar
Fördelar
- Lägsta ursprungliga ytbehandlingskostnad – fabriksbehandlat aluminium är billigt och lättillgängligt
- Största flexibilitet vad gäller färg och glans genom färgval
- Enkelt att åtgärda eller reparera målade ytor på plats
- Fungerar bra för delar där utseendet inte är kritiskt eller är dolt från sikte
- Inga begränsningar vad gäller delgeometri – målning kan appliceras på komplexa profiler
Nackdelar
- Kräver noggrann förbehandling – dålig förberedelse kan leda till flagnings, skalning eller korrosion
- Högre risk för att defekter synliggörs genom målningen om fabriksytan är skrovlig eller ojämn
- Mindre hållbart än anodiserade eller pulverlackerade ytbehandlingar för utomhusbruk, hög slitaget eller korrosiva miljöer
- Målade ytbehandlingar kan behöva periodisk underhåll eller reparation
Användningsfall och kvalitetskontrollpunkter
- Målat inredningslist: Aluminium i malmfärdig yta grundbehandlades och målades för att matcha inredningsfärger, där hållbarhet och möjlighet till reparation efter skador uppskattas.
- Dolda konstruktionsdelar: Komponenter som inte är synliga efter montering men som kräver korrosionsskydd och kostnadseffektiv ytbehandling.
- Reservdelar som kräver reparation på plats: Målade delar i malmfärdig aluminium kan lätt slipas och omåljas om de skadas under underhåll.
Kvalitetskontroll för detta system är avgörande för att säkerställa prestanda och utseende. Vanliga kvalitetskontrollpunkter inkluderar:
- Adhäsionstest (korsraster eller tejpkontroll) efter applicering av grund och färg
- Mätning av färgskiktets tjocklek för att verifiera täckning och hållbarhet
- Kontroll av färg och blankhet i förhållande till specifikationsprover
- Cylisk korrosionstestning för delar som utsätts för hårda miljöer
Tips: Ange alltid ytjämningssteg, såsom lätt borstning eller slipning, innan grundfärg och målning av milledelad aluminium. Denna praktik minskar risken för att en milledelad defekt ska synas igenom den slutgiltiga färgen, vilket resulterar i en jämnare och mer professionell yta.
Även om milledelad aluminium med grundfärg och färg inte erbjuder samma premiumhållbarhet eller estetik som anodiserade eller pulverlackerade alternativ, är det fortfarande en ekonomisk och anpassningsbar lösning för många behov av aluminiumprofiler inom bilindustrin. Vi kommer härnäst att göra en jämförelse mellan alla ytbehandlingsalternativ sida vid sida för att hjälpa dig att fatta det bästa beslutet för ditt projekts krav.
Jämförelse sida vid sida och beslutsmatris för ytbehandling av aluminiumprofiler inom bilindustrin
När du väljer mellan olika ytbehandlingsalternativ för aluminiumprofiler i bilindustrin kan det kännas överväldigande med tanke på det stora antalet variabler. Vilken ytfinish ger rätt balans mellan skydd, utseende, kapacitet och kostnad för din specifika applikation? För att göra det enklare har vi samlat en tydlig jämförelse mellan de mest populära ytfinisherna. Denna tabell och snabbguide hjälper dig att matcha ditt projekts krav med den bästa ytbehandlingen för aluminium – utan att behöva tvivla på dina specifikationer.
Jämförelse mellan kriterier inom bilindustrin
| Ytfinishalternativ | Användningsfall inom bilindustrin | Korrosionsbeständighet | Slitstyrka | Utseendespektrum | Kompatibilitet med målning/ugnsstek | Relativ kostnad | Leveranstid | Återvinningsbarhet | Refererade standarder |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi ytbehandlingslösningar | Komplett lösning för yttre, strukturella och specialdelar | Hög | Hög | Brett (dekorativt, funktionellt, anpassade färger/strukturer) | Hög | Medium | Medium | Hög | ASTM, SAE, ISO, MIL-A-8625 |
| Typ II anodisering | Synlig list, inredning/yttre dekoration | Måttlig-Hög | Medium | Matt, satäng, färgfärgad | Medium | Medium | Medium | Hög | MIL-A-8625 Typ II, OEM |
| Hård anodisering (Typ III) | Hög nötning, glidande, strukturell | Hög | Mycket hög | Mörk, begränsade färger | Medium | Måttlig-Hög | Medium | Hög | MIL-A-8625 Typ III, OEM |
| Pulverlackering | Yttre list, motorrum, batteriramar | Hög | Hög | Omfattande (matt, blank, strukturerad, anpassad) | Hög | Medium | Låg-Medel | Hög | ASTM, ISO, OEM |
| E-lack | Komplexa profiler, grund för sammanställningar | Mycket hög | Medium | Begränsad (främst svart/grå, halvblank) | Hög | Medium | Måttlig-Hög | Hög | ASTM, ISO, OEM |
| Fabrikstillverkad yta med grund och färg | Dolda, service- eller målade inre delar | Medium | Låg-Medel | Obegränsad (baserat på målningssystem) | Medium | Låg | Låg | Hög | ASTM, ISO, OEM |
Denna vis-à-vis-vy gör det enkelt att jämföra ytbehandlingar för metallkomponenter och visar varje ytas styrkor samt kompromisser som bör övervägas för din fordonsprogramvara.
