 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

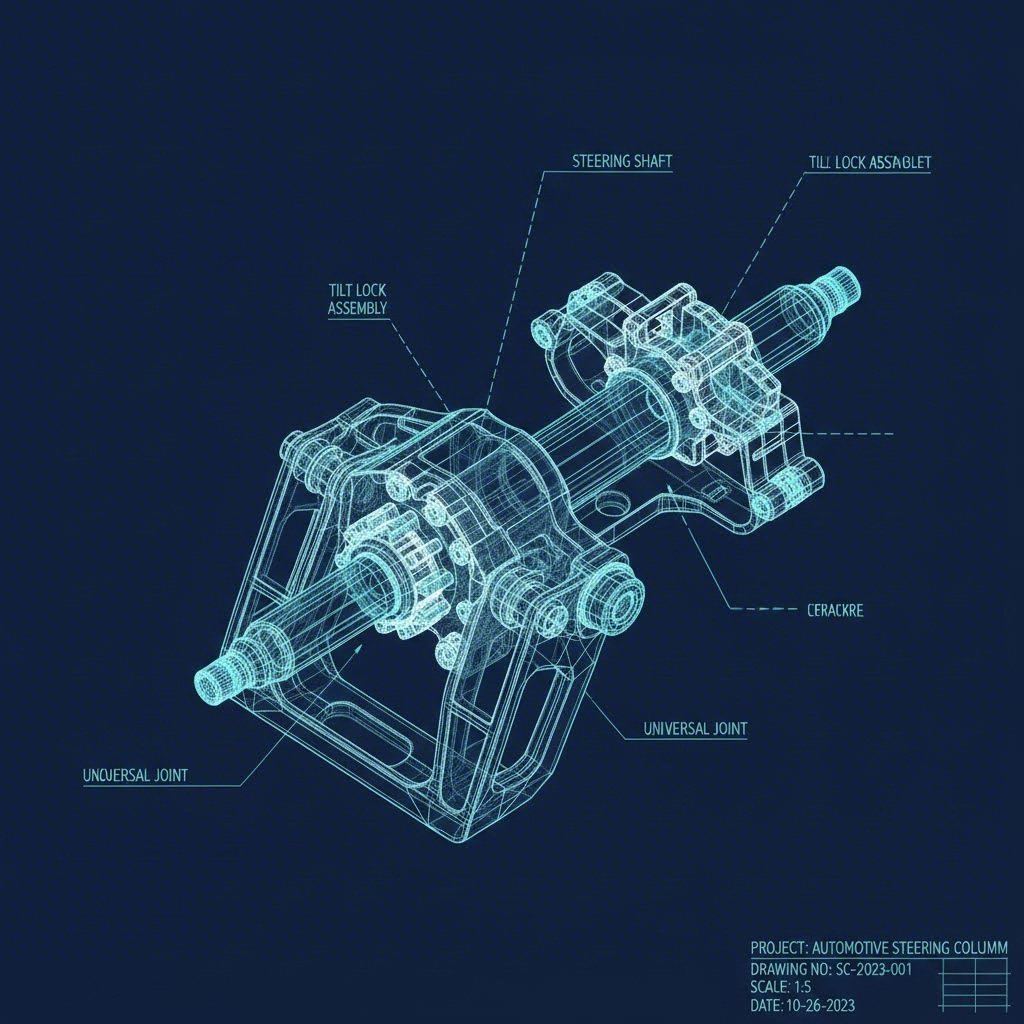
Stansning av styrspakskomponenter: Tillverknings- och materialguide
TL;DR
Stansning är den dominerande tillverkningsprocessen för högvolym, säkerhetskritiska stansade komponenter till styrväxlar , inklusive fästbracketar, lutningsjusteringsmekanismer och sammanfällbara kåpor. Jämfört med traditionella gjutningsmetoder erbjuder metallstansning med höghållfast lägerat stål (HSLA) betydande viktreduktion och lägre styckpriser samtidigt som stränga krockprovskrav uppfylls. Den här guiden undersöker teknisk genomförbarhet, strategier för materialval och leverantörskrav (såsom IATF 16949) som krävs för att konstruera robusta styrväxlar.
Kritiska stansade komponenter i styrväxlar
Moderna styrkolonner är komplexa delsystem som kräver hög precision för att säkerställa förarens säkerhet och komfort. Metallstansning gör det möjligt for ingenjörer att tillverka invecklade geometrier med hög upprepbarhet. Följande komponenter är främsta kandidater för progressiv och transfer-stansning.
