 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Smidda eller fabricerade delar: Vilken är starkare för konstruktioner?
TL;DR
För strukturella tillämpningar är smidda delar generellt starkare, mer slitstarka och pålitligare än konstruerade delar. Smidning formar metall med intensivt tryck och värme, vilket skapar en sammanhängande och riktad kornstruktur som förbättrar motståndskraften mot stötar och utmattning. Konstruktion, som innebär svetsning eller fogning av separata metallbitar, erbjuder större designflexibilitet och är ofta mer kostnadseffektiv för anpassade eller småserietillverkade projekt, men dess hållfasthet beror på kvaliteten på svetsfogarna.
Förstå de grundläggande processerna: Smidning och konstruktion
Att välja rätt tillverkningsprocess är avgörande för att säkerställa säkerhet, livslängd och prestanda hos strukturella komponenter. Valet mellan smidning och konstruktion hänger på att förstå hur varje metod fungerar i grunden och hur det påverkar den slutgiltiga produkten mekaniska egenskaper.
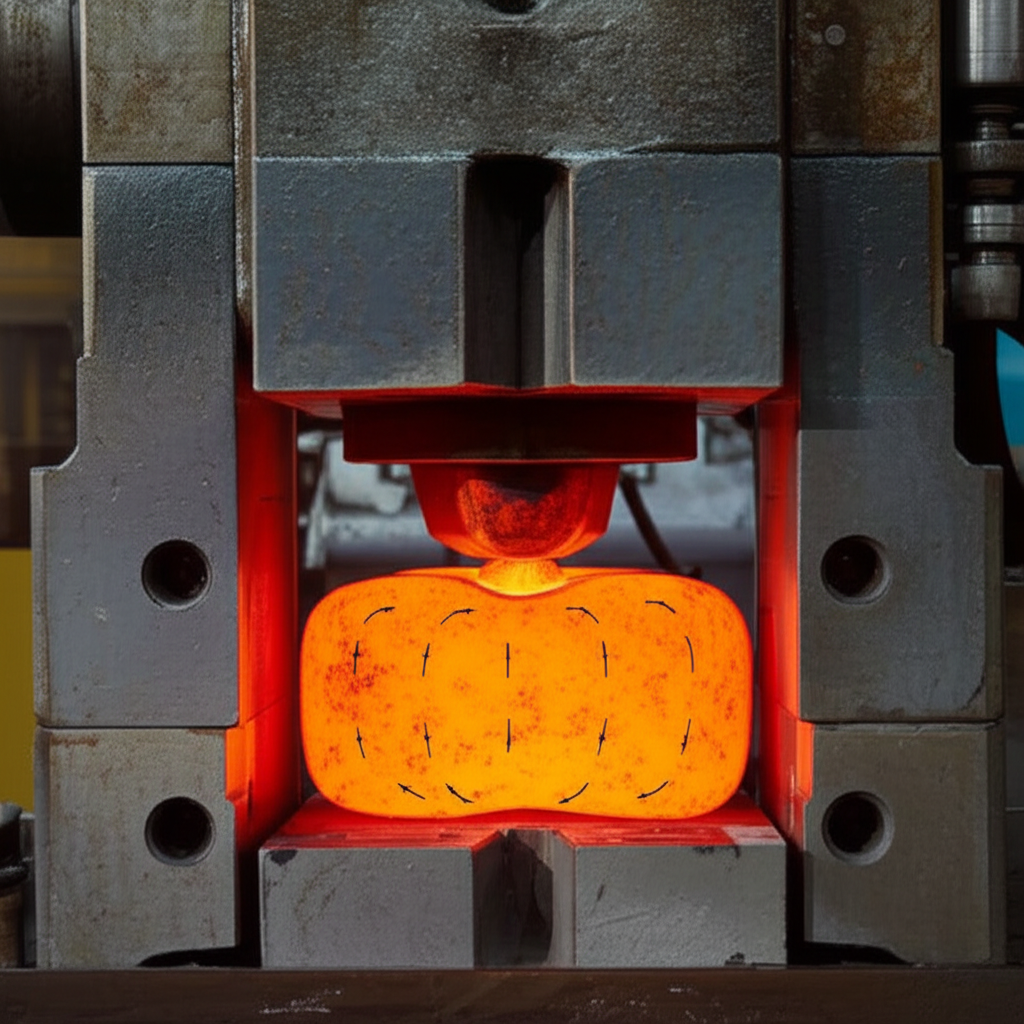
Smidning är en metallbearbetningsprocess som formar en enskild bit metall genom lokaliserade komprimerande krafter, ofta vid förhöjda temperaturer. Metallen värms tills den blir smidig och slås eller pressas därefter in i en form för att uppnå önskad form. Denna intensiva deformation förfinar metallets inre kornstruktur och anpassar den till delens konturer. Denna kontinuerliga kornflöde är huvudorsaken till att smidda delar uppvisar överlägsen styrka och slagstyrka, eftersom det eliminerar inre hålrum och ojämnheter som kan leda till komponentbrott vid påfrestning. Smidda delar är kända för sin höga dragstyrka, slagstyrka och utmattningstålighet.
