 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Hur högpresterande tryckgjutning driver innovation inom bilindustrin

TL;DR
Högpresterande bilindustrins tryckgjutning är en tillverkningsprocess där smält metall, till exempel aluminium eller zink, injiceras i en form under extremt högt tryck. Denna metod producerar starka, lättviktiga och mycket exakta komponenter som är avgörande för moderna fordon. Tekniken är viktig för att förbättra bränsleeffektiviteten, förbättra den totala prestandan och möjliggöra de avancerade konstruktioner som krävs för såväl förbränningsmotorer (ICE) som elbilar (EVs).
Förståelse av högpresterande bilindustrins tryckgjutning
Automobil die-castning är en grundläggande tillverkningsprocess som skapar komplexa och dimensionsmässigt exakta metallkomponenter genom att pressa smält metall i en återanvändbar stålmall, känd som en form. I högprestandaillämpningar förfinas denna process för att producera komponenter som uppfyller stränga krav på hållfasthet, vikt och precision. Användningen av högt tryck säkerställer att den smälta metallen fyller varje detalj i formen, vilket resulterar i en nätnära formad del som kräver minimal sekundär bearbetning.
Denna teknik är central för produktionen av många kritiska fordonskomponenter. Bilproducenter är beroende av die-castning för delar som är både lätta och slitstarka, vilket direkt bidrar till fordonets säkerhet och effektivitet. Som beskrivs av experter på Autocast Inc. , är processen avgörande för tillverkning av allt från motorblock och växellådsgehäus till strukturella chassikomponenter. Till exempel minskar tryckgjutna aluminiummotorblock den totala motorns vikt, vilket förbättrar accelerationen och bränsleekonomin, medan deras exakta design bidrar till effektiv värmeavgivning.
Tillämpningarna sträcker sig genom hela fordonet. Viktiga exempel på tryckgjutna delar som framhävs i branschanalyser från Transvalor inkludera:
- Motorkomponenter: Cylinderhuvuden och motorblock som är lättviktiga och robusta.
- Växellådsgehåll: Stela och dimensionsstabile hus för effektiv kraftöverföring.
- Chassi- och strukturella delar: Fjädringsfästen och styrledningar med högt hållfasthets-till-viktförhållande.
- Elektronikhus: Skyddshöljen för sensorer, växellådor och motorer.
- Bromskomponenter: Bromsbackar som kräver hög hållfasthet och precision för säkerheten.
Införandet av högpresterande formsprutgjutning erbjuder en rad fördelar som direkt översätts till bättre fordon. Genom att skapa lättviktiga delar minskas fordonets tomviktsvikt, vilket är en primär faktor för förbättrad bränsleeffektivitet och minskade utsläpp. Vidare leder precisionen i formsprutgjutna komponenter till jämnare motorfunktion, mer responsivt handhavande och ökad övergripande hållbarhet. Processen är också mycket effektiv, vilket möjliggör snabba produktionscykler och kostnadseffektiv tillverkning av stora serier.
