 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Låser upp prestanda: Lättviktiga bilkomponenter med smidning
TL;DR
Att lättlasta bilkomponenter med smidning är en avgörande tillverkningsstrategi för att skapa starkare, lättare och mer slitstarka delar. Genom att använda material som aluminium och avancerade höghållfasta stål producerar smidningsprocessen komponenter med överlägsen kornstruktur och bärande kapacitet i förhållande till vikt. Denna metod är avgörande för att minska fordonets totala vikt, vilket direkt förbättrar bränsleeffektiviteten, förbättrar fordonsdynamiken och minskar utsläppen utan att kompromissa med säkerhet eller prestanda.
Varför och vad gäller lättvikt i fordonsindustrin med smidning
Fordonslätvikt är en metod där man strategiskt minskar ett fordon totalvikt för att förbättra dess prestanda och effektivitet. Detta koncept har blivit en grundsten inom modern fordonsutveckling, driven av stränga utsläppsförordningar och konsumenternas efterfrågan på bättre bränsleekonomi. Enligt forskning från institutioner som RWTH Aachen University är lätta fordon en nyckelteknik för att minska bränsleförbrukningen och CO2-utsläppen samtidigt som man ökar kördynamik och komfort. Ett lättare fordon kräver mindre energi för att accelerera och upprätthålla hastighet, vilket leder till betydande effektivitetsvinster.
Fördelarna med att minska fordonets vikt sträcker sig bortom bränslebesparingar. Ett lättare fordon visar förbättrad väghållning, snabbare acceleration och kortare bromssträcka, vilket bidrar till en säkrare och mer responsiv körupplevelse. För elfordon (EV) är viktreduktion ännu viktigare, eftersom den kan kompensera för den betydande vikten av batteripacken och förlänga fordonets räckvidd på el. Enligt U.S. Department of Energy kan en 10 % minskning av fordonets vikt resultera i en förbättring av bränsleekonomin med 6–8 %.
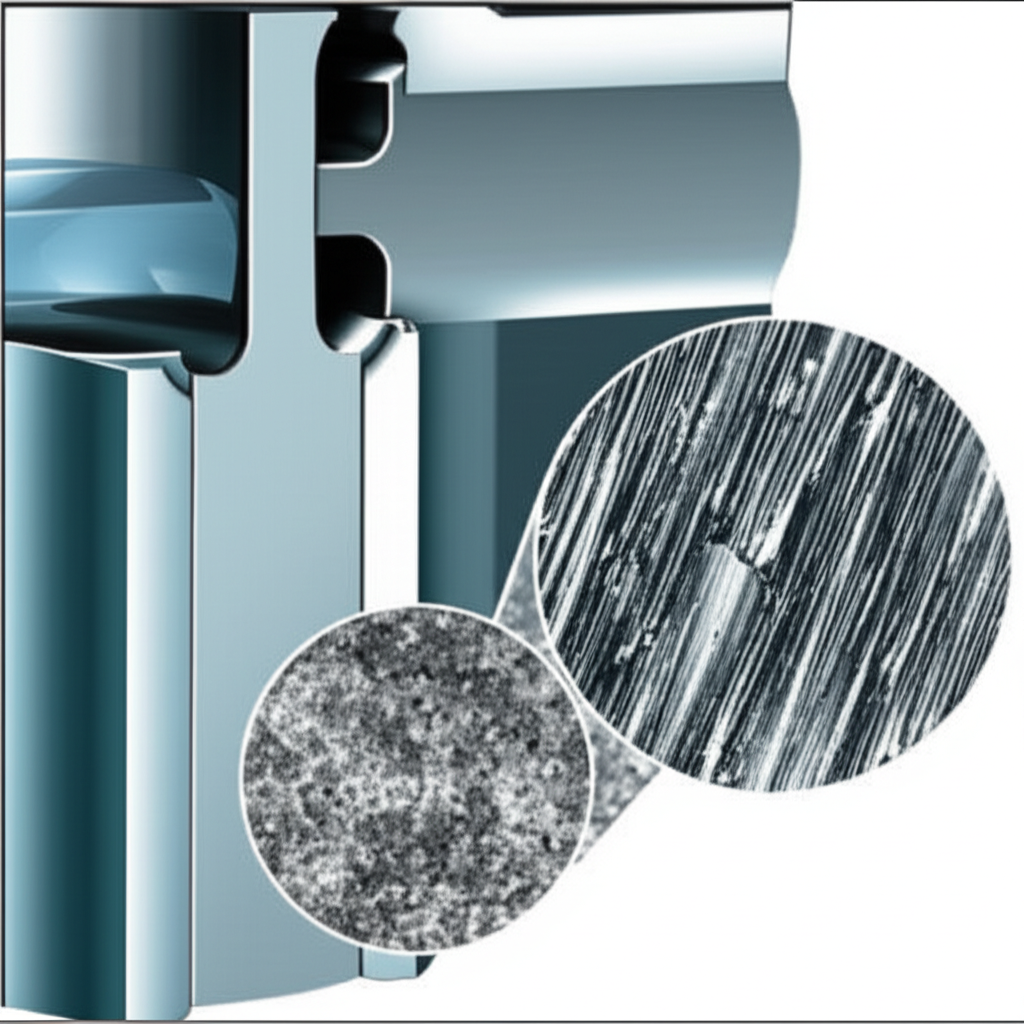
