 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Förtröstande metallbearbetningshemligheter: Flera kriterier som skiljer vinnare från ånger
Förstå begreppet föredragen metallbearbetning och varför det är viktigt
När du söker verkstäder för metallbearbetning blir ofta priset den avgörande faktorn. Men här är saken den: det billigaste alternativet ger sällan det bästa långsiktiga värdet. Det är här som begreppet föredragen metallbearbetning kommer in i bilden och förändrar hur framåtblickande företag går tillväga med sina partnerskap inom metallbearbetning.
Föredragen metallbearbetning representerar en strategisk tillverkningsansats där företag väljer partners för metallbearbetning baserat på kvalificeringscertifikat, bevisade kompetenser och konsekvent pålitlighet snarare än att enbart jaga det lägsta offertpriset. Termen "föredragen" signalerar något betydelsefullt inom industritillverkning. Den indikerar ett granskat och tillförtroendefullt samarbetsförhållande som bygger på prestandahistorik och ömsesidig engagemang för excellens.
Vad gör en partner för metallbearbetning till en föredragen partner
Vad är det då som höjer en leverantör av precisionsskärmetal från att vara bara en annan leverantör till att bli den föredragna leverantören? Skillnaden beror på flera nyckelfaktorer som inköpschefer och ingenjörer har lärt sig prioritera genom erfarenhet.
En föredragen skärmetalleverantör visar konsekvent kvalitet genom certifierade processer och dokumenterade kvalitetsstyrningssystem. De upprätthåller transparenta kommunikationskanaler och svarar snabbt när utmaningar uppstår. Kanske viktigast av allt ser de er framgång som sin egen framgång och investerar i att förstå era specifika krav istället för att behandla varje order som en isolerad transaktion.
Starka leverantörsrelationer minskar risker såsom avbrott i leveranskedjan, prisvolatilitet och kvalitetsproblem. Leverantörer som är engagerade i ett långsiktigt partnerskap är mer benägna att prioritera era behov och arbeta tillsammans för att lösa eventuella utmaningar som uppstår.
Detta proaktiva tillvägagångssätt för riskhantering säkerställer större stabilitet i dina tillverkningsoperationer, vilket blir ovärderligt när produktionsfrister närmar sig.
Övergången från leverantör till strategisk partner
Skillnaden mellan transaktionella och strategiska tillverkningspartnerskap är påfallande. I ett transaktionellt förhållande skickar du in en ritning, får ett prisförslag och hoppas på det bästa. Varje projekt startar från grunden utan någon större kontext kring dina övergripande mål eller kvalitetskrav.
Strategiska partnerskap fungerar annorlunda. Din föredragna tillverkningspartner förstår dina branschkrav, materialpreferenser och toleransstandarder utan att behöva få förklaringar gång på gång. Oavsett om du samarbetar med en integrerad metalltillverkningsverkstad eller en specialiserad metalltillverkningsverkstad i Bay Area är karaktäristiskt för föredragen status denna djupa förståelse för dina behov.
Överväg dessa skillnader mellan de två tillvägagångssätten:
- Transaktionellt: Beslut drivna av pris, begränsad kommunikation, reaktiv problemlösning
- Strategiskt: Val drivet av värde, pågående samarbete, proaktiv kvalitetsförbättring
- Transaktionellt: Behandlas som en av många anonyma kunder
- Strategiskt: Identifieras som ett prioriterat konto med dedikerad support
För inköpschefer som hanterar flera leverantörer förenklar att etablera prefererade relationer med pålitliga metallbearbetningspartner verksamheten avsevärt. Du spenderar mindre tid på att kvalificera nya leverantörer, hantera kvalitetsproblem och förklara specifikationer upprepade gånger. Istället kan du fokusera på innovation och tillväxt, med tillförsikt till att dina metallbearbetningsbehov hanteras av partner som verkligen förstår din verksamhet.
I följande avsnitt undersöks exakt vilka kriterier som skiljer exceptionella metallbearbetningspartner från de andra, och ger dig en praktisk ram för att identifiera och utvärdera dina egna prefererade leverantörer.

Kärnprocesser för metallbearbetning som definierar kvalitet
Att förstå hur processerna för plåtbearbetning fungerar ger dig en betydande fördel när du utvärderar potentiella bearbetningspartner. Varför är detta viktigt? Eftersom utrustningens kapacitet och processkompetensen direkt avgör om dina färdiga delar uppfyller specifikationerna eller istället blir dyrt skrot. Låt oss gå igenom de grundläggande processerna som skiljer kvalitetsinriktade bearbetare från de som tar genvägar.
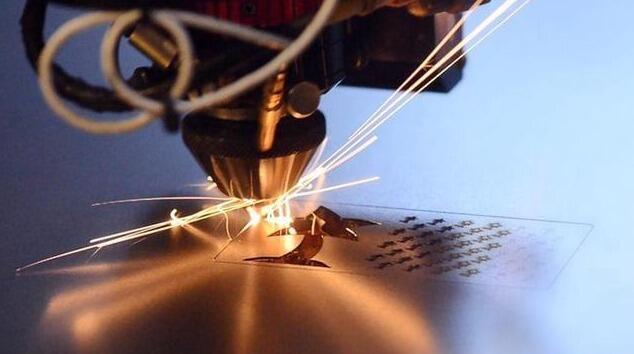
Förklaring av laser- och CNC-punchning
Föreställ dig att försöka skära komplicerade mönster i stål med kirurgisk precision. Det är exakt vad modern laserskärning åstadkommer. Fiberoptiska lasersystem koncentrerar intensiv ljusenergi till en stråle som är smalare än ett människohår och förångar materialet längs programmerade banor med toleranser så tighta som ±0,1 mm. När ditt projekt kräver komplexa geometrier eller delikata detaljer ger laserskärning obestridlig kvalitet på kanterna utan den mekaniska spänningen som andra skärmetoder introducerar.
CNC-tornpunksverktyg fungerar enligt andra principer men erbjuder tydliga fördelar för specifika applikationer. Enligt branschundersökning från Jeelix överstiger moderna tornpunkspressar 1 000 slag per minut, medan verktygsbyten slutförs på under en sekund. Det gör dem exceptionellt kostnadseffektiva för delar som kräver många hål, luftspaltar eller formade funktioner.
Detta är vad som gör precisionsbearbetning av plåt genom CNC-punksning särskilt värdefull:
- Formningsmöjlighet i tre dimensioner :Utöver platt skärning skapar tornpunksverktyg direkt i plåten nedskruvningar, utdragningar, reliefpräglingar och ventilationsluftspaltar
- Processkonsekvens: Uppgifter som traditionellt kräver separata borr-, fräs- eller stansningsoperationer utförs i en enda montering
- Effektivitet i storproduktion: När de kombineras med automatiserade lastsystem kan dessa maskiner drivas i kontinuerlig drift utan personkontroll (lights-out manufacturing) dygnet runt
- Materialversatilitet: Anpassade plåtbearbetningsapplikationer drar nytta av möjligheten att hantera olika plåttjocklekar och materialtyper
Professionella plåtbearbetningsoperationer kombinerar ofta båda teknikerna strategiskt. Laserstädning hanterar komplexa konturer och tjocka material, medan tornpunksmaskiner är särskilt effektiva för delar med högt antal hål och integrerad formning. Att förstå vilken process som bäst passar dina specifika behov hjälper dig att ställa bättre frågor när du utvärderar plåtbearbetare.
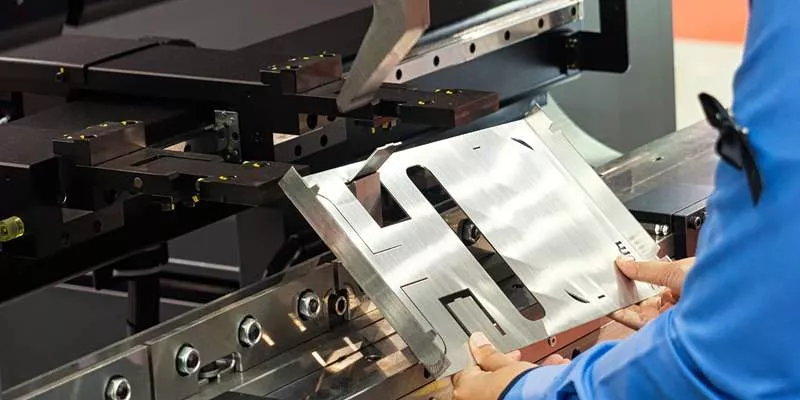
Böjtekniker som formar dina komponenter
När materialet är skuret omvandlar böjning platta plåtar till funktionsförmåga tredimensionella delar. Pressbänksoperationer använder matchade stans- och matrissatser för att skapa exakta vinklar, och sofistikeringen i denna process överraskar ofta nybörjare inom plåtbearbetning.
Modern CNC-pressbänk beräknar automatiskt böjtillägg, med kompensation för materialens återböjning och tjockleksvariationer. De viktigaste verktygen för plåtbearbetning i denna kategori inkluderar:
- Luftbetsning: Den vanligaste metoden, som använder kontrollerad stansdjup för att uppnå målvinklar med flexibilitet för små justeringar
- Bottenböjning: Tvingar materialet fullständigt in i formen för maximal noggrannhet vid kritiska toleranser
- Myntning: Tillämpar extremt tryck för att permanent ställa in exakta vinklar, idealiskt för högnoggranna applikationer
- Rotationsböjning: Eliminerar märken på synliga ytor, vilket är avgörande för arkitektoniska eller estetiska komponenter
När du utvärderar tillverkare bör du fråga om deras pressbänkens tonnkapacitet och noggrannheten hos bakmåttanordningen. Dessa specifikationer påverkar direkt hur komplexa böjningar och vilka materialtjocklekar de kan hantera pålitligt.