Kostnad och leveranstid överväganden
- Integrerade Lösningar (t.ex. Shaoyi) kan effektivisera din leveranskedja och minska total leveranstid, särskilt när flera ytbehandlingar eller komplex kvalitetskontroll krävs.
- Typ II anodisering och pulverlackering erbjuder en måttlig balans mellan kostnad, kapacitet och utseende för de flesta detaljer och synliga delar.
- Hårdanodisering och e-lack innebär vanligtvis högre processkontroll och kvalitetssäkringskostnader, men ger exceptionell prestanda för komponenter där nötning eller korrosion är kritiskt.
- Obehandlad yta med grundfärg/målning är den mest ekonomiska lösningen, ofta med kortast leveranstid – men kräver noggrann förberedelse och är bäst för icke-synliga eller lättåtkomliga delar.
För projekt som kräver flera ytbehandlingar eller tidskritiska produktionsscheman innebär det att arbeta med en enskild leverantör som Shaoyi Metal Parts Supplier – en ledande integrerad leverantör av precisionsmetallkomponenter till bilindustrin i Kina – att era komponenter i pressad aluminium kan behandlas och godkännas under en enda PPAP- och leveransplan, vilket minskar risken och förenklar kommunikationen.
Beslutsmatris och snabbval
- Ytterliggande klass A-utseende: Välj pulverlack eller Typ II anodisering för ett brett färgutbud och visuell enhetlighet.
- Grundläggande skydd mot korrosion under chassit: E-mantel eller integrerade Shaoyi-lösningar för robust och enhetlig skydd – särskilt på komplexa profiler.
- Komponenter utsatta för hög nötning eller glidande användning: Hårdanodisering (typ III) eller Shaoyi:s nötningsinriktade behandlingar.
- Kostnadskänsliga delar som inte syns: Mekanisk bearbetning med primer och målning för flexibilitet och enkel reparation i fält.
- Flera processer eller anpassade krav: Integrerade ytfärdigställningslösningar från Shaoyi för metall, med ensam källa för kvalitetssäkring och dokumentation.
Viktig insikt: Ange alltid förbehandlings- och maskeringskrav i dina ritningsanteckningar. Det här steget är avgörande för att undvika problem längre fram, omarbete eller garantiåtaganden – oavsett vilken aluminiumyta du väljer.
När du färdigställer din specifikation, kom ihåg att den bästa lösningen inte bara handlar om ytbehandlingen i sig, utan också om hur väl den stämmer överens med dina mål för tillverkning, kostnad och kvalitet. Därefter avslutar vi med praktiska tips för specifikationsskrivning och överlämning till leverantör – så att din valda ytbehandling av aluminium levererar långvarigt värde i praktiken.
Slutgiltig rekommendation och tips för specifikationsskrivning av bilindustrins aluminiumprofiler
Vilken ytbehandling som passar din produkt bäst
När du kommer till beslutsögonblicket kan det vara lätt att känna sig överväldigad av det stora utbud av ytbehandlingsalternativ som finns för aluminium. Så hur identifierar du den bästa lösningen för ditt projekt? Tänk dig att du utformar en ny EV-batterilåda eller uppdaterar karossdetaljer på en ny SUV – ditt val av ytbehandling av aluminium kommer att påverka allt från hållbarhet och kostnad till märkesperception. Här hittar du en snabbguide som hjälper dig att matcha dina behov med rätt ytbehandling:
- Anodisering: Välj för dekorativ korrosionsbeständighet och en premium, långvarig metallisk look.
- Hårdanodisering: Välj för områden med hög nötning eller glidkomponenter – tänk sätesbanor eller glastaksskenor.
- Pulverbeläggning: Bäst för hållfärg, kemikaliemotstånd och många utseendealternativ på yttre detaljer eller delar under huven.
- E-målning: Välj som en korrosionsbeständig grund, särskilt för komplexa profiler eller delar som behöver en stark grund under ytterligare beläggningar.
- Fabriksbehandling plus grundfärg/målning: Välj detta för kostnadskänsliga, målade delar eller dolda strukturdelar där flexibilitet och enkel reparation är viktigt.
Varje enstaka av dessa ytbehandlingsalternativ för aluminium spelar en unik roll, så överväg din applikations exponering, nötning, utseende och budgetkrav innan du fastslår din specifikation.
Specifikationsspråk och ritningsanteckningar
Tydliga, standardbaserade specifikationer är din bästa försvar mot förvirring eller omarbete. Här är en mall du kan anpassa för de flesta projekt med aluminiumprofiler:
Yta: [process]. Förbehandling: [konvertering, föredra kromfri]. Standarder: [ASTM/ISO/MIL som tillämpligt]. Tester: adhesion, tjocklek, utseendeklass, cyklisk korrosion enligt OEM-protokoll. Maskning: [detaljer]. Färgbakekompatibilitet: [ja/nej].
