 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Viktiga toleranser vid smidning för bilprestanda
Viktiga toleranser vid smidning för bilprestanda

TL;DR
Smidestoleranser för fordonsspecifikationer är en kritisk uppsättning tillåtna dimensionsavvikelser som styr precisionen i tillverkade fordonskomponenter. Att följa stränga toleranser är avgörande för att säkerställa att delar passar korrekt, fungerar tillförlitligt under belastning och uppfyller bilindustrins krävande krav på säkerhet och effektivitet. Att uppnå denna precision förbättrar komponenternas hållfasthet, minimerar materialspill och är grundläggande för produktion av högpresterande, pålitliga fordon.
Definition av smidestoleranser: Grunden för precisionsframställning
Inom tillverkning är tolerans den tillåtna gränsen för variation i en fysisk dimension av en del. Smeditoleranser definierar specifikt det acceptabla avvikelseintervallet från de nominella måtten som anges i en teknisk ritning. Detta är inte godtyckliga siffror; de är en avgörande parameter som säkerställer att komponenter passar och fungerar korrekt inom en större konstruktion, till exempel en fordonsmotor eller upphängningssystem. Enligt branschresurser som Engineers Edge , måste dessa toleranser ta hänsyn till faktorer som är inneboende i smedeprocessen, inklusive verktygsslitage, materialkrympning under kylning samt potentiell feljustering mellan övre och undre verktyg.
Smidnings toleranser kategoriseras vanligtvis som antingen "vanliga" eller "speciella". Vanliga toleranser, som gäller när ingen specifik standard nämns, delas vidare upp i "kommersiell standard" för allmän praxis och "nära standard" för arbete som kräver extra precision och högre kostnad. Speciella toleranser definieras uttryckligen på tekniska ritningar för kritiska mått där precision är av yttersta vikt. Tänk dig att du monterar en motor med hög prestanda: medan blocket i stort har en viss acceptabel storlek (kommersiell tolerans) krävs en mycket tätare, specifik clearance för kolvarna inuti cylindrarna (speciell tolerans) för att säkerställa optimal kompression och effekt.
I slutändan utgör smidningstoleranser ett förhandlat avtal mellan konstruktören och smidningsleverantören. Som förklarat av Queen City Forging , måste de bedömas fall för fall eftersom de direkt påverkas av delens design och de specifika tillverkningstekniker som används. Denna grundläggande förståelse av toleranser är det första steget mot att skapa komponenter som uppfyller kraven i varje högpresterande bransch.
Den kritiska rollen av strama toleranser inom bilindustrin
Bilindustrin arbetar under stor press att leverera fordon som är säkra, pålitliga, bränsleeffektiva och högpresterande. Högprecisions smidning med strama toleranser är en grundläggande tillverkningsprocess som hjälper till att möta dessa krav. När bilkomponenter formsmidas enligt exakta specifikationer sprider sig fördelarna över hela fordonet, från prestanda till livslängd. Den konsekventa dimensionella precisionen som uppnås genom precisionsmidning är avgörande för att tillverka delar som kan klara den extrema belastningen, vibrationerna och temperaturväxlingarna i daglig drift.
Fördelarna med att upprätthålla stränga toleranser vid smidning av fordonskomponenter är betydande och påverkar direkt slutprodukten när det gäller kvalitet och kostnadseffektivitet. Som detaljerat beskrivs i en guide av Sinoway Industry , är dessa fördelar mångfacetterade:
- Hög styrka och hållbarhet: Smidningsprocessen förbättrar metallets kornstruktur genom att anpassa den till komponentens form. Detta förstärker de mekaniska egenskaperna, vilket gör delarna mycket motståndskraftiga mot utmattning, stötar och slitage. Viktiga delar som vevaxlar, drivstänger och styrvägsknutar är beroende av denna smidda hållfasthet för att förhindra brott.
- Förbättrad säkerhet och pålitlighet: För säkerhetskritiska system som bromsar och fjädring finns det ingen marginal för fel. Exakta toleranser säkerställer att komponenterna passar och fungerar tillsammans felfritt, vilket minskar risken för mekaniskt fel. Studier har visat att komponenter med exakta toleranser kan förbättra den totala prestandan och tillförlitligheten avsevärt.
- Viktminskning: Modern bilkonstruktion prioriterar viktminskning för att förbättra bränsleeffektiviteten. Högprecisions smidning kan skapa starka, lättviktiga delar och eliminera onödig materialanvändning utan att kompromissa med strukturell integritet. Detta hjälper tillverkare att uppfylla allt strängare krav på utsläpp och bränsleekonomi.
- Kostnadseffektivitet i stor skala: Även om uppnående av tätare toleranser kan kräva mer avancerad verktygstillverkning, är smidningsprocessen mycket effektiv för produktion i stora volymer. Den minimerar materialspill (eller flash) och reducerar ofta behovet av omfattande sekundär bearbetning, vilket leder till lägre kostnader per enhet vid massproduktion.