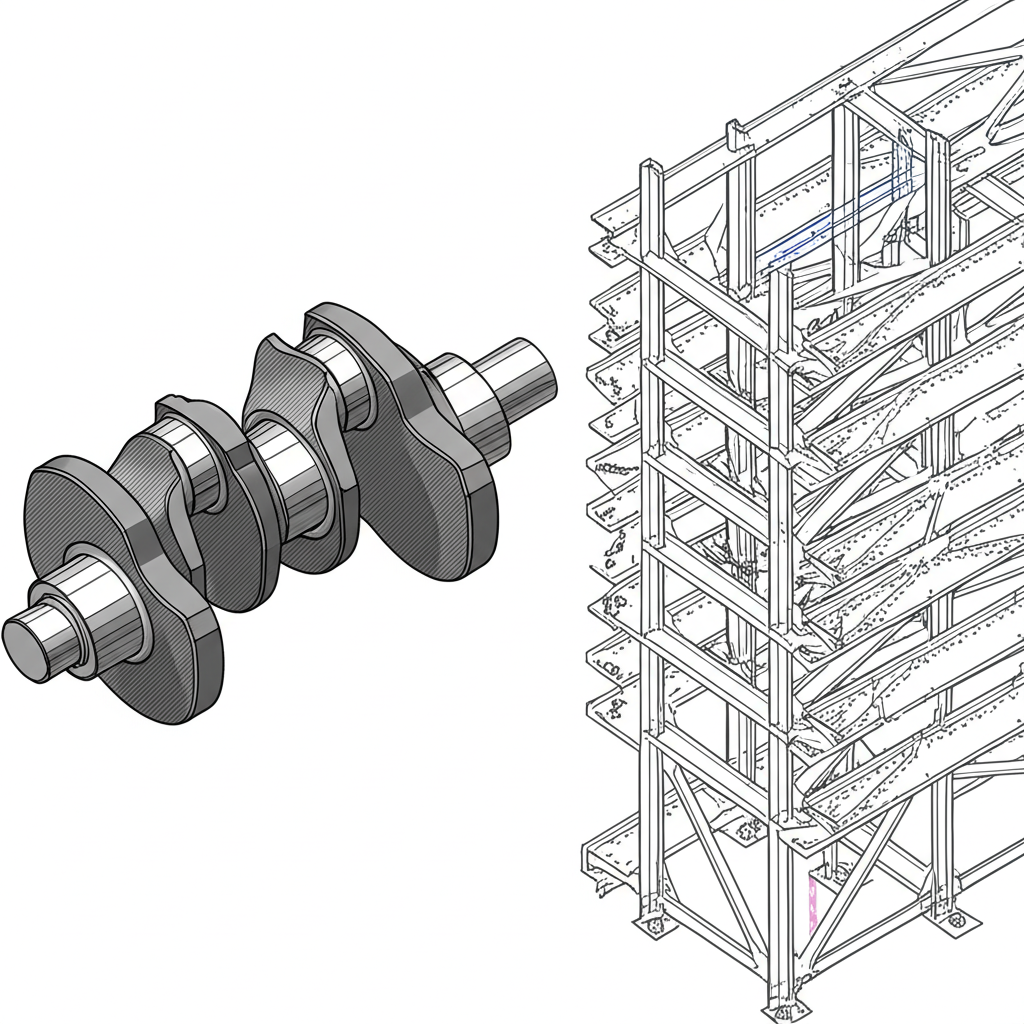
Tillverkning, till skillnad från smide, är en additiv eller monteringsprocess. Den innebär att skära, böja och sammanfoga separata metallbitar för att skapa en slutgiltig struktur. Dessa enskilda komponenter fogas samman med tekniker som svetsning, skruvning eller nitning. Även om tillverkning erbjuder stor mångfald när det gäller komplexa och storskaliga konstruktioner som skulle vara omöjliga att smida, begränsas styvheten i den färdiga delen av hållfastheten i dess fogar. Svetsförband kan till exempel introducera svaga punkter, spänningshårdnande effekter och potentiella defekter som kan äventyra komponentens helhet, särskilt i miljöer med hög belastning eller cyklisk påverkan.
Jämförelse: Viktigaste skillnader för strukturell användning
När man bedömer smidda jämfört med fabricerade delar för strukturella tillämpningar finns flera nyckelfaktorer som avgör det optimala valet. Avvägningen mellan styrka, designfrihet och kostnad är central i beslutsprocessen. Smidning ger vanligtvis en starkare och mer pålitlig komponent, medan fabricering erbjuder större flexibilitet och ofta är mer ekonomisk vid unika eller småserietillverkningar.
Styrka och hållbarhet
Den mest betydande fördelen med smidning är dess exceptionella hållfasthets-till-vikt-förhållande. Smidningsprocessen skapar en oavbruten kornflödesriktning som följer delens form, vilket eliminerar svaga punkter och förbättrar de mekaniska egenskaperna. Enligt vissa analyser kan smidda delar ha en brottgräns upp till 26 % högre än komponenter tillverkade med andra metoder. Detta gör dem