 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Metallskärningsföretag avkodade: Från offertförfrågan till färdiga delar

Förstå metallskärningsföretag och deras tillverkningsroll
När du behöver anpassade metallkomponenter – oavsett om det gäller en prototyp, en produktionsomgång eller ett specialprojekt – vart vänder du dig då? Svaret finns hos metallskärningsföretag, de specialiserade tillverkarna som omvandlar råa metallplåtar och standardmaterial till exakt formgivna komponenter . Dessa tjänsteleverantörer utgör en avgörande länk mellan dina designidéer och konkreta, fungerande delar.
Vad metallskärningsföretag faktiskt gör
Metallskärningsföretag är specialiserade tillverkare som avlägsnar material från metallarbetsstycken för att skapa önskade former och storlekar. Enligt Mark Metals omfattar metallskärning ett brett spektrum av tekniker, inklusive sågning, skärning, borrning, slipning, vattenstrålsskärning och laserskärning. Men dessa företag erbjuder vanligtvis långt mer än endast skärning.
Tänk på ett metallskärningsföretag som din helhetsleverantör inom tillverkning. De hanterar allt från precisionslaserbeskärning av komplexa designlösningar till storskalig industriell tillverkning av strukturella komponenter. Många företag som erbjuder metallskärning tillhandahåller även sekundära operationer – omformning, fogning och ytbehandling som förvandlar dina delar från råa skurna stycken till färdiga, användbara komponenter.
Tjänsternas omfattning varierar kraftigt. Vissa företag som skär metall specialiserar sig på specifika tekniker som fiberlaser eller vattenjetsystem, medan andra fungerar som helhetsorienterade tillverkare som erbjuder:
- Laserbeskärning, vattenjetbeskärning och plasmabeskärning
- CNC-böjning och omformsoperationer
- Svets- och monteringstjänster
- Ytbehandling såsom pulverlackering, anodisering och plätering
- Kvalitetsinspektion och certifieringsdokumentation
Tillverkningsryggraden du kan lita på
Varför ska du bry dig om att förstå denna bransch? Därför att oavsett om du är en ingenjör som designar bilfästen, en produktutvecklare som prototyper inneslutningar för konsumentelektronik, eller en entreprenör som köper strukturella komponenter, kommer du troligen att samarbeta med dessa tillverkare någon gång.
Moderna företag inom metallskärningstjänster betjänar nästan varje tänkbar bransch. Enligt Xometry stöder de regelbundet sektorerna flyg- och rymdindustri, försvar, fordonsindustri, energi, industri, medicin, tandvård och konsumentprodukter. Deras kapacitet sträcker sig från låga volymer med hög mix av prototyper till storskalig produktion i tusentals eller miljontals enheter.
Effektiviteten som dessa företag erbjuder härrör från specialiserad utrustning och expertis. Företag inom metallskärningsverktyg investerar kraftigt i avancerad maskinutrustning – fiberlaser som skär med mikronnoggrannhet, vattenstrålar som kan skära igenom nästan vilket material som helst samt automatiserade system som säkerställer konsekvent kvalitet vid stora produktionspartier. Denna specialisering innebär kortare ledtider och förbättrad kvalitetskontroll jämfört med att utföra bearbetningen internt.
I de kommande avsnitten får du reda på hur olika skärtekniker fungerar, vilka metoder som är lämpliga för specifika material och applikationer samt hur du navigerar genom processen – från första offertförfrågan till leverans av färdiga delar. Du lär dig också praktiska kriterier för att utvärdera företag inom metallskärningsverktyg och förbereda dina projekt för framgång. Betrakta detta som din omfattande guide för att bli en informerad kund på marknaden för metallbearbetning.
Metallskärningstekniker och hur varje metod fungerar
Så du vet vad företag inom metallskärning gör – men hur skär de egentligen igenom stål, aluminium eller titan med sådan precision? Svaret beror helt och hållet på vilken teknik de använder. Varje skärmetod fungerar enligt grundläggande olika principer, och att förstå dessa skillnader hjälper dig att välja rätt tillvägagångssätt för ditt projekt.
Låt oss gå igenom de fem huvudsakliga skärteknikerna som du kommer att möta när du arbetar med företag som erbjuder laserskärning av metall och andra tillverkningsleverantörer.
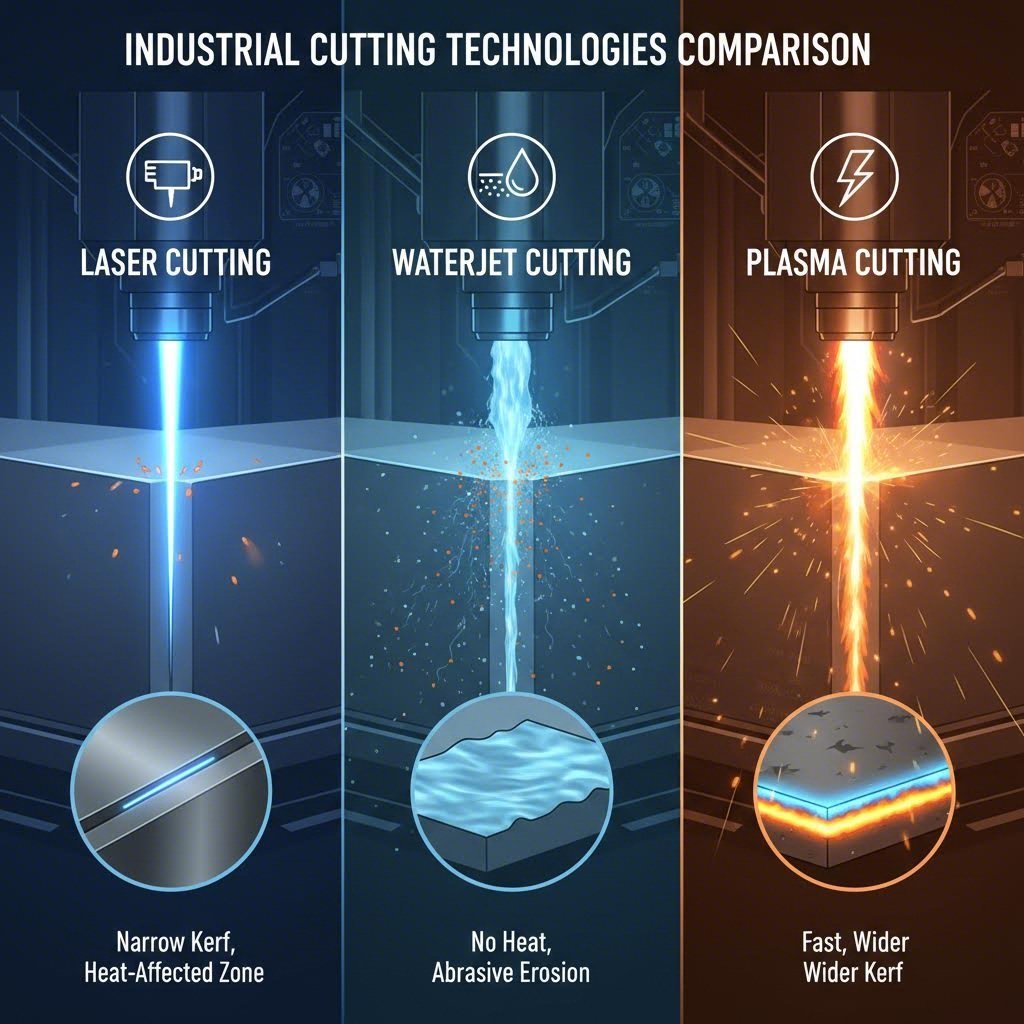
Laserklippning förklarat
Föreställ dig att fokusera solljus genom en förstoringsglas – nu öka den intensiteten med tusentals gånger. Det är grunden för laserskärning. En starkt koncentrerad ljusstråle levererar tillräckligt med energi för att smälta, bränna eller förånga metall längs en exakt kontrollerad bana.
Två typer av laser dominerar idag industrin: fiberlasrar och CO2-lasrar. Enligt HPC Laser , används fiberlaser-skärningsmaskiner med optiska fibrer dopade med sällsynta jordartselement som exempelvis iterbium för att generera sin stråle. Denna teknik är utmärkt på att skära reflekterande metaller inklusive stål, rostfritt stål, aluminium, mässing, koppar och titan.
Fördelarna med fiberlasrar är övertygande:
- Exceptionell precision med minimal kerfsbredd
- Höga skärhastigheter, särskilt på tunna material
- Lägre underhållskrav än CO2-system
- Överlägsen energieffektivitet
- Utmärkt prestanda på reflekterande metaller
CO2-lasrar, som arbetar vid en annan våglängd (10,6 mikrometer), förblir det föredragna valet för skärning av icke-metaller som akryl och vissa plaster. Dock har företag som tillverkar fiberlaser-metallskärningsmaskiner i stor utsträckning erövrat marknaden för metallbearbetningsapplikationer på grund av sina fördelar vad gäller hastighet och effektivitet.