Kernprocesser och tillverkningsöverväganden
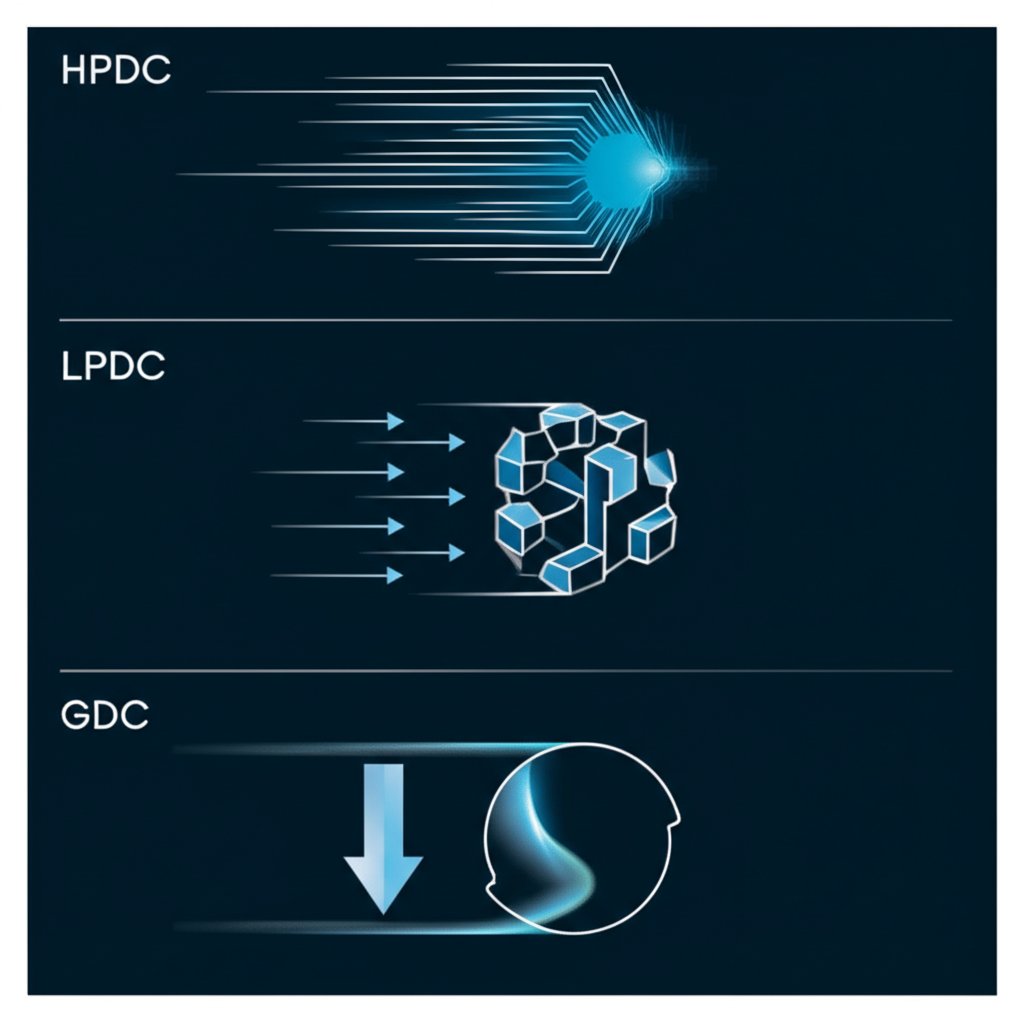
Världen av formsprutgjutning är inte monolitisk; det finns flera skilda processer, var och en anpassad till olika material och komponentkrav. De tre främsta metoderna är högtrycks-formsprutgjutning (HPDC), lågtrycks-formsprutgjutning (LPDC) och gravitationsformsprutgjutning (GDC). Att förstå deras skillnader är nyckeln till att förstå varför HPDC är så vanligt inom högpresterande fordonsapplikationer.
HPDC, som namnet antyder, injicerar smält metall vid extremt höga hastigheter och tryck. Enligt DyCast Specialties Corporation är denna metod idealisk för tillverkning av stora volymer komplexa, tunnväggiga delar med utmärkt dimensionell precision och släta ytor. HPDC delas själv i två huvudkategorier: varmkammarmetoden, som används för legeringar med låg smältpunkt som zink, och kallkammarmetoden, som används för legeringar med hög smältpunkt som aluminium. Kallkammarmetoden dominerar inom bilindustrin för tillverkning av stora strukturella delar som motorblock och växellådsgehäus.
Medan formsprutgjutning är utmärkt för komplexa delar i nära slutgiltig form, är andra högpresterande tillverkningsprocesser som smidning avgörande för komponenter som kräver maximal hållfasthet och utmattningsmotstånd. Företag som Shaoyi (Ningbo) Metallteknik specialiserar sig exempelvis på smidning för fordonsindustrin och erbjuder en annan möjlighet att tillverka robusta fordonsgod genom en process där metallen formas med tryckkrafter.