Här spelar smidning en avgörande roll. Smidning är en tillverkningsprocess som formar metall genom lokaliserade tryckkrafter. Till skillnad från gjutning, där smält metall hälls i en form, förbättrar smidning metallens kornstruktur genom att rikta den efter delens form. Denna process eliminerar porositet och skapar komponenter som är avsevärt starkare och mer slitstarka än motsvarande gjutna eller bearbetade delar. Denna inneboende styrka gör att ingenjörer kan designa delar som är tunnare och lättare utan att offra strukturell integritet, vilket gör smidning till en idealisk lösning för tillverkning av komponenter utsatta för hög belastning inom bilindustrin.
Nyckelmaterial för smidda lättviktskomponenter
Materialvalet är grundläggande för framgången med att lättga forgningsdelar inom bilindustrin. Målet är att hitta material som erbjuder ett högt hållfasthets-till-viktförhållande, hållbarhet och kostnadseffektivitet. De två dominerande materialkategorier på detta område är aluminiumlegeringar och avancerade höghållfasta stål (AHSS).
Aluminiumlegeringar: Aluminium har blivit ett standardmaterial för lättvikt i bilindustrin. Dess främsta fördel är densitet—cirka en tredjedel av ståls—kombinerat med utmärkt hållfasthet när det legeras och formas genom smidning. Företag inom smidning investerar alltmer i aluminiumproduktion för att möta efterfrågan. Smidda aluminiumdelar, såsom upphängningsnavar, reglagearmar och hjulramar, minskar bilens outfjädrade massa avsevärt, vilket förbättrar komforten och köregenskaperna. Processen gör det möjligt att skapa komplexa former optimerade för både vikt och hållfasthet, vilket gör den oersättlig för moderna fordonschassin och upphängningssystem.
Avancerade högfasthetsstål (AHSS): Även om aluminium är ett populärt val, fortsätter stål att vara ett avgörande material inom fordonsindustrin. AHSS och mikrolegerade stål erbjuder exceptionell draghållfasthet, vilket möjliggör konstruktion av komponenter med tunnare tvärsnitt som ändå uppfyller stränga säkerhets- och prestandakrav. Viktiga motor- och växellådekomponenter, såsom vevaxlar och drivstänger, tillverkas ofta av smidd höghållfast stål. Dessa material kan tåla enorm belastning och höga temperaturer, vilket säkerställer pålitlighet i drivlinan där haveri inte är ett alternativ.
