 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Smidda aluminiumlegeringar för bilar: Para ihop rätt legering med varje del

Varför smidda aluminiumgrader är viktiga för fordonsprestanda
När du funderar på vad som får en modern aluminiumbil att prestera optimalt ligger svaret ofta under ytan – i själva metallens struktur. Smidd aluminium har blivit oumbärlig inom fordonsindustrin och används från suspensionskomponenter till högpresterande hjul. Men här är den avgörande frågan som de flesta ingenjörer och inköpschefer ställs inför: med tanke på mängden tillgängliga aluminiumgrader, hur väljer man rätt legering till varje komponent?
Att förstå sambandet mellan valet av legering och komponenternas prestanda kan vara det avgörande för att skilja ett fordon som sticker ut från ett som bara uppfyller minimikraven. Vad är då egentligen en aluminiumlegering, och varför spelar formningsmetoden så stor roll?
Varför smidning förändrar aluminiums prestanda
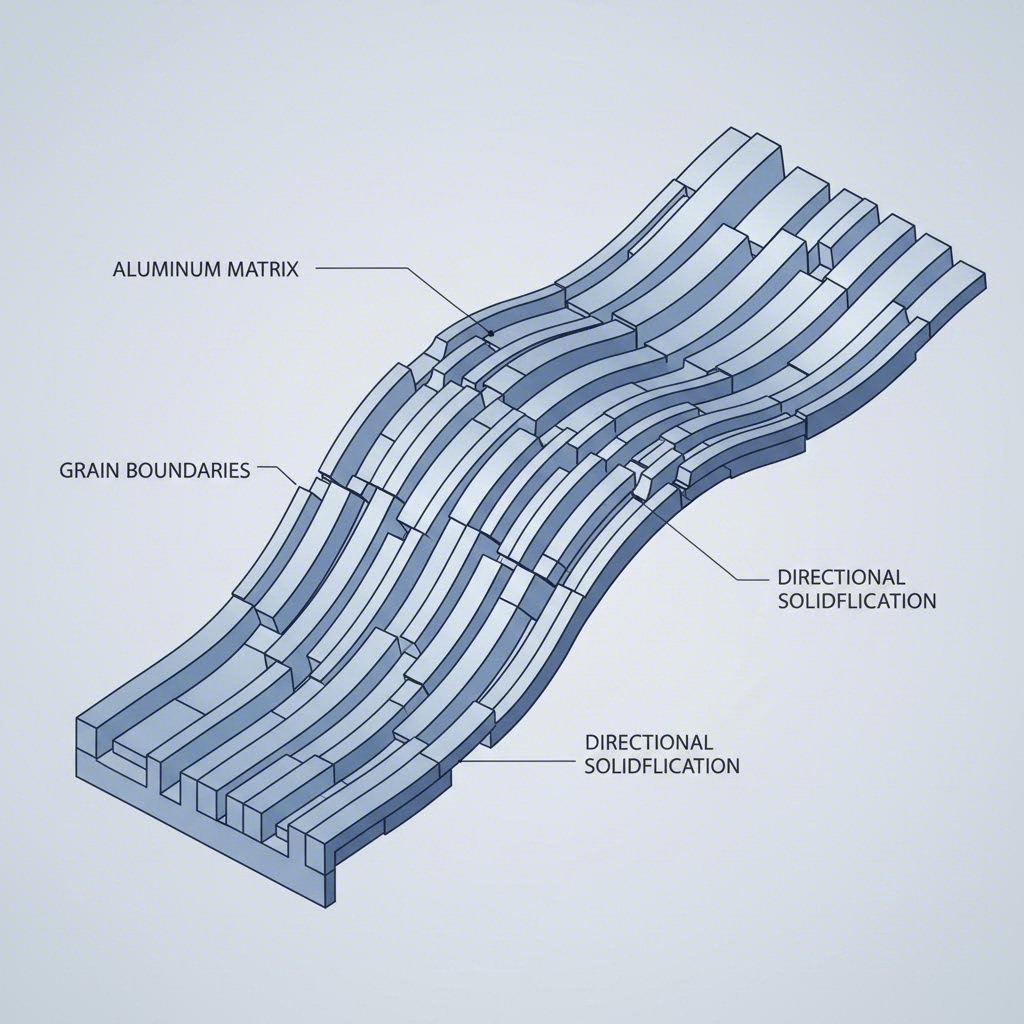
Till skillnad från gjutning—där smält aluminium hälls i formar—eller extrudering, där uppvärmt metall pressas genom en form, används vid smidning intensivt tryck för att forma aluminium vid hög temperatur. Denna process förändrar grundläggande materialets inre struktur. Resultatet? En tätare, mer sammanhängande kornströmning som följer konturerna på den färdiga delen.
Enligt tillverkningsexperter, smidning komprimerar aluminiums kornstruktur , vilket avsevärt förbättrar både hållfasthet och seghet jämfört med gjutna alternativ. Denna förfina mikrostruktur förbättrar också utmattningsmotståndet och slagprestanda—egenskaper som är oeftergivliga för säkerhetskritiska fordonsapplikationer i aluminium.
Smidning förfinar aluminiums kornstruktur genom att komprimera och rikta de inre fibrerna, vilket ger mekaniska egenskaper som gjutna alternativ helt enkelt inte kan matcha—särskilt för komponenter utsatta för upprepade belastningscykler.
