 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansning av rockerpaneler: Tillverkning kontra inköp av diesstansade delar
TL;DR
Stansning av bälglister avser den industriella processen där plåt formas genom diesvetsning till strukturella karossdelar, även om många entusiaster använder termen när de väljer mellan att köpa OEM-kvalitet av "die-stansade" ersättningsdelar eller tillverka egna. Die-stansade paneler är kompletta svets-in-ersättningsdelar som återställer strukturell integritet, medan "skjut-på"-paneler är kosmetiska täckningar som limmas eller spikas över rost. För korrekt restaurering är svets-in-stansade paneler nödvändiga. Även om du inte kan återskapa riktigt hydraulisk stansning hemma, kan skickliga hobbyhantverkare använda rullformningsmaskiner och plåtböjningsmaskiner för att tillverka funktionsdugliga anpassade paneler.
Vad är stansade bälglister? (Process & kvalitet)
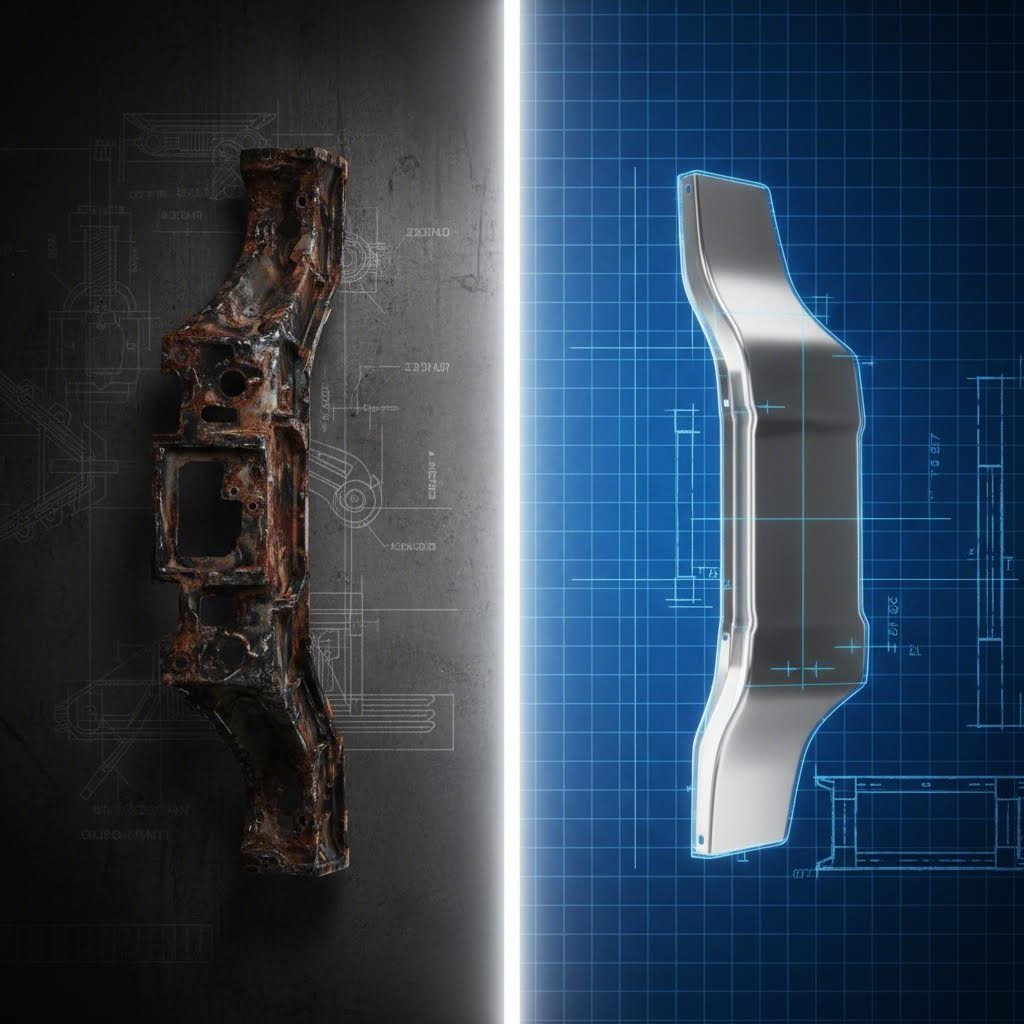
För att förstå värdet av en högkvalitativ ersättningsdel kan det vara bra att förstå ingenjörskonsten bakom stansning av bälglister . Till skillnad från enkla böjda stålplåtar tillverkas en "die-stämplad" panel med hjälp av tung industriell utrustning som pressar en platt metallplåt mellan två passande stämplar. Denna process tvingar metallen att anta komplexa, tredimensionella former som exakt matchar fordonets ursprungliga fabriksspecifikationer.