När du arbetar med hur man förbereder aluminium för målning eller någon annan beläggning, ange alltid steg för ytslipning, rengöring och maskning direkt på dina ritningar. Detta säkerställer att alla – från konstruktion till produktion – förstår förväntningarna för varje ytbehandling av aluminium.
Checklista för leverantörsöverlämning
Föreställ dig att ditt projekt är klart för överlämning. Här är en checklista för att hålla din leverantörsengagemang smidigt och din kvalitetsplan på rätt köl:
- Ange legering och temper för varje profilering
- Inkludera detaljerad geometri och maskningskartor (gängor, hål, elkontakter)
- Identifiera bänkpositioner för optimal täckning av beläggning
- Markera kritiska mått och tillåtna toleranser (ta hänsyn till filmtjocklek)
- Definiera acceptanskriterier och referensstandarder för kvalitetssäkring
- Dela en provnings- och inspektionsplan (första provet, partiprovning eller pågående kontroller)
- Förtydliga din policy för reparationer och fältreparationer i förväg
Genom att följa dessa steg minimerar du överraskningar och säkerställer att den valda ytbehandlingen av aluminium levererar konsekventa och högkvalitativa resultat.
Redo att konsolidera din ytbehandling och kvalitetssäkring under ett och samma tak? Shaoyi Metal Parts Supplier —en ledande integrerad leverantör av precisionsmetallkomponenter till bilindustrin i Kina—kan hjälpa dig att effektivisera varje steg, från design till massproduktion, för alla dina aluminiumprofiler. Deras expertis inom ytbehandling för bilindustrins aluminiumprofiler säkerställer att du alltid får rätt ytfinish.
Vanliga frågor
1. Vilka är de vanligaste ytbehandlingarna för bilindustrins aluminiumprofiler?
De mest använda ytbehandlingarna för automobilbaserade aluminiumprofiler inkluderar eloxering (Typ II för utseende och korrosionsbeständighet, Typ III för nötbeständighet), pulverlack för hållbar färg och kemiskt skydd, elektroforetiskt lackeringsbehandling (e-coat) för enhetligt korrosionsskydd på komplexa former samt milledelad yta med grund och färg för ekonomisk flexibilitet. Varje behandling erbjuder specifika fördelar vad gäller hållbarhet, utseende och kompatibilitet med automobilindustrins standarder.
2. Hur väljer jag rätt yta för mitt projekt med automobilbaserade aluminiumprofiler?
Att välja den bästa ytbehandlingen beror på projektets krav på korrosionsbeständighet, utseende, slitstyrka och budget. Dekorativ anodisering är idealisk för synlig trim, hård anodisering passar bäst för delar med hög slitaget, pulverlack ger livlig och hållbar färg, elektroforetisk avläggning (e-coat) är bäst för komplexa profiler som kräver enhetlig skydd, och råytbehandling plus målning är kostnadseffektiv för dolda eller servicevänliga delar. Tänk på delens exponering, monteringsbehov och kvalitetsstandarder för att göra rätt val.
3. Vad är skillnaden mellan anodisering och pulverlack på aluminiumprofiler?
Anodisering skapar ett integrerat oxidlager på aluminiumytan, vilket förbättrar korrosionsbeständigheten och erbjuder en mängd metalliska ytbehandlingar. Typ II-anodisering uppskattas för sitt dekorativa utseende, medan Typ III (hårdanodisering) erbjuder större nötbeständighet. Pulverlack är däremot en organisk beläggning som appliceras som ett pulver och härdas till ett skyddande, färgglatt och slitstarkt lager. Pulverlack möjliggör fler färg- och strukturval, men kräver en noggrann förbehandling för optimal adhesion.
4. Varför är förbehandling viktig innan man applicerar någon ytbehandling på aluminiumprofiler?
Förbehandling är avgörande eftersom den tar bort föroreningar, förbättrar adhesionen och ökar korrosionsbeständigheten. Rätt rengöring och konverteringsbehandling (ofta kromatfri) säkerställer att den valda ytbehandlingen – oavsett om det är eloxering, pulverlack, e-lack eller målning – fäster ordentligt och fungerar som tänkt. Att hoppa över eller utföra förbehandling otillräckligt kan leda till tidiga fel som flagnings, blåsor eller korrosion.
5. Vilka fördelar finns det med att använda en integrerad leverantör som Shaoyi för ytbehandling av aluminiumprofiler?
Att samarbeta med en integrerad leverantör som Shaoyi underlättar ytbehandlingsprocessen genom att erbjuda samtliga större ytbehandlingstekniker, kvalitetskontroll och ledning av leveranskedjan under samma tak. Detta angreppssätt minskar leveranstider, minskar risken för fel från flera leverantörer, säkerställer efterlevnad av bilstandarder och erbjuder expertstöd i valet av rätt kombination av legering, geometri och ytbehandling för din applikation.