När bör du ange laserskärning? Enligt Wurth Machinery laser-teknik tar ledningen när du behöver fina detaljer, precisa hål eller rena kanter på tunna plåtar. Den är idealisk för tillverkning av elektronik, medicintekniska apparater och precisionsdelar, där även minsta avvikelser kan påverka funktionen negativt. Företag som tillverkar plåtbearbetande laseranläggningar uppnår ofta toleranser inom ±0,005 tum på material med tunn plåttjocklek.
Vattenstråle jämfört med plasma-teknik
Vad händer om värme är din fiende? Vissa material vrider sig, hårdnar eller förlorar sina egenskaper vid exponering för höga temperaturer. Det är här vattenstråleskärning verkligen glänser.
Ett företag som specialiserar sig på vattenstråleskärning av metall använder en helt annan metod: vatten under extremt högt tryck (vanligtvis 60 000 PSI eller högre) blandat med slipmedel som granat. Denna stråle skär igenom metallen utan att generera värme, vilket helt eliminerar värmpåverkade zoner. Zintilon påpekar att vattenstråleskärning särskilt lämpar sig för värmeempfindliga material som aluminium och titan, där termisk deformation skulle vara problematisk.
Viktiga fördelar med vattenstrålskärning inkluderar:
- Inga värmpåverkade zoner eller materialdeformation
- Möjlighet att skära nästan vilket material som helst – metaller, sten, glas, kompositmaterial
- Utmärkt för tjocka material och samtidig skärning av flera lager
- Ingen hårdning av skärkanten
- Miljövänlig med minimalt avfall
Plasmaskärning fungerar i motsatt ände av spektrumet. Den använder en elektrisk båge kombinerad med tryckluft för att skapa extremt upphettad plasma som smälter igenom ledande metaller. Plasmaskärning av tunna plåtmaterial företag och tunga tillverkare lika väl är beroende av denna teknik för dess exceptionella hastighet vid skärning av tjocka material.
Enligt Wurth Machinerys tester är plasmaskärning av 1 tum tjockt stål cirka 3–4 gånger snabbare än vattenstrålskärning, med driftkostnader som är ungefär hälften så höga per fot. Om du arbetar med konstruktionsstål, tung utrustningskomponenter eller skeppsbyggnadsapplikationer erbjuder plasmaskärning obestridlig kostnadseffektivitet.
Plasmaskärning av färgade metallföretag stöter dock på begränsningar – processen fungerar endast på elektriskt ledande material och ger en bredare skär än laserskärning. För tjocka ledande metaller där precision inte är avgörande förblir plasma branschens arbetshäst.
När mekanisk skärning är lämplig
Inte alla skäruppgifter kräver högteknologiska lösningar. CNC-metallskärningsföretag använder ofta mekaniska metoder som fräsning, sågning, skärning och stansning för specifika applikationer.
CNC-fräsning använder roterande skärverktyg för att ta bort material, liknande fräsoperationsmetoder. Denna metod fungerar väl för mjukare metaller och applikationer som kräver specifika kantprofiler eller komplexa 3D-konturer. Företag som tillverkar laserskärningsmaskiner för metall kompletterar ibland sina lasersystem med fräsning för applikationer där laser inte är lämplig.
Mekanisk skärning och punktering förblir kostnadseffektiva för högvolymproduktion av enkla former. Dessa processer är snabba, kräver minimal installation och ger konsekventa resultat på tunn plåt. Tornpunkteringspressar kan producera tiotals hål per minut – hastigheter som till och med lasrar har svårt att matcha för vissa operationer.
Tråd-EDM (elektrisk erosionsbearbetning) fyller en unik nisch. Denna process använder elektriska urladdningar från en tunn tråd för att erodera material med extrem precision. Zintilon förklarar att tråd-EDM är överlägsen vid bearbetning av hårda metaller och komplexa geometrier som kräver strama toleranser, vilket gör den ovärderlig för verktygs- och diesarbete, flyg- och rymdfartsdelar samt intrikata mekaniska komponenter.
| Teknologi | Bästa Material | Tjockleksintervall | Noggrannhetsnivå | Hastighetskaraktäristik |
|---|---|---|---|---|
| Fiberlaser | Stål, rostfritt, aluminium, mässing, koppar, titan | Upp till 1" (varierar beroende på effekt) | ±0,005" typiskt | Mycket snabb på tunna material; saktar ner vid tjocka |
| Co2-laser | Metaller, akryl, plaster, trä | Upp till 1" på metaller | ±0,005" typiskt | Snabb; något långsammare än fiber på metaller |
| Vattenstråle | Alla material (metaller, sten, glas, kompositer) | Upp till 12"+ beroende på material | ±0,003" till ±0,010" | Långsammare än plasma/laser; inga värmebegränsningar |
| Plasma | Endast ledande metaller (stål, aluminium, koppar) | 26 gauge till 6"+ tjock | ±0,020 tum typiskt | Snabbast på tjocka ledande metaller |
| Cnc fräsning | Mjukare metaller, plast, kompositmaterial | Varierar beroende på material | ±0,005" till ±0,010" | Måttlig; lämplig för 3D-konturer |
| Tråd EDM | Alla ledande metaller, särskilt härdade stål | Upp till 16 tum typiskt | ±0,0001 tum möjligt | Långsam; prioriterar precision framför hastighet |
Att förstå dessa tekniker hjälper dig att kommunicera effektivt med dina tillverkningspartners och välja rätt skärmetod för dina specifika krav. Men tekniken är bara en del av ekvationen – de material som du skär spelar en lika viktig roll för att fastställa den optimala metoden.
Material och tjocklekskapacitet för olika skärmetoder
Nu när du förstår hur varje skärtteknik fungerar , här är den avgörande frågan: vilken metod fungerar bäst för det specifika metallet som du behöver skära? Svaret är inte alltid enkelt, eftersom materialens egenskaper påverkar skärprestandan kraftigt. Reflektivitet, värmeledningsförmåga, hårdhet och tjocklek spelar alla avgörande roller för att fastställa den optimala metoden.
Företag som skär plåt möter dussintals olika legeringar varje dag. Att förstå hur dessa material interagerar med olika skärttekniker hjälper dig att ange rätt process – och undvika kostsamma fel som leder till projektfördröjningar.
Guide för matchning av material och metod
Varje metall har unika egenskaper vid skärningen. Låt oss undersöka de vanligaste materialen och deras idealiska skärnmetoder.
Rostfritt stål
Rostfritt stål kombinerar korrosionsbeständighet och hållfasthet, vilket gör det till ett favoritmaterial inom många branscher. Företag som skär plåt med laserskärning rekommenderar vanligtvis fiberlaserskärning för rostfritt stål upp till 1 tum tjockt, tack vare utmärkt kvalitet på snittkanterna och hög hastighet. För tjockare sektioner erbjuder plasmaskärning kostnadseffektiv bearbetning, medan vattenskärning bevarar materialens egenskaper när värmeempfindlighet är en fråga.
- Optimala metoder: Fiberlaser (tunna till medeltjocka material), plasma (tjocka sektioner), vattenskärning (applikationer där värme är en problematisk faktor)
- Viktig övervägande: Högre kromhalt kan påverka laserskärningshastigheten
Aluminium
Aluminiums höga reflektivitet gjorde det tidigare svårt att skära med laser, men moderna fiberlasrar hanterar det lätt. Enligt StarLab CNC excelerar fiberlasrar vid skärning av aluminiumplåt, medan plasmaskärning fungerar väl på tjockare aluminiumplattor. Vattenskärning förblir det premiumval som ger noll påverkad zon av värme – särskilt viktigt för luft- och rymdfartsapplikationer där materialintegritet är ovillkorlig.
- Optimala metoder: Fibralaser (plåt upp till 0,5 tum), vattenstråle (värmekänslig), plasma (tjockare plattor)
- Viktig övervägning: Termisk ledningsförmåga kräver högre effektinställningar vid laserföring
Kolstål och mjukt stål
Kolstål är arbetshesten bland material för metallskärnings- och tillverkningsföretag. Det skär väl med nästan alla tekniker, vilket gör metodval i huvudsak beroende av tjocklek och erforderlig precision. Tunnplåt svarar utmärkt på laserskärning, medan tjocka plattor (över 1 tum) är plasmaskärnings starka sida
- Optimala metoder: Laser (upp till 1 tum), plasma (0,5 till 6 tum+), vattenstråle (alla tjocklekar)
- Viktig övervägning: Plasmaskärning erbjuder bäst hastighet i förhållande till kostnad vid skärning av tjockt kolstål
Med en bredd av mer än 600 mm
Dessa högrefflektiva metaller var traditionellt svåra att bearbeta med lasersystem. Idag har kraftfulla fiberlasers i stort sett löst detta problem, även om företag som tillverkar maskiner för skärande av metallplåt fortfarande är försiktiga vid skärning av tunn koppar för att undvika återreflektioner som kan skada utrustningen. Vattenstrålskärning förblir ett pålitligt alternativ som helt undviker reflektivitetsproblem.
