 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Mästra underhåll av stansverktyg för optimal prestanda
TL;DR
Effektivt underhåll av stansverktyg bygger på en proaktiv, systematisk ansats. Bästa praxis innebär en regelbunden plan för rengöring, inspektion, slipning och korrekt smörjning för att förhindra produktionsavbrott innan de uppstår. Denna strategi säkerställer inte bara konsekvent delkvalitet utan minskar också kostsam driftstopp och förlänger livslängden för dina verktyg.
Kärnprincipen: Proaktivt mot reaktivt underhåll
Grunden för alla lyckade underhållsprogram för stansverktyg är att byta från reaktiv till proaktiv inställning. Reaktivt underhåll – att åtgärda problem endast efter att de uppstått – leder till operativ ineffektivitet. Det orsakar oväntade haverier, nödåtgärder, ökad spillfrekvens och kostsamma produktionsstopp som stör scheman och skadar lönsamheten. En dåligt definierad underhållsprocess kan drastiskt minska produktiviteten i presslinjen och medföra betydande dolda kostnader.
I motsats till detta är proaktivt, eller förebyggande, underhåll en strategisk ansats som fokuserar på rutinmässiga besiktningar och planerat servicearbete för att identifiera och åtgärda mindre fel innan de eskalerar. Som beskrivs i detalj av experter på JV Manufacturing Co. , säkerställer denna metod att verktyg förblir i bästa skick, vilket förbättrar deras slitstyrka och förlänger livslängden. Genom att hantera slitage under planerad driftstopp kan tillverkare upprätthålla en kontinuerlig arbetsflöde, uppnå mer stabila och förutsägbara underhållsbudgetar samt undvika den ekonomiska bördan av akutåtgärder.
De operativa och ekonomiska skillnaderna mellan dessa två strategier är tydliga. En proaktiv ansats förbättrar utrustningens tillförlitlighet, minskar behovet av dyra reservdelsbyten och säkerställer en säkrare tillverkningsmiljö genom att minska risken för maskinstopp. Att anta en proaktiv hållning handlar inte bara om att reparera delar; det handlar om att kontrollera hela tillverkningsprocessen för att garantera konsekvens och kvalitet.