Detta är anledningen till att en aluminiumbil byggd med smidda komponenter i kritiska områden visar överlägsen hållbarhet under verkliga körförhållanden. Smideprocessen eliminerar inre hålrum och porositet, vilka är vanliga i gjutna delar, och säkerställer att varje aluminiumkomponent för bilen kan klara de krävande belastningar moderna fordon utsätts för.
Utmaningen med val av legering inom biltillverkning
Här blir det intressant – och komplext. Alla aluminiumlegeringar smider inte lika bra, och inte alla smidda legeringar är lämpliga för varje tillämpning. Att välja fel legering kan leda till tillverkningsproblem, för tidig delskada eller onödiga kostnader.
Ingenjörer måste ta hänsyn till flera motstridiga faktorer vid valet av aluminiumlegering för bilkomponenter:
- Hållfasthetskrav: Behöver delen maximal draghållfasthet eller god formbarhet?
- Operativmiljö: Kommer komponenten att utsättas för korrosiva förhållanden eller extrema temperaturer?
- Tillverkningsbegränsningar: Hur komplex är delgeometrin och vilka smidetemperaturer är genomförbara?
- Kostnadsöverväganden: Motiverar applikationen premiumlegeringar, eller räcker standardgrader?
Den här artikeln fungerar som din praktiska urvalsguide, där vi går igenom de viktigaste smidda aluminiumlegeringarna som används i dagens fordon. Du kommer att upptäcka vilka legeringar som passar för specifika komponentkategorier, förstå vikten av värmebehandling och lära dig hur du undviker vanliga valfel. Oavsett om du specifierar material för fjädringsarmar, hjul eller drivlinsdelar, säkerställer att matcha rätt legering till varje applikation både prestanda och värde.
Aluminiumlegeringsserier och deras lämplighet för smidning
Innan du kan matcha rätt legering till en bilkomponent måste du förstå hur aluminiumlegeringar är organiserade. The Aluminum Association etablerade ett numreringssystem som kategoriserar smidda aluminiumlegeringar i serier baserat på deras främsta legeringsämne. Denna klassificering – från 1xxx till 7xxx – avslöjar mycket om en legerings beteende under smidning och dess slutgiltiga prestandaegenskaper.
Men här är det som många materialspecifikationer inte förklarar: varför smides vissa aluminiumlegeringsbeteckningar utmärkt medan andra spricker, deformeras eller helt enkelt vägrar samarbeta? Svaret ligger i metallurgin, och att förstå dessa grunder kommer att förändra hur du väljer beteckningar för fordonsapplikationer.
Förståelse av aluminiumseriens system
Varje aluminiumlegeringsserie definieras av sitt dominerande legeringsämne, vilket avgör legeringens grundläggande egenskaper. Tänk på det som ett släktträd där släktingar delar vissa drag:
- 1xxx-serie: I huvudsak ren aluminium (99 %+ Al). Utmärkt korrosionsmotstånd och ledningsförmåga, men för mjuk för strukturella fordonsforgningar.
- 2xxx-serien: Koppar är den främsta tillsatsen. Dessa legeringar ger hög hållfasthet och utmärkt utmattningsmotstånd – idealiska för krävande flyg- och fordonstekniska drivlinsapplikationer.
- 3xxx-serien: Legerad med mangan. Måttlig hållfasthet med god formbarhet, men sällan använda inom smidesindustrin eftersom de inte kan värmebehandlas till högre hållfastheter.
- 4xxx-serien: Kisel-dominant. Hög kiselinnehåll ger utmärkt nötkraft, vilket gör dessa legeringar lämpliga för kolvar, även om de ställer krav på bearbetning.
- 5xxx-serien: Magnesiumbaserade. Utmärkt korrosionsbeständighet och svetsbarhet, vanligtvis smidda för marin och kryogen användning snarare än vanliga fordonsdelar.
- 6xxx-serien: Magnesium och kisel kombinerade. Denna balanserade kemiska sammansättning ger mångsidigheten som gör 6xxx-legeringar till standardvalet inom fordonsaluminiumsmide.
- 7xxx-serien: Zink, tillsammans med magnesium och koppar, skapar ultrahållfasta legeringar. Dessa representerar de starkaste aluminiumlegeringarna som finns tillgängliga, nödvändiga för vikt-kritiska tillämpningar inom rymd- och flygindustrin samt högpresterande fordonskonstruktioner.
Enligt branschdokumentation från Aluminum Association , denna benämningssystematik togs fram efter andra världskriget för att införa struktur i den växande katalogen av aluminiummaterial. Att förstå aluminiumlegeringsbeteckningar inom detta system hjälper dig snabbt att begränsa valet till passande material för varje specifik tillämpning.
Omforgningsfaktorer mellan olika legeringsfamiljer
Här kommer den riktiga ingenjörsinsikten in. Inte alla aluminiumlegeringar låter sig formas på samma sätt vid smidning, och skillnaderna är inte godtyckliga – de grundar sig i hur respektive legerings kemiska sammansättning påverkar dess beteende under tryck och värme.
Omforgning beror på flera sammankopplade faktorer:
- Deformationsmotstånd: Hur mycket kraft krävs för att legeringen ska fylla ut formhåligheter?
- Temperaturkänslighet: Hur dramatiskt förändras materialegenskaperna över smidningstemperaturintervallet?