Svetsmetoder som definierar strukturell integritet
Svetsning sammankopplar dina tillverkade komponenter till färdiga monteringsenheter, och den valda metoden påverkar både utseende och strukturell prestanda avsevärt. Enligt Robotics Tomorrow hjälper förståelsen av dessa skillnader dig att specificera rätt metod för din applikation.
TIG-svetsning (Gas Tungsten Arc Welding): Denna process använder icke-förbrukningsbara volframelektroder med exceptionell värmetålighet, vilket möjliggör svetsning vid låga strömmar på material så tunt som 0,005 tum. Branscher som luft- och rymdfart, medicin och bilindustri använder TIG på grund av dess överlägsna kontroll och rena, precisa svetsar. När utseende och svetsintegritet är av största vikt ger TIG det bästa resultatet.
MIG-svetsning (Gasmetallbågsvetsning): Vid MIG-svetsning matas elektrodmaterial kontinuerligt genom svetspistolen samtidigt som skyddsgaser förhindrar föroreningar. Denna metod ger snabbare avsättningshastigheter än TIG och är därför idealisk för produktionsmiljöer där hastighet är avgörande. Kompromissen är en något lägre precision vid känslomaterial.
Punktsvetsning: Som en av de äldsta svetsprocesserna sammanfogar punktsvetsning två plåtbitar utan fyllnadsmaterial genom att applicera tryck och elektrisk ström via formade kopparelektroder. Detta genererar lokal värme vid svetstypen. Komponenter för metallfabrikation och ventilationssystem samt klimatanläggningars kanalsystem använder ofta punktsvetsning på grund av dess snabbhet och lämplighet för anslutning mellan plåtbitar.
Varför processkunskap förbättrar partnersval
När du förstår dessa kärnprocesser blir samtal med potentiella tillverkningspartners långt mer produktiva. Du kan ställa specifika frågor om utrustningens kapacitet, uppnådda toleranser och processcertifieringar som avslöjar deras verkliga expertisnivå.
Istället for att nöja sig med vagt formuleringar om kvalitet kommer du att kunna bedöma om en tillverkares förmågor verkligen motsvarar dina projektkrav. Denna kunskap förvandlar dig från en passiv köpare till en informerad partner som kan samarbeta effektivt kring designoptimering och tillverkningseffektivitet. Med denna grund i tillverkningsprocesser är du nu redo att utforska hur olika branscher använder dessa förmågor för att möta sina unika krav.
Branschspecifika tillverkningskrav förklarade
Har du någonsin undrat varför samma leverantör av metalltillverkningstjänster kan vara utmärkt inom en bransch men kämpa inom en annan? Svaret ligger i de mycket olika krav som varje sektor ställer. En tillverkare som producerar luftbehandlingskanaler befinner sig i en helt annan värld än en som tillverkar bilar chassin komponenter eller militärklassade höljen.
Att förstå dessa branssspecifika krav förändrar hur du utvärderar potentiella partners. När du känner till vilka certifieringar, toleranser och material som din bransch kräver kan du snabbt identifiera tillverkare med verklig expertis jämfört med de som bara påstår att ha breda kompetenser . Låt oss utforska vad som gör varje större bransch unik.
Standarder och certifieringar för bilindustrins tillverkning
Bilindustrin har vissa av de striktaste tillverkningsstandarderna inom tillverkningssektorn. Om du köper komponenter till fordon blir det avgörande att förstå IATF 16949-certifiering i ditt partnerurval.
Vad innebär IATF 16949 egentligen för dina projekt? Enligt OGS Industries bygger denna certifiering på kraven i ISO 9001, men inkluderar även kritiska, bilbranschspecifika element. Standarden säkerställer efterlevnad av principerna för slank tillverkning, felpreventiv åtgärder, minskning av variationer och minimering av slöseri. För industriell metallbearbetning som tjänar bilapplikationer signalerar denna certifiering en tillverkares engagemang för konsekvent kvalitet – en kvalitet som fordonstillverkare kräver.
Fördelarna med att samarbeta med IATF 16949-certifierade tillverkare inkluderar:
- Konsekventa kvalitetsresultat: Tillverkningsprocesser övervakas och mäts kontinuerligt för att maximera produktiviteten
- Minskad produktvariation: Förbättrade kvalitetsstyrningssystem säkerställer att metallbearbetningsprodukter uppfyller kraven för högpresterande fordon oavsett applikation
- Pålitlig Leveranskedja: Denna internationellt erkända certifiering fastställer referensvärden för inköp och skapar starkare leverantörsnätverk
- Defektminimering: Provade processer för tillverkning, svetsning och slutförande minimerar fel samtidigt som produktsäkerhetskraven uppfylls
Toleranskrav i automobilapplikationer är särskilt krävande. Enligt EOXS-forskning kräver karosseriplåtar vanligtvis tjockleks-toleranser på ±0,002 tum till ±0,003 tum. Denna precision säkerställer korrekt montering på monteringsband där redan små avvikelser orsakar betydande problem. Houston-baserade metalltillverkningsverksamheter som tjänar bilsektorn måste upprätthålla denna nivå av precision konsekvent även vid högvolymsproduktion.
Krav på HVAC- och ventilationkomponenter
Låter det som om HVAC-tillverkning skulle vara enklare än bilrelaterat arbete? I vissa avseenden ja. HVAC-applikationer accepterar vanligtvis bredare toleranser eftersom kanalsystem inte utsätts för tunga strukturella belastningar. Detta innebär dock inte att kvaliteten är mindre viktig. Det betyder helt enkelt att andra prioriteringar kommer i fokus.
Specialiserad metalltillverkning för HVAC fokuserar på:
- Materialval: Galvaniserad eller aluminiumbelagd plåt (vanligtvis 24–18 gauge) ger korrosionsbeständighet för inomhusluftbehandling
- Fogningstekniker: Kammsvetsning och mekanisk fästning måste skapa lufttäta anslutningar utan att påverka kanalernas integritet
- Toleransflexibilitet: Standardtjocklekstoleranser på ±0,008 tum tar hänsyn till tillverkningsvariationer samtidigt som funktionsprestandan bibehålls
- Volymseffektivitet: Produktionshastighet har ofta högre prioritet eftersom VVC-projekt kräver stora mängder standardiserade komponenter
Den avgörande skillnaden? VVC-tillverkare optimerar för genomströmning och kostnadseffektivitet snarare än ultraexakta toleranser. Vid bedömning av leverantörer av kanaler och ventilationkomponenter bör fokus ligga på deras förmåga att leverera konsekvent kvalitet i stor skala, snarare än på deras kapacitet att uppnå flygtekniknivåns precision.
Precisionsspecifikationer för elektronikhus
Elektronikhusningar upptar en mellanposition mellan HVAC-systemens mer generösa toleranser och bilindustrins strikta krav. Dessa komponenter måste skydda känslig utrustning mot miljöpåverkan samtidigt som de tillhandahåller exakta monteringspunkter för intern hårdvara.
Viktiga överväganden vid tillverkning av elektronikhusningar inkluderar:
- EMI/RFI-skydd: Husningar kräver ofta specifika jordningsfunktioner och täta fogar för att förhindra elektromagnetisk störning
- Termisk hantering: Ventilationsmönster, ytor för montering av värmeavledare och materialval påverkar värmeavledningen
- Dimensionsnoggrannhet: Monteringspunkter för kretskort (PCB), utskärningar för kontakter och panelgränssnitt kräver toleranser vanligtvis mellan ±0,005 tum och ±0,010 tum
- Ytkvalitet: Målade eller pulverlackerade husningar kräver korrekt ytberedning för god fästegenskap och utseende
Många metallbearbetningsjobb inom denna sektor kräver ytterligare kompetenser, såsom silkskärning, montering av hårdvara samt integrering med packningar eller tätningsmaterial. En metallbearbetare som specialiserar sig på elektronikhusor förstår dessa sekundära operationer som väsentliga delar av den fullständiga lösningen.
Korrosionsmotståndskrav för marin och militär användning
När tillverkade komponenter utsätts for saltvatten, extrema temperaturer eller stridsförhållanden ökar kraven på materialval och bearbetning kraftigt. Marin- och militäranvändning kräver så kallade "militärklassade" material som uppfyller strikta specifikationer från Försvarsdepartementet.
Enligt Warner Brothers Foundry Company militärklassade metaller följer MIL-SPEC-standarder som verifierar pålitlig prestanda under extrema förhållanden. Dessa specifikationer definierar detaljerade prestandakarakteristika, provningsförfaranden och kvalitetskrav som material måste uppfylla för militär användning.