Proaktivt och reaktivt underhåll: En jämförelse
| Fabrik | Proaktiv underhållsplanering | Korrigerande underhåll |
|---|---|---|
| Kosta | Förutsägbara, budgeterade kostnader för schemalagd service. | Höga, oförutsägbara kostnader för akutreparationer och övertid. |
| Pressupptid | Maximerad, med underhåll schemalagt under planerad driftstopp. | Oplanerat stopp som ofta uppstår och stoppar produktionen. |
| Delkvalitet | Konsekvent och hög, uppfyller kvalitetskraven. | Okonsekvent, med högre andel defekta delar och spill. |
| Verktygslivslängd | Betydligt förlängd genom regelbunden underhållsvård. | Förkortad på grund av överdriven slitage och oväntade haverier. |
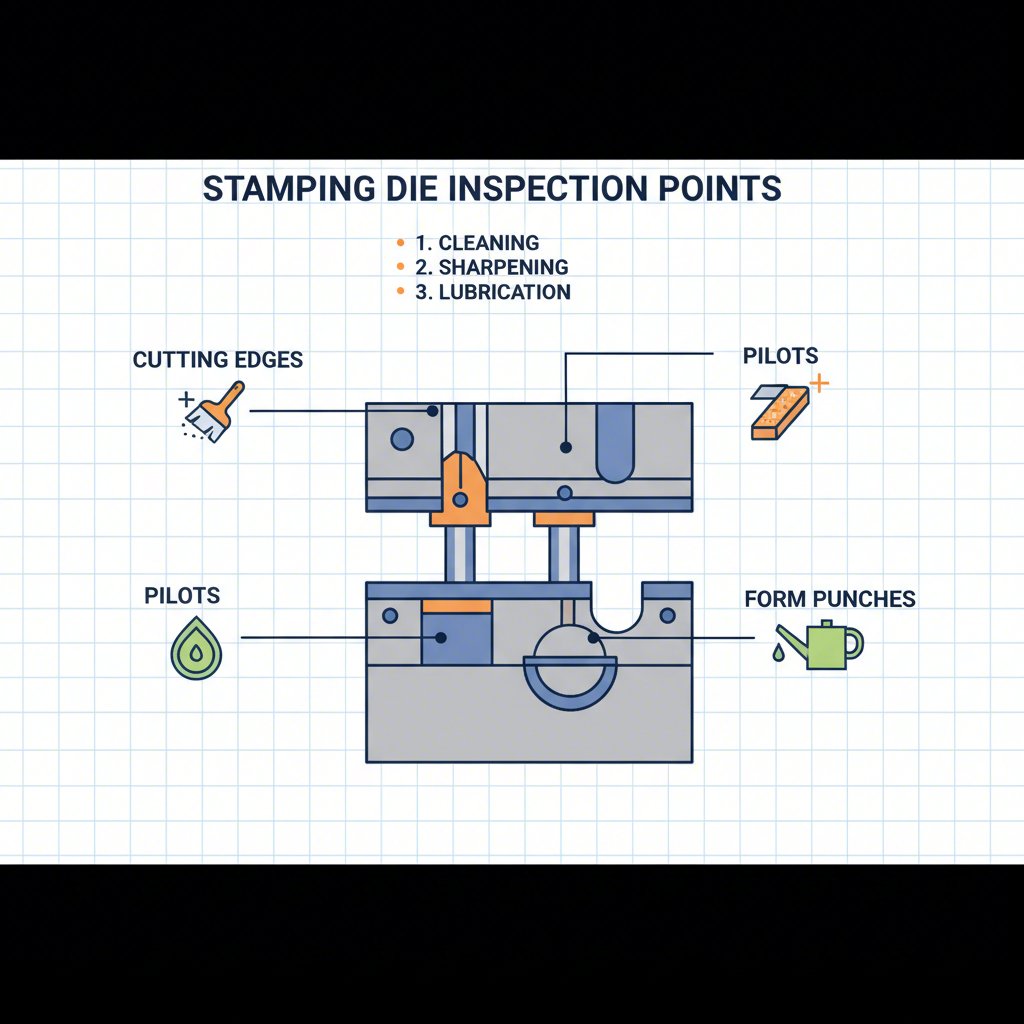
Viktiga stöpmantelsunderhållsprocedurer: En detaljerad checklista
En omfattande underhållsrutin bygger på en grund av specifika, upprepbara arbetsuppgifter. De vanligaste typerna av stöpmantelsunderhåll inkluderar rengöring, slipning, justering med shim och kontroll eller utbyte av komponenter. Att bemästra dessa procedurer är avgörande för att bevara stöpmantelns integritet och säkerställa kvaliteten på varje tillverkad del. Ett väl underhållet stöpmantel möjliggör konsekventa resultat, vilket är en grundsten för hög kvalitet i slipning.
Regelbunden rengöring och kontroll är den första försvarslinjen. Under dessa kontroller bör tekniker leta efter tydliga tecken på problem, såsom lösa fästelement, saknade komponenter, övermåttlig smuts som metallspån eller otillräcklig smörjning indikerad av svart fett. Dessa visuella indikatorer kan förhindra att mindre problem utvecklas till allvarliga produktionsstörningar. För komplex verktyg, såsom de som används inom bilindustrin, kan samarbete med specialister säkerställa att underhållet överensstämmer med det ursprungliga konstruktionsintaget. Till exempel kan företag som Shaoyi (Ningbo) Metal Technology Co., Ltd. , som specialiserar sig på anpassade stansverktyg för bilindustrin, erbjuda en expertisnivå som hjälper till att bibehålla den precision som krävs inom högrisktillverkning.