- Benägenhet att spricka: Tålger legeringen kraftig deformation utan att utveckla yttre eller inre defekter?
- Värmebehandlingsbarhet: Kan smidda delen förstärkas genom efterföljande termisk behandling?
Forskning från ASM International visar att smideegenskaperna förbättrar med ökande metalltemperatur för alla aluminiumlegeringar – men storleken på denna effekt varierar avsevärt. Legeringar i 4xxx-serien med högt kisilikoninnehåll visar störst temperatolkänslighet, medan höghållfasta 7xxx-legeringar har smalaste arbetsbara temperaturintervallet. Detta förklarar varför legeringar i 7xxx-serien kräver exakt temperaturreglering: felesrymden är mycket mindre.
Legeringar i 6xxx-serien, särskilt sådana som 6061, har vunnit reputationen som "mycket smidebar" eftersom de erbjuder en fördelaktig kombination av måttlig flödesspänning och toleranta processfönster. I motsats till detta har 2xxx- och 7xxx-legeringar högre flödesspänningar – ibland högre än kolstål vid typiska smidtemperaturer – vilket gör dem mer utmanande men nödvändiga för högprestandskomponenter.
| Legeringsserie | Främsta legeringsämne | Smidebarhetsbedömning | Typiska fordonsapplikationer | Huvudkännetecken |
|---|---|---|---|---|
| 2xxx | Koppar | Moderat | Piston, drivstänger, motordelen | Hög temperationsstyrka, överlägsen trötghetsmotstånd, värmebehandlingsbar |
| 5xxx | Magnesium | Bra | Strukturella delar i korrosiva miljöer, maringradsdelar | Icke värmebehandlingsbar, exceptionell marin korrosionsmotstånd, hög styrka i svetsad form |
| 6xxx | Magnesium + Kisel | Excellent | Upphängningsarman, styrningsarman, hjul, allmänna strukturella delar | Balanserad styrka och formbarhet, god korrosionsmotstånd, värmebehandlingsbar, kostnadseffektiv |
| 7xxx | Zink (+ Mg, Cu) | Måttlig till svår | Komponenter för chassin med hög belastning, prestandshjul, fordonsdelar av flyggrad | Extremt hög draghållfasthet, utmärkt motstånd mot utmattning, kräver noggrann processkontroll, värmebehandlingsbar |
Varför spelar kemien så stor roll vid smide jämfört med andra formsättningsmetoder? När aluminium gjuts, stelnar metallen från flytande tillstånd, ofta med inneslutning av porositet och bildning av grovkornig struktur. Extrusion förskjuter uppvärmt metall genom fasta formöppningar, vilket begränsar geometrisk komplexitet. Smide däremot komprimerar metallen under enormt högt tryck, vilket förfinerar kornstrukturen och eliminerar inre hålrum – men endast om legeringen tål denna kraftiga deformation utan att spricka.
De vanliga aluminiumlegeringarna som används vid smidning i bilindustrin – främst från 2xxx-, 6xxx- och 7xxx-serierna – delar en avgörande egenskap: de är värmebehandlingsbara. Det innebär att deras hållfasthet kan förbättras avsevärt efter smidningen genom löslighetsglödgning och åldring. Legeringar som inte är värmebehandlingsbara, till exempel 5xxx-serien, används i begränsad omfattning vid bilsmidning eftersom de inte kan uppnå den hållfasthet som krävs för de flesta fordonskomponenter.
Med denna grund inom aluminiumlegeringsklasser och deras beteende vid smidning är du nu redo att utforska de specifika legeringarna som dominerar tillverkningen av fordon – och förstå exakt varför ingenjörer väljer just dessa för olika tillämpningar.
Viktiga smidda aluminiumlegeringar för fordonskomponenter
Nu när du förstår hur familjer av aluminiumlegeringar skiljer sig åt i sin smideegenskaper, låt oss undersöka de specifika beteckningar som dominerar inom biltillverkning. Dessa fem legeringar—6061, 6082, 7075, 2024 och 2014—representerar kärnmaterialen du kommer att möta när du specifierar smidda komponenter. Var och en erbjuder distinkta fördelar, och förståelse för deras skillnader hjälper dig att fatta välgrundade beslut som balanserar prestanda, kostnad och tillverkbarhet.
Vad är det som gör att dessa specifika aluminiummaterialbeteckningar så vanliga i fordon? Svaret ligger i deras optimerade balans mellan hållfasthet, formbarhet och applikationsspecifika egenskaper, vilka har förfinats genom årtionden av erfarenhet inom bilteknik.
6061 och 6082 för strukturella komponenter
6xxx-serien dominerar fordonsforgning av goda skäl. Dessa magnesium-siliceringslegeringar erbjuder den mångsidighet ingenjörer behöver inom ett brett utbud av strukturella tillämpningar – utan den högre prissättningen eller tillverkningsutmaningarna som följer med hårdare alternativ.
6061 Aluminium står som den mest använda aluminiumlegeringen inom allmän tillverkning, och bilapplikationer är inget undantag. Enligt Protolabs legeringsjämförelsedata väljs 6061 "generellt där svetsning eller lödning krävs, eller för dess höga korrosionsmotstånd i alla kvaliteter". Detta gör den idealisk för bilkomponenter, rörledningar, möbler, konsumentelektronik och strukturella delar som kan kräva fogning under monteringen.