Nyckelkrav för marin och militär tillverkning inkluderar:
- Korrosionsbeständiga legeringar: Rostfritt stål av märkena 316L, specialiserade aluminiumlegeringar och titan ger långsiktig hållbarhet i hårda miljöer
- MIL-SPEC-kompatibilitet: Standarder som MIL-DTL-5541 (kemiska omvandlingsbeläggningar) och MIL-A-8625 (anodisering) reglerar ytbearbetningar
- Dokumentationskrav: Full spårbarhet av material, certifierade provrapporter och efterlevnadsdokumentation är obligatoriskt
- Testning i extrema miljöer: Komponenter kan kräva saltnebelsprovning, temperaturcykling och andra miljögodkännande processer
Branschspecifika krav på material och toleranser
Följande tabell ger en omfattande jämförelse av kraven inom de största branscherna. Använd den som en snabbreferens när du bedömer om en tillverkares kapacitet motsvarar dina sektors krav:
| Industri | Nyckelcertifieringar | Typiska toleranser | Vanliga material | Viktiga överväganden |
|---|---|---|---|---|
| Bilindustrin | IATF 16949, ISO 9001 | ±0,002 tum till ±0,003 tum | HSLA-stål, aluminiumlegeringar | Felundvikning, slank tillverkning, hög volymkonsekvens |
| VVS | SMACNA-standarder, UL-godkännande | ±0.008" | Förzinkat stål, aluminiumbelagt stål | Lufttäta sömmar, korrosionsbeständighet, produktionseffektivitet |
| Elektronik | ISO 9001, UL/CE-kompatibilitet | ±0,005" till ±0,010" | Kallvalsat stål, aluminium | EMI-skydd, termisk hantering, exakta monteringsfunktioner |
| Konstruktionsstål | AWS D1.1, AISC-certifiering | ±0,010" till ±0,015" | A36-, A572-, A992-stål | Bärförmåga, svettkvalitet, dimensionsnoggrannhet |
| Luftfart | AS9100, Nadcap | ±0,001" till ±0,002" | aluminiumlegering 7075, titanlegeringar | Viktoptimering, utmattningståndighet, full spårbarhet |
| Marin/militär | MIL-SPEC, ISO 9001 | ±0,005" till ±0,010" | rostfritt stål 316L, maringradigt aluminium | Korrosionsbeständighet, miljögodkännande, dokumentation |
När du utvärderar partners för industriell metallbearbetning hjälper denna jämförelse dig att ställa målriktade frågor. En tillverkare som påstår sig ha expertis inom din bransch bör visa specifik kunskap om tillämpliga certifieringar, vanliga toleranskrav och erfarenhet av hantering av material. Generella kapacitetsutlåtanden utan branssspecifika detaljer signalerar ofta begränsad praktisk erfarenhet.
Din bransches unika krav bör styra dina kriterier för val av partner. En tillverkare som är perfekt lämpad för tilluftkanaler i HVAC-system kan sakna den precision eller de certifieringar som krävs för bilkomponenter. Omvänt kan en verkstad med inriktning på luft- och rymdfart vara för kostsam för mindre krävande applikationer. Att anpassa tillverkarens expertis till dina faktiska krav säkerställer att du får lämplig kvalitet utan att betala för förmågor som du inte behöver.
När du har en tydlig förståelse för hur branschkraven påverkar tillverkningsbehoven är nästa logiska steg att undersöka hur valet av material påverkar dina projektresultat i vilken applikation som helst.
Vägledning för materialval vid metallbearbetningsprojekt
Du har identifierat dina branschkrav och förstår vilka bearbetningsprocesser som är lämpliga för din applikation. Nu kommer ett beslut som påverkar allt från komponentens livslängd till totala projekt kostnaden: vilket material bör du ange ? Att välja mellan kolstål, rostfritt stål och aluminium handlar inte enbart om att välja det material som ser bra ut på papperet. Det kräver förståelse för hur varje material presterar i verkliga förhållanden – de förhållanden som dina delar kommer att utsättas för.
Tänk på det så här: Ett material som är perfekt lämpat för inomhusmonterade elektronikhus kan misslyckas katastrofalt i marinmiljöer. Det billigaste alternativet från början kan bli det dyraste valet när tidig korrosion tvingar till byte. Kvalitetsmetallbearbetning börjar med kloka materialval, och den här guiden ger dig ramverket för att göra dem med självförtroende.
Stål jämfört med rostfritt stål jämfört med aluminium – beslutsramverk
När du utvärderar material för ditt metallbearbetningsprojekt dominerar tre huvudalternativ industriella applikationer. Varje material har sina egna fördelar och begränsningar, vilka direkt påverkar projektets framgång. Låt oss undersöka vad som gör varje material unikt.
Mjukstål/lågkolstål: Arbetshästen bland materialen
Mjukt stål med ett kolinnehåll mellan 0,14 % och 0,20 % är fortfarande det mest använda materialet inom metallbearbetning. Enligt Axis Fabrication , beror denna popularitet på flera praktiska fördelar.
Varför välja kolstål för ditt projekt?
- Utmärkt bearbetbarhet: Lågt kolinnehåll gör materialet mycket lätt att skära, böja och svetsa utan specialutrustning eller särskilda tekniker
- Kostnadseffektivitet: Vanligtvis det billigaste alternativet bland vanliga bearbetningsmaterial, vilket gör att projektbudgetarna räcker längre
- Överlägsen svetsbarhet: Mer formbart än rostfritt stål och reagerar förutsägbart på standardsvetsprocesser
- Utmärkt duktilitet: Tolererar komplexa omformningsoperationer utan sprickbildning eller återböjningsproblem
- Utmärkt värmeöverföring: Lämplig för applikationer som kräver värmeledning
Kolstål har dock en betydande begränsning: det kräver skyddande ytbehandling för att förhindra korrosion. Utan galvanisering, färgning eller pulverbeläggning rostar milt stål vid kontakt med fukt. Detta gör det olämpligt för marinmiljö, utomhusinstallationer utan lämplig beläggning eller alla miljöer med frekvent vattenkontakt.
Typiska applikationer inkluderar bilpaneler, datorhöljen, konstruktionskomponenter och de flesta allmänna plåtprodukter där delen får en skyddande ytbehandling.
Rostfritt stål: Korrosionsbeständighet och hållbarhet
Rostfritt stål innehåller minst 10,5 % krom, vilket bildar ett självrådande oxidlager som ger inbyggd korrosionsbeständighet. Denna egenskap gör rostfritt stål oumbärligt för vissa applikationer där alla metallbearbetningslösningar måste klara hårda förhållanden.
Nyckelfördelar med rostfritt stål inkluderar:
- Inbyggd korrosionsskydd: Inga ytterligare beläggningar krävs för de flesta miljöer
- Estetisk Appell: Krominnehållet ger en attraktiv glans som är lämplig för synliga applikationer
- Utömligt svetsbart: Lättare att svetsa än aluminium, med förutsägbara resultat vid användning av standardtekniker
- Överlägsen hårdhet: Mycket mindre benägen att böja sig, deformeras eller repas under värme- eller mekanisk påverkan
- Värmebeständighet: Behåller sin strukturella integritet vid högre temperaturer, vilket möjliggör saneringsprocesser vid hög temperatur
- Lämplighet för livsmedelskontakt: Godkänd för livsmedelskontaktapplikationer där förebyggande av kontaminering är avgörande
Den främsta nackdelen? Kostnaden. Beroende på legeringsmetaller som krom, nickel, mangan och kisel är rostfritt stål vanligtvis betydligt dyrare än kolstål eller aluminium. Dessutom har rostfritt stål den lägsta hållfasthet-till-vikt-ratioen bland vanliga tillverkningsmaterial. Även om det är extremt hårt är det också betydligt tyngre, vilket kan vara en avgörande faktor i applikationer där vikten är kritisk.
Typiska tillämpningar inkluderar utrustning för livsmedelservice, medicintekniska apparater, komponenter för kemisk processindustri, hushållsapparater samt alla miljöer där korrosiva kemikalier eller regelbunden rengöring förekommer.
Aluminium: Lättviktsprestanda
När viktminskning är avgörande blir aluminium det material som väljs. Enligt branschkällor ger aluminium ungefär hälften av stålets hållfasthet vid endast en tredjedel av vikten, vilket skapar ett exceptionellt förhållande mellan hållfasthet och vikt.
Fördelar som gör aluminium attraktivt för kvalitetsprojekt inom metallbearbetning:
- Betydande viktspar: Minskar komponentens massa markant utan att offra nödvändig hållfasthet
- Naturlig korrosionsmotstånd: Bildar ett skyddande oxidlager utan ytbehandling i många miljöer
- Utömordentlig värmeledningseffektivitet: Idealisk för värmeavledare, värmeväxlare och tillämpningar inom termisk hantering
- Elektrisk ledningsförmåga: Lämplig för tillämpningar som kräver strömflöde
- Hög segformbarhet: Generellt mer formbara och elastiska än stål, vilket gör att de kan anpassas till komplexa omformningsoperationer
- Kostnadspositionering: Beroende på kvalitet ofta billigare än rostfritt stål samtidigt som de ger korrosionsbeständighet
Aluminium medför dock vissa utmaningar. Stål är mycket hårdare, vilket innebär att aluminium lättare kan böjas, deformeras eller repas vid temperaturer över 200 °C eller vid betydande mekanisk påverkan. Den höga värmeledningsförmågan, som är fördelaktig i värmeöverföringsapplikationer, gör aluminium svårare att svetsa och kräver specialiserade tekniker. Dessutom reagerar aluminium med livsmedel, vilket kan förändra färg och smak, och därför är det olämpligt för direkt kontakt med mat.
Typiska applikationer inkluderar flygplanskroppar, bilkomponenter där viktminskning förbättrar bränsleeffektiviteten, elektronikhus och alla applikationer där förhållandet mellan styrka och vikt är avgörande.