- Optimala metoder: Fiberlaser (med lämplig effekt), vattenstrålskärning (säker för alla tjocklekar), plasma (begränsade tillämpningar)
- Viktig övervägande: Koppars termiska ledningsförmåga sprider värme snabbt, vilket kräver justerade parametrar
Speciallegeringar (titan, Inconel, verktygsstål)
När du arbetar med exotiska legeringar ökar riskerna – och kostnaderna – snabbt. Företag som erbjuder laserskärning av plåt rekommenderar ofta vattenstrålskärning för titan och nickelbaserade superlegeringar eftersom kallskärningsprocessen bevarar metallurgiska egenskaper. Tråd-EDM hanterar härdade verktygsstål med oöverträffad precision, vilket gör det oumbärligt för verktygsapplikationer.
- Optimala metoder: Vattenstrålskärning (bevarar egenskaper), tråd-EDM (härdade material), fiberlaser (med expertis)
- Viktig övervägning: Många speciallegeringar kräver provning efter skärning för att verifiera materialets integritet
Tjocklekskapacitet per metallsort
Tjocklek är ofta den avgörande faktorn vid valet av skärmetod. Här är vad du kan förvänta dig från ett företags kapacitet för plåtskärning:
Tunna material (Under 0,125")
Laserkäring dominerar detta område. Den koncentrerade strålen ger minimal kerfsbredd, strama toleranser och förstklassig kantkvalitet. Hastighetsfördelarna är dramatiska – en fiberlaser kan skära 20-gauge stål med över 800 tum per minut. Vattenstråle och plasmaskärning kan hantera tunna material men sällan ekonomiskt motiverat om inte värmeundvikande är avgörande.
Medelgrovlek (0,125" till 0,75")
Detta är den konkurrensutsatta zonen där val av metod beror på prioriteringar. Behöver du precision och rena kanter? Då levererar laserklippning. Sätter du före hastighet och kostnad vid ledande metaller? Då skiner plasmaskärning. Kräver du noll värmedistorsion? Då är vattenstråle svaret. Enligt Gauer Metal Products beror det rätta tillvägagångssättet på faktorer som metalltyp, tjocklek och den precision ditt projekt kräver.
Tjockplåt (0,75" och uppåt)
När materialtjockleken ökar tar plasma- och vattenskärning centrumställningen. Plasmaskärning bearbetar 1 tum stål med över 100 tum per minut – ungefär 3–4 gånger snabbare än vattenskärning – vilket gör den till produktionsarbetshästen för konstruktionsfabrikation, tung utrustning och skeppsbyggnad. Vattenskärning hanterar ännu tjockare material (upp till 12 tum+ på vissa system) och förblir avgörande när värmeinflyttningszoner är oacceptabla.
Materialens egenskaper påverkar metodvalet lika mycket som tjockleken. En 0,5 tum aluminiumplatta kan skäras utmärkt med fiberlaser, medan samma tjocklek i koppar kanske fungerar bättre på en vattenskärningsmaskin för att undvika komplikationer orsakade av reflektivitet.
Att förstå dessa material- och metodrelationer ger dig en starkare position när du diskuterar ditt projekt med tillverkningspartners. Du kommer att veta vilka frågor som ska ställas och kan bedöma om ett företags rekommendationer överensstämmer med branschens bästa praxis. Därefter går vi igenom hela tillverkningsarbetsflödet – från din förfrågan om offert till färdiga delar som levereras till din mottagningsplats.
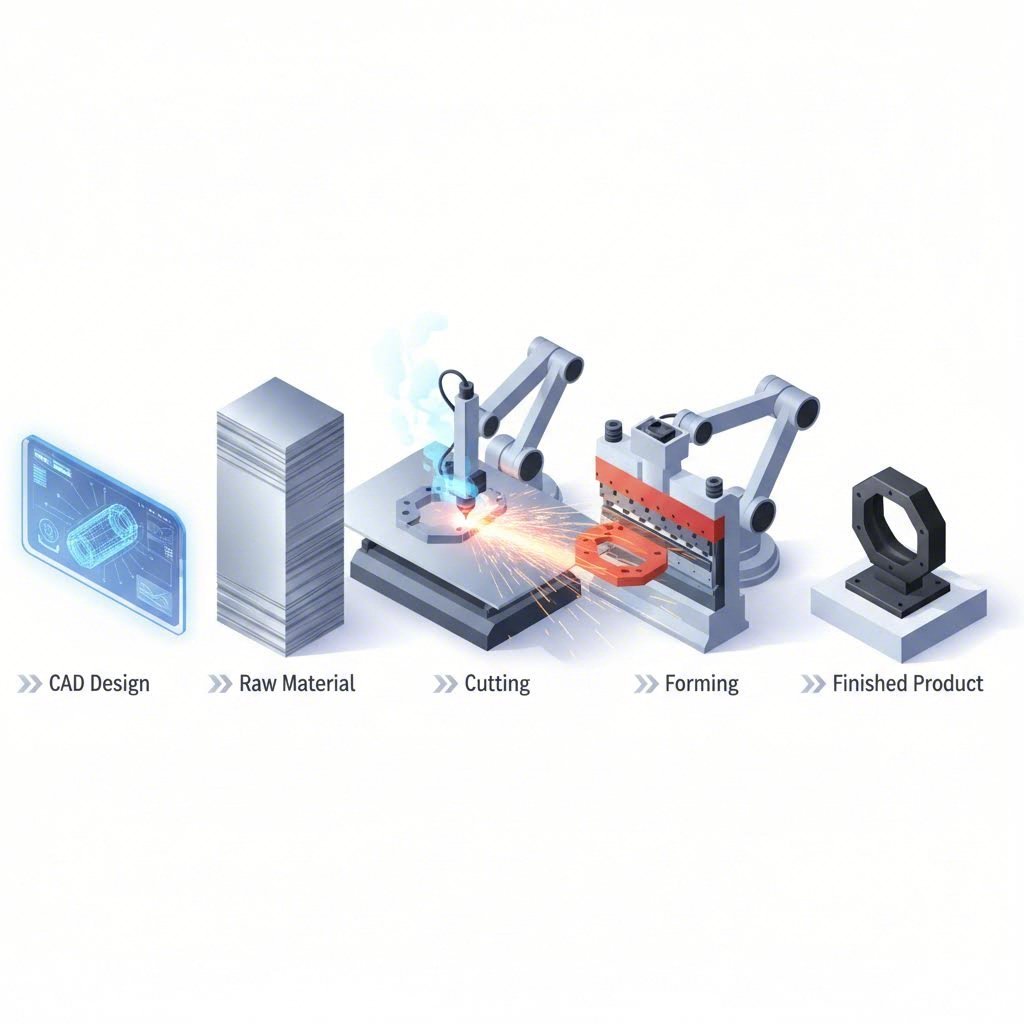
Hela metallskärningsprocessen från början till slut
Du har valt din skärteknik och identifierat rätt material – men vad händer egentligen när du anlitar ett företag för metallskärning? Att förstå hela tillverkningsarbetsflödet eliminerar osäkerhet och hjälper dig att förbereda projekt som flyter smidigt från koncept till färdig produkt.
Oavsett om du samarbetar med företag för anpassad metallbearbetning för första gången eller vill effektivisera ett redan befintligt samarbete, ger kunskap om varje steg i processen dig kontroll. Låt oss ta en titt på resan din del tar från första kontakten till slutleveransen.
Från offertbegäran till färdiga delar
Tillverkningsprocessen följer en logisk sekvens, även om tidslinjerna varierar beroende på komplexitet, volym och dina specifika krav. Enligt H&S Manufacturing omfattar anpassad tillverkning av plåt flera distinkta produktionssteg. Detta kan du förvänta dig:
-
Filöverlämning och initial kontakt
Ditt projekt börjar när du skickar in designfilerna till den valda tillverkaren. De flesta tjänster för skärning av plåt accepterar standard-CAD-format, inklusive DXF-, STEP- och IGES-filer. Vissa snabba tillverkningstjänster – som de som erbjuds av Approved Sheet Metal – har interaktiva offertsystem där du laddar upp filer och får ett pris inom några timmar. Inkludera eventuella särskilda anteckningar om toleranser, kvantiteter eller krav på ytyta i detta skede. -
Granskning och ingenjörsarbete av designen
Under denna fas analyserar tillverkarna din design för tillverkningsbarhet. H&S Manufacturing påpekar att detta kan innebära att skapa prototyper och genomföra genomförbarhetsstudier för att fastställa rätt material och processer. Erfarna team från anpassade metallskärningstjänster identifierar potentiella problem – exempelvis detaljer som inte skär renligen, böjradier som kan orsaka sprickor eller toleranser som kräver alternativa lösningar. Denna samarbetsbaserade granskning sparar tid och pengar senare. -
Offert och godkännande
Du får ett detaljerat offertförslag som täcker materialkostnader, skärningsoperationer, sekundära processer och leverans. Vissa företag inom laserstansning och plåtbearbetning erbjuder offertförslag samma dag för enkla projekt, medan komplexa monteringsdelar kan kräva flera dagars ingenjörsgranskning. När du godkänner offertförslaget och bekräftar kvantiteterna kommer ditt beställning att placeras i produktionskö. -
Materialinköp och förberedelse
Din plåtbearbetare skaffar det specificerade materialet – eller tar det från befintlig lagerförråd. Enligt H&S Manufacturing inspekterar kvalificerade plåtbearbetare råmaterial för defekter innan bearbetning. Plåt skärs till lämpliga storlekar med hjälp av saxar eller laserutrustning innan den primära skärningsoperationen påbörjas. -
Primär skärningsoperation
Här är det som dina delar formas. CAD-filer omvandlas till maskininstruktioner som styr laser, vattenstrålar eller plasmabrännare längs exakta skärbanor. Modern utrustning fungerar med minimal mänsklig påverkan, även om skickliga operatörer övervakar kvaliteten hela tiden. Beroende på din leverantörs kapacitet för plåtskärning och din orders prioritet kan detta steg ta några timmar för enkla arbeten eller dagar för komplexa produktionsserier. -
Sekundära operationer
Skärning är ofta bara början. Många delar kräver ytterligare bearbetning innan de är klara – böjning, svetsning, införning av fästelement eller montering. Vi kommer att utforska dessa viktiga steg i detalj nedan. -
Avslutning och ytbehandling
Ytbehandlingar förbättrar både utseende och prestanda. Alternativen sträcker sig från enkel avkantning till pulverlack, plätering eller anodisering. Din tillverkare applicerar specificerade ytor enligt dina krav. -
Kvalitetskontroll
Innan leverans genomgår delar dimensionell verifiering och visuell inspektion. Tillverkare med ISO 9001-certifiering eller liknande följer dokumenterade inspektionsprotokoll med hjälp av precisionsmätutrustning. -
Paketning och leverans
Delar förpackas för att förhindra skador under transporten. Snabblämnings-tjänster från företag som Approved Sheet Metal kan leverera platta laserstansade delar så snabbt som nästa dag – beställ före kl. 10:00 och ta emot delarna före kl. 10:00 nästa dag.