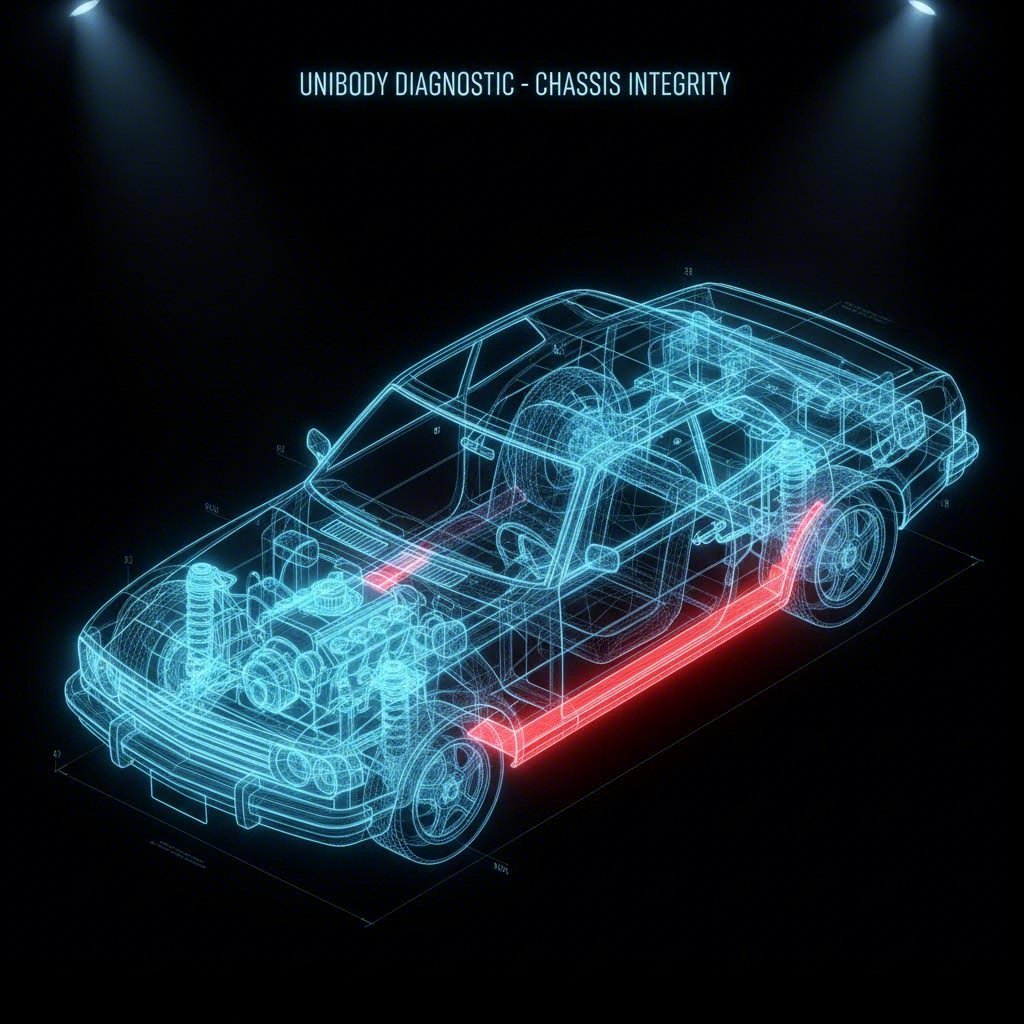
Riktig stämpling skapar kritiska egenskaper som enkel vikning inte kan uppnå, såsom sammansatta kurvor, skarpa karosserilinjer och inbäddade avloppshål. Eftersom klövplåten är en strukturell komponent i en enhetskaross, bidrar metallets specifika tjocklek och form till bilens styvhet och säkerhet vid en kollision. Därför använder professionella återställare nästan uteslutande die-stämplade delar istället för generiska plåtar.
Klyftan mellan en hemmabruksgarage och professionell tillverkning är enorm. Industriell produktion kräver precision och enorm kraft. Till exempel kräver avancerade tillverkare som Shaoyi Metal Technology använda pressar med upp till 600 tons kraft för att säkerställa att komponenter som styrningsarmar och undergrupper uppfyller stränga IATF 16949 OEM-standarder. Denna kraftnivå är nödvändig för att låsa in metallets minne, vilket säkerställer att delen passar perfekt utan behov av överdriven fyllning eller modifiering vid installation.
Kritisk jämförelse: Stansad (svept) kontra Skjut-på paneler
Det vanligaste dilemma för fordonägare är att välja mellan en fullständig stansad ersättningsdel och en "skjut-på"-täckning. Dessa är två grundläggande olika produkter utformade för olika syften. En stansad panel är en strukturell reparationsdel, medan en skjut-på är en kosmetisk patch.