Slipning är en annan viktig uppgift. Skäravsnitten och stanskanterna på en verktygssats slits naturligt med tiden, vilket kan leda till brådar och otillräcklig precision i de stansade delarna. Periodisk slipning med en slipskiva återställer den ursprungliga geometrin och noggrannheten, och förhindrar att dessa fel påverkar produktionen. På liknande sätt kan kalibrering (shimming) vara nödvändig för att säkerställa att varje station i en progressiv stanshållare har rätt tidtagning och justering, vilket är avgörande vid komplexa operationer.
Komplett checklist för verktyginspektion
- Rengöring: Ta bort all skräp, metallspån, slam och ansamlat smörjmedel från verktygytor. Se till att alla komponenter är fria från föroreningar både före och efter underhåll.
-
Inspektion:
- Kontrollera om fästelement är lösa eller trasiga, om fjädrar är slitna och om lifters är försämrade.
- Undersök ledstolparna på verktygsunderredet för klibbning eller ojämn slitage.
- Inspektera piloter för slitage och korrekt längd.
- Granska alla formslagnar och verktygsdelar för mätbart slitage, sprickor eller sidoklibbning.
- Verifiera punchlängder och -höjder för att säkerställa korrekt tidtagning och konfiguration.
-
Slipning:
- Granska alla skäravsnitt på slitage och slip vid behov för att upprätthålla skarpa, rena snitt.
- Se till att slipningsprocessen återställer den ursprungliga geometrin utan att avlägsna överdriven mängd material.
-
Smörjning:
- Bekräfta att alla rörliga delar är tillräckligt smorda enligt tillverkarens specifikationer.
- Leta efter tecken på otillräcklig smörjning, såsom överdriven värmeutveckling eller korrosion.
Införa ett robust underhållsschema och dokumentation
Utöver de fysiska uppgifterna bygger underhåll av dies på bästa klassnivå på en systematisk process för schemaläggning och dokumentation. Att etablera ett strukturerat program är grunden för effektivt underhåll, vilket säkerställer att all utrustning regelbundet tas om hand. Underhållsfrekvensen bör baseras på användningsnivå, produktionsvolym och dies komplexitet. En die som används dagligen i en högvolymproduktion kräver naturligtvis ett strängare schema än en som används sällan.
En viktig komponent i detta system är arbetsordern. Enligt Phoenix Group gör ett arbetsordersystem det möjligt för en organisation att dokumentera, spåra, prioritera och schemalägga all reparation och underhåll av verktyg. Det fungerar som ett viktigt kommunikationsverktyg som identifierar rotorsaken till problemet, beskriver korrigerande åtgärder och dokumenterar utfört arbete. Denna dokumentation är ovärderlig för att spåra återkommande problem och förhindra framtida fel.
Att skapa och underhålla en detaljerad underhållslogg är ytterligare en avgörande åtgärd. Loggen bör innehålla serviceens datum, utfört arbete, utbytta delar samt observationer om verktygets skick. Med tiden hjälper dessa uppgifter till att identifiera slitage mönster och möjliggör mer exakt prediktivt underhåll, vilket gör att team kan åtgärda potentiella fel innan de uppstår. Konsekvent dokumentation säkerställer att varje servicetekniker utför arbetsuppgifter på samma sätt, vilket leder till förutsägbara och tillförlitliga resultat.
Exempel på underhållslogg
| Dadel | Verktygs-ID | Utfört arbete | Ersatta delar | Tekniker | Observationer/anteckningar |
|---|---|---|---|---|---|
| ÅÅÅÅ-MM-DD | DIE-123-A | Rengjort, slipsat skärkanter, kontrollerat piloter. | Pilot #4 (sliten) | J. Doe | Litet slitage på formslaga; övervaka i nästa cykel. |
| ÅÅÅÅ-MM-DD | DIE-456-B | Fullständig besiktning, smörjning och justering av tidsinställning. | Ingen | S. Smith | Verktyg fungerar inom specifikationerna. |

Avancerade ämnen: Smörjning, förvaring och kontinuerlig förbättring
Ett helhetsperspektiv på verktygsvård sträcker sig bortom pressen och verktygsrummet. Rätt smörjning, förvaring och ett engagemang för kontinuerlig förbättring är avancerade metoder som skiljer goda underhållsprogram från utmärkta. Smörjning är avgörande för att minska friktion mellan rörliga ytor, vilket förhindrar överdriven värmeutveckling som kan leda till materialutmattning och brott. Det skyddar också mot korrosion och föroreningar.