Vad händer efter stansningen
Stansningsprocessen ger platta profiler, men de flesta funktionsdelen kräver ytterligare bearbetning. Att förstå dessa sekundära tjänster hjälper dig att bedöma om en tillverkare verkligen kan leverera färdiga delar – eller bara stansa delar som kräver vidare bearbetning på annat ställe.
CNC-böjning och formning
Platta skurna delar kräver ofta en tredimensionell form. CNC-bänkpressar använder precisionsverktyg för att skapa exakta böjningar vid angivna vinklar och platser. Enligt H&S Manufacturing används i formningsprocessen hydrauliska pressar och datorstyrda bänkpressar (CNC) för att uppnå exakta resultat. Vanliga operationer inkluderar V-böjningar, U-formade kanaler, lådformade delar och komplexa geometrier med flera böjningar. Toleranser på ±0,005 tum är möjliga för korrekt konstruerade delar.
Avburkning och kantbehandling
Skärningsoperationer lämnar olika grader av kantroughet beroende på den metod som används. Laserbegränsning ger vanligtvis relativt rena kanter, medan plasma- och mekanisk skärning kan lämna mer betydande burkar. Avburkning tar bort skarpa kanter som kan orsaka skador vid hantering eller störa monteringen. Metoderna sträcker sig från manuell slipning till automatiserad rullning och vibrationsavslutning.
Svetsning och sammanfogning
När din design kräver flera delar som ska sammankopplas skapar svetsning permanenta förbindelser. H&S Manufacturing beskriver hur svetsare smälter samman delar genom att tillämpa värme och tryck, vilket gör att de upphettade metallytorna binder samman och stelnar för att bilda starka fogar. MIG-, TIG- och punktsvetsning är var och en lämpliga för olika applikationer och materialkombinationer. Nitning erbjuder en alternativ mekanisk fästmetod för vissa monteringsuppgifter.
Ytbehandling Alternativ
Ytbehandlingar skyddar delar och förbättrar estetiken. Vanliga alternativ inkluderar:
- Pulverbeläggning: En torr elektrostatisk appliceringsprocess som ger slitstarka och attraktiva ytor i nästan vilken färg som helst
- Måleri: Vattenbaserade eller lösningsmedelsbaserade beläggningar som sprutas på i ett eller flera lager för korrosionsskydd och estetisk effekt
- Platering: Elektroplätering eller elektrolytfria processer som applicerar tunna metallskikt för att förbättra hårdhet, korrosionsbeständighet eller ledningsförmåga
- Anodisering: En elektrokemisk process som skapar skyddande oxidlager på aluminiumdelar
Montering av utrustning och sammanbyggnad
Många tillverkare erbjuder kompletttjänster, inklusive insättning av PEM-fästdon, gängade insatsdelar och komponentmontering. Detta konsoliderar er leveranskedja – istället för att hantera leverantörer för skärning, slutförande och montering separat, hanterar ett enda företag för anpassad metallskärning hela paketet.
Att samarbeta med en tillverkare som erbjuder omfattande sekundärtjänster effektiviserar er leveranskedja och minskar koordineringsbördan på er team.
Att förstå denna fullständiga arbetsflödesprocess hjälper er att ställa realistiska förväntningar på tidsplanen och förbereda projekt som flyter effektivt genom produktionen. Men innan ni skickar in den första offertförfrågan bör ni säkerställa att era konstruktionsfiler och specifikationer är korrekt förberedda – vilket leder oss till bästa praxis för projektberedning.
Förbereda ert projekt för metallskärningstjänster
Du har hittat rätt skärtteknik, identifierat ditt material och förstår tillverkningsarbetsflödet. Men här är det där många projekt stannar: ofullständiga eller felaktigt formaterade designfiler. Företag som specialiserar sig på anpassad plåtskärning får hundratals offertförfrågningar – och de som inkluderar fullständig och korrekt dokumentation går före i kön, medan andra skickas tillbaka för förtydligande.
Att ta tid på sig att förbereda ditt projekt ordentligt sparar dagar (ibland veckor) av utväxling fram och tillbaka. Oavsett om du samarbetar med ett företag för anpassad CNC-metallskärning för precisionskomponenter eller med en högvolymsfabrikör för serietillverkning gäller dessa förberedelsesteg universellt.
Förbereda dina designfiler
Dina CAD-filer är ritningen som styr hela tillverkningsprocessen. Enligt RapidDirect innehåller CAD-filer nödvändiga uppgifter om komponentens funktioner, mått och geometri – de utgör den strukturella ramen för CNC-fräsprocessen.
De flesta företag som tillverkar skräddarsydda plåtdelar accepterar flera standardfilformat, även om preferenserna varierar. Här är de format du bör ha redo:
- STEP (.STP): Guldstandarden för 3D-modeller. STEP-filer erbjuder utmärkt bevarande av geometri och fungerar i praktiskt taget alla CAD- och CAM-system. Om du bara ska lämna in ett format, välj detta.
- DXF (.dxf): Idealiskt för 2D-skärningsoperationer. DXF-filer definierar tvådimensionella mönster tydligt och accepteras universellt för laserskärning, vattenskärning och plasmaskärning.
- IGES (.igs): Ett äldre men fortfarande mycket använt format, särskilt för ytdelar och äldre system. IGES hanterar linjeramar och 2D-ritningar väl.
- Inbyggda CAD-format (.SLDPRT, .PRT, X_T): SolidWorks-, Siemens NX- och Parasolid-filer behåller hela designhistoriken och parametriska data – användbart när ditt företag för skräddarsydda plåtdelar använder kompatibel programvara.
RapidDirect noterar att STP- och X_T-filer är kända för sina exakta solidmodelleringsfunktioner, vilket är avgörande för att bibehålla målnoggrannhet vid generering av verktygspaths. Om du är osäker bör du exportera ditt design som en STEP-fil tillsammans med ditt ursprungliga format för att säkerställa kompatibilitet.
Checklista för filförberedelse
Innan du skickar begäran om offert, verifiera dessa kritiska uppgifter:
- Bekräfta måttenheter: Olika måttenheter (tum mot millimeter) gör att delar anländer i fel skala. Dubbelkolla dina exportinställningar.
- Inkludera platta mönster: För böjda delar ska det platta mönstret anges utöver den tredimensionella modellen.
- Dela upp delar i separata filer: Flerdelsmonteringar bör delas upp i enskilda komponentfiler för tydligare prisberäkning.
- Ta bort dubbel geometri: Överlappande linjer förvirrar skärningsmaskiner och kan orsaka dubbelbeskärning.
- Stäng alla konturer: Öppna banor eller luckor i din geometri förhindrar korrekt skärning—se till att alla former är fullständigt avslutade.
Specifikationsdetaljer som spelar roll
Filerna ensamma berättar inte hela historien. Enligt LTJ Industrial är tydlig dokumentation avgörande för ett korrekt offertförslag för tillverkning—detaljerade ritningar, exakta specifikationer och kompletta CAD-filer minimerar missförstånd och oväntade kostnader.
När du kontaktar anpassade CNC-metallskärningsföretag bör du ange följande specifikationer redan från början:
- Materialtyp och -klass: Ange exakt—till exempel "rostfritt stål 304" istället for bara "rostfritt stål". Inkludera legeringsbeteckningar, härdningsförhållanden och eventuella krav på certifiering.