För att ge en tydligare jämförelse sammanfattar tabellen nedan de viktigaste egenskaperna hos dessa primära material som används inom bilsmidning:
| Material | Nyckelegenskaper | Fördelar | Vanliga smidda tillämpningar |
|---|---|---|---|
| Aluminiumlegeringar | Låg densitet, hög korrosionsbeständighet, god formbarhet | Betydande viktreduktion, förbättrad köregenskaper (lägre odefinierad massa) | Fjädringskomponenter (väglägesreglering, gafflar), chassidelar, hjulramar, dämparstödbäringar |
| Stål av hög hållfasthet | Mycket hög dragstyrka, utmärkt motståndskraft mot utmattning, kostnadseffektiv | Överlägsen styrka för kritiska bärande delar, hållbarhet | Motordelar (viggaxlar, drivstänger), växellådskugghjul, drivaxlar, styrkomponenter |
Kärnsmidningsprocesser och -tekniker
Smidningsprocessen är inte en universalösning; olika tekniker används för att tillverka den mångfald av komponenter som krävs inom bilindustrin. Valet av process beror på delens komplexitet, det använda materialet och den erforderliga produktionsvolymen. De främsta metoderna inkluderar formgivning (slutet formsmide), öppet formsmide och precisions-smide.
Formgivning (slutet formsmide): Detta är den vanligaste smideprocessen för fordonsdelar. I denna metod placeras ett metallbearbetat arbete mellan två formningar som innehåller ett exakt avtryck av den önskade delen. När molnen trycker ihop flödar metallen och fyller hålet, vilket skapar en komponent med en bestämd form och utmärkt dimensionell noggrannhet. Denna process är idealisk för massproducerade delar som anslutningsstänger, växlar och hängkomponenter som kräver hög hållfasthet och konsistens.
Öppen formgjutning: Vid öppet formgjutning formas arbetsstycket mellan platta eller enkla formgjutningar som inte helt omsluter metallen. Operatören manipulerar arbetsstycket för att uppnå önskad form. Även om denna metod är mindre exakt än stängd formning, är den mycket mångsidig och lämplig för att skapa stora, enkla komponenter som axlar eller för första formningen (förformningar) innan en mer raffinerad formningsprocess.
Med en bredd av högst 10 mm men högst 150 mm Medan tekniken har utvecklats har även smidets precision ökat. Precisionssmide eller nära-nätsmide producerar delar som är mycket nära sina slutgiltiga dimensioner. Denna teknik minimerar behovet av efterföljande bearbetning, vilket spar material, tid och kostnader. Den är särskilt värdefull för tillverkning av komplexa och invecklade delar, såsom växellådsgear och differentialkomponenter, där stränga toleranser är avgörande.
Utförandet av dessa avancerade smidesprocesser kräver betydande expertis och specialiserad utrustning. Till exempel specialiserar sig leverantörer som Shaoyi Metal Technology på IATF16949-certifierat varmsmide för fordonssektorn och erbjuder tjänster från prototypframställning till massproduktion. Sådana specialiserade företag spelar en avgörande roll i leveranskedjan genom att möjliggöra för bilproducenter att dra full nytta av lättviktskonstruktion via smide.
Tillämpningar och fördelar i moderna fordon
Användningen av lättviktssmågjorda delar är spridd över nästan alla kritiska system i en modern fordon. Genom att ersätta tyngre gjutna eller bearbetade komponenter med starkare, lättare smågjorda alternativ uppnår tillverkare ackumulerade viktsänkningar som omvandlas till påtagliga prestandafördelar. Dessa tillämpningar koncentreras vanligtvis till områden utsatta för hög belastning och cyklisk påfrestning.
- Motor & Drivlina: Fordonets hjärta drar stora fördelar av smidesprocessen. Vevaxlar, drivstänger och kamaxlar är smågjorda i höghållfast stål för att tåla de extrema krafterna från förbränning och rotation. Att minska vikten på dessa roterande och reciprokera delar minskar trögheten, vilket gör att motorn kan svara snabbare och arbeta mer effektivt.
- Chassin och upphängning: Detta är ett primärt område för aluminiumforgning. Komponenter som styrleder, styrväxlar och underredsstyrningar forgas ofta i aluminiumlegeringar. Genom att minska denna "odämpade vikt" (massan som inte bärs av upphängningen) kan hjulen följa vägytan mer effektivt, vilket leder till bättre styrning, grepp och komfort i körningen.
- Växellåda och drivlina: Växlar, utgående axlar och universalknutar forgas för maximal hållfasthet och utmattningstånd. Att minska vikten på dessa komponenter minskar den roterande massan, vilket förbättrar accelerationen och den totala effektiviteten i drivlina. Håliga axlar, tillverkade genom specialiserade forgningsprocesser, är ett utmärkt exempel på designoptimering inom detta område.