Material egenskaper som påverkar ditt projekt
Att fatta ett informerat materialbeslut kräver att man jämför specifika egenskaper med dina projektkrav. Följande metallbearbetningstabell ger en omfattande jämförelse av kritiska faktorer:
| Egenskap | Låglegerat/kolstål | Rostfritt stål | Aluminium |
|---|---|---|---|
| Hållfasthetsbetyg | Hög (grundreferens) | Hög till mycket hög | Måttlig (halva stålets draghållfasthet) |
| Korrosionsbeständighet | Dålig (kräver beläggning) | Utmärkt (inherent) | Bra (pH-beroende) |
| Viktfaktor | Tung (grundreferens) | Tungt | Lätt (en tredjedel av stålets vikt) |
| Kostnadsfaktor | Lägsta | Högsta | Moderat |
| Svetsbarhet | Excellent | Bra | Utmanande (kräver expertis) |
| Bearbetningsförmåga | Bra | Moderat | Excellent |
| Formbarhet | Excellent | Bra | Excellent |
| Värmebeständighet | Bra | Excellent | Dålig (krökning vid temperaturer över 200 °C) |
| Bästa användningsområden | Konstruktionskomponenter, bilpaneler, allmän metallbearbetning | Livsmedelservice, medicinsk användning, kemisk bearbetning, marin användning | Luft- och rymdfart, vikt-kritiska fordonstillämpningar, termisk hantering |
Enligt Industrial Metal Supply kräver valet av bästa material att du bedömer dina projektkrav i förhållande till varje legerings egenskaper. De grundläggande egenskaper som ska utvärderas inkluderar draghållfasthet, korrosionsbeständighet, svetsbarhet, bearbetningsbarhet och formbarhet.
Praktiska beslutskriterier
När du står inför ett beslut bör du ta hänsyn till följande projekt-specifika faktorer:
- Miljöpåverkan: Kommer komponenterna att utsättas för fukt, saltstänk, kemikalier eller utomhusförhållanden? Rostfritt stål eller aluminium överträffar vanligtvis okänt rostfritt kolstål
- Lastkrav: Tung metallbearbetning där maximal hållfasthet krävs föredrar ofta stålsorter, medan vikt-känslomma konstruktioner drar nytta av aluminiums fördel med hög hållfasthet i förhållande till vikten
- Budgetbegränsningar: Kolstål erbjuder lägst materialkostnad, men ta hänsyn till kostnaderna för ytbehandling. Rostfritt ståls högre initiala kostnad kan visa sig ekonomiskt fördelaktig om korrosionsskyddet eliminerar behovet av beläggning
- Temperaturpåverkan: Applikationer som innebär värmeväxling eller högre temperaturer främjar rostfritt ståls stabilitet framför aluminiums benägenhet att böja sig
- Krav på utseende: Synliga komponenter drar nytta av rostfritt ståls naturliga estetik eller aluminiums förmåga att ta emot anodisering och dekorativa ytor
- Tillämpning av regelverket: Kontakt med livsmedel, medicintekniska apparater och vissa industriella applikationer kräver specifika materialklasser oavsett andra faktorer
Observera att jämförelser av korrosionsbeständighet mellan rostfritt stål och aluminium beror på miljöförhållandena. Aluminium ger bättre korrosionsbeständighet vid pH-värden runt 4–6, medan rostfritt stål presterar bättre när pH överstiger 10. Aluminium korroderar snabbt under starkt sura förhållanden.
Ditt val av material påverkar också kraven på dina tillverkningspartners. En verkstad som är expert på TIG-svetsning av rostfritt stål kan sakna erfarenhet av aluminiums specialiserade svetskrav. Å andra sidan kan verkstäder för tung metallbearbetning som fokuserar på tjocka kolstålplåtar sakna den precision som aluminiumkomponenter för luftfartsindustrin kräver.
Att förstå dessa materialkarakteristika gör att du kan föra mer produktiva samtal med potentiella tillverkningspartners. Istället for att acceptera vilket material en tillverkare rekommenderar kan du specificera krav baserat på dina verkliga projektbehov och utvärdera om deras kompetenser stämmer överens med ditt val av material. Denna kunskap blir särskilt värdefull när du jämför anpassad tillverkning med serietillverkningsmetoder, vilket vi kommer att undersöka nästa.
Anpassad tillverkning vs serietillverkning
Du har valt ditt material och förstår dina branschkrav. Nu uppstår en grundläggande fråga: ska du välja anpassad metallbearbetning för ditt unika projekt, eller motiverar din volym serieproduktion? Detta beslut påverkar allt från kostnaden per enhet till ledtider och kvalitetskonsekvenser. Överraskande nog nämner många metallbearbetare båda möjligheterna utan att förklara vad som faktiskt skiljer dessa tillvägagångssätt åt.
Tänk på det så här. Anpassad bearbetning liknar att få en kostym skräddarsydd specifikt åt dig. Serieproduktion är snarare som att köpa samma modell i tusentals exemplar från hyllan. Båda har sin plats, och att välja rätt kan innebära skillnaden mellan projektlyckat utfall och budgetöverskridningar.
När anpassad bearbetning är lämplig
Anpassad metallbearbetning innebär framställning av enskilda föremål eller små partier för att uppfylla specifika krav. Enligt EDCO Fabrication ger denna metod exakt det du önskar, med exceptionell flexibilitet vad gäller både design och produktion.
Varför skulle du välja anpassad bearbetning för dina metallbearbetningsprojekt? Överväg dessa scenarier:
- Prototyputveckling: När du testar ett nytt designkoncept möjliggör anpassad bearbetning snabb iteration utan dyra investeringar i verktyg
- Specialapplikationer: Unika utrustningar, reservdelar till äldre system eller unika installationer kräver skräddarsydda lösningar
- Låga volymkrav: Beställningar på några dussin eller hundratal enheter motiverar sällan kostnaderna för produktionsverktyg
- Komplexa geometrier: Intrikata designlösningar som kräver manuell expertis och bedömande under bearbetningen
- Snabba designändringar: Projekt som fortfarande utvecklas drar nytta av flexibiliteten att snabbt justera specifikationerna
Flexibiliteten som är inbyggd i anpassad tillverkning visar sig vara mycket fördelaktig när marknadstrender eller kundpreferenser förändras. Eftersom justeringar på kort varsel är relativt enkla kan dina produkter behålla sin konkurrenskraft utan att kräva kostsamma omställningar av verktyg. En plåtbearbetningsverkstad som specialiserar sig på anpassad tillverkning har vanligtvis mångsidig utrustning som kan hantera olika projekt, snarare än optimerade produktionsceller.
Kvalitetskontrollen når ofta högre nivåer i miljöer för anpassad tillverkning. Eftersom fokus ligger på unika, individuella artiklar ägnar tillverkarna större uppmärksamhet åt detaljer under hela processen. Denna handpåläggningsinriktade metod resulterar i överlägsna färdiga produkter när specifikationerna kräver precision som automatiserade system kan missa.
Anpassade tillvägagångssätt medför dock kompromisser. Styckkostnaderna blir högre eftersom installations- och förberedelsearbetet sprids över färre delar. Leveranstiderna kan förlängas eftersom varje projekt får individuell uppmärksamhet. Och konsekvensen mellan olika partier beror i hög grad på operatörens kompetens och kvaliteten på dokumentationen.
Skalning från prototyp till massproduktion
Serietillverkning skapar stora mängder identiska artiklar med anmärkningsvärd effektivitet. När din metallbearbetningsutrustning tillverkar samma del upprepade gånger sjunker kostnaderna dramatiskt samtidigt som konsekvensen förbättras.
Viktiga fördelar med serietillverkning inkluderar:
- Kostnadseffektivitet vid stor skala: Installationskostnader och investeringar i verktyg amorteras över tusentals enheter, vilket minskar styckpriset avsevärt
- Snabbare leveranstid: Effektiviserade processer och specialanpassade verktyg innebär att varor är lättillgängliga för att möta ökade efterfrågan
- Standardiserad enhetlighet: Kunderna vet exakt vad de kan förvänta sig vid varje köp, vilket bygger förtroende och varumärkeslojalitet
- Minskad arbetsinsats: Automatisering och optimerade arbetsflöden minimerar hantering och operatörens ingripande
- Förutsägbar kvalitet: Statistisk processkontroll och automatiserad inspektion säkerställer strikta toleranser under hela produktionsloppet
Dynamiska metallbearbetningsoperationer utmärker sig särskilt vid övergången från prototyp till volymproduktion. Denna resa kräver noggrann planering för att undvika överraskningar som kan stoppa många tillverkningsprogram.
Enligt All Metals Fabrication är prototyper optimerade för hastighet och form, medan produktionen måste optimeras för upprepelighet, genomströmning och kostnad per enhet. Denna grundläggande skillnad skapar vanliga områden med bristande överensstämmelse, inklusive toleransspecifikationer, materialutnyttjande och processval.