mycket motståndskraftiga mot stötar och utmattningssprickbildning. Komponenter som är sammanfogade däremot är beroende av sina svetsförbindningars integritet. Även med högkvalitativa svetsar kan värmeinverkade zoner runt en svets ha andra mekaniska egenskaper än grundmaterialet, vilket skapar potentiella brottställen vid cyklisk belastning.
Materialintegritet och tillförlitlighet
Smidning ger en tät, icke-porös materialstruktur. Denna enhetlighet säkerställer förutsägbar prestanda och tillförlitlighet, vilket är avgörande för kritiska strukturella tillämpningar där haveri inte är ett alternativ. Sammansatta konstruktioner, med sina många delar och fogar, har en större risk för dolda defekter såsom ofullständig svetsgenomgång, sprickor eller porositet. Dessa ojämnheter kan vara svåra att upptäcka och kan spridas över tid, vilket leder till förtida haveri. Den homogena karaktären hos en enhetlig smidd del ger en högre grad av tillförsikt i dess strukturella integritet.
Designkomplexitet och mångsidighet
Tillverkning har en klar fördel när det gäller designflexibilitet. Eftersom den innebär montering av komponenter kan den användas för att skapa stora, invecklade och anpassade strukturer som skulle vara opraktiska eller orimligt dyra att tillverka genom smidning. Smidning är begränsad av behovet av verktyg, vilka kan vara komplexa och kostsamma att tillverka, vilket gör det mindre lämpligt för enskilda delar eller mycket komplexa geometrier. Tillverkning är det idealiska valet för specialtillverkade konstruktioner, arkitektoniska element och situationer där designanpassning är avgörande.