Enligt restaurations experter på Raybuck Auto Body Parts svekning med en hel panel är det enda sättet att återställa fordonets unibody-styrka. Skjut-på paneler, ofta kallade "rosttäckningar", är vanligtvis tunnare och är utformade för att monteras ovanpå befintligt metall, ofta med karosserilim eller nit. Även om detta döljer rosten, stoppar det inte spridningen, och den struktionella svagheten kvarstår.
| Funktion | Stansad (insveksad) | Skjut-på (täckning) |
|---|---|---|
| Syfte | Struktionell återställning | Kosmetisk reparation |
| Installationsmetod | Skärning, slipning, svekning | Lim, nit eller pricklågning |
| Montering | Exakta fabrikskonturer | Lätt överdimensionerad för att passa över gammalt metall |
| Kostnad (del endast) | $150 - $400+ per par | $40 - $100 per par |
| Arbetsintensitet | Hög (stor operation) | Låg (helgdagsprojekt) |
| Långvarighet | Permanent (decennier) | Tillfällig (rost kommer ofta tillbaka under ytan) |
DIY "Stamping": Metallformning och alternativ till tillverkning
En del av fordonsentusiasterna söker efter "stamping rocker panels" med syftet att tillverka delarna själva. Det är viktigt att klargöra att man inte kan "stansa" metall i en hemmak garage utan industriella verktyg. Man kan dock tillverka eller förteckning tillverka rocker panels med hjälp av metallbearbetningsverktyg.
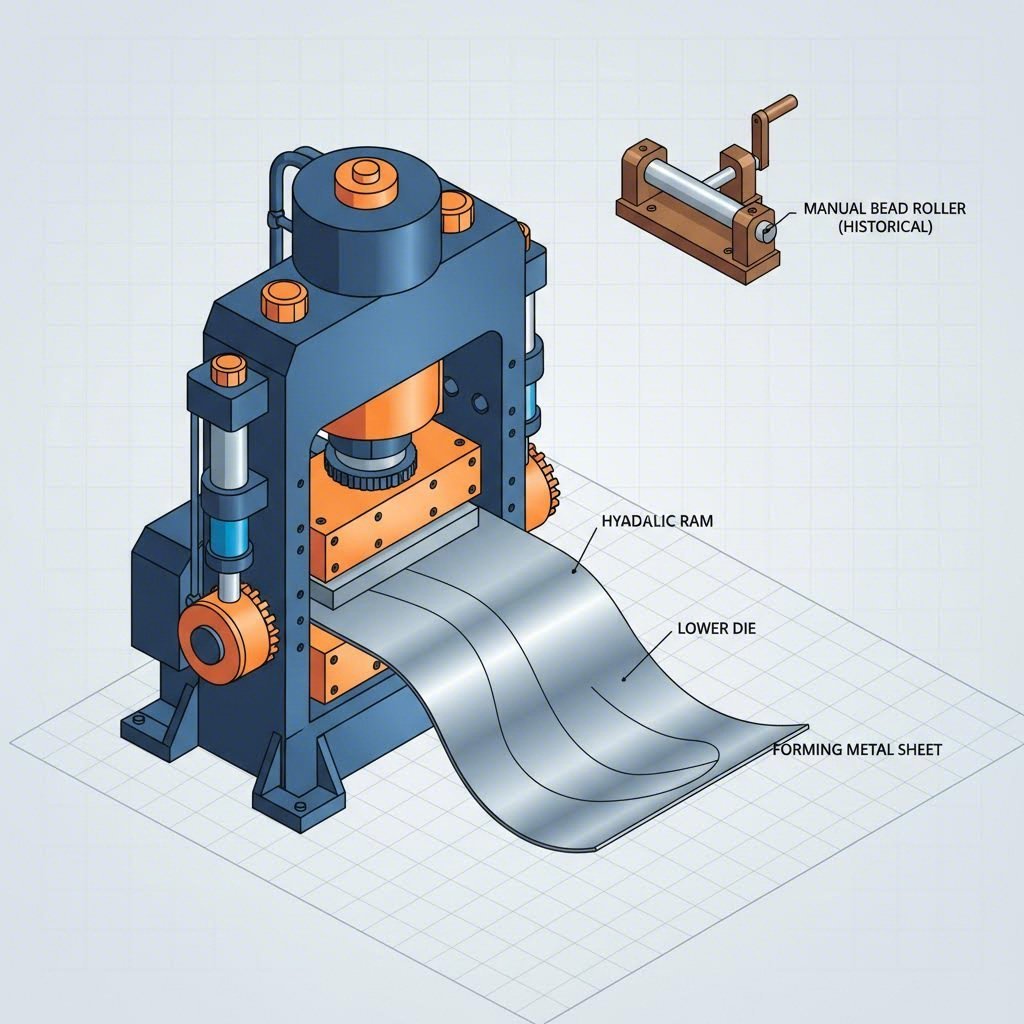
Att skapa en rocker panel från grunden är ett genomförbart alternativ för sällsynta fordon där det inte finns någon aftermarket-support. Denna process innebär att man manuellt formar plåt (vanligtvis 18 eller 20 gauge stål) för att efterlikna fabrikens profil. Som visas i klassiska restaureringsguider , detta kräver speciell utrustning:
- Metallböjningsmaskin: Används för att skapa långa, raka vinklar för över- och underkanten.