- Materialtjocklek: Ange exakt tjocklek i tum eller decimalt (t.ex. "3,175 mm" eller "11 gauge").
- Antal som krävs: Inkludera antalet prototyper, initiala produktionsomgångar och uppskattade årliga volymer om det är relevant.
- Toleranskrav: Enligt SendCutSend vid skärning är toleranserna vanligtvis ±0,13 mm för de flesta material—om du behöver striktare toleranser måste du ange detta uttryckligen.
- Krav på ytfinish: Ange om du behöver pulverbeläggning, anodisering, metallbeläggning eller specifika värden för ytråhet.
- Sekundära operationer: Ange krav på böjning, borrning, konisk borrning, infogning av fästdon eller montering.
- Leveranstid: Urgentbeställningar kräver förhandsanmälan – ange ditt önskade leveransdatum.
Vanliga fel som försenar projekt
Även erfarna ingenjörer gör dessa fel. Undvik dem så att ditt projekt går snabbare:
- Saknade specifikationer för hål: Om hålen ska gängas eller koniskt borras, ange storlek och typ. SendCutSend rekommenderar att använda gängtabeller för att rita hål med korrekt storlek under designprocessen.
- Funktioner placerade alltför nära kanter: SendCutSend rekommenderar att hål placeras minst 1 gånger sin diameter från en kant och att spalter placeras minst 1,5 gånger sin bredd från kanter eller andra skärda funktioner. Att bryta mot dessa riktlinjer försvagar delar och kan göra dem omöjliga att skära.
- För små broar: Avståndet mellan skärda funktioner får inte vara mindre än 50 % av materialtjockleken – helst 1–1,5 gånger tjockleken för bästa hållfasthet.
- Utelämnande av böjningsinformation: För formade delar, ange böjriktning, böjradie och böjsekvens om det är kritiskt.
- Glömma kvantitetsrabatter: Om du kan tänka dig att beställa större mängder senare, begär trådrabatter nu. Inställningskostnader fördelade över fler enheter minskar avsevärt priset per del.
Att planera i förväg och känna till skärningsmålen för ditt valda material kommer att snabba på designprocessen och säkerställa att dina delar är klara att användas så fort de kommer ur förpackningen.
Att investera trettio minuter i ordentlig projektpreparering kan spara dagar av förseningar. Med kompletta filer och tydliga specifikationer i handen är du redo att utvärdera potentiella tillverkningspartners – vilket kräver att du förstår vad som skiljer exceptionella anpassade plåtskärningsföretag från medelmåttiga.

Hur man väljer rätt metallskärningsföretag
Dina designfiler är klara, specifikationerna är dokumenterade och du förstår tillverkningsarbetsflödet. Nu kommer ett beslut som påverkar allt från delkvalitet till leveranskvalitet: vilken tillverkningspartner förtjänar ditt förtroende? Med tusentals sökningar efter 'metallskärningsföretag i min närhet' varje dag kan alternativen kännas överväldigande.
Att välja fel partner leder till missade deadlines, avvisade komponenter och problem i supply chainen. Att välja rätt partner däremot? Då får du en tillverkningsmedspelare som ser problem innan de uppstår, föreslår förbättringar och levererar konsekvent. Låt oss gå igenom de kriterier som skiljer exceptionella tillverkare från de andra.
Anpassa företagets kapacitet till dina behov
Inte alla tillverkare passar alla projekt. Enligt MarcTech Industries är det innan du väljer ett metallbearbetningsföretag avgörande att tydligt förstå dina specifika behov – inklusive produkttyp, kvantitet, anpassningskrav, tidslinje och budgetbegränsningar.
Börja din utvärdering med dessa grundläggande frågor:
- Stämmer deras utrustning överens med dina krav? En sökning efter "metalllaserstansningsföretag i min närhet" kan ge dussintals resultat, men inte alla lasrar är lika. Kontrollera att de har lämplig effektnivå för din materialtjocklek och den specifika skärt teknik som ditt projekt kräver.
- Kan de hantera din volym? Vissa verkstäder är särskilt skickliga på prototyper och korta serier, medan andra är optimerade för produktionsvolymer. Om volymförväntningarna inte stämmer överens uppstår spänningar på båda sidor.
- Erbjuder de nödvändiga sekundärtjänster? Om dina delar kräver böjning, svetsning, ytbehandling eller montering ger samarbete med en enda leverantör en förenklad leveranskedja och minskar koordineringsarbetsbelastningen.
- Vilken branscherfarenhet har de? MarcTech betonar vikten av att söka leverantörer med omfattande erfarenhet inom din specifika bransch eller tillämpning. En tillverkare med erfarenhet av flyg- och rymdindustrins komponenter förstår andra krav än en som fokuserar på arkitektonisk metallbearbetning.
När du söker ett företag för metalllaser-skärning i närheten eller plåtskärning i närheten, ta inte bara hänsyn till avstånd. En tillverkare 200 miles bort med perfekta kapaciteter överträffar ofta en lokal verkstad som sträcker sig bortom sin expertis.
Kvalitetscertifieringar som spelar roll
Certifieringar ger objektiv bevisning på att en tillverkare har infört systematiska kvalitetskontroller. Även om inte varje projekt kräver certifierade leverantörer, hjälper förståelsen av vad dessa kvalifikationer innebär dig att korrekt bedöma tjänster från ledande företag inom metallskärning.
ISO 9001 representerar grundläggande standard för kvalitetsledning. Den bekräftar att företaget har dokumenterade processer, genomför interna revisioner och för kvalitetsregister. De flesta professionella tillverkare innehar denna certifiering.
IATF 16949 bygger på ISO 9001 med fordonssektors-specifika krav. Om du köper komponenter till fordon indikerar denna certifiering att tillverkaren förstår avancerad produktkvalitetsplanering (APQP), processer för godkännande av produktionsdelar (PPAP) och den strikta dokumentation som fordons-OEM:er kräver.
AS9100 omfattar krav inom luftfarts- och försvarssektorn och lägger till styrning av spårbarhet, konfigurationshantering och leverantörsrelaterade krav som luftfartsprimärleverantörer föreskriver.
ISO 13485 gäller tillverkning av medicintekniska produkter och omfattar designkontroller, riskhantering samt krav på sterilisering som är specifika för vårdtillämpningar.
Enligt KAL Manufacturing underhåller pålitliga kontraktstillverkare formella spårbarhetssystem, kontroll- och inspektionsdokumentation samt certifieringar (t.ex. ISO, AS9100 eller ITAR-kompatibilitet) som ger den kvalitetssäkring som produktionsmiljöer kräver.
Jobbverkstäder vs. kontraktstillverkare: Förstå skillnaderna
Ditt val mellan en traditionell verkstad för enskilda uppdrag och en kontraktstillverkningspartner påverkar prissättning, responsivitet och potentialen för långsiktiga partnerskap.
Verkstäder för enskilda uppdrag fokuserar vanligtvis på kortserier eller enskilda tillverkningsuppdrag. KAL Manufacturing förklarar att dessa verkstäder tar emot arbete på en offertbas, hanterar en bred variation av delar och har liten kontinuitet mellan olika uppdrag. De är utformade för flexibilitet, inte upprepning.
Om du behöver en enda prototyp eller en liten mängd anpassade bygglås kan en verkstad för enskilda uppdrag vara kostnadseffektiv och snabb. Dock är de kanske inte strukturerade för schemalagda leveranser, kvalitetskontrollspårning eller lagerprogram som större produktionsmiljöer kräver.
Kontraktstillverkare är utformade för upprepad produktion och långsiktiga relationer. De erbjuder mer robusta system för schemaläggning, kvalitetssäkring, materialhantering och dokumentation. Enligt KAL Manufacturing är en kontraktstillverkare inte bara en leverantör – de är en productionspartner som samarbetar med ditt team för att leverera i enlighet med prognosticerad efterfrågan, hantera delrevisioner och justera leveransschema så att de stämmer överens med dina verksamhetsprocesser.
Nyckelkarakteristika att ta hänsyn till:
- Jobbverkstäder: Snabb offertställning, flexibel kapacitet för varierande arbetsbelastning, minimala beställningskvantiteter, projektbaserade relationer
- Kontraktstillverkare: Schemalagd produktion, prognos- och lagerprogram, dokumenterade kvalitetssystem, integrering i leveranskedjan
Jämförelse av urvalsfaktorer
Använd den här jämförelsen för att utvärdera potentiella bearbetningspartners utifrån dina projektkrav:
| Urvalsfaktor | Traditionell jobbverkstad | Online-bearbetningstjänst | Kontraktstillverkare |
|---|---|---|---|
| Vanliga certifieringar | ISO 9001 är vanlig; branssspecifika varierar | ISO 9001 är vanlig; begränsade branssspecifika | ISO 9001, AS9100, IATF 16949, ITAR vid behov |
| Ledtider | Variabel; beror på aktuell arbetsbelastning | Snabb (ofta 1–5 dagar för standardbeskärningar) | Planerade leveranser; konsekventa leveransfönster |
| Flexibilitet vad gäller orderstorlek | Utmärkt för prototyper och små serier | Bäst för enskilda delar till medelstora partier | Optimerad för återkommande produktionsvolymer |
| Tjänsteomfång | Skärning plus utvalda sekundära operationer | Fokuserad på skärning; begränsade sekundärtjänster | Fullständig tillverkning, ytbehandling, montering, komplettering |
| Tekniskt stöd | Informell; beror på relationen | Automatiserad DFM-återkoppling | Dedikerat tekniskt samarbete |
| Bäst för | Anpassade enskilda produkter, brådskande prototyper | Standardskärningar, behov av snabb leverans | Produktionsprogram, komplexa monteringsdelar |
Geografiska och logistiska överväganden
Platsen spelar roll – men kanske inte på det sätt du förväntar dig. Även om det är rimligt att söka efter ett metallskärningsföretag i närheten för vissa applikationer bör geografisk närhet vägas mot kapacitet och total kostnad.