Valet av smörjmedel är inte oviktigt; olika typer är lämpliga för olika driftsförhållanden. Till exempel är oljor mångsidiga för maskiner, medan fett är bättre för lagringar och leder där flytande smörjmedel är opraktiska. Torra smörjmedel som PTFE är idealiska för tillämpningar där olja eller fett kan orsaka föroreningar.
Rätt lagring är lika viktig för att bevara en verktygsdräktens skick när den inte används. Verktygsdräkter ska alltid rengöras och smörjas innan de förvaras i en kontrollerad miljö där temperatur och fuktighet regleras. Som påpekas av Lijian Stamping Mold kan användning av skyddsrack eller väskor förhindra fysisk skada och förorening under lagring, vilket säkerställer att verktygsdräkten är i optimalt skick inför nästa produktionstillfälle.
Slutligen bör det slutgiltiga målet med ett underhållsprogram vara kontinuerlig förbättring. När man enligt Thomas Vacca i Tillverkaren har uppnått konsekventa, mätbara resultat kan man börja förbättra verktygets robusthet, förlänga dess livslängd och öka stanshastigheten. Detta innebär att man sätter SMART-mål (specifika, mätbara, uppnåbara, relevanta, tidsbundna) för att följa upp förbättringar och hålla sig framme i konkurrensen.
Bästa metoder för smörjning och lagring
-
Bästa praxis för smörjning
- Välj rätt typ av smörjmedel (olja, fett, torr) beroende på tillämpning och material.
- Använd smörjmedel enligt tillverkarens specifikationer för att undvika över- eller undersmörjning.
- Kontrollera regelbundet smörjsystemen för att säkerställa att de fungerar korrekt.
-
Bästa metoder för förvaring av verktyg
- Rensa noggrant och applicera ett skyddande smörjmedel på verktyget innan förvaring.
- Förvara verktyg i klimatstyrd miljö för att förhindra rost och korrosion orsakad av fukt.
- Använd stabila stativ eller väskor för att skydda verktyg från oavsiktlig skada.
- Märk alla förvarade verktyg tydligt för enkel identifiering och spårning.
Vanliga frågor
1. Hur ofta bör ett stansverktyg underhållas?
Frekvensen av underhåll av stansverktyg beror på flera faktorer, inklusive produktionsvolym, det material som stansas och verktygets komplexitet. För högvolymproduktion kan verktyg kräva inspektion och rengöring efter varje produktionstillfälle. En allmän bästa praxis är att etablera ett schemalagt underhållsprogram baserat på antalet slag eller produktionstimmar och justera detta utifrån prestandadata och observationsresultat.
2. Vilka är de första tecknen på att en verktygsstans behöver underhåll?
Tidiga varningstecken inkluderar försämrad delkvalitet, till exempel burrar på skurna kanter, dimensionsfel eller ytskador. Du kan också märka förändringar i pressens ljud under drift. Synliga tecken på själva stansen, som metallspån, svart eller slaskig fett, eller synlig nötning på skärkanter och centerdornar, är tydliga indikatorer på att underhåll krävs.
3. Kan felaktigt underhåll skada en stansningsform?
Absolut. Om underhåll försummas leder det till överdriven nötning, komponentfel och potentiellt katastrofal skada på stansen. På samma sätt kan felaktigt underhåll, till exempel att ta bort för mycket material vid slipning, använda fel smörjmedel eller felaktig shimning, också försämra prestanda, minska stansens livslängd och leda till dålig kvalitet på delarna.