Den fullständiga kundresan
Att förstå hur projekt flyter från idé till leverans hjälper dig att samarbeta mer effektivt med bearbetningspartners:
- Koncept och design: De initiala specifikationerna, materialvalet och prestandakraven definieras
- DFM-granskning (Design for Manufacturability): Erfarna tillverkare utvärderar design för produktionens genomförbarhet och föreslår ändringar som minskar kostnaden eller förbättrar kvaliteten utan att påverka funktionen
- Prototypfas: Custom Metal Fab Inc:s verksamheter tillverkar initiala provexemplar för test av form, passform och funktion
- Designförbättring: Återkoppling från prototypen styr justeringar av specifikationerna innan investering i produktionsverktyg
- Produktionsplanering: Fixturens design, processdokumentation och kvalitetskontrollförfaranden etableras
- Första provningsinspektion: Initiala produktionsdelar genomgår omfattande verifiering mot specifikationerna
- Volymproduktion: Godkända processer körs i målvolym med pågående kvalitetsövervakning
- Kontinuerlig förbättring: Produktionsdata driver förbättringar som minskar kostnaden och förbättrar kvaliteten över tid
DFM-stödfasen förtjänar särskild uppmärksamhet. Små designval som är osynliga i en prototyp som tillverkas enstaka gånger kan multiplicera kostnaderna, öka cykeltiden och destabilisera produktionen när du skalar upp till volymproduktion. Att anta en "prototyp med produktionsavsedd tanke" innebär att bygga prototyper med de material, tjocklekar och verktygsantaganden som förväntas i produktionen. När detta inte är möjligt minskar det avsevärt antalet omarbetningar senare om man dokumenterar var prototyperna skiljer sig åt och kräver en delta-granskning tillsammans med tillverkningsavdelningen.
Kritiska överväganden för varje tillvägagångssätt
När du väljer mellan anpassad och serieproduktionsbaserad tillverkning bör du utvärdera dessa faktorer mot din specifika situation:
| Fabrik | Anpassad tillverkning | Produktionsframställning |
|---|---|---|
| Installationskostnader | Minimal investering i verktyg | Betydande kostnader för fästutrustning och verktyg |
| Styckkostnad | Högre (inställningskostnaden sprids över färre delar) | Lägre (amorterad över volymen) |
| Leveranstid | Variabel, beroende på projektet | Förutsägbar så snart den är etablerad |
| Flexibel design | Hög (ändringar lätt att genomföra) | Låg (ändringar kräver omrustning) |
| Konsekvens | Operatörsberoende | Processstyrd |
| Ideal volym | vanligtvis 1–500 enheter | vanligtvis 1 000+ enheter |
Budgetbegränsningar spelar en betydande roll för detta beslut. Anpassad tillverkning, med fokus på unikhet och kvalitet, är dyrare per enhet. Vid tillverkning i stora volymer visar sig serieproduktion vara långt mer kostnadseffektiv. Break-even-punkten varierar dock kraftigt beroende på delens komplexitet, materialkostnader och krävda toleranser.
Marknadsdemand och produktkomplexitet påverkar också valet. Högt efterfrågan på något enkelt och standardiserat pekar mot serieproduktionsmetoder. Nischmarknader med komplexa, specialiserade behov drar nytta av anpassad tillverknings flexibilitet. Att utvärdera kundens förväntningar, önskade tidsramar samt dina egna möjligheter att leverera i tid utan att överskrida budgeten hjälper till att tydliggöra vilken väg som passar din situation.
Med denna förståelse för hur anpassade och seriebaserade tillvägagångssätt skiljer sig åt är du rustad att kommunicera effektivare med potentiella tillverkningspartners. Nästa övervägande gäller var denna tillverkning sker, eftersom geografisk plats medför sina egna fördelar och utmaningar för din tillverkningsstrategi.

Inhemsk kontra global metallbearbetning
Du har fastställt om anpassad eller seriebaserad metallbearbetning passar dina behov. Nu kommer ett annat strategiskt beslut som påverkar hela din leveranskedja: var bör din önskade metallbearbetningspartner vara belägen? Denna fråga går utöver enkla kostnadsjämförelser. Geografisk plats påverkar allt från kommunikationseffektivitet till säkerheten för immateriella rättigheter, och det rätta valet beror helt på dina specifika projektkrav.
Här är verkligheten. Både inhemsk och internationell tillverkning kan leverera utmärkta resultat när de anpassas till lämpliga applikationer. Utmaningen ligger i att förstå vilka faktorer som är mest avgörande för din situation och bedöma potentiella partners därefter. Låt oss undersöka vad varje tillvägagångssätt erbjuder och var kompromisserna uppstår.
Utvärdering av fördelarna med inhemsk tillverkning
När du söker efter en metallbearbetningsverkstad i min närhet ger närliggande läge fördelar som sträcker sig långt bortom bekvämlighet. Enligt EOXS-forskning , uppfyller inhemsk metall strikta branschstandarder från ASTM, ASME och API samtidigt som den erbjuder snabbare leveranser utan fördröjningar på grund av sjöfrakt utomlands.
Amerikanska metallbearbetningsverkstäder erbjuder flera tydliga fördelar:
- Kortare leveranstider: Att eliminera transoceanisk frakt tar bort veckor eller månader från leveranstiderna, vilket möjliggör snabbare projektavslut
- Direkt kvalitetsövervakning: Du kan besöka anläggningarna personligen, iaktta produktionsprocesserna på plats och lösa kvalitetsproblem omedelbart
- Kommunikationseffektivitet: Samma tidszoner och gemensamt språk eliminerar översättningsluckor som plågar internationella partnerskap
- Lägre lagerkrav: Snabb återfyllningsförmåga minskar behovet av att lagra komponenter som buffert mot potentiella förseningar
- Tillämpning av regelverket: Projekt som kräver efterlevnad av Buy America Act eller offentliga certifieringar kräver inhemska leveranser
Både södra och norra metallbearbetningsanläggningar drar nytta av etablerad infrastruktur och skickliga arbetsstyrkor. Enligt Trison Wells forskning ger inhemska produktion striktare kvalitetskontroll och eliminerar fraktrelaterade komplikationer som internationella alternativ medför.
Den uSA:s undersökning om återlokalisering 2025 visar att 95 % av OEM-företagen var fullt eller delvis nöjda med sina återlokaliseringsergon. De främsta anledningarna till att tillverkare flyttade produktionen hemåt var att placera tillverkningen nära ingenjörsverksamheten (45 %), minska frakt- och tullkostnader (45 %) samt undvika geopolitiska risker (38 %).
Snabbprototypning drar stora fördelar av inhemska partnerskap. När er amerikanska partner för anpassad metallbearbetning är belägen i närheten minskar iterativa designcykler kraftigt. Ni kan ta emot prototypdelar, testa dem, ge återkoppling och få reviderade versioner inom några dagar istället för veckor. Denna acceleration visar sig ovärderlig när utvecklingstiderna är strama.
Överväganden kring global inköpsstrategi för metallbearbetning
Internationell tillverkning behåller sin attraktionskraft för vissa applikationer trots logistikkomplexiteten. Endast Kina styr 28,7 % av den globala tillverkningsproduktionen, vilket skapar specialiserade ekosystem som inhemska alternativ ibland inte kan matcha.
När kan global inköpsstrategi vara rimlig för ert sökord 'metallbearbetning i min närhet'?
- Kostnadsfördelar: Lönekostnaderna i Vietnam och Mexiko utgör cirka en åttondel av de amerikanska nivåerna, medan Thailand sjunker till en tiondel
- Specialmaterial: Vissa exotiska legeringar och sällsynta material finns möjligen endast tillgängliga från utländska leverantörer
- Hög kapacitet: Internationella anläggningar är ofta framstående vid storskalig produktion med automatiserade system som kör drift utan personal på plats
- Komponenternas närhet: När råmaterialen kommer från asiatiska marknader minskar närliggande bearbetning vissa leveranskedjans sårbarheter
Dock åtföljs dessa potentiella fördelar av betydande utmaningar. Containertransporter hanterar 99 % av varorna som kommer in i USA och tar två till åtta veckor beroende på ursprung och destination. Tullklarering medför ytterligare förseningar, särskilt om det uppstår dokumentationsfel.
Fördelar med inhemska metallbearbetningsleverantörer
- Pålitlig kvalitet som uppfyller amerikanska ASTM-, ASME- och API-standarder
- Kortare och mer förutsägbara ledtider
- Enklare spårbarhet av material med certifierade mätprotokoll från valsverk
- Stabil leveranskedja med mindre utsatthet för globala störningar
- Direkt kommunikation utan språkliga hinder
- Stödjer den lokala ekonomin och jobben
Nackdelar med inhemska metallbearbetningsleveranser
- Högre arbets- och produktionskostnader
- Begränsad tillgänglighet av vissa speciallegeringar
- Potentiella kapacitetsbegränsningar under perioder med hög efterfrågan
- Kan kräva längre produktionsköer vid populära anläggningar
Fördelar med internationella metallbearbetningsleveranser
- Lägre arbets- och produktionskostnader för prisfölsamma applikationer
- Tillgång till speciallegeringar som inte tillverkas inom landet
- Storskalig tillgänglighet till konkurrenskraftiga priser
- Leverantörsdiversifiering som minskar beroende av en enskild källa
Nackdelar med internationell metallbearbetningssourcing
- För längre ledtider på grund av frakt och tullprocesser
- Ojämn kvalitet som kräver ytterligare tester och verifiering
- Tullar och osäkerhet kring handelspolitik som påverkar kostnaderna
- Risker för immateriella rättigheter i marknader med otillräcklig skyddsnivå
- Kommunikationsutmaningar över språkgränser och tidszoner
- Sårbarhet i leveranskedjan till följd av politisk instabilitet och avbrott i frakt
Dolda kostnader som förändrar beräkningen
Ytliga prisuppgifter ger sällan hela bilden. Forskning visar att tillverkare som använder enkla beräkningar av landade kostnader ofta underskattar de faktiska kostnaderna för utländsk produktion med 20–30 %. Metoden Total Cost of Ownership avslöjar kostnader som inte syns i de initiala offerten.