När närhet är mest avgörande:
- Tunga eller volymrika delar där fraktavgifterna dominerar
- Snabba prototypiterationer som kräver hämtning samma dag
- Projekt som gynnas av personlig samarbetsverksamhet och besök på anläggningen
- Krav på leverans vid behov (just-in-time) med minimal bufferttid
När kapacitet är viktigare än plats:
- Specialiserade processer som endast erbjuds av regionala experter
- Branschspecifika certifieringar som dina lokala alternativ saknar
- Volymproduktion där besparingar per komponent kompenserar frakt
- Komplexa sekundära operationer som kräver integrerade kapaciteter
Det bästa tillvägagångssättet innebär ofta att utveckla relationer både med lokala och regionala leverantörer. Lokala metallskärningsföretag i min närhet hanterar brådskande prototyper och korta serier, medan specialiserade partners tar hand om volymproduktion och komplexa krav.
Skillnaden mellan ett verkstadsföretag och en kontraktstillverkare handlar om system och skala. Verkstadsföretag tillfredsställer transaktionella behov, medan kontraktstillverkare stödjer en hel process.
Valet av partner för din metallbearbetning påverkar direkt projektets framgång. Ta dig tid att utvärdera kapaciteter, verifiera certifieringar och förstå om en potentiell leverantörs affärsmodell är i linje med dina behov. När rätt partner har identifierats är du väl positionerad att utforska hur olika branscher utnyttjar dessa tjänster för specialiserade applikationer.
Branschtillämpningar för metallskärningstjänster
Har du någonsin undrat över varför bärplattan som håller din bils upphängning ser annorlunda ut jämfört med kapslingen som skyddar en pacemaker? Båda börjar som platta metallplåtar som bearbetas av tillverkningsspecialister – men resan från råmaterial till färdig komponent varierar kraftigt beroende på branschens krav. Metallskärningstjänster för byggföretag följer andra regler än de som levererar till flyg- och rymdindustrin eller tillverkare av medicinska enheter.
Att förstå hur olika sektorer utnyttjar dessa tillverkningstjänster hjälper dig att kommunicera krav effektivt och välja samarbetspartners med relevant expertis. Låt oss undersöka de specialiserade tillämpningarna och unika kraven i större branscher.
Tillämpningar inom fordonsproduktion
Bilsektorn utgör en av de största marknaderna för precisionsmetallskärning. Från strukturella chassikomponenter till dekorativa lister innehåller fordon hundratals tillverkade metalldelar – var och en med specifika prestandakrav.
Enligt Pans Technology har precisionsbearbetning blivit en spelomvändare inom bilindustrin, vilket gör att tillverkare kan skapa lättviktsdelar som förbättrar bränsleeffektiviteten och minskar utsläppen. Med industrins skift mot elfordon har lättviktskomponenter blivit ännu viktigare – enligt McKinsey visar forskning att en viktminskning på endast 10 % kan öka räckvidden för EV med ungefär 15 %.
Typiska tillämpningar inom bilindustrin inkluderar:
- Chassi och strukturella komponenter: Ramstänger, tvärbalkar och förstyvningsbracketar som kräver höga hållfasthets- till viktförhållanden
- Ophängningsbeslag och fästen: Precisionskapslade delar som måste tåla upprepade belastningscykler utan trötthetsbrott
- Karosseriplåtar och strukturella stöd: Komponenter där dimensionell noggrannhet påverkar passning, finish och krockprestanda
- Inredningsdelar: Stolsramar, instrumentpanelstöd och listdetaljer som kräver estetiska ytor samtidigt som de ska fungera väl funktionellt
- Transmissions- och drivlinjedelar: Precisionsbearbetade komponenter som kräver strama toleranser för korrekt funktion
Billeverantörer kräver vanligtvis IATF 16949-certifiering, vilket visar överensstämmelse med kvalitetsledningsstandarder som är specifika för bilindustrin. Företag som tillverkar metallsprutgjutna delar och laserbeskärningsspecialister som verkar i denna sektor måste upprätthålla stränga produktionsdelgodkänningsprocesser (PPAP) och dokumentation för avancerad produktkvalitetsplanering (APQP).
Krav inom luft- och rymdfartsförsvar
När liv beror på komponenternas tillförlitlighet på 35 000 fot finns det ingen tolerans för fel. Luft- och rymdfartsapplikationer kräver högsta precision och mest strikta materialcertifieringar jämfört med någon annan tillverkningssektor.
Enligt Pans Technology förväntas den globala marknaden för lättviktmaterial inom luft- och rymdindustrin uppnå cirka 20,7 miljarder dollar år 2024 – ett tydligt tecken på hur aktivt denna bransch eftersträvar avancerade tillverkningstekniker. Precisionsbearbetning skapar lättviktiga men exceptionellt starka strukturer som uppfyller strikta säkerhetskrav utan att kompromissa med prestanda.
Applikationer för metallskärning inom luft- och rymdindustrin inkluderar:
- Strukturella komponenter för flygplanskaross: Ribbor, sparrar och skinnpaneler av aluminiumlegeringar och titan
- Motorkomponenter: Värmebeständiga nickellegeringar som kräver specialiserade skärtekniker
- Landningsutrustningsdelar: Högstarka ståldelar med extremt höga krav på utmattningshållfasthet
- Avionikhus: Precisionsskåp med egenskaper för elektromagnetisk skyddning
- Satellit- och rymdfarkostkomponenter: Exotiska material med nolltolerans för föroreningar
AS9100-certifiering är i praktiken obligatorisk för leverantörer till luft- och rymdfarten. Materialspårbarhet – från mälldokumentation via färdig del – är icke-förhandlingsbar; varje komponent måste kunna spåras tillbaka till sitt ursprung för säkerhetsundersökningsändamål.
Tillverkning av medicintekniska produkter
Medicinska tillämpningar kombinerar precisionkrav med biokompatibilitetsfrågor och regleringsövervakning av en komplexitet som är jämförbar med luft- och rymdfartens. Företag som diecuttar metall och precisionstillverkare som tjänar hälsovårdssektorn måste förstå både tillverknings- och regleringslandskapet.
Vanliga tillämpningar inom medicintekniska produkter inkluderar:
- Kirurgiska instrument: Precisionsskurna verktyg i rostfritt stål och titan som kräver kantfria kanter och kompatibilitet med sterilisering
- Implantatkomponenter: Biokompatibla material med krav på ytyta som mäts i mikrotummar
- Kapslingar för diagnostisk utrustning: Husningar för bildsystem, patientövervakare och laboratorieinstrument
- Proteskomponenter: Anpassade titan- och speciallegeringsdelar, ofta tillverkade i enskilda exemplar
- Tandvårdsutrustning: Småskaliga precisionskomponenter av korrosionsbeständiga legeringar
ISO 13485-certifiering visar att kraven på kvalitetsstyrning för medicintekniska produkter är uppfyllda. Många tillämpningar kräver tillverkning i renrum och validerade rengöringsprocesser innan delarna någonsin når monteringsfasen.
Bygg- och arkitektonisk tillverkning
Metallskärningstjänster för byggbolag arbetar vid det motsatta extremet av precisionsspektrumet jämfört med medicintekniska produkter – men det betyder inte att kvalitetskraven försvinner. Konstruktionskomponenter måste uppfylla byggnadskoder, medan arkitektoniska element balanserar estetik med hållbarhet.
Tillämpningar inom byggsektorn inkluderar:
- Konstruktionsstålkomponenter: Balkar, plåtar och fogdelar för kommersiella och industribyggnader
- Byggnadspaneler: Dekorativa fasader, solluckor och byggnadsskaldelement
- HVAC-komponenter: Kanaler, fästen och utrustningsupphängningar
- Räcken och avspärrningar: Säkerhetskritiska komponenter som uppfyller tillgänglighetskrav och byggnormer
- Specialtillverkad metallkonstruktion: Skyltar, konstnärliga installationer och varumärkesrelaterade element
Företag som tillverkar laserklippta metalldetaljer och företag inom laserklippdesign levererar ofta till arkitektursegmentet, där de producerar dekorativa paneler, skärmar och skulpturartade element där visuell påverkan är lika viktig som strukturell hållfasthet.