Navigering av smidningsstandarder och riktlinjer
För att säkerställa konsekvens och kvalitet inom branschen styrs smides toleranser ofta av etablerade standarder. Organisationer som American Society of Mechanical Engineers (ASME) och Deutsches Institut für Normung (DIN) tillhandahåller specifikationer som omfattar material, dimensioner och tryckklasser för smidda komponenter. Till exempel anger ASME B16.11-standarden detaljerade krav på smidda rörklämmor, medan DIN-standarder som DIN 1.2714 specificerar materialkvaliteter med hög slitstyrka lämpliga för slutna formsmide. Att följa dessa standarder säkerställer interoperabilitet och en kvalitetsbas för delar från olika leverantörer.
Den uppnåeliga toleransen beror också i hög grad på smidesmetoden. Vid öppetsmide, där metallen inte är helt innesluten av stämpeln, har man generellt löstare toleranser. I motsats till detta möjliggör slutetsmide (eller formsmide), där metallen pressas in i ett exakt bearbetat hålrum, mycket stramare dimensionskontroll. Denna precision är anledningen till att slutensmide övervägande föredras för komplexa fordonsdelar som växlar och upphängningskomponenter.
Följande tabell ger en allmän översikt över typiska toleranser för olika smidestyper, även om specifika värden kan variera beroende på delstorlek, material och komplexitet.
| Smidesmetod | Typiskt toleransområde | Vanliga fordonsapplikationer |
|---|---|---|
| Slutensmide / Formsmedning | ±0,5 mm till ±1,5 mm (kan vara stramare) | Stångkopplingar, växlar, krankaxlar, styrväglar |
| Öppet smide | ±1 mm till ±3 mm (eller ±0,03″ till ±0,125″) | Stora axlar, ringar, initial formning av ingotter |
| Precisionssmide (nätnära form) | ±0,1 mm till ±0,3 mm | Högpresterande växlar, turbinblad |
Viktiga design- och materialöverväganden för optimala smidtoleranser
Att uppnå optimala smidtoleranser handlar inte bara om att ange ett nummer; det är resultatet av en helhetsansats som börjar i designfasen. Flera nyckelfaktorer samverkar för att avgöra den slutliga precisionen hos en smidd komponent. Ingenjörer och konstruktörer måste balansera dessa överväganden för att skapa en del som både är tillverkningsbar och uppfyller prestandakraven. Som beskrivs i ett tekniskt dokument från Frigate Manufacturing , är en genomtänkt design grundläggande för framgång.
Följande överväganden är avgörande för de uppnåeliga toleranserna för alla smidda bilkomponenter:
- Delgeometri och komplexitet: Enklare former är från början lättare att smida med hög precision. Komplexa designlösningar med djupa håligheter, hårda hörn eller tunna väggar kan hindra metallflödet i verktyget, vilket leder till dimensionsvariationer. Generösa radier och avrundningar är avgörande för jämnt materialflöde och för att förhindra defekter.
- Materialval: Olika material beter sig olika under värme och tryck. Legeringar som stål, aluminium och titan har var och en unika värmeexpansionshastigheter, flödesegenskaper och krympning vid avsvalning. Valet av material påverkar direkt verktygsdesignen och de slutgiltiga toleranser som kan uppnås. Till exempel kräver aluminiums höga termiska ledningsförmåga andra processstyrningsmetoder än stål.