Överväg dessa ofta överlookade faktorer:
- Upphovsrättslig exposure: FBI:s rapporter dokumenterar miljarder i årliga förluster på grund av stöld av immateriella rättigheter på marknader med otillräckliga skyddsanordningar
- Fraktvolatilitet: Kostnaderna för transoceanisk frakt ökade sju gånger inom 18 månader efter mars 2020
- Kommunikationsomkostnader: Talangfulla medarbetare som talar två språk spenderar ungefär fyra timmar i veckan på oofficiella översättningsuppgifter, vilket kostar företag cirka 7 500 USD per år och anställd i förlorad produktivitet
- Kvalitetsverifiering: Ytterligare krav på provning och inspektion av importerade material ökar både kostnaden och tiden
- Lagerhållningskostnader: Längre leveranskedjor kräver större investeringar i säkerhetslager
Enkäten om återlokalisering visar att 40 % av OEM:er skulle betala 10–20 % mer för leverans som sker fem veckor snabbare. Denna extra betalning för kortare ledtid pekar på en betydande möjlighet för inhemska tillverkare att konkurrera på värde snarare än enbart på pris.
Ditt inköpsbeslut beror slutligen på en avvägning mellan dessa faktorer och dina specifika krav. Projekt som kräver strikta toleranser, snabb iteration eller efterlevnad av regleringar föredrar vanligtvis inhemska amerikanska metallbearbetningspartner. Komponenter i stora volymer med flexibla tidsramar kan motivera internationell inköpsstrategi trots den ökade komplexiteten.
Vilken geografisk strategi du än väljer blir förmågan att utvärdera tillverkningsutrustning och kapaciteter avgörande för att identifiera partner som faktiskt kan leverera vad de lovar. Att förstå vilka frågor som ska ställas om utrustningens specifikationer hjälper till att skilja verklig expertis från marknadsföringspåståenden.
Utveckling av tillverkningsutrustning och kapaciteter
Du har begränsat dina geografiska preferenser och förstår vad som skiljer anpassat arbete från serieproduktion. Men här är där många inköpsbeslut går fel: att acceptera förmågepåståenden på det rena värdet utan att förstå vad utrustningsspecifikationerna egentligen innebär för dina projektresultat. När en metallverkstad i min närhet annonserar "state-of-the-art-utrustning", vad bör du verkligen leta efter?
Utrustningsförmågor avgör direkt om din tillverkningspartner kan leverera delar som uppfyller dina specifikationer konsekvent. En verkstad kan ha imponerande utseende maskiner, men tonnviktsklassning, precisionstoleranser och automatiseringsnivåer berättar den verkliga historien. Låt oss avkoda vad dessa specifikationer betyder och hur du effektivt kan utvärdera dem.
Utrustningsförmågor som påverkar dina resultat
Varje maskin för metallbearbetning har kvantifierbara specifikationer som förutsäger dess prestanda i dina projekt. Att förstå dessa siffror omvandlar vag diskussion om kapacitet till konkreta utvärderingar.
Precisionsspecifikationer för CNC-maskiner
Enligt Kesu Groups forskning definierar precision inom CNC-bearbetning hur nära bearbetade delar matchar konstruktionsspecifikationerna. Vid utvärdering av avancerade metallbearbetningsoperationer bör du fokusera på följande kritiska mått:
- Toleransomfattning: Tillåten avvikelse från angivna mått, vanligtvis mätt i tusendel tum eller mikrometer. Maskiner med hög precision uppnår ±0,0005 tum, medan standardutrustning endast kan garantera ±0,005 tum
- Upprepbarhet: Maskinens förmåga att återvända till samma position konsekvent över flera operationer. Detta är viktigare än noggrannhet för enstaka delar vid serietillverkning
- Ytytjänstförmåga: Mäts i Ra (genomsnittlig råhet) och anger den släthet som kan uppnås utan sekundära bearbetningssteg
- Positionsnoggrannhet: Hur exakt maskinen positionerar skärdverktyg i förhållande till programmerade koordinater
Begär detaljerade specifikationer från potentiella partners, inklusive maskindatablad och kalibreringsprotokoll. En tillverkare som är säker på sina verktyg för plåtbearbetning kommer gärna att dela med sig av denna dokumentation. Dessutom validerar granskning av provdelar tillsammans med tillhörande mätprotokoll om deras påståenden om precision håller i praktiken.
Tryckbänkskapacitet (tonnage) och böjkapacitet
Tryckbänksspecifikationer avgör vilka materialtjocklekar och böjlängder er tillverkare kan hantera. Enligt CNHAWE:s omfattande guide är tre specifikationer särskilt avgörande för framgång: tonnagekapacitet, böjlängd och arbetshöjd.
Den standardiserade formeln för luftböjningstonnage ger användbar kontext:
Kraft (ton) = 575–666 × (Materialtjocklek i tum)² × Böjlängd i fot ÷ Matrisöppning i tum
Materialfaktorer påverkar kraftkraven avsevärt. Mjukstål med en draghållfasthet på 60 000 PSI utgör referensvärdet, men justeringar tillämpas för olika material:
- Med en bredd av högst 150 mm Kräver 1,5×–1,7× referenskraften beroende på stålsort
- Aluminium: Kräver 0,5×–0,6× referenskraften
- Hållfast stål: Kan kräva 2× eller mer av referenskraften
Erfarna plåtbearbetare planerar med en säkerhetsmarginal på 20–25 % utöver de beräknade kraven. Denna marginal kompenserar för variationer i materialtjocklek, hårdningseffekter under bearbetning samt verktygsslitage utan att riskera överbelastning av utrustningen.
Laserstänkning – effekt och tjocklekskapacitet
Laserens effekt i watt står i direkt samband med dess kapacitet att skära genom olika tjocklekar och med vilken hastighet. System med högre effekt kan skära genom tjockare material snabbare, men sambandet är inte linjärt. Här är vad olika effektnivåer vanligtvis klarar av:
- 2–4 kW fiberlasersystem: Idealiska för tunna till medelstora plåttjocklekar, utmärkt kvalitet på skärkanten för material under 0,25 tum
- 6–8 kW-system: Hantera tjockare plåtmaterial samtidigt som rimliga skärhastigheter bibehålls
- laser med effekt över 10 kW: Skär tunga plåtar effektivt, vilket gör att tillverkare kan tävla på applikationer med tjocka material
Utöver ren effekt bör man utvärdera skärbordets storlek, automatisering av materialhantering samt möjligheten att använda kväve/ syre som hjälpgas. Dessa faktorer påverkar både vilka material som kan bearbetas och hur effektivt ordrar flödar genom produktionen.
Automatiseringsnivåer för produktionskonsekvens
Automatisering omvandlar metallbearbetningsmaskiner från operatörberoende verktyg till konsekventa produktionssystem. Vid utvärdering av tillverkare bör man bedöma deras investeringar i automatisering inom flera dimensioner:
- Automatiserad materialinmatning: Minimerar hanteringstid och minskar risken för repor eller skador vid inställning
- Robotvagnssvetsceller: Levererar konsekvent svettkvalitet vid högvolymsproduktion
- Automatiserade inspektionssystem: Koordinatmätmaskiner (CMM) och visionssystem upptäcker defekter innan delar skickas ut
- Integrerade ERP-system: Anslut schemaläggning, kvalitetsdata och produktionsövervakning för öppenhet
Precisionstillverkade metalliska fjädringskomponenter och andra säkerhetskritiska applikationer drar särskilt nytta av automatiseringens fördelar vad gäller konsekvens. När mänsklig variabilitet introducerar risk ger automatiserade system den upprepbarhet som kvalitetskraven kräver.
Att läsa mellan raderna i en tillverkares kompetens
Utrustningslistor berättar endast en del av historien. Weavers expertis inom metalltillverkning och liknande skickliga verksamheter visar att operatörens kunskap, underhållsrutiner och kvalitetssystem i slutändan avgör om imponerande maskiner ger imponerande resultat.