Nyckelkarakteristika för 6061 inkluderar:
- Sammansättning: Huvudsakliga legeringsämnen är magnesium (0,8–1,2 %) och kisel (0,4–0,8 %), med små tillsatser av koppar och krom
- Svarsbarhet: Utmärkt – även om svetsning kan försvaga värmeinverkningszonen, vilket kräver efterbehandling efter svetsning för att återfå hållfasthet
- Korrosionsbeständighet: Mycket bra i alla temperaturförhållanden
- Typiska fordonsrelaterade användningsområden: Strukturella ramverk, fästen, allmänna CNC-fräsade delar, komponenter som kräver efterföljande svetsning
6082 Aluminium representerar en betydande utveckling inom europeisk bilsmedning som många nordamerikanska specifikationer bortser från. Denna legering har nästan uteslutande kommit att användas för fjädring och chassikomponenter i europeiska fordonsprogram – av övertygande metallurgiska skäl.
Enligt den europeiska aluminiumföreningens tekniska dokumentation , "På grund av sin utmärkta korrosionsbeständighet används legeringen EN AW-6082-T6 nästan uteslutande för fjädring och chassikomponenter i fordon." Dokumentationen visar att stora europeiska tillverkare använder 6082-T6 för tvärfack, styrvägsleder, kopplingar, kopplingscylindrar och drivaxeldelar.
Vad gör att 6082 särskilt lämpar sig för aluminium i fordonsapplikationer?
- Sammansättning: Högre kiselinnehåll (0,7–1,3 %) och manganinnehåll (0,4–1,0 %) jämfört med 6061, tillsammans med magnesium (0,6–1,2 %)
- Styrkefördel: Lätt högre hållfasthet än 6061 i T6-utförande, med bättre prestanda vid cyklisk belastning
- Korrosionsprestanda: Den allmänna korrosionsmotståndet anses vara mycket gott, där strålning med aluminiumkul ger ytterligare ytskydd
- Trötthet: Smidda komponenter i 6082-T6 tål ungefär dubbelt så stor töjningsamplitud som gjutna alternativ för motsvarande livslängd
Europas aluminiumförening har visat att smidda delar i 6082-T6 behåller sina utmattningsegenskaper även efter måttlig korrosionspåverkan – en avgörande aspekt för suspensionskomponenter som utsätts för vägsalt och fukt under hela sin livstid.
7075 och 2024 för högbelastade applikationer
När strukturella krav överstiger vad 6xxx-legeringar kan erbjuda vänds ingenjörer till 7xxx- och 2xxx-serierna. Dessa legeringar är dyrare och kräver mer noggrann bearbetning, men de ger den nödvändiga hållfastheten för de mest krävande fordonskomponenterna.
7075 Aluminium anses allmänt vara den starkaste aluminiumlegeringen som vanligtvis är tillgänglig för smide. Per branschspecifikationer , tillför 7075 "krom till blandningen för att utveckla god motståndskraft mot spänningskorrosion" och fungerar som "standardlegeringen för flyg- och rymdindustrin, militära applikationer, cykelutrustning, camping- och sportutrustning på grund av dess lättviktiga men starka egenskaper."
Viktiga överväganden för 7075 i fordonsapplikationer:
- Sammansättning: Primära legeringsämnen är zink (5,1–6,1 %), magnesium (2,1–2,9 %) och koppar (1,2–2,0 %), med krom för motstånd mot spänningskorrosion
- Styrka-viktförhållande: Bland de högsta tillgängliga i aluminiumlegeringar – nödvändigt för prestandaapplikationer där vikten är kritisk
- Svarsbarhet: Dålig – denna legering svetsas inte bra och kan vara ganska spröd jämfört med lägre hållfasta alternativ
- Typiska fordonsrelaterade användningsområden: Komponenter för chassin med hög belastning, prestandehjul, racingsuspensionsdelar och komponenter där maximal styrka motiverar materialpremien
För tillämpningar som kräver liknande högfasthetsegenskaper kan ingenjörer ibland överväga alu 7050 som ett alternativ till 7075. Denna nära besläktade legering erbjuder utmärkt motståndskraft mot spänningskorrosion och tålighet, vilket gör den särskilt värdefull för landningsställ, strukturella ribbor och andra utmattningssvåra tillämpningar där 7075:s begränsningar blir problem.
2024 Aluminium erbjuder en annan egenskapsprofil för högspänningsapplikationer. Denna kopparbaserade legering är utmärkt när det gäller utmattningstålighet – en egenskap som gör den ovärderlig för komponenter utsatta för upprepade belastningscykler.
Enligt tillverkningsdata erbjuder 2024 aluminium "ett högt hållfasthets-till-viktförhållande, utmärkt utmattningstålighet, god bearbetbarhet och kan värmebehandlas." Ingenjörer måste dock ta hänsyn till dess begränsningar: "dålig korrosionsbeständighet och lämpar sig inte för svetsning."