HPDC har dock sina utmaningar. En huvudsaklig nackdel är risken för porositet, där små hål eller tomrum bildas i gjutdelen på grund av innesluten gas. Detta kan försämra komponentens mekaniska egenskaper. För att bekämpa detta används avancerade tekniker som Transition Flow Filling Method (TFFM) för att minimera innesluten gas, enligt AdvanTech International . Nedan följer en jämförelse av de viktigaste gjutprocesserna:
| Process | Huvudkännetecken | Bäst för | Vanliga fordonsapplikationer |
|---|---|---|---|
| Högtrycksdiesgjutning (HPDC) | Mycket hög hastighet, hög precision, slät yta, risk för porositet. | Stora serier, komplexa och tunnväggiga delar. | Motorblock, växellådsgehåll, elektronikhus, strukturella komponenter. |
| Lågtrycksformgjutning (LPDC) | Lägre fyllningshastighet, god strukturell integritet, mindre turbulens. | Stora, symmetriska och strukturellt robusta komponenter som kräver hög integritet. | Hjul, upphängningsdelar och andra säkerhetskritiska komponenter. |
| Gravitationsgjutning (GDC) | Använder gravitation för att fylla formen, enkel process, resulterar i täta delar. | Tillverkar starka, högintegritetsdelar med minimal porositet. | Bromsbackar, kolv och andra delar som kräver hög hållfasthet. |
Nyckelmaterial i die-casting med hög prestanda
Valet av material är lika viktigt som gjutprocessen själv. Inom bilindustrins die-casting väljer ingenjörer främst bland ett antal icke-järnlegeringar, där aluminium, zink och magnesium är de mest framträdande. Varje material erbjuder en unik kombination av egenskaper som gör det lämpligt för specifika tillämpningar, vilket direkt påverkar fordonets prestanda, vikt och hållbarhet.
Aluminium är arbetshesten inom bilindustrins die-casting. Kombinationen av låg vikt, hög hållfasthet, utmärkt korrosionsbeständighet och god värmeledningsförmåga gör det till ett idealiskt val för ett brett utbud av komponenter. Som detaljerats av tillverkningsexperter på Dynacast , tunnväggiga aluminiumgjutgods tål de högsta driftstemperaturerna av alla smidgodslegeringar, vilket gör dem perfekta för motorblock, växellådsgehäus och kylflänsar. Strävan efter lättvikt för att förbättra bränsleeffektiviteten har gjort aluminium till ett oersättligt material.
Zinklegeringar är ett annat populärt val, särskilt för delar som kräver invecklad detaljrikedom och en högkvalitativ ytfärdig. Zinkens flytighet gör att det kan fylla tunnväggiga, komplexa sektioner i en form med exceptionell precision, ofta utan behov av sekundära operationer. Det används vanligen för mindre, detaljerade komponenter som elektronikgehäus, inredningskosmetiska delar och komplexa sensorhöljen. Vidare håller formar som används för zinkgjutning betydligt längre än de för aluminium, vilket gör det till ett kostnadseffektivt alternativ för stora serietillverkningar.
Magnesium sticker ut som det lättaste av alla konstruktionsmetaller. Dess främsta fördel är dess exceptionella hållfasthets-till-viktförhållande, vilket gör det till ett premiumval för tillämpningar där viktminskning är den absoluta prioriteringen. Magnesiumkomponenter finns ofta i högpresterande fordon, till exempel i inre ramverk, rattkärnor och instrumentpaneler. Användning av avancerade processer som Thixomolding kan ytterligare förbättra kvaliteten och användningsområdet för magnesiumdelar.
| Material | Nyckelegenskaper | Kosta | Vanliga automobilanvändningsområden |
|---|---|---|---|
| Aluminium | Låg vikt, hög hållfasthet, utmärkt värmeledning, korrosionsbeständig. | Moderat | Motorblock, växellådsgehäus, chassikomponenter, kylflänsar, BEV-motorgehäus. |
| Zink | Hög strömningsförmåga för komplexa former, utmärkt ytkvalitet, hög slitstyrka. | Lägre (med beaktande av verktygslivslängd) | Elektronikgehälen, sensorer, inredningskomponenter, kopplingar, växlar. |
| Magnesium | Extremt lättvikt, utmärkt hållfasthets-till-viktförhållande, god styvhet. | Högre | Instrumentpaneler, rattstommar, sätesramar, delramar. |

Framtiden för automobil die-casting: Innovationer för EV:er och elektronik
Bilindustrin genomgår en jättelik förskjutning mot elektrifiering och autonom körning, och die-casting-tekniken utvecklas snabbt för att möta dessa nya utmaningar. Framtiden för högpresterande die-casting är oupplösligt förbunden med kraven från elfordon (EV) och spridningen av avancerad elektronik. Denna utveckling handlar inte bara om att förbättra befintliga delar; det handlar om att möjliggöra helt nya fordonssarkitekturer.