Kostnadsförhållanden
Kostnadseffektiviteten för varje metod beror i hög grad på produktionsvolymen. Smidning kräver betydande investeringar i verktyg och stansar, vilket gör den mer ekonomisk vid storproduktion där kostnaden per del sjunker över tid. För små serier eller prototyper är tillverkning generellt sett billigare eftersom den undviker höga verktygskostnader. Det är dock viktigt att ta hänsyn till den totala livscykelkostnaden. Den överlägsna hållbarheten hos smidda delar kan leda till längre användningstid och lägre underhålls- eller ersättningskostnader, vilket potentiellt kan erbjuda bättre långsiktig värde i krävande applikationer enligt experter på Greg Sewell Forgings .
| Funktion | Smidda delar | Tillverkade delar |
|---|---|---|
| Styrka & Hållbarhet | Överlägsen tack vare kontinuerlig kornflöde och hög densitet. Utmärkt motståndskraft mot utmattnings- och slagpåverkan. | Styrkan begränsas av svetsarnas och fogarnas kvalitet, vilka kan vara potentiella brottställen. |
| Strukturell integritet | Hög tillförlitlighet med en enhetlig, homogen struktur. Inga dolda defekter från fogar. | Potential för defekter som porositet eller sprickor i svetsfogar. Kräver noggrann inspektion. |
| Flexibel design | Begränsad av verktygets komplexitet. Bäst för enklare, upprepade former. | Hög mångfald. Idealisk för stora, komplexa eller skräddarsydda konstruktioner. |
| Kosta | Höga initiala kostnader för verktyg. Kostnadseffektiv vid storleksproduktion. | Låga initiala installationskostnader. Ekonomiskt fördelaktigt för liten serieproduktion och enskilda projekt. |
Applikationsspecifik vägledning: När du ska välja smidda kontra fabricerade delar
Att välja rätt process beror slutligen på de specifika kraven i tillämpningen. Det finns inget enda rätta svar; valet kräver en noggrann bedömning av prestandakrav, konstruktionskomplexitet, produktionsvolym och budget. Genom att förstå de idealiska scenarierna för varje metod kan ingenjörer och konstruktörer fatta mer informerade beslut.
Idealiska scenarier för smidda delar
Smide är den föredragna metoden för komponenter som utsätts för höga belastningar, tunga belastningar och extrema förhållanden där tillförlitlighet är av största vikt. Dess inneboende styrka och trötthetsbeständighet gör det oumbärligt i kritiska tillämpningar. Exempel på sådana är:
- Bilkomponenter: Krankvaktar, anslutningsstänger och hängdelar som måste stå emot konstant vibration och påfrestning. För robusta och tillförlitliga bilkomponenter är vissa företag specialiserade på högkvalitativ varmsmide. Till exempel leverantörer av särskilda smideleveranser som Shaoyi Metal Technology erbjuda lösningar från prototyp till massproduktion för fordonsindustrin.
- Rymd- och försvarsindustri: Ländningsutrustning, turbinskivor och strukturella flygplanskomponenter där styrka/viktförhållandet och felbeständigheten är avgörande.
- Olje- och gasindustrin: Ventiler, flänsar och armaturer som fungerar under högt tryck och i korrosiva miljöer.
- Tvåvårdskraftsmaskiner: Drev, axlar och lyftningsmaskiner som används i bygg- och gruvmaskiner och som kräver maximal hållbarhet.
Ideala scenarier för tillverkade delar
Fabrikation lyser i applikationer där designflexibilitet, anpassning och hastighet är viktigare än att uppnå maximal materialstyrka. Den är lämplig för storskaliga eller unika projekt. Ideala scenarier är:
- Strukturella stålramar: Bjälkar, kolumner och träs för byggnader och broar där stora, anpassade komponenter behövs.
- Anpassade maskiner och utrustning: Ramar, höljen och stöd för specialiserade industriella maskiner som byggs i små volymer.
- Prototypning: Skapa första versioner av en design för testning och validering innan man gör dyra smideformade mattor.