Viktiga egenskaper för 2024 aluminium inkluderar:
- Sammansättning: Koppar (3,8–4,9 %) är det främsta legeringselementet, med tillsatser av magnesium (1,2–1,8 %) och mangan
- Trötthetsprestande: Utmärkt motstånd mot cyklisk belastning—avgörande för roterande och reciprokverkande komponenter
- Bearbetbarhet: Bra, möjliggör exakt efterbearbetning av smideblank
- Typiska fordonsrelaterade användningsområden: Pistong, drivstänger och kraftvärkomponenter med hög belastning där trötthetsmotstånd är viktigare än korrosionshänsyn
2014 Aluminium avslutar de främsta smidelegeringar, erbjuder hög hållfasthet med bättre smideegenskaper än vissa 7xxx-alternativ. Denna legering används i strukturella tillämpningar som kräver kopparbaserad hållfasthetsprofil från 2xxx-serien.
Jämförelse av mekaniska egenskaper
Att välja mellan dessa grader kräver förståelse för hur deras mekaniska egenskaper jämföras under ekvivalenta förhållanden. Följande tabell sammanfattar relativa prestandsbetyg baserat på branschspecifikationer och tillverkardata:
| Kvalitet | Draghållfasthet (T6-åldrande) | Flädehållfasthet (T6-åldrande) | Förlängning | Relativ hårdhet | Huvudfördel |
|---|---|---|---|---|---|
| 6061-T6 | Moderat | Moderat | Bra (8-10%) | Moderat | Utmärkt svetsbarhet och korrosionsmotstånd |
| 6082-T6 | Måttlig-Hög | Måttlig-Hög | Bra (8-10%) | Måttlig-Hög | Överlägsen utmattningsegenskaper i korrosiva miljöer |
| 7075-T6 | Mycket hög | Mycket hög | Måttlig (5-8%) | Hög | Högst styrka i förhållande till vikt |
| 2024-T6 | Hög | Hög | Måttlig (5-6%) | Hög | Utmärkt utmattningsbeständighet |
| 2014-T6 | Hög | Hög | Måttlig (6-8%) | Hög | God smidebarhet med hög hållfasthet |
Observera de avvägningar som är inneboende i denna jämförelse. De starkaste aluminiumlegeringsalternativer—7075 och 2xxx-klasser—offrar viss seglighet och korrosionsmotstånd för sin överlägsna hållfasthet. Under tiden erbjuder 6xxx-klasser en mer balanserad egenskapsprofil som passar de flesta automobils strukturella tillämpningar.
När produktionsvolymer, kostnadsbegränsningar och tillämpningskrav stämmer överens, framträder 6082-T6 ofta som det optimala val för europeiskspecifikationer av ophängnings- och chassiskomponenter. För tillämpningar som kräver maximal hållfasthet oavsett andra hänsyn, levererar 7075-T6. Och där utmatningsmotstånd driver design, förblir 2024-aluminium den beprövade lösningen.
Att förstå dessa legeringsspecifika egenskaper förbereder dig för nästa avgörande beslut: att matcha varje legering till specifika komponentkategorier baserat på deras unika prestandskrav.

Matchning av legeringar till krav för fordonskomponenter
Du har nu utforskat de viktigaste smidda aluminiumlegeringar och deras mekaniska egenskaper. Men här kommer den praktiska fråga som varje ingenjör och inköpare ställer: vilken legering hör till vilken del i bilen? Att koppla specifika legeringar till komponentkategorier omvandlar teoretisk kunskap till handlingsbara specifikationer – och det är exakt vad detta avsnitt erbjuder.
Tänk på de skilda krav som gäller för olika delar i en modern fordon. Stabilisatorarmar utsätts för miljontals belastningscykler på ojämna vägar. Pistoner står inför extrema temperaturer och explosiva krafter. Hjul måste balansera styrka, vikt och estetik. Varje komponentkategori ställer unika krav som gynnar vissa aluminiumlegeringar framför andra.
Val av legering för upphängnings- och chassikomponenter
Fjädrings- och chassikomponenter utgör ett av de största tillämpningsområdena för aluminiumdelar i bilar. Dessa delar måste kunna absorbera vägbördor, bibehålla exakt geometri under belastning samt motstå korrosion från vintersalt och fukt – ofta samtidigt. Aluminiumbilramen och relaterade strukturelement kräver material som levererar konsekvent prestanda över miljontals belastningscykler.
Styrarmar och upphängningslänkar
Styrarmar kopplar ihop hjulnavet med fordonets chassi och hanterar både vertikal rörelse i hjulet och laterala krafter vid kurvtagning. Enligt Europeiska aluminiumföreningens dokumentation har smidda styrarmar gjorda av 6082-T6 blivit standard inom europeiska fordonsprogram på grund av sin exceptionella utmattningsprestanda i korrosiva miljöer.
- 6082-T6: Föredragen lösning för europeiska OEM:er – utmärkt korrosionsmotstånd kombinerat med överlägsen livslängd vid cyklisk belastning; behåller sina egenskaper även efter saltmistexponering
- 6061-T6: Kostnadseffektivt alternativ där svetsbarhet krävs; något lägre utmattningsegenskaper än 6082 men tillräcklig för många applikationer
- 7075-T6: Reserverat för högprestand- och racingsapplikationer där maximalt styrka i förhållande till vikt motiverar den högre kostnad och reducerad korrosionsbeständighet
Styrningsgaffel
Styrningsgafflar—the vändpunkter som kopplar upphängning till hjulen—står inför komplexa laster i flera riktningar. De måste bibehålla dimensionell stabilitet samtidigt som de överför styrsignaler och bär fordonets vikt. Smidda aluminiumgafflar väger typiskt 40–50 % mindre än motsvarande gjutna järnalternativ, samtidigt som de erbjuder bättre utmattningsbeständighet.