Fästbrackor och strukturella stöd
Styrkolonnen måste vara styv fästad vid fordronets tvärstabilisator eller motorrumsskott för att förhindra vibrationer. Stansade fästbrackor föredras framför gjuten aluminium i många massmarknadsapplikationer på grund av sin överlägsna hållfasthet i förhållande till vikt. Dessa brackor är vanligtvis formade av HSLA-stål för att tåla höga statiska laster och dynamiska driftskrafter utan att böja sig.
Lutnings- och längdinställningsmekanismer
Fördarmanomiet beror på justeringsmekanismerna för lutning (rake) och teleskop (reach). Låsplattor och tänder som används i dessa system är ofta plåtbildade till nära nätform. Precisionsskärning används ofta här för att uppnå de rena skärkanter som krävs för smidig låsning, vilket eliminerar sekundära bearbetningsoperationer.
Sammanfällbara jackor och säkerhetszoner
Vid en frontal kollision är styrspaken konstruerad att vika ihop sig, vilket absorberar energi för att skydda föraren. Detta uppnås ofta genom plåtbildade och rullade energiabsorberande plattor eller nätliknande fästen som deformeras på ett kontrollerat sätt. Tillverkare använder specialiserade verktyg för att skapa specifika spänningshöjder eller veck i metallen, så att komponenten viks samman på ett förutsägbart sätt under en exakt belastning.
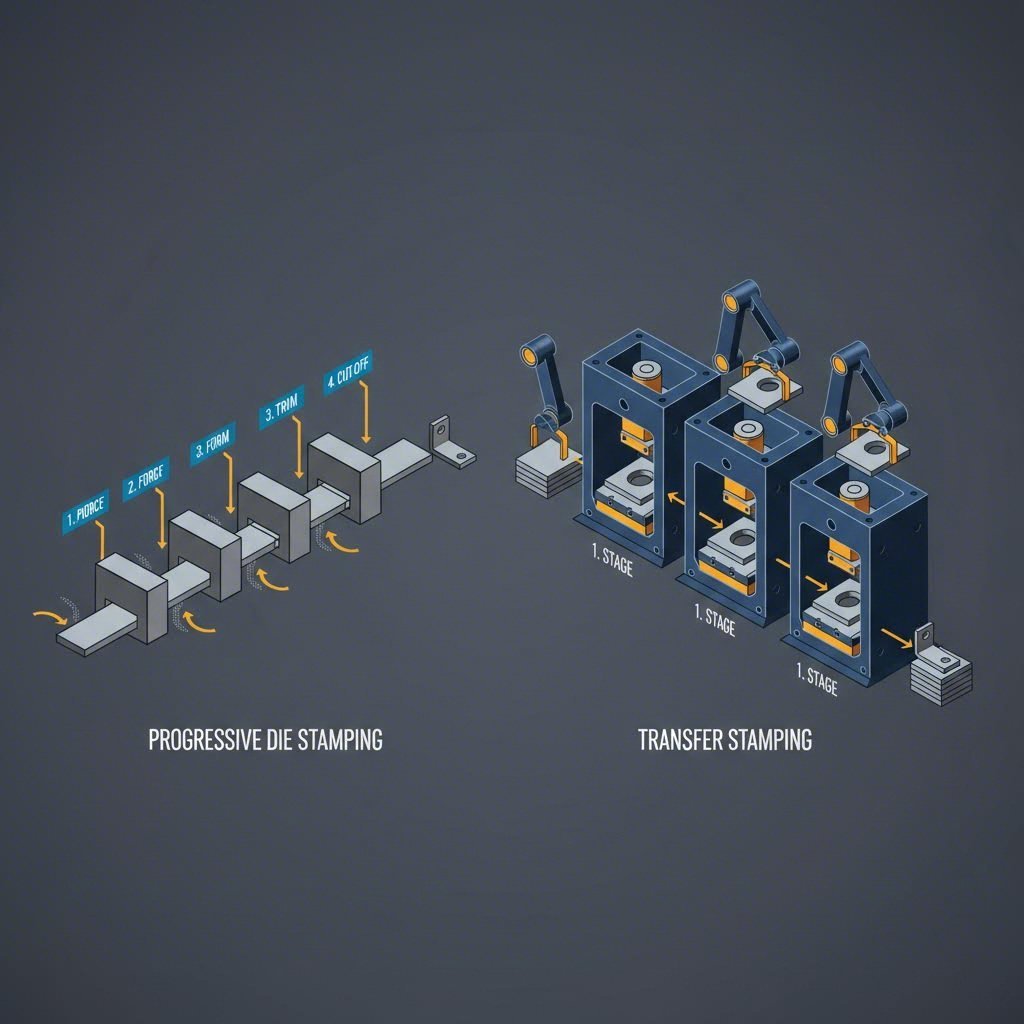
Tillverkningsprocesser: Progressiv vs. Transferplåtning
Att välja rätt stansmetod är avgörande för att balansera verktygsinvesteringar med styckkostnaden. För styrkolonnkomponenter handlar beslutet ofta om att välja mellan progressiv stansning och överföringsstansning.