Referenstabell för utrustningsbedömning
Använd denna omfattande jämförelse vid bedömning av potentiella samarbetspartners inom tillverkning:
| Utrustningstyp | Kapacitetsområde | Projektimpact | Frågor att ställa |
|---|---|---|---|
| CNC-fräscentraler | tolerans ±0,0005" till ±0,005"; möjlighet till 3-axlig till 5-axlig bearbetning | Bestämmer den uppnåbara precisionen på komplexa geometrier; påverkar om sekundära operationer krävs | Vad är er dokumenterade upprepelighet? Hur ofta kalibrerar ni utrustningen? Kan jag se senaste CMM-rapporterna? |
| Tryckbågar | kapacitet från 50 ton till 1 000+ ton; böjningslängd från 4 fot till 20+ fot | Begränsar materialtjocklek och delstorlek; påverkar böjningsprecisionen på långa delar | Vilken tonnage har ni tillgänglig? Använder ni krökningskompensation? Vad är er vinkelprecision? |
| Fiberlaserskärare | effekt från 2 kW till 15 kW+; kapacitet att skära stål upp till 1 tum+ | Bestämmer maximal materialtjocklek; påverkar kvaliteten på snittkanten och skärhastigheten | Vad är er maximal skärningstjocklek per material? Vilka hjälpgaser använder ni? Vilken bordstorlek har ni? |
| CNC-tornpunksmaskiner | över 1 000 slag per minut; automatiserade verktygsbytare | Effektivitet vid delar med många hål; formningsförmåga minskar sekundära operationer | Vilket verktygsbibliotek underhåller ni? Kan ni forma funktioner som luftspalter och sankningar? |
| Svarsutrustning | MIG, TIG, punktsvetsning, robotceller | Svetskvalitet och konsekvens; påverkar strukturell integritet och utseende | Vilka certifieringar har era svetsare? Har ni möjlighet till robotsvetsning? Vilka inspektionsmetoder använder ni? |
| Inspektionsystem | Koordinatmätmaskiner (CMM), optiska jämförare, visionssystem | Verifieringsförmåga avgör tillförsikten i kvalitetspåståenden | Hur verifierar ni första artikeldelar? Vilken processövervakning utför ni? Kan ni leverera certifierade inspektionsrapporter? |
Praktiska frågor som avslöjar verkliga förmågor
Enligt Greengate Metal Components , att ställa rätt frågor redan i början hjälper till att bedöma om en underentreprenör har den erfarenhet, pålitlighet och kapacitet som krävs för att hantera ditt projekt. Utöver utrustningsspecifikationer bör du undersöka följande områden:
- Underhållspraxis: "Hur ofta utför ni preventiv underhåll på kritisk utrustning?" Välunderhållen maskinutrustning ger konsekventa resultat; försummad utrustning avviker från specifikationerna
- Kalibreringsscheman: "När kalibrerades er CMM senast, och av vem?" Kalibreringsintyg från tredje part ger trovärdighet som intern kalibrering saknar
- Operatörskvalifikationer: "Vilken utbildning och vilka certifieringar har era operatörer?" Även utmärkt utrustning kräver skickliga operatörer för att nå sitt fulla potential
- Reservekapacitet: "Vad händer om er primära laser går sönder under mitt beställningsutförande?" Tillverkare med redundanta anläggningar eller etablerade underentreprenörsrelationer minimerar risken för störningar
- Processdokumentation: "Kan du visa mig ett exempel på ett arbetsorderdokument med kvalitetskontrollpunkter?" Dokumenterade processer indikerar systematiska tillvägagångssätt snarare än ad hoc-produktion
Förhållandet mellan operatörer och maskiner utgör en annan användbar indikator. Ett förhållande på 1:2 eller bättre säkerställer adekvat övervakning under produktionen. Operatörer som är överbelastade och skyndar mellan för många maskiner kommer oundvikligen att försämra kvaliteten.
Verifiera påståenden innan man gör åtaganden
Utrustningens kapacitet på papper betyder lite utan verifiering. Överväg dessa verifieringssteg innan du väljer din önskade partner:
- Anläggningsbesök: Ingenting ersätter att själv se utrustningens skick, organisation och arbetsflöde
- Produktion av provdelar: Begär produktion av provdelar med dina faktiska material och specifikationer
- Kundreferenser: Kontakta befintliga kunder med liknande projektkrav för att verifiera prestandapåståenden
- Certifieringsverifiering: Bekräfta att ISO-, IATF- eller branschspecifika certifieringar är aktuella och täcker relevanta processer
En pålitlig metallbearbetare välkomnar denna granskning. Tvekan att tillhandahålla dokumentation, ordna besök på anläggningen eller koppla dig med referenser bör väcka farhågor om huruvida de annonserade förmågorna stämmer överens med verkligheten.
Att förstå utrustningsspecifikationerna ger dig möjlighet att föra sakliga samtal med potentiella metallbearbetningspartner. Du kan skilja mellan verkstäder med verklig kompetens och sådana som gör påståenden som deras utrustning inte kan stödja. Denna grund förbereder dig för det sista avgörande steget: att fastställa utvärderingskriterierna som identifierar de verkliga önskvärda metallbearbetningspartnerna, som är värda långsiktiga partnerskap.
Hur du väljer din önskvärda metallbearbetningspartner
Du har undersökt utrustningens kapacitet, strategier för inköp och branschspecifika krav. Nu är det dags för sanningens ögonblick: hur använder du all denna kunskap för att faktiskt välja en föredragen metallbearbetningspartner? Skillnaden mellan en framgångsrik långsiktig samarbetsrelation inom metallbearbetning och kostsamma ånger beror ofta på en systematisk utvärdering snarare än på intuitiva känslor eller val av lägsta offerter.
Oavsett om du söker metallbearbetningsspecialister i Utah, utforskar alternativ för metallbearbetning i Portland eller utvärderar kustbaserade metallbearbetningsverksamheter i närheten av din anläggning gäller samma grundläggande kriterier. Låt oss gå igenom en beprövad ram som skiljer verkligt överlägsna metallbearbetningspartners från de som endast påstår sig vara utmärkta.
Certifieringsstandarder som signalerar kvalitet
Certifieringar fungerar som en tredjepartsvalidering av att en tillverkares kvalitetssystem uppfyller erkända standarder. Men inte alla certifieringar har samma vikt för varje tillämpning. Att förstå vad varje certifiering representerar hjälper dig att anpassa partnerns kvalifikationer till dina faktiska krav.
Enligt DEKRA Certification iATF 16949 utgör guldstandarden för kvalitet i bilindustrans leveranskedja. Denna certifiering bygger på kraven i ISO 9001, men inkluderar även bilspecifika element, såsom spårbarhet för efterlevnad av lagstiftning, säkerhetsrelaterade delar och processer samt förfaranden för garantihantering. För alla som inköper chassin, upphängning eller strukturella komponenter minskar samarbete med tillverkare som är certifierade enligt IATF 16949 kvalitetsrisken avsevärt.
Viktiga certifieringar att verifiera vid utvärdering av diversifierade metalltillverkningsverksamheter inkluderar:
- ISO 9001: Grundläggande certifiering för kvalitetssystem som är tillämplig inom alla branscher
- IATF 16949: Bilspecifik certifiering som visar avancerade kvalitetssystem, felpreventiva åtgärder och principer för slank tillverkning
- AS9100: Kvalitetsstandard för luft- och rymdfartsindustrin med strikta krav på dokumentation och spårbarhet
- ISO 14001: Miljöledningscertifiering som visar engagemang för hållbara verksamhetsmetoder
- AWS D1.1: Struktur-svetscertifiering som verifierar svetskvaliteten för bärförmåga i lastbärande applikationer
Acceptera inte enkelt påståenden om certifiering. Begär aktuella certifikat, kontrollera förfallodater och bekräfta att certifieringsomfånget täcker de specifika processerna som är relevanta för ditt projekt. En tillverkare som är certifierad för bearbetningsoperationer behöver inte nödvändigtvis ha certifiering för de svetsprocesser som du kräver.
Den kompletta partnersbedömningschecklistan
Att välja sin önskade tillverkningspartner kräver en systematisk bedömning utifrån flera dimensioner. Enligt TMCO:s branschriktlinjer är det avgörande att bedöma mer än bara pris, eftersom det verkliga värdet med att samarbeta med erfarna anpassade metalltillverkare ligger i hantverksmässig kvalitet, teknik, skalanlighet och bevisad engagemang för kvalitet.
Använd denna numrerade checklista för att omfattande utvärdera potentiella metalltillverkningspartners:
- Verifiera aktuella certifieringar och revisionshistorik: Begär kopior av ISO 9001-, IATF 16949- eller branschspecifika certifieringar. Kontrollera utfärdandedatum, förfallodatum samt om några certifieringar har blivit uppsuspenderade eller återkallade. Fråga om senaste revisionsresultat och vidtagna korrigerande åtgärder.
- Bedöm interna kapaciteter jämfört med underentreprenörskap: Enligt State Line Supply kan en leverantör som erbjuder sekundära processer inomhus drastiskt minska ledtider och logistiska problem. Avgör vilka processer som sker internt och vilka som utförs av underentreprenörer, eftersom överlämnanden introducerar kvalitetsvariation.
- Utvärdera kvalitetskontrollprocesser och inspektionsutrustning: Fråga om första-artikelinspektionsförfaranden, kvalitetskontroller under produktionen och slutinspektionsprotokoll. Kontrollera att de använder koordinatmätmaskiner (CMM) eller annan precisioninspektionsutrustning som är lämplig för dina toleranskrav.
- Begär kundreferenser från liknande applikationer: En pålitlig tillverkare kommer att koppla dig samman med befintliga kunder som har liknande projektkrav, volymer eller branschcertifieringar. Att tala direkt med referenser avslöjar den verkliga prestandan, vilken markningsmaterial ofta fördunklar.
- Testa kommunikationsresponsiviteten innan du gör ett åtagande: Hur snabbt svarar de på offertförfrågningar? Får tekniska frågor utförliga svar? Svars mönster under försäljningsprocessen förutsäger beteendet under produktionen när problem uppstår.
- Granska spårningsregister för leveranser i tid: Begär dokumenterade procentandelar för leveranser i tid. Fråga hur de hanterar brådskande beställningar och vad som händer om de inte uppfyller sina leveransavtal. Konsekvent leverans i tid signalerar operativ excellens.
- Bekräfta tillgängligheten av ingenjörssupport och DFM-stöd: Utmärkta metallbearbetningspartners samarbetar tidigt i designprocessen, granskar ritningar och erbjuder råd om utformning för tillverkning (DFM) för att minska kostnader utan att kompromissa med prestanda. Detta proaktiva stöd förhindrar kostsamma överraskningar under produktionen.