- 6082-T6: Industristandard för produktionsfordon; legeringens balanserade egenskaper hanterar kombinationen av statiska laster och dynamiska krafter effektivt
- 6061-T6: Lämplig för applikationer som kräver svetsning efter smide eller där kostnadsoptimering är prioriterad
- 2014-T6: Övervägas för tunga applikationer som kräver högre styrka än vad 6xxx-legeringar kan erbjuda
Underred och strukturella tvärsbalkar
När man undersöker vad bilkarosserier är tillverkade av i moderna fordon upptäcker man en ökad användning av aluminium i underred och strukturella tvärsbalkar. Dessa komponenter utgör fordonets arkitektoniska ryggrad, stöder motorn och förbinder de viktigaste upphängningsfästen.
- 6061-T6: Utmärkt val när underredskonstruktionen inkluderar svetsade fogar; bibehåller goda egenskaper i värmepåverkade zoner med lämplig efterbehandling efter svetsning
- 6082-T6: Föredraget för slutna, smidda underredskomponenter där korrosionsmotstånd och utmattningsegenskaper är kritiska
Powertrain- och hjulapplikationer
Powertrainkomponenter arbetar i krävande termiska och mekaniska miljöer som kräver speciallegeringar. Samtidigt måste hjulen uppfylla tekniska krav samtidigt som de uppfyller estetiska förväntningar – en unik kombination som påverkar materialvalet
Kolvar
Pistoner utsätts för kanske de mest extrema förhållandena i någon motor. Varje förbränningscykel utsätter dem för explosivt tryck, extrema temperatursvängningar och höghastighets växelvis rörelse. Enligt branschforskning är aluminium närmast det enda material som används för moderna kolvar, där de flesta tillverkas med gravitationsformgjutning eller smidning.
- 2618 (lågsilikonslegering av Al-Cu-Mg-Ni): Standarden för högpresterande smidda pistonger; bibehåller hållfasthet vid upphöjda temperaturer och motstår termisk utmattning
- 4032 (eutektisk/över-eutektisk Al-Si-legering med Mg, Ni, Cu): Erbjuder lägre värmeexpansion och förbättrad slitagebeständighet för specialiserade högtemperaturtillämpningar
- 2024-T6: Vald för racerpistonger där utmattningståndighet under extrema cykliska belastningar är den främsta konstruktionsaspekten
Som den referensdokumentation noteringar, "Smidda kolvar tillverkade av eutektiska eller hypereutektiska legeringar uppvisar högre hållfasthet och används i högpresterande motorer där kolvarna utsätts för större belastning. Smidda kolvar med samma legeringssammansättning har en finare mikrostruktur än gjutna kolvar, och smideprocessen ger större hållfasthet vid lägre temperaturer, vilket möjliggör tunnare väggar och minskad kolvvikt."
Kopplingsstänger
Stångkopplingar överför brännkraft från kolven till vevaxeln och utsätts för både dragnings- och tryckbelastning med hög frekvens. Enligt prestandateknisk data , beror materialval starkt på den specifika motortillämpningen.
- 2024-T6: Utmärkt utmattningståndighet gör detta till det bästa aluminiumvalet för motorer med hög varvtal och naturlig aspiration där viktreduktion är avgörande
- 7075-T6: Ger maximal aluminiumhållfasthet för applikationer med tvångsindragning, även om många byggare föredrar stållegeringar (4340, 300M) vid extrema uppladdningsnivåer
För de flesta högpresterande applikationer indikerar referensmaterialet att "aluminiumstänger, ofta reserverade för dragracing, ger utmärkt stötdämpning och kan hantera korta explosioner av extremt hästkraft. Deras lättvikt bidrar till att maximera motoraccelerationen. Men aluminiums relativt låga trötthetsmotstånd och kortare livslängd innebär att de inte är lämpliga för daglig körning eller längrace."
Forgade hjul
Hjul representerar en unik korsning mellan strukturell ingenjörskonst och konsumentinriktad estetik. Kombinationen av aluminiumkaross och hjul påverkar både fordonets prestanda och köparens uppfattning i hög grad. Smidda hjul erbjuder betydande viktreduktion jämfört med gjutna alternativ – vanligtvis 15–30 % lättare – samtidigt som de ger överlägsen styrka och slagmotstånd.
- 6061-T6: Vanligast val för smidda serienhjul; balanserar styrka, formbarhet och kostnadseffektivitet; utmärkt ytfinish för estetiska tillämpningar
- 6082-T6: Ökande användning i europeiska navprogram; något högre hållfasthet än 6061 med jämförbara tillverkningsegenskaper
- 7075-T6: Reserverad för motorsport och ultra-premium-tillämpningar; det högsta förhållandet mellan hållfasthet och vikt motiverar betydligt högre material- och bearbetningskostnader
Den branschdata bekräftar att "A365 är en gjutlegerad av aluminium med goda gjutegenskaper och hög övergripande mekanisk prestanda, som används flitigt för gjutna aluminiumnav globalt." Smedda nav däremot, tillverkade i legeringsserierna 6xxx och 7xxx, erbjuder bättre hållfasthet och lägre vikt för prestandainriktade tillämpningar.