- Arkitektoniskt metallbearbetning: Anpassade trappor, räcken och dekorativa element där estetisk design och form är nyckelkrafter.
En snabb referens: För- och nackdelar
För att sammanfatta de viktigaste kompromisserna, uppdelar denna referensguide de främsta fördelarna och nackdelarna med varje tillverkningsprocess för konstruktionsdelar.
Skydd av förpackningar
Fördelar
- Överlägsen styrka: Den anpassade kornstrukturen ger enastående dragstyrka, tuffhet och trötthetsbeständighet.
- Hög tillförlitlighet: Enstaka konstruktioner eliminerar svaga punkter i samband med fogar och svetsningar.
- Materialutnyttjande: Mindre materialskador jämfört med subtraktiva metoder som bearbetning från billet.
- Hållbarhet: Utmärkt för högbelastning, lastdragning och kritiska tillämpningar, vilket leder till en lång livslängd.
Nackdelar
- Höga verktygskostnader: Den första investeringen för strykskivor kan vara betydande, vilket gör den mindre lönsam för små körningar.
- Begränsad designkomplexitet: Det kan vara svårt eller omöjligt att smida in komplicerade former, inre hål eller mycket stora delar.
- Längre leveranstider: Utformning och installation av formstycken kan leda till längre tid för initial produktion.
- Sekundär bearbetning: Ofta kräver ytterligare bearbetning för att uppnå slutliga toleranser och ytbehandlingar.
Tillverkning
Fördelar
- Utmärkt designfrihet: Det möjliggör skapande av stora, komplexa och mycket anpassade strukturer.
- Låga inledande kostnader: Det behövs inga dyra formningar, vilket gör det kostnadseffektivt för prototyper och lågvolymproduktion.
- Mångsidighet: Ett brett utbud av material och komponenter i olika storlekar kan sammanfogas.
- Snabbare prototypframtagning: Snabb omställning för engångsdelar möjliggör snabb designupprepning.
Nackdelar
- Svagare än smide: Delens styrka begränsas av dess svagaste punkt, vanligtvis svetsar eller fogar.
- Möjliga brister: Svetsningar kan introducera sårbarheter som sprickor, porositet och restspänning, vilket minskar tillförlitligheten.
- Inkonsistent prestanda: Konsistensen mellan delarna kan vara lägre jämfört med den repeterbara karaktären hos smide med stängd form.
- Arbetsintensivt: Kan kräva betydande skicklig arbetskraft för att skära, montera och svetsa, särskilt för komplexa sammansättningar.

Vanliga frågor
1. Vad är den viktigaste skillnaden mellan smidda och tillverkade delar?
Den viktigaste skillnaden ligger i tillverkningssättet och den resulterande kornstrukturen. Med hjälp av värme och tryck formar smidning en enda metallstycke, vilket gör att kornstrukturen stämmer överens med delens form för att ge den en överlägsen hållfasthet. Tillverkning innebär att man samlar flera separata bitar av metall med hjälp av metoder som svetsning, där styrkan beror på kvaliteten på lederna.
2. För att Är smidda delar starkare än bearbetade delar?
Ja, smidda delar är i allmänhet starkare än delar som bearbetats av en fast metallblock (en billet). Medan båda börjar från en fast bit, justerar smide och förfinar kornstrukturen, vilket ökar tröttheten och slagbeständigheten. Det förklaras av tillverkningsexperter vid EZG Tillverkning , bearbetning skär genom dessa korn, vilket resulterar i en enhetlig men inte optimerad struktur som saknar en smidd komponent.
3. För att Vilka är nackdelarna med smidd stål?
De främsta nackdelarna med smide är höga initiala verktygskostnader för strykskivor, begränsningar för att producera mycket komplexa eller invecklade former och det gemensamma behovet av sekundärbearbetning för att uppnå snäva toleranser och en slät ytfinish. Processen är också mindre flexibel för designändringar när formstycken är gjorda.