- Kantvals: Nödvändig för att öka styvheten och återskapa estetiska kroppslinjer eller förstyvningsribbor.
- Krymp- och sträckverktyg Används för att böja metallen så att den följer rockerns profil längs bilens längd.
- Formar och hammare: Träformar (formar) kan tillverkas för att slå metall runt vid komplexa kurvor.
Även om självbyggnad ger tillfredsställelse, saknar det precisionen hos industriell stansning. För handformade paneler krävs ofta mer kity för att jämna ut ojämnheter. Om en diesstansad del finns tillgänglig för din bil är det nästan alltid mer kostnadseffektivt att köpa den än att lägga timmar på att tillverka en kopia från grunden.
Installationsöversikt: Vilka stansade paneler som krävs
Att välja en stansad panel innebär att ta på sig ett omfattande reparationsarbete. Detta är inte en enkel eftermonteringsuppgradering; det är strukturell kirurgi. Processen innebär vanligtvis att ta bort dörrarna och ibland förstyva dörröppningen för att förhindra att karossen sjunker när den gamla rocker, som ger strukturell stöd, skärs bort.
Installationsarbetsflöden följer vanligtvis dessa steg:
- Förberedelse: Fordonet måste jämnas ut på bottenställ. Dörrgap måste mätas och dokumenteras innan skärning påbörjas.
- Avlägsnande: Använd en platsvetsklipptag för att borra bort fabriksvätsarna. En vinkelslip med en skärskiva används för att skära bort de ruttna sektioner.
- Rengöring: Den underliggande inre rocker måste rengöras från rost och behandas med vetsförprimer.
- Justering: Den nya stansade panelen fästs på plats med klämningar. Detta är den kritiska fasen då dörrarna tillfälligt återmonteras för att säkerställa att de öppnas och stängs korrekt utan att gnugga.
- VÄLDNING: När plattan är justerad svetsas den på plats med MIG-svets. För att förhindra vridning av tunn plåt bör svetsning utföras i korta stötar, och man ska flytta sig runt plattan för att sprida värmen.
För dem som hanterar rostiga lastbilar gemenskapsdiskussioner påpekar ofta att även om det är tråkigt att borra ut punktsvetsar, bevarar det omgivande metall bättre än aggressiv skärning, vilket gör installationen av den nya pressade delen avsevärt lättare.
Domed: reparera eller byta ut?
Beslutet att använda stansning av bälglister (konstruktion) eller köpa diesprässade ersättningar beror slutligen på fordonets värde och dina mål. För ett älskat restaureringsprojekt eller en bil du tänker behålla säker på motorvägen är investering i diesprässade, insvetsade paneler det enda ansvarsfulla valet. De återställer fordonets säkerhetscell och skyddar värdet av ditt arbete. Skjutbara täck har sin plats på jordbruksbilar eller budgetbilar där estetik betyder mer än livslängd, men de bör aldrig förväxlas med en riktig reparation.
Vanliga frågor
1. Måste slip-on-rockerskivor svetsas?
Tekniskt sett, nej. Slip-on-skivor kan fästas med nit eller höghållfasta strukturella limmedel. Det är dock möjligt att svetsa dem, vilket ger en starkare förbindelse. Tänk på att även om de svetsas, återställer en slip-on-skiva över en rostad konstruktion inte fordonets ursprungliga krocksäkerhetsbetyg.
2. Är det värt att reparera rostiga rockerskivor?
Ja, om fordonet har värde eller körs på allmänna vägar. Rockerskivor är en integrerad del av ramen i en enhetskaross. Att låta dem ruttna komprometterar kabinens styvhet. Enligt branschens kostnadsskattningar , även om professionell ersättning kan kosta över 4 000 USD, gör den bevarade strukturella integriteten och återförsäljningsvärdet att det är värt investeringen för eftertraktade modeller.
3. Vilken metalltjocklek har stansade rockerskivor?
De flesta OEM-kvalitets slagade rockerskivor är tillverkade av stål i tjocklek 18 till 20 gauge. Denna tjocklek ger rätt balans mellan strukturell styvhet och bearbetbarhet. Tungt byggda lastbilar kan använda tjockare stål, medan vissa ekonomibilar använder tunnare material. Kontrollera alltid att din ersättningsdel matchar fabrikens gauge.