- Bromssystem: Forgade bromsbackar erbjuder en kombination av styvhet och låg vikt, vilket förbättrar bromsresponsen och värmeavgivningen. Deras hållfasthet säkerställer att de inte böjer sig under högt tryck, vilket ger konsekvent och pålitlig bromskraft.
Smidning kontra alternativa metoder: En jämförelse av styrka och vikt
När man väljer en tillverkningsprocess för kritiska fordonskomponenter jämför ingenjörer ofta smidning med gjutning och bearbetning. Även om varje metod har sin plats erbjuder smidning tydliga metallurgiska fördelar, särskilt för delar där styrka och pålitlighet är avgörande.
Det främsta fördelen med smidning ligger i dess inverkan på metallets inre kornstruktur. Den enorma tryckkraften vid smidningsprocessen förfinar kornet och tvingar det att strömma längs delens konturer. Denna kontinuerliga kornflöde resulterar i en komponent med exceptionell dragstyrka, seghet och motståndskraft mot slag och utmattningsbrott. I motsats till detta innebär gjutning att hälla flytande metall i en form, vilket kan leda till en mer slumpmässig kornstruktur och risk för dold porositet, vilket från början gör delen svagare. Fräsning, som innebär att skära ut en del från en solid metallblock (billet), skapar inget kornflöde utan tvärtom skär genom de befintliga kornlinjerna, vilket kan skapa spänningspunkter och göra delen mer benägen att gå sönder under belastning.
Denna strukturella överlägsenhet är anledningen till att smidda delar är avsevärt starkare än fräsade eller gjutna delar av samma material och dimension. Den ökade hållfastheten möjliggör det som kallas "lätta konstruktioner", där en smidd komponent kan utformas med mindre material – och därmed mindre vikt – samtidigt som den fortfarande överträffar prestandan hos en tyngre del tillverkad med en annan metod. För säkerhetskritiska applikationer som upphängning och styrkomponenter gör smidningens pålitlighet och hållfasthet att det blir det bästa valet. Även om verktygskostnaderna vid smidning initialt kan vara högre, gör den långsiktiga slitstyrkan och potentialen för massminskning att det ofta blir den mest effektiva lösningen för högpresterande fordonsapplikationer.
Vanliga frågor
1. Vilka material används inom fordonslättningskonstruktion?
De främsta materialen inkluderar avancerade aluminiumlegeringar och höghållfasta stål. Aluminium föredras för sin låga densitet och används ofta för chassin och upphängningsdelar. Hållfasta stål används för kritiska motor- och drivlinskomponenter som kräver extrem hållbarhet och motståndskraft mot utmatning. Andra material som magnesiumlegeringar och kolcomposite används också, men smidda aluminium- och ståldelar är vanligast för strukturella delar.
2. Vilka motordelar bör vara smidda?
Motordelar utsatta för hög belastning, temperatur och cyklisk påfrestning bör smidas för maximal tillförlitlighet. Detta inkluderar kritiska komponenter såsom vevaxlar, drivstänger, kolvar och kamaxlar. Smedning säkerställer att dessa delar har den styrka och utmattningsmotstånd som krävs för att klara den krävande miljön inuti en motor.
3. Vilka är de fyra typerna av smidesprocesser?
De huvudsakliga metoder som behandlas i artikeln är tryckpress smide (eller stängd smide), öppen smide och precisionssmide. I fordonsindustrin är trycktryckssmedansformning den vanligaste för att producera komplexa, starktfasade delar i stora volymer, och precisionssmedansformning är en avancerad teknik som används för att minimera efterbehandling. Andra huvudtyper som inte beskrivs här är kallsmedning och sömlös ringsmedning.
4. För att Är smidda delar starkare än bearbetade delar?
Ja, smidda delar är betydligt starkare. Förfalskningsprocessen skapar ett kontinuerligt kornflöde som följer delen, vilket ökar dess strukturella integritet, lutbarhet och motståndskraft mot trötthet. Bearbetningen skär genom metallens naturliga kornstruktur, vilket kan skapa svaga punkter. Denna överlägsna styrka gör det möjligt att göra smidda komponenter lättare än bearbetade delar samtidigt som de ger bättre prestanda och hållbarhet.