Strukturella karosserikomponenter
Modernare bilar med aluminiumkaross använder allt oftare smidda strukturella noder och förstyvningar inom sin aluminiumbilsarkitektur. Dessa komponenter skapar avgörande lastvägar och hantering av krockenergi i fordonskonstruktioner med högt aluminiuminnehåll.
- 6061-T6: Föredras där komponenter kräver svetsning till plåt- eller extruderade aluminiumkarossstrukturer
- 6082-T6: Vald för högbelastade noder i rammkonstruktioner; europeiska OEM-tillverkare föredrar denna legering för integrerade strukturella tillämpningar
- 7xxx-serien: Används selektivt för krockkritiska komponenter där maximal energiabsorption krävs
När fordonens arkitekturer utvecklas mot högre aluminiuminnehåll blir valet av smideslegeringar för strukturella tillämpningar allt viktigare för att uppfylla kraven på krocksäkerhet samtidigt som vikten minimeras.
Med tydliga rekommendationer för legeringar nu kopplade till varje komponentkategori uppstår nästa avgörande fråga: hur omvandlar värmebehandling egenskaperna hos smidd aluminium för att uppnå specifika prestandamål.
Värmebehandling och temperval för smidda delar
Du har valt rätt aluminiumlegering för din fordonskomponent – men arbetet är inte avslutat. Värmebehandling som tillämpas efter smidning avgör om den noggrant valda legeringen levererar sin fulla potential eller inte uppfyller förväntningarna. Det är här olika typer av aluminium omvandlas från lovande material till högpresterande fordonskomponenter.
Låter det komplicerat? Tänk på värmebehandling som det sista stämsteg som låser upp en legerings dolda egenskaper. På samma sätt som en gitarr behöver stämmas korrekt för att ge rätt toner, behöver smidd aluminium exakt termisk behandling för att uppnå sina specifierade egenskaper. För att förstå olika aluminiumtyper och deras egenskaper krävs kunskap om hur tempbeteckningar definierar denna kritiska omvandling.
T6-temp för maximal hållfasthet i tillämpningar
När konstruktörer inom bilindustrin specificerar maximal hållfasthet från värmebehandlingsbara aluminiumlegeringar, anges nästan alltid T6-temp. Enligt ASM International dokumentationen om aluminiums beteckningar för tillstånd , T6 indikerar att legeringen har blivit "upplösningsvärmebehandlad och, utan betydande kallformning, konstlad åldrad för att uppnå utfällningshårdning."
Vad innebär denna tvåstegsprocess egentligen?
- Lösning värmbehandling: Den smidda delen värms till en hög temperatur—vanligen 480–540 °C beroende på legeringen—och hålls där tillräckligt länge för att legeringsbeståndsdelar ska lösa in jämnt i aluminiummatrien
- Härdbarhet: Snabb kylning, vanligen i vatten, låser dessa lösta beståndsdelar i en översättad fast lösning
- Konstlad åldring: Delen hålls sedan vid en måttlig temperatur (150–175 °C för de flesta legeringar) i flera timmar, vilket tillåter mikroskopiska förstärkande partiklar att utfälla genom hela metallstrukturen
Som tekniska tillverkninguppgifter förklarar, "T6-värmebehandling omvandlar vanligt aluminium till höghållfasta komponenter genom noggrann uppvärmning och svalning. Denna process skapar metaller med den perfekta balans mellan hållfasthet och formbarhet för många industrier."
För fordonsapplikationer ger T6 den hållfasthetsnivå som krävs för upphängningsarmar, hjulnavar och strukturella komponenter. Dokumentationen bekräftar att till exempel 6061-aluminium ser sin sträckgräns mer än tre gånger så hög – från ungefär 55 MPa i avglödhet tillstånd till cirka 275 MPa efter T6-behandling.
Denna ökning i hållfasthet innebär dock en avvägning. Böjningselongationen sjunker normalt från cirka 25 % till ungefär 12 % när materialet blir hårdare och starkare. För de flesta strukturella fordonsapplikationer är denna minskning i ductilitet acceptabel – komponenterna är dimensionerade utifrån T6-egenskapsområdet snarare än att kräva maximal formbarhet.
Alternativa värmebehandlingssteg för specialiserade krav
Medan T6 dominerar smidesstandarder inom fordonsindustrin spelar flera alternativa värmebehandlingsbeteckningar en avgörande roll när applikationskraven sträcker sig bortom maximal hållfasthet.
Värmebehandling T651: Spänningsavlastad för dimensionsstabilitet
När du ser T651 i en aluminiumlegeringskarta tittar du på egenskaper enligt T6 kombinerat med spänningsavlastning. Enligt ASM:s referens för värmebehandlingsbeteckningar anger suffixet "51" att produkten har spänningsavlastats genom sträckning med 1,5–3 % efter släckning men före åldring.
Varför är detta viktigt för fordonskomponenter? Släckning orsakar betydande restspänningar i smidda delar. Utan spänningsavlastning kan dessa inre spänningar leda till:
- Dimensionsförändringar under efterföljande bearbetning
- Förkortad utmattningssprickningslivslängd på grund av additiva spänningseffekter
- Ökad känslighet för spänningskorrosion i vissa miljöer
För precisionsbearbetade komponenter som styrningsnavar eller komplexa upphängningsarmar ger T651 den dimensionella stabilitet som strama toleranser kräver.