Progressiv stansning
För mindre komponenter i hög volym, som låsningsspakar, klämmor och mindre fästen, är progressiv stansning standard. I denna process förs en metallspole genom en enda stans med flera stationer. Varje station utför en specifik operation – skärning, böjning eller perforering – medan bandet rör sig framåt. Denna metod uppnår höga slag per minut (SPM), vilket avsevärt minskar cykeltiden och styckpriset för högvolymprogram inom bilindustrin.
Överföringsstansning för komplexa geometrier
Större strukturella husningar eller komponenter som kräver djupa dragoperationer kräver ofta överföringsstansning. Till skillnad från progressiva verktyg där delarna förblir fästa vid bandet, flyttas enskilda blanker mellan stationer med mekaniska fingrar vid överföringsstansning. Detta möjliggör mer komplexa formskapande operationer och bättre materialutnyttjande, vilket är avgörande när man arbetar med dyra stål av bilklass.
Från prototyp till massproduktion
Att verifiera tillverkningsmässig genomförbarhet tidigt i designfasen är avgörande. Bil-OEM:er kräver ofta att leverantörer demonstrerar förmåga genom hela produktlivscykeln. Tillverkare som kan koppla samman klyftan från snabb prototypframställning till massproduktion erbjuder en strategisk fördel. Till exempel Shaoyi Metal Technology erbjuder omfattande stansningslösningar som skalar från initiala prototyper till högvolymstillverkning, med pressar upp till 600 ton för att leverera kritiska komponenter som reglagearmar och underchassin enligt IATF 16949-standarder.
Konstruktionsutmaningar & Materialval
Stansning av säkerhetskritiska styrdelar innebär att hantera komplexa metallurgiska beteenden. Ingenjörer måste ta hänsyn till materialens egenskaper som påverkar både tillverkningsbarhet och slutgiltig delprestanda.
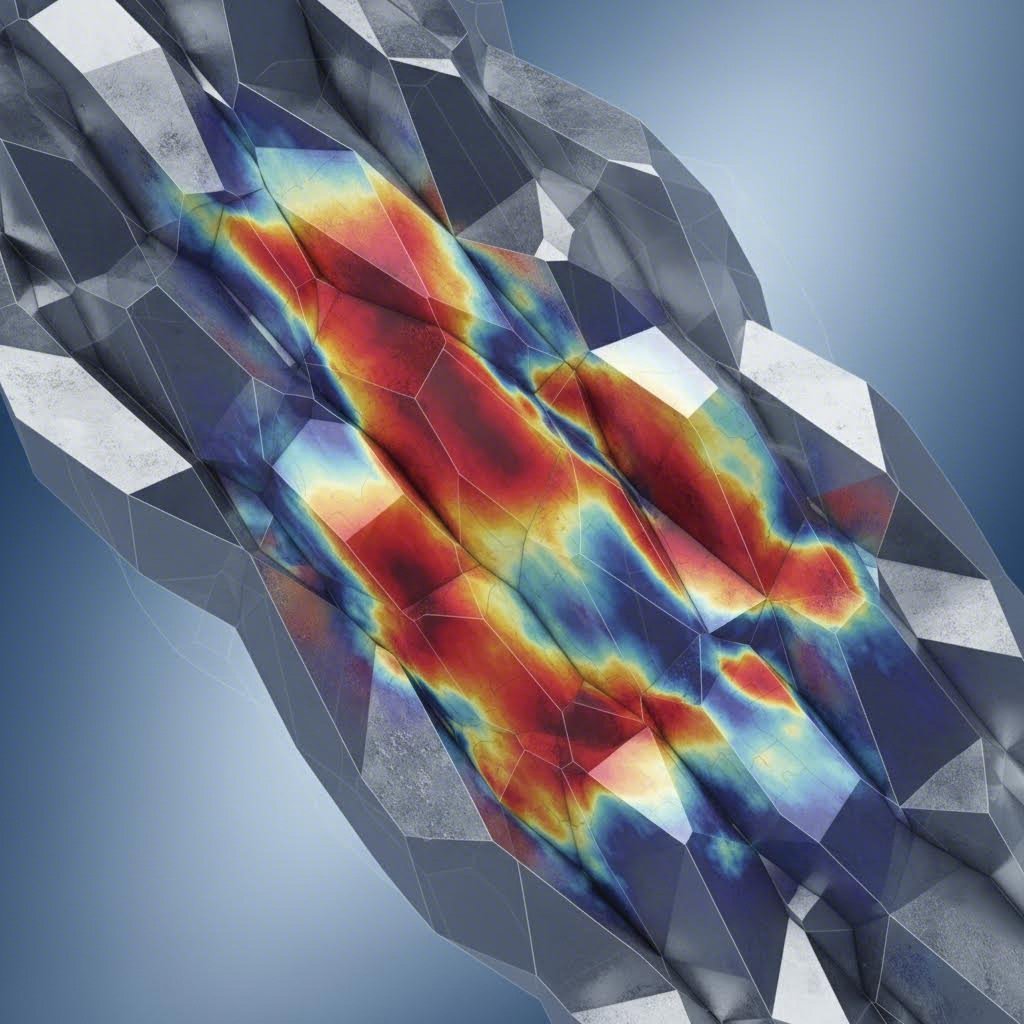
Hantering av fjädring i HSLA-stål
För att minska fordonets vikt förlitar sig tillverkare allt mer på höghållfasta låglegerade (HSLA) stål. Även om dessa material är starka uppvisar de betydande fjädring – en benägenhet hos metallen att återgå till sin ursprungliga form efter omformning. Kompenseringsstrategier i verktygsdesignfasen, styrda av finita elementanalys (FEA), är avgörande för att upprätthålla toleranser, särskilt för sammanpassade delar i teleskopstolar.
Strikta toleranser och krocksäkerhet
Styrkomponenter fungerar med krav på nollspel för att säkerställa styrprecision. Stansade delar måste hålla strama toleranser (ofta inom +/- 0,05 mm) för att förhindra skakningar eller spel. Vidare måste materialet behålla seghet för att förhindra sprickbildning vid snabb deformation under en krockhändelse. Att välja rätt stålsort innebär att balansera lämplig draghållfasthet för hållbarhet mot töjningsförmåga som krävs för energiabsorption.