- Bedöm ekonomisk stabilitet och verksamhetskontinuitet: En tillverkares ekonomiska hälsa påverkar deras förmåga att investera i utrustning, behålla skickliga arbetstagare och klara ekonomiska nedgångar. Begär grundläggande finansiella referenser eller kontrollera kreditbetyg för betydelsefulla partnerskap.
Bygga ett pålitligt samarbete inom metallbearbetning
Utvärderingsprocessen går längre än att bara kolla av rutor i kvalificeringskriterierna. Enligt branschexperter beror effektivt samarbete på öppen kommunikation, och en leverantörs "mjuka färdigheter" är lika viktiga som deras tekniska färdigheter.
Vad skiljer industriella metalltillverkningsföretag som är värdiga prefererat samarbetsstatus? Överväg dessa indikatorer för relationen:
- Proaktiv problemrapportering: Varnar de dig omedelbart när problem uppstår, eller uppdagas problemen först efter att tidsfrister har missats?
- Investering i ditt framgång: Bättre partners föreslår förbättringar av konstruktionen, identifierar möjligheter att minska kostnaderna och behandlar dina projekt som sina egna
- Transparent prissättning: Tydliga, detaljerade offertförslag möjliggör välgrundade beslut; vagt formulerade uppskattningar döljer ofta oväntade avgifter
- Kommunikation kring kapacitetsplanering: Pålitliga partners diskuterar ledtider ärligt i stället för att överta löften för att vinna beställningar
- Mentality för kontinuerlig förbättring: Sök efter tillverkare som spårar kvalitetsmätvärden, analyserar fel och implementerar systematiska förbättringar
Snabb prototypframställning och DFM-stöd som differentierande faktorer
Två förmågor skiljer alltmer ut de föredragna tillverkningspartnerna från kommoditleverantörer: snabb prototypframställning och omfattande DFM-stöd.
Snabb prototypframställning gör det möjligt för designlag att snabbt validera koncept, testa form och passform samt iterera mot optimala lösningar innan man begär produktionstooling. När en tillverkare erbjuder en leveranstid på fem dagar för snabb prototypframställning minskar utvecklingscyklerna dramatiskt. Du kan identifiera problem tidigt, när ändringar är billiga, i stället för att upptäcka brister under produktionen, då modifikationer kräver kostsamma ombyggnader av verktyg.
DFM-stöd visar sig lika värdefullt. Erfarna tillverkare granskar dina konstruktioner innan produktionen påbörjas, identifierar funktioner som ökar tillverkningskomplexiteten, föreslår alternativ som bibehåller funktionen samtidigt som kostnaderna minskar och markerar toleransspecifikationer som kräver specialbehandling. Detta samarbetsbaserade tillvägagångssätt förhindrar den frustrerande cykeln där delar som tekniskt uppfyller ritningarna ändå misslyckas i praktiken.
Shaoyi (Ningbo) Metal Technology är ett levande exempel på dessa önskade partnerskapskvaliteter i praktiken. Deras IATF 16949-certifierade verksamheter erbjuder snabb prototypframställning på fem dagar tillsammans med omfattande DFM-stöd, vilket illustrerar hur ledande tillverkare kombinerar certifieringsexcellens med praktisk ingenjörssamarbete. Deras offertomslagstid på 12 timmar understryker ytterligare den responsivitet som skiljer önskade partners från långsammare konkurrenter.
Röda flaggor som signalerar framtida problem
Att veta vad man ska undvika är lika värdefullt som att veta vad man ska söka efter. Dessa varningssignaler förutsäger ofta besvikelse i partnerskap:
- Ovilja att lämna referenser: Kvalificerade tillverkare kopplar gärna intressenter med nöjda kunder
- Otydliga svar på tekniska frågor: Kompetenta partners förklarar tydligt vad de kan utföra och erkänner ärligt sina begränsningar
- Tryck att ta ett snabbt beslut: Pålitliga tillverkare förstår att en grundlig utvärdering leder till starkare partnerskap
- Utdaterad utrustning utan planer på uppdatering: Stagnant kapitalinvestering indikerar ofta ekonomiska begränsningar eller slarv
- Hög personalomsättning: En instabil arbetsstyrka leder till inkonsekvent kvalitet och förlorad institutionell kunskap
- Saknade eller utgångna certifikat: Utgångna certifieringar signalerar brytningar i kvalitetssystemet
En betrodd tillverkningspartner bygger inte bara delar – de stödjer dina mål, förbättrar din produkt och hjälper dig att positionera ditt projekt för långsiktig framgång.
Gör ditt slutgiltiga val
När utvärderingen är slutförd kräver det slutliga beslutet att väga olika faktorer mot dina specifika prioriteringar. Alternativet med lägsta kostnad ger sällan det bästa totala värdet om man tar hänsyn till kvalitetsproblem, leveransfördröjningar och kommunikationsproblem.
Överväg att skapa en viktad poängskala som speglar dina verkliga prioriteringar. Om snabb iteration är mest viktigt bör prototyphastigheten vägas tungt. Om regleringsmässig efterlevnad styr kraven bör certifieringsverifiering betonas. Om kostnadstrycket dominerar bör prissättningen balanseras mot kvalitetens spårbarhet för att undvika falska besparingsmöjligheter.
Kom ihåg att valet av en föredragen metallbearbetningspartner utgör en investering i din framtid inom tillverkning. Den ansträngning du lägger på utvärderingen från början ger avkastning genom färre kvalitetsproblem, smidigare kommunikation och ett bearbetningsförhållande som stärker – snarare än belastar – dina verksamhetsprocesser.
Genom att tillämpa dessa systematiska kriterier omvandlar du valet av tillverkningspartner från hoppfull gissning till informerad beslutsfattning. Resultatet? Partnerskap som bygger på verifierad kompetens snarare än marknadsföringslöften, vilket ger den konsekventa kvaliteten och tillförlitligheten som prefererad status verkligen innebär.
Vanliga frågor om prefererad metallbearbetning
1. Vad är prefererad metallbearbetning?
Prefererad metallbearbetning syftar på en strategisk tillverkningsansats där företag väljer bearbetningspartners baserat på kvalificeringscertifikat, bevisad kompetens och konsekvent tillförlitlighet, snarare än att enbart välja den lägsta offerten. Termen 'prefererad' indikerar ett granskat och tillförtroendeväckande förhållande som bygger på prestandahistorik, öppen kommunikation och ömsesidigt engagemang för excellens. Till skillnad från transaktionella leverantörsförhållanden innebär partnerskap inom prefererad metallbearbetning en djup förståelse för dina branschkrav, materialpreferenser och toleransstandarder.
2. Vilka är de tre typerna av metallbearbetning?
De tre grundläggande teknikerna för metallbearbetning är skärning, böjning och montering. Skärning inkluderar laserskärning och CNC-punktering för precisionsborttagning av material. Böjning utförs med pressbänkar för att omvandla platta plåtar till tredimensionella komponenter genom luftböjning, bottenböjning eller myntningsmetoder. Montering innebär sammanfogning av bearbetade delar genom svetstekniker som MIG-, TIG- eller punktsvetsning. Att förstå dessa kärnprocesser hjälper köpare att utvärdera leverantörer av metallbearbetning och anpassa deras kapaciteter till specifika projektkrav.
3. Finns det efterfrågan på metallbearbetare?
Ja, metallkonstruktörer efterfrågas för närvarande på grund av en brist på kompetens kombinerat med branschens tillväxt. Trenden mot återflyttning av produktion har ökat behovet av inhemsk tillverkning, där 95 % av OEM-företagen rapporterar att de är nöjda med resultaten av återflyttningen. Jobb inom metallkonstruktion omfattar olika branscher, inklusive bilindustrin, luft- och rymdfarten, klimatanläggningar samt elektronik. Certifierade konstruktörer med IATF 16949- eller AS9100-kvalificeringar söks särskilt efter för precisionsapplikationer som kräver konsekvent kvalitet och dokumenterade processer.
4. Vilka certifieringar bör en önskad metallkonstruktör ha?
Viktiga certifieringar beror på din bransch. ISO 9001 ger grundläggande validering av kvalitetsstyrning i alla branscher. IATF 16949 är avgörande för bilindustrins leveranskedja och säkerställer felundvikning, slank tillverkning samt efterlevnad av garantihanteringskrav. AS9100 omfattar luft- och rymdfartsapplikationer med strikta spårbarhetskrav. AWS D1.1 validerar kvaliteten på strukturella svetsningar för bärande komponenter. Kontrollera alltid att certifieringarna är aktuella, att omfattningen täcker dina behov och att de senaste revisionsresultaten granskats innan du ingår ett samarbetsavtal med en tillverkningspartner.
5. Hur väljer jag mellan inhemska och internationella leverantörer av metallbearbetning?
Utvärdera dina prioriteringar vad gäller ledtid, kvalitetskontroll, kommunikation och total ägandekostnad. Inhemsk tillverkning erbjuder kortare ledtider, direkt kvalitetsövervakning, kommunikation inom samma tidszon och efterlevnad av regleringskrav enligt Buy America-reglerna. Internationell inköpsstrategi kan ge lägre arbetskraftskostnader, men medför även förseningar i samband med frakt, behov av kvalitetsverifiering, risker för immateriella rättigheter samt dolda kostnader som kan öka de faktiska kostnaderna med 20–30 % jämfört med de ursprungliga offerten. Projekt som kräver strikta toleranser, snabb prototypframställning eller certifieringskrav tenderar vanligtvis att föredra inhemska partners.