Konsumentprodukter och elektronik
Från smartphonehöljen till köksskåp kräver konsumentprodukter kostnadseffektiv tillverkning med konsekvent estetisk kvalitet. Företag som specialiserar sig på metallskärning för denna bransch balanserar precision med kraven på produktionsvolym.
Vanliga applikationer för konsumentprodukter inkluderar:
- Elektronikhus: EMI-skyddade höljen för datorer, servrar och telekommunikationsutrustning
- Hushållsapparatskomponenter: Paneler, fästen och strukturella element för hushållsprodukter
- Idrottsutrustning: Cykelramar, träningsutrustning och utomhusutrustning
- Möbelkomponenter: Metallramar, beslag och dekorativa element
- Butiksutrustning: Utställningsställ, hyllsystem och kassautrustning
Branschspecifika krav på precision
Toleranskrav varierar kraftigt beroende på sektor. Enligt Xometry definierar toleranser de tillåtna variationsgränserna för en fysisk dimension, vilket säkerställer att detaljer tillverkas inom acceptabla gränser för sin avsedda användning.
Standard-ISO 2768-toleranser fungerar perfekt för många bygg- och konsumentapplikationer. Men komponenter inom flyg- och rymdindustri samt medicinsk teknik kräver ofta ISO 286-klassspecifikationer – med toleransgränser mätta i mikrometer istället för tusendelar av en tum.
| Branschsektor | Typiska toleranskrav | Vanliga certifieringar | Särskilda överväganden |
|---|---|---|---|
| Bilindustrin | ±0,005" till ±0,010" standard; stramare vid kritiska passningar | IATF 16949, ISO 9001 | PPAP-dokumentation, materialspårbarhet |
| Luftfart | ±0,001" till ±0,005" vanligt; submikron för kritiska komponenter | AS9100, Nadcap | Full materialspårbarhet, särskilda processcertifieringar |
| Medicintekniska produkter | ±0,0005" till ±0,005" typiskt | ISO 13485, FDA-registrering | Biokompatibilitet, renrumskrav, validering |
| Konstruktion | ±0,030" till ±0,125" vanligt | ISO 9001, AWS-certifieringar | Kodöverensstämmelse, galvanisering, vädermotstånd |
| Konsumentelektronik | ±0,005" till ±0,015" typiskt | ISO 9001 | Krav på ytkvalitet, EMI-skydd |
Kraven på materialcertifiering varierar också beroende på bransch. Byggnadsapplikationer kan godkänna standardmässiga provrapporter från valsen, medan luft- och rymdfartskomponenter kräver fullständig kemisk analys och verifiering av mekaniska egenskaper för varje materialparti. Medicinska implantat kräver biokompatibilitetsprovning, vilket kan förlänga tiden för materialgodkännande med flera månader.
Att förstå dessa branssspecifika krav hjälper dig att bedöma om en potentiell tillverkningspartner verkligen har relevant erfarenhet – eller om de sträcker sig för långt utanför sin kompetens. Ett verkstad som är specialiserad på arkitektonisk metallbearbetning kan ha svårt att uppfylla dokumentationskraven inom luft- och rymdfart, medan en tillverkare av precisionsmedicintekniska apparater kanske inte är kostnadseffektiv för konsumentprodukter i stora volymer.
När branschapplikationer och krav är tydliggjorda är nästa avgörande övervägande att förstå exakt vilka noggrannhets- och kvalitetskrav du bör förvänta dig från professionella tillverkningspartners.
Kvalitetskrav och förväntningar på noggrannhet
Du har valt din tillverkningspartner och skickat in dina konstruktionsfiler – men hur vet du att de färdiga delarna faktiskt uppfyller dina krav? Att förstå toleranser för noggrannhet och processer för kvalitetssäkring skiljer framgångsrika projekt från frustrerande omarbetscykler. Professionella företag för metalllaserstädning bygger sitt rykte på att leverera delar som konsekvent stämmer överens med specifikationerna.
Låt oss avmystifiera vad noggrannhet egentligen innebär inom metallbearbetning och hur du effektivt kommunicerar dina kvalitetsförväntningar.
Att förstå noggrannhet och toleranser
Tolerans definierar hur mycket en dimension får avvika från sitt nominella värde och ändå anses acceptabel. Enligt Xometry definierar toleranser de tillåtna gränserna för variation i en fysisk dimension, vilket säkerställer att detaljer tillverkas inom acceptabla gränser för sin avsedda användning.
Olika skärteknologier ger olika precision. Att känna till vad man kan förvänta sig förhindrar orimliga krav – och hjälper dig att ange striktare toleranser endast där de verkligen är nödvändiga.
Fiberlasers uppnår toleranser mellan ±0,001 och ±0,003 tum, vilket gör dem till det föredragna valet för krävande metallbearbetningsprojekt där noggrannhet är av yttersta vikt.
Här är vad du realistiskt kan förvänta dig från varje skärmetod:
- Fiberlaser: Enligt A-Laser , fiberlasers levererar konsekvent strikta toleranser mellan ±0,001" och ±0,003" – guldstandarden för precisionsarbete på plåt.
- CO2-laser: Uppnår vanligtvis toleranser mellan ±0,002" och ±0,005", vilket är respektabelt för de flesta applikationer, även om det är något mindre exakt än fiberbaserade system.
- UV-laser: Uppnår förbluffande strama toleranser så låga som ±0,0001" för mikrobearbetningsapplikationer som kräver submikronprecision.
- Vattenstråle: Levererar vanligtvis ±0,003" till ±0,010" beroende på materialtjocklek och skärhastighet.
- Plasma: Ger bredare toleranser runt ±0,020"—acceptabla för strukturella applikationer men olämpliga för precisionspassningar.
När du arbetar med ett företag som specialiserar sig på laserskärning av metall bör du vara medveten om att stramare toleranser ökar kostnaden. Att ange ±0,001" när ±0,010" skulle fungera fullkomligt slösar med pengar och kan förlänga ledtiden. Använd precisionskrav strategiskt endast för kritiska detaljer.
Kvalitetssäkring inom metallskärning
Precisionsutrustning betyder inget utan systematiska kvalitetskontroller. Enligt Fox Valley Metal-Tech är ett högre mål än enkel kvalitetskontroll att erbjuda kvalitetssäkring – en högre nivå av proaktiv snarare än reaktiv produktstyrning som sker under hela produktionsprocessen.
Företag som utför professionell metallskärning med laser implementerar flera inspektionspunkter:
Materialverifikation
Kvalitet börjar innan skärningen påbörjas. Ansedda tillverkare jämför inkommande material med beställningar, verifierar överensstämmelsebevis (CoC) och kontrollerar för skador eller föroreningar. Material kan hållas i karantänområden tills certifieringsdokument anländer och specifikationer bekräftats.
Kalibrering av utrustning
Noggranna delar kräver kalibrerad utrustning. Fox Valley Metal-Tech förklarar att all mätutrustning som används för att verifiera produktdimensioner måste kalibreras med angivna intervall enligt ISO 9001:2015-certifiering. Detta inkluderar daglig verifiering av skjutmått och mikrometerskruvar mot fasta referensstandarder, veckovisa kalibreringsinspektioner av tredje part samt årlig omfattande kalibrering av CNC-utrustning.
Inspektion under processen
Dimensionell verifiering sker under hela produktionsprocessen – inte bara i slutet. Vanliga toleranser för precisionsvetsade och maskinbearbetade delar ligger mellan 0,005 tum – 0,030 tum och verifieras med mätpassare, mikrometrar, höjdskalor och koordinatmätmaskiner (CMM).
Förstärkning av den biologiska utvecklingen
När specifikationerna kräver det kan ett företag för laserskärning av plåt utföra eller ordna specialiserad provning, inklusive visuell svetskontroll, tryck- eller läckprovning, färggenomträngningskontroll för ytsprickor, magnetpartikelkontroll för ferromagnetiska material samt ultraljudskontroll för interna defekter.
Kommunicera dina krav effektivt
Tydlig kommunikation förhindrar kvalitetsdiskrepanser. Så här specificerar du dina krav:
- Hänvisa till erkända standarder: Ange ISO 2768 för allmänna toleranser eller ISO 286 för kritiska passningar istället for att skapa egna proprietära specifikationer.
- Markera kritiska mått: Markera uttryckligen de funktioner som kräver strängare toleranser än standarden på dina ritningar.
- Ange inspektionskrav: Om du behöver första artikelinspektionsrapporter (FAIR), CMM-data eller dimensionsrapporter, ange detta redan från början.
- Definiera ytyta: Ange acceptabel kvalitet på kanter, gränser för burrar och ytråhetvärden där utseendet är viktigt.
Att välja lämplig tolerans är ett avgörande beslut i design- och tillverkningsprocessen, eftersom det påverkar delens funktion, passning, kostnad och tillverkbarhet.
Att förstå dessa kvalitetsstandarder gör att du kan bedöma tillverkningspartners effektivt och ställa realistiska förväntningar för dina projekt. När kvalitetskraven är definierade är du redo att ta det sista steget – samarbeta med rätt tillverkare för att förverkliga dina konstruktioner.