Kriterier för leverantörsval inom bilstansning
Inköp av stansade styrkomponenter kräver en granskingsprocess som går utöver pris. Leverantörens kvalitetsledningssystem och tekniska kompetens är i fokus.
- IATF 16949-certifiering: Detta är den absoluta miniminivån för billeverantörer, vilket säkerställer att kvalitetsledningssystemen är anpassade efter OEM:s krav.
- Egen verktygs- och formtillverkning: Leverantörer med interna verktygsavdelningar kan reagera snabbare på konstruktionsförändringar och underhålla former mer effektivt, vilket minskar driftstopp.
- Simulering och samkonstruktion: För att förutse problem med formningen innan stål skärs använder leverantörer av högsta kvalitet simuleringsprogramvara. Leta efter partners som är villiga att delta i samdesign för att optimera delgeometrin för stämpelprocessen.
- Församling med mervärde: Många styrkomponenter kräver sekundära funktioner. Leverantörer som erbjuder inline svetsning, stapling eller montering av fästen till rör ger en mer komplett lösning, vilket minskar logistikens komplexitet.
Sammanfattning av tillverkningssäkra
Förändringen från gjutning till stämpling i styrkolonsproduktionen drivs av bilindustrins obevekliga strävan efter viktminskning och kostnadseffektivitet. Genom att utnyttja avancerade processer som progressiv stämpling och material som HSLA-stål kan ingenjörer designa komponenter som uppfyller strikta säkerhetsstandarder samtidigt som produktionsmetrikerna optimeras. För att lyckas inom detta område krävs en djup förståelse för materialbeteendet och ett samarbete med kapabla, certifierade tillverkare.
Vanliga frågor
1. Vilka är de viktigaste komponenterna i ett styrsystem?
De viktigaste komponenterna i ett modernt styrsystem är ratten, styrkolumnen (som rymmer axeln och säkerhetsmekanismerna), styrutrustningen (rack and pinion eller cirkuleringsboll) och de bandstänger som överför kraft till styrknuten vid hjulen. I elektriska styrsystem (EPS) är en elektrisk motor och en ECU också integrerade i kolumnen eller rack.
2. För att Vilken komponent överför styrkraften till hjulen?
Sättningsstänger är de kritiska länkkomponenter som överför den laterala rörelsen från styrutrustningen till styrknuten vid hjulen. De är ansvariga för att trycka och dra i hjulen för att ändra vinkeln, vilket säkerställer att fordonet svarar korrekt på förarens input.