 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

EDM:s avgörande roll inom precisionsverktygstillverkning
TL;DR
Elektrisk urladdningsbearbetning (EDM) spelar en oumbärlig roll inom modern verktygstillverkning. Det är en högprecisionsprocess som använder kontrollerade elektriska gnistor för att erodera och forma hårdmetaller till komplexa och invecklade former. Denna teknik är avgörande för tillverkning av slitstarka, högprecisionsverktyg, injektionsformar och stansverktyg som ofta är omöjliga att tillverka med konventionella bearbetningsmetoder.
Förståelse av EDM: De grundläggande principerna
Elektrisk urladdningsbearbetning, ofta kallad gnistbearbetning, är en otraditionell, icke-kontaktbaserad tillverkningsprocess som bygger på termisk energi. Till skillnad från konventionella metoder som använder mekanisk kraft för att skära material, avlägsnar EDM material genom en serie snabba, återkommande elektriska urladdningar – eller gnistor – mellan en elektrod (verktyget) och arbetsstycket. Båda komponenterna är nedsänkta i en dielektrisk vätska, vilken fungerar som en elektrisk isolator tills en specifik spänning uppnås.
Kärnmechanismen startar när en hög spänning appliceras, vilket får dielektriska fluidet att brytas ned och bilda en plasmaled mellan elektroden och arbetsstycket. Detta skapar en intensiv gnista med temperaturer mellan 14 500 och 21 500 °F, vilket omedelbart smälter och förångar en obetydlig mängd material från arbetsstycket. När urladdningscykeln avslutas spolas de förångade partiklarna (avfall) bort från bearbetningszonen av det dielektriska fluidet. Denna cykel upprepas tusentals gånger per sekund och gradvis eroderar arbetsstycket så att det matchar elektrodens form eller följer en programmerad bana.
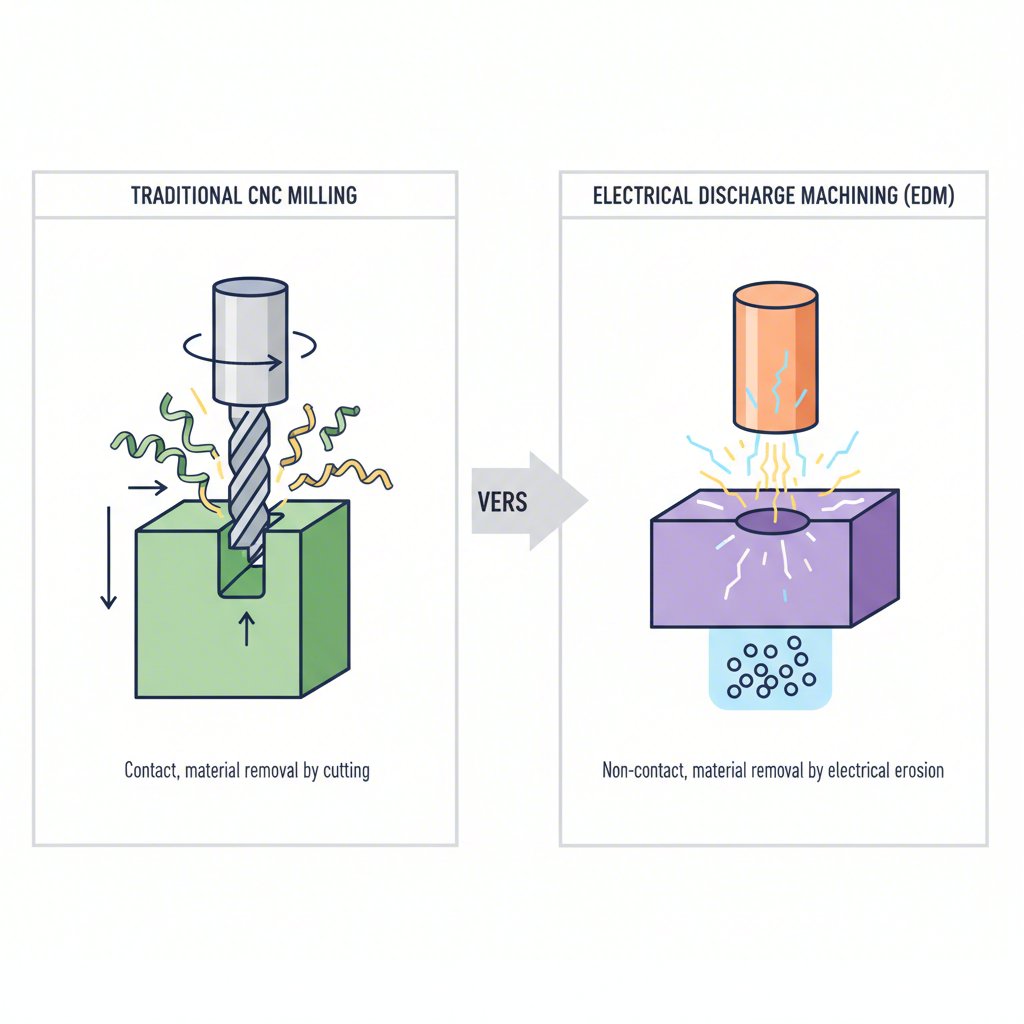
Denna process skiljer sig väsentligt från traditionell CNC-fräsning eller svarvning. Eftersom det inte finns någon fysisk kontakt mellan verktyg och arbetsstycke kan EDM bearbeta extremt hårda och sega material som hårdnadt verktygsstål, titan och volframkarbid med exceptionell precision och utan att orsaka mekaniska spänningar. Denna förmåga gör den till en avgörande teknik för tillämpningar som kräver fina detaljer och strama toleranser som andra metoder inte kan uppnå.