För elfordon är lättvikt än viktigare än för traditionella fordon, eftersom det direkt påverkar räckvidd och prestanda. Sprutgjutning spelar en avgörande roll i tillverkningen av stora, enhetliga strukturella komponenter – en trend som ofta kallas för 'gigagjutning'. Det innebär att stora delar, som exempelvis en hel fordonshjulram eller ett batterifack, gjuts som en enda enhet. Denna metod slår ihop hundratals mindre stansade och svetsade delar till en enda, vilket drastiskt förenklar monteringen, minskar vikten och sänker kostnaderna. Dessa stora aluminiumgjutningar är avgörande för att innehållet och skydda tunga batteripaket samtidigt som de bidrar till fordonets strukturella styvhet.
Samtidigt har utvecklingen av avancerade förarstödsystem (ADAS) och uppkoppling i fordon lett till en explosion av antalet sensorer, kameror och elektroniska styrenheter (ECU) i ett fordon. Var och en av dessa komponenter kräver exakt tillverkade, elektromagnetiskt skärmade höljen. Tryckgjutning, särskilt med legeringar av zink och aluminium, är den idealiska processen för att skapa dessa komplexa, tunnväggiga inkapslingar. Tryckgjutningens möjlighet att skapa nätnära former gör att komplicerade detaljer som kylflänsar och monteringspunkter kan integreras direkt i delen, vilket sparar utrymme och förbättrar värmeavgiften för känslig elektronik.
Tekniska framsteg inom själva gjutprocessen driver också gränserna för vad som är möjligt. Innovationer såsom vakuumassisterat gjutning och avancerad moldflödessimuleringsprogramvara gör det möjligt att tillverka delar med lägre porositet, högre hållfasthet och till och med svetsbara egenskaper. Dessa framsteg är avgörande för tillverkning av säkerhetskritiska strukturella komponenter och läckagetäta batterihus för EV:er. När branschen går framåt kommer formsprutgjutning att fortsätta vara en nyckelfaktor för säkrare, mer effektiva och mer hållbara fordon.
Vanliga frågor
1. Vilka är nackdelarna med HPDC?
Den främsta nackdelen med högtrycksformgjutning (HPDC) är risken för porositet. Eftersom smält metall injiceras i hög hastighet kan gaser fastna i formen och bilda små hålrum i den färdiga delen. Denna porositet kan försvaga komponenten och kan göra den olämplig för tillämpningar som kräver värmebehandling eller svetsning. Moderna tekniker som vakuumhjälp och avancerad formdesign hjälper dock till att minska detta problem.
2. Vad är skillnaden mellan HPDC, LPDC och GDC?
Som detaljerat i huvuddelen av artikeln ligger den avgörande skillnaden i det tryck och den hastighet som används för att fylla formen. HPDC använder mycket högt tryck för snabb, högvolymsproduktion av komplexa delar. LPDC använder lägre tryck för en långsammare, mer kontrollerad fyllning, idealiskt för strukturellt robusta komponenter som hjul. GDC förlitar sig uteslutande på gravitation, vilket resulterar i täta, starka delar men med en mycket långsammare produktionscykel.
3. Vad är fyllningsgraden för HPDC?
Fyllningsgraden i HPDC avser volymen av smält metall som hälls in i injektionsskålen jämfört med skålens totala volym. Forskning visar att en fyllningsgrad på 60–70 % ofta rekommenderas. Detta hjälper till att minimera mängden luft som pressas in i formhålan tillsammans med metallen, vilket minskar gasinneslutningar och porositet i den färdiga komponenten.