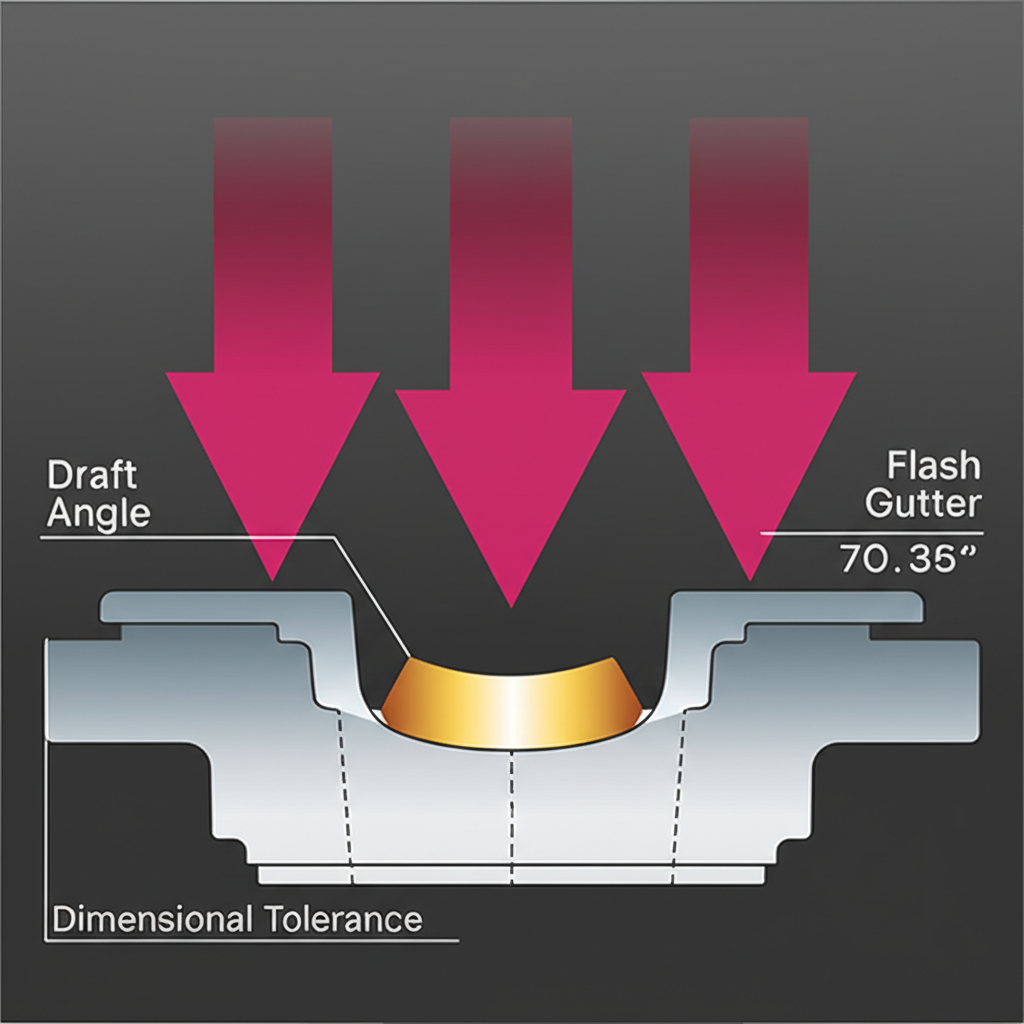
- Verktygsdesign och utdragningsvinklar: Verktyget självt är ett huvudverktyg som bestämmer delens form. Korrekt verktygsdesign, inklusive integrering av utdragningsvinklar (lätta avsmalningar på vertikala ytor), är avgörande för att den färdiga delen ska kunna tas ut utan skador. Otillräcklig utdragning kan orsaka deformation och försämra toleranser.
- Smidtemperatur och processstyrning: Temperaturen hos både arbetsstycket och verktygen måste noggrant kontrolleras. Variationer i temperatur kan leda till inkonsekvent materialflöde och krympning, vilket direkt påverkar måttlig noggrannhet. Automatiserade processer ger den konsekvens som krävs för högvolymproduktion inom bilindustrin.
Att lyckat navigera dessa faktorer kräver ofta samarbete med en smidespecialist. För företag som söker högkvalitativa komponenter är det avgörande att samarbeta med en erfaren leverantör. Till exempel Shaoyi Metal Technology erbjuder specialiserade IATF16949-certifierade varmsmides-tjänster för bilindustrin, vilket visar på expertis inom verktygstillverkning och processkontroll som krävs för att uppfylla stränga bilindustriella specifikationer från prototyp till massproduktion.

Vanliga frågor
1. Vad är DIN-standarden för smide?
DIN (Deutsches Institut für Normung) standarder omfattar olika aspekter av smidning. Ett relevant exempel är DIN 1.2714, en materialstandard för ett Cr-Ni-Mo-V-legerat stål som rekommenderas för slutna smidningar på grund av dess höga slagfasthet, nötfasthet och hårdhet. Denna standard säkerställer att materialet i sig är lämpligt för tillverkning av slitstarka, höghållfasta komponenter.
2. Vilken ASME-standard gäller för smidning?
ASME (American Society of Mechanical Engineers) tillhandahåller många standarder som är tillämpliga på smidning. En viktig sådan är ASME B16.11, som anger krav på smidda stålförbindningsdelar, inklusive deras tryckklasser, dimensioner, toleranser, märkning och materialkrav. Denna standard är avgörande för att säkerställa konsekvens och säkerhet i applikationer med högt tryck.
3. Vad är toleransen vid öppen smidning?
Sluten stämpel har normalt bredare toleranser jämfört med sluten stämpel eftersom arbetsstycket inte är helt inneslutet. Toleranser kan variera från ungefär ±0,03 tum till ±0,125 tum (cirka ±0,8 mm till ±3,2 mm) före bearbetning, beroende på komponentens storlek och komplexitet. Denna metod är mer lämplig för större delar eller initiala formningsoperationer där exakt precision är sekundär.