EDM:s avgörande roll inom tillverkning av högprecisionsverktyg och mallar
I världen av verktygs- och formtillverkning är precision inte bara en målsättning; det är ett grundläggande krav. EDM-teknik är hörnstenen i denna precision och möjliggör tillverkning av former och verktyg med en komplexitet och noggrannhet som en gång var ofattbar. Dess främsta roll är att skapa invecklade detaljer som skarpa inre hörn, djupa och smala ribbor samt komplexa håligheter, vilka ofta är omöjliga att tillverka med konventionella skärverktyg på grund av verktygsgeometri och begränsad tillgänglighet.
En av de mest betydelsefulla tillämpningarna av EDM är produktion av former för sprutgjutning av plast samt verktyg för metallgjutning och stansning. Till exempel, inom bilindustrin, bygger tillverkningen av högkvalitativa komponenter på perfekt tillverkade verktyg. Ledande leverantörer av anpassade bilstansverktyg och tillverkning av metallkomponenter , till exempel Shaoyi (Ningbo) Metal Technology Co., Ltd., använder avancerade processer för att leverera den precision som krävs av OEM:er och Tier 1-leverantörer. EDM är avgörande i detta sammanhang för att skapa slitstarka, komplexa stansverktyg som formar plåt till bilkomponenter med felfri konsekvens.
Dessutom är EDM särskilt lämpat för bearbetning av material som redan är hårdade. Traditionella processer kräver ofta att ett mjukare material bearbetas först, vilket sedan värmebehandlas – en process som kan orsaka vridning och dimensionsavvikelser. EDM-maskiner arbetar med förhårdade stållegeringar, vilket eliminerar risken för deformation och säkerställer att det slutgiltiga verktyget eller formen uppfyller de strängaste toleranserna. Detta resulterar direkt i högre kvalitet på slutprodukterna, oavsett om det rör sig om konsumentplastvaror, medicinska implantat eller flyg- och rymdindustrikomponenter, samt säkerställer längre livslängd för verktygen själva.
Viktiga EDM-tekniker för verktygstillverkning: Tråd-EDM vs. Form-EDM
Verktygsgjutare förlitar sig främst på två olika typer av elektrisk urladdningsbearbetning, var och en lämplig för olika tillämpningar: sänk-EDM och tråd-EDM. Att förstå skillnaderna mellan dem är nyckeln till att uppskatta teknologins mångsidighet i en tillverkningsmiljö.
Sänk-EDM , även känd som ram-EDM eller hålighets-EDM, använder en specialtillverkad elektrod, oftast tillverkad av grafit eller koppar, som har formen av en negativ av den önskade detaljen. Denna elektrod sänks långsamt ner i arbetsstycket, och de elektriska gnistorna förbränner material för att bilda en hålighet som speglar elektrodens form. Denna metod är idealisk för att skapa komplexa 3D-håligheter, blinda hål och detaljerade avtryck som krävs för formar och smidverktyg.
Tråd EDM , eller WEDM, fungerar mer som en high-tech bandsåg. Den använder en mycket tunn, kontinuerligt matad metalltråd (vanligtvis mässing) som elektrod. Tråden styrs längs en exakt CNC-programmerad bana för att skära genom hela tjockleken av en arbetsplatta och skapa invecklade 2D-profiler och former. Den är särskilt effektiv för tillverkning av stansar, verktyg och verktygsformar från tjocka plattor av hårdat stål, samt för att skapa delar med komplexa konturer och tätt sittande komponenter.