Samarbete med metallskärningsföretag för ditt nästa projekt
Du har genomfört en resa genom skärtekniker, materialövervägningar, tillverkningsarbetsflöden och kvalitetsstandarder. Nu är det dags att sammanfatta allt till ett praktiskt ramverk som du kan tillämpa direkt. Att hitta rätt företag som skär metall handlar inte om tur – det handlar om systematisk utvärdering baserat på dina specifika krav.
Oavsett om du letar efter en enda prototyp eller etablerar ett långsiktigt produktionspartnerskap, förblir beslutsramverket detsamma. Låt oss sammanfatta din kunskap i konkreta åtgärdssteg som driver ditt projekt framåt.
Din checklista för metallskärningspartner
Innan du kontaktar någon tillverkare, gå igenom denna omfattande utvärderingschecklista. Enligt TMCO handlar valet av rätt tillverkningspartner om mer än att jämföra offerter – det handlar om att hitta ett team du kan lita på för att förverkliga din vision med precision, effektivitet och konsekvens.
Verifikation av teknik och kapacitet
- Bekräfta att de använder lämplig skärutrustning (laser, vattenstråle, plasma) för dina material- och tjockhetskrav
- Verifiera deras möjligheter att utföra sekundära operationer – böjning, svetsning, ytbehandling – om dina delar kräver bearbetning utöver skärning
- Bedöm deras kapacitet att hantera dina volymkrav, från prototyper till serietillverkning
- Utvärdera tillgängligheten av teknisk support för konstruktionsoptimering och DFM-återkoppling
Kvalitets- och certifieringskrav
- Verifiera att de är certifierade enligt ISO 9001 som en grundläggande kvalitetsindikator
- Bekräfta branssspecifika certifieringar (IATF 16949 för fordonsbranschen, AS9100 för luft- och rymdfarten, ISO 13485 för medicintekniska produkter) vid behov
- Begär information om kontrollutrustning och möjligheter att dokumentera kvalitet
- Fråga om system för spårbarhet av material och certifieringsdokumentation
Viktiga punkter inför projektet
- Förbered konstruktionsfiler i accepterade format (STEP, DXF, IGES) med slutna konturer och korrekta enheter
- Dokumentera materialspecifikationer inklusive kvalitet, tjocklek och eventuella krävda certifieringar
- Identifiera kritiska toleranser och ange dem uttryckligen – undvik överdriven specifikation där standardtoleranser räcker
- Lista alla sekundära bearbetningsoperationer, ytbehandlingskrav och behov av montering av hårdvara
- Ställ upp realistiska tidsramar baserat på komplexitet och volym
Partnerskapsutvärderingsfaktorer
- Bedöm kommunikationsresponsiviteten under offertprocessen – detta är en indikator på kvaliteten i den fortsatta partnerskapet
- Utred om leverantören ställer förtydligande frågor om ditt användningsområde, vilket indikerar genuin engagemang
- Överväg geografisk närhet för delar som är känslomässiga för frakt eller där snabb iteration krävs
- Granska kundreferenser och branscherfarenhet som är relevant för er sektor
Ta nästa steg
När er checklista är komplett är ni redo att effektivt engagera potentiella partners. Enligt UPTIVE Advanced Manufacturing , den rätta tillverkningsföretaget levererar noggranna delar, minskar genomloppstider och erbjuder skräddarsydda lösningar för varje steg i din produkts utveckling.
Här är din handlingsplan för att gå vidare:
För prototyp- och utvecklingsprojekt
När hastighet och iteration är som viktigast, prioritera tillverkare som erbjuder snabb leveranstid och samarbete inom ingenjörsarbete. Företag som erbjuder anpassad metalllaserbeskärning med omedelbara offertsystem kan avsevärt påskynda din utvecklingscykel. Leta efter samarbetspartners som erbjuder omfattande DFM-stöd och som kan identifiera potentiella tillverkningsproblem innan beskärningen påbörjas.
För produktionsprogram
Långsiktig produktion kräver olika utvärderingskriterier. OEM-företag inom metallbearbetning och kontraktstillverkare som erbjuder schemalagda leveranser, lagerprogram och konsekvent kvalitetsdokumentation blir avgörande partners. Ett CNC-företag för metallbearbetning med robusta kvalitetssystem förhindrar avbrott i leveranskedjan som stör produktionsschemat.
Tänk på tillverkare som Shaoyi (Ningbo) Metallteknik , vilket är ett exempel på de IATF 16949-certifierade kvalitetsstandarderna som diskuteras genom hela den här guiden. Deras kombination av snabb prototypframställning på fem dagar, omfattande DFM-stöd och offertomgång på tolv timmar visar hur ledande OEM-CNC-företag för metallbearbetning accelererar bilindustrins leveranskedja för chassin, upphängning och strukturella komponenter – från initialt koncept till automatiserad massproduktion.
Bygga Långsiktiga Relationer
De bästa tillverkningspartnerskapen går längre än enbart transaktionella offertförfrågningar. TMCO betonar att valet av partner inte bara handlar om det aktuella projektet – det handlar om att bygga ett långsiktigt partnerskap baserat på förtroende, prestanda och gemensamma mål. Ett pålitligt företag för CNC-bearbetning av metall blir en utvidgning av ditt ingenjörsteam, föreslår förbättringar och förutser utmaningar innan de påverkar din tidsplan.
En komplettlösningstillverkningspartner hanterar ditt projekt från idé till färdigställning – vilket eliminerar ineffektiviteter i samordningen av flera leverantörer samtidigt som fullständig genomskinlighet bibehålls under hela produktionsprocessen.
Du förstår nu hur olika skärteknologier fungerar, vilka metoder som är lämpliga för specifika material och vilka kvalitetskrav du kan förvänta dig från professionella tillverkare. Du vet hur du förbereder dina projekt för framgång och hur du systematiskt utvärderar potentiella samarbetspartners. Vägen från offertförfrågan till färdiga delar är tydlig – ditt nästa projekt börjar med ett enda kontaktsamtal till en kvalificerad tillverkningspartner som matchar dina krav.
Vanliga frågor om metallskärningsföretag
1. Hur mycket kostar metallskärning?
Kostnaderna för metallskärning varierar beroende på materialtyp, tjocklek, skärmetod och komplexitet. Laserskärning ligger vanligtvis mellan 0,50 och 2 USD per linjär tum för plåt. Timpriser ligger i allmänhet mellan 20 och 30 USD. Plasmaskärning erbjuder lägre kostnader per fot för tjocka material, medan vattenskärning har högre priser på grund av långsammare hastigheter. Volymrabatter minskar avsevärt kostnaden per del vid serietillverkning, och sekundära operationer som böjning och ytbehandling ökar den totala kostnaden.
2. Skär en byggvaruhanda metallen åt dig?
Järnhandlare erbjuder begränsade tjänster för metallskärning, vanligtvis begränsade till rörsnitt och grundläggande skärning av tunna material. För precisionsbearbetning av plåt, anpassade former eller tjockare material behöver du professionella företag för metallskärning som är utrustade med laserskärnings-, vattenstrål- eller plasmaanläggningar. Dessa tillverkare hanterar CAD-filer, upprätthåller strikta toleranser och erbjuder sekundära bearbetningssteg som järnhandlare inte kan erbjuda.
3. Hur får man ett stycke metall skuret?
För att få metall skuren professionellt ska du förbereda dina designfiler i DXF- eller STEP-format, ange materialtyp och tjocklek samt kontakta ett företag för metallskärning för ett prisförslag. De flesta tillverkare accepterar filöverlämningar via internet och ger prisförslag inom 12–24 timmar. Inkludera krav på toleranser, önskad kvantitet samt eventuella sekundära bearbetningssteg, såsom böjning eller ytbehandling. För enkla skärningar erbjuder vissa onlinebaserade tillverkningstjänster direktprissättning med leverans inom bara några dagar.
4. Vad är skillnaden mellan laserskärning och plasmaskärning?
Laserstädning använder en fokuserad ljusstråle och uppnår toleranser på ±0,005 tum, vilket är idealiskt för tunna till medeltjocka material som kräver hög precision och rena kanter. Plasmaskärning använder överhettad joniserad gas och kan bearbeta tjocka ledande metaller 3–4 gånger snabbare än andra metoder, men med bredare toleranser på ca ±0,020 tum. Välj laser för komplexa designlösningar och exakta passformar; välj plasma för tjock strukturstålsplåt där hastighet och kostnad är viktigare än kvaliteten på skärkanten.
5. Vilka certifieringar bör jag leta efter hos ett metallskärningsföretag?
ISO 9001-certifiering visar grundläggande kvalitetsstyrningssystem. För fordonsrelaterade tillämpningar visar IATF 16949-certifiering att företaget uppfyller fordonsindustrins särskilda krav, inklusive PPAP-dokumentation. Leverantörer till flyg- och rymdindustrin behöver AS9100-certifiering, medan tillverkare av medicintekniska produkter kräver ISO 13485. Dessa certifieringar bekräftar att företaget har dokumenterade processer, kalibrerad utrustning och systematiska kvalitetskontroller som är väsentliga för reglerade branscher.