För att klargöra när en formtillverkare kan välja den ena framför den andra, betrakta följande jämförelse:
| Funktion | Die-Sinking (Ram) EDM | Tråd EDM |
|---|---|---|
| Elektrotyp | Solid, specialanpassad elektrod (grafit eller koppar) | Tunn, envävad metalltråd (vanligtvis mässing) |
| Primär tillämpning | Skapande av 3D-håligheter, mönster, blinda hål och komplexa avtryck | Skärning av 2D-profiler, stansar, formar och invecklade konturer genom en arbetsplatta |
| Geometri som skapas | Komplexa tredimensionella negativa former | Invecklade tvådimensionella konturer, koniska former och genomskärningar |
| Verktygsinteraktion | Elektroden sänks ner i verktyget för att bilda en hålighet | Tråden passerar helt igenom verktyget för att skära en profil |
Kärnfördelar och fördelar med att använda EDM inom verktygs- och formtillverkning
Den omfattande användningen av EDM inom verktygs- och formtillverkning beror på en unik uppsättning fördelar som direkt löser branschens mest kritiska utmaningar. Dessa fördelar går bortom enkel materialborttagning och erbjuder överlägsen kvalitet, designfrihet och effektivitet jämfört med traditionella bearbetningsmetoder.
De mest betydande fördelarna inkluderar:
- Bearbetning av extremt hårda material: EDM är oberoende av ett materials hårdhet, eftersom dess mekanism är termisk, inte mekanisk. Det kan enkelt bearbeta härdade verktygsstål, volframkarbid och exotiska legeringar som skulle snabbt slitas ut eller vara omöjliga att skära med konventionella verktyg.
- Skapande av komplexa och intrikata geometrier: Eftersom processen är kontaktfri finns det inga skärkrafter som kan deformera fina detaljer. Detta gör det möjligt att skapa skarpa inre hörn, djupa och smala spår samt tunna väggar som inte kan åstadkommas med fräsverktyg.
- Omatchad precision och fin yta: EDM kan uppnå extremt strama toleranser, ofta inom ±0,0002 tum. Processen kan finjusteras för att ge en slät yta som minimerar eller till och med eliminerar behovet av manuell polering, vilket sparar betydande tid och arbetskraft.
- Ingen mekanisk belastning på arbetsstycket: Att det inte förekommer direkt kontakt mellan verktyget och delen innebär att ingen mekanisk spänning införs. Detta är avgörande för att bibehålla dimensionell stabilitet hos känsliga eller tunnväggiga komponenter och för att förhindra vridning eller sprickbildning.
Slutligen kombineras dessa fördelar till att EDM blir en oumbärlig teknik för alla moderna verktygs- och formtillverkare. Den möjliggör produktion av högre kvalitet, mer slitstarka verktyg som i sin tur producerar överlägsna slutprodukter, vilket förstärker dess avgörande roll inom konkurrensutsatta och kritiska branscher såsom flyg-, medicinska och fordonsindustrier.
Vanliga frågor
1. Vad är principen för formsänkning med EDM?
Formsänkning med EDM, även känd som ram-EDM, fungerar genom att skapa en formad elektrod (ofta gjord av grafit eller koppar) som utgör negativet av den hålighet som ska bearbetas. Denna elektrod sänks ner i en dielektrisk vätska och förs mot arbetsstycket. Elektriska urladdningar (gnistor) uppstår mellan elektroden och arbetsstycket, vilket förbrukar material för att skapa ett avtryck som exakt matchar elektrodens form.
2. Vad används en EDM-maskin till vid formgjutning?
Inom formgivning används EDM för att skapa de komplexa håligheterna och funktionerna i förhärdat verktygsstål som kommer att forma de slutgiltiga plast- eller metallkomponenterna. Det är väsentligt för att tillverka funktioner som djupa ribbor, skarpa inre hörn och invecklade strukturer som är svåra eller omöjliga att uppnå med traditionell CNC-fräsning. Denna precision säkerställer att de slutgiltiga formgjutna delarna uppfyller exakta specifikationer.
3. Vad är rollen för EDM?
Den främsta rollen för EDM är att forma och bearbeta elektriskt ledande material med hjälp av värmeenergi från kontrollerade elektriska gnistor. Det uppskattas särskilt för sin förmåga att bearbeta mycket hårda material med hög precision, skapa komplexa geometrier utan mekanisk kraft och producera fina ytor. Dess huvudsakliga funktion är materialborttagning för tillämpningar där konventionella metoder inte räcker till.
4. Vad är EDM inom CNC-bearbetning?
EDM är en specialiserad typ av CNC-maskinbearbetning (Computer Numerical Control). Medan traditionell CNC-maskinbearbetning innebär att ett skärverktyg fysiskt kommer i kontakt med och tar bort material, använder CNC-EDM en datorstyrd bana för att styra en elektrod. CNC-systemet styr rörelsen hos elektroden (i tråd- eller formsänknings-EDM) för att generera gnistor exakt där material ska tas bort, vilket möjliggör automatiserad tillverkning av mycket komplexa och noggranna delar.