T7-åldring: Förbättrad korrosionsmotstånd
När spänningspåverkad sprickbildning utgör en betydande risk – särskilt vid legeringar i 7000-serien – anger ingenjörer T7-åldring. Enligt ASM-dokumentationen innebär T7 att legeringen har "lösningsglödgats och konstgjort åldrats till ett överåldrat (förbi maxstyrka) tillstånd."
Denna avsiktliga överåldring innebär en viss förlust i styrka – typiskt 10–15 % lägre än T6-nivå – men förbättrar dramatiskt motståndet mot spänningspåverkad sprickbildning. Två viktiga varianter finns:
- T73: Maximal motståndskraft mot spänningspåverkad sprickbildning, med ungefär 15 % lägre brottgräns än T6
- T76: Förbättrat motstånd mot exfolieringskorrosion med endast 5–10 % minskad styrka
För höghållfasta 7xxx-legeringar som används i fordonskomponenter av flygkvalitet representerar T7-termer ofta den optimala balansen mellan hållfasthet och långsiktig tillförlitlighet i korrosiva miljöer.
T5 Term: Kostnadseffektiv bearbetning
T5-term erbjuder en förenklad värmebehandlingsväg—den smidda delen svalas från den höga smidtemperatur och därefter konststadsåldras, vilket innebär att separat lösningsvärmningsteget kan hoppas över. Som branschedokumentation anger, T5 är "bäst för medelhållfasta applikationer där viss flexibilitet krävs."
Även om T5 ger lägre hållfasthet än T6, minskar det bearbetningskostnader och cykeltider. Detta gör det lämpligt för komponenter där maximal hållfasthet inte krävs—såsom vissa dekorativa listelement eller icke-struktionella bracketar.
Termbensämningssystem
När du rådgör en aluminium termstabell eller aluminiumlegeringstabell för smidda fordonskomponenter kommer du att oftast möta dessa termbeteckningar:
| Humör | Behandlingsprocess | Resulterande egenskapsförändringar | Typiska fordonsapplikationer |
|---|---|---|---|
| T4 | Lösningshärdad, naturligt åldrad vid rumstemperatur | Måttlig hållfasthet, högre seghet än T6, god formbarhet | Komponenter som kräver efterformning, mellanliggande bearbetningssteg |
| T5 | Kylt från smidtemperatur, konstgjort åldrad | Medelhållfasthet, kostnadseffektiv bearbetning, tillräcklig för icke-kritiska delar | Bärverk, täckpaneler, icke-strukturella komponenter |
| T6 | Lösningshärdad, avkyld, konstgjort åldrad till maximal hållfasthet | Maximal hållfasthet och hårdhet, reducerad seghet jämfört med T4 | Fjädringsarmer, ledskal, hjul, strukturella delar utsatta för hög belastning |
| T651 | T6-behandling plus spänningsavlastning genom töjning (1,5–3 %) | T6-egenskaper med förbättrad dimensionsstabilitet och minskad återstående spänning | Precisionsbearbetade komponenter, delar med strama toleranser |
| T7 | Lösningshärdad, överåldrad bortom maximal hållfasthet | Något lägre hållfasthet än T6, avsevärt förbättrad motståndskraft mot spänningskorrosion | Hållfasta legeringskomponenter i korrosiva miljöer |
| T73 | Lösningshärdad, särskilt överåldrad för maximal motståndskraft mot spaltkorrosion | ~15 % lägre brottgräns än T6, utmärkt motståndskraft mot sprickbildning vid spänningskorrosion | strukturella komponenter i 7xxx-serien för krävande miljöer |
| T76 | Lösningshärdad, överåldrad för motståndskraft mot exfolieringskorrosion | 5-10 % lägre hållfasthet än T6, förbättrad exfolieringskorrosionsbeständighet | 7xxx-seriekomponenter utsatta för fukt och våta |
Sammanlänkning av val av värmebehandling med prestandskrav
Hur väljer du rätt värmebehandling för en specifik bilkomponent? Valet baserar sig på förståelsen för vilka typer av haver komponenten måste motstå samt vilka tillverkningsbegränsningar som finns.
Tänk på en smidd kontrollarm för upphängning. Komponenten utsätts för:
- Miljontals utmattningsbelastningscykler under fordonets livslängd
- Exponering för vägsalt och fukt
- Skad risk vid stenslag
- Exakta dimensionskrav för korrekt upphängningsgeometri
För en kontrollarm i legering 6082 säkerställar värmebehandling T6 den nödvändiga hållfasthet och utmattningsbeständighet. Om tillverkningsprocessen inkluderar omfattande bearbetning efter värmebehandling, garanterar T651 dimensionell stabilitet. Den inhemska korrosionsbeständighet hos 6xxx-legeringar eliminerar i regel behovet av överåldning av typ T7.
Tänk nu på en smidd komponent i 7075-legering för en högprestandstillämpning. Den ultrahöga hållfasthet av 7075-T6 ger maximal prestand, men legeringens benägenhet för spänningskorrosionsbrott i T6-tillståndet kan vara oacceptabel för säkerhetskritiska delar. Att ange 7075-T73 minskar topphållfastheten med ungefär 15 %, men ger den nödvändiga motståndskraft mot spänningskorrosion för långsiktig pålitlighet.
Den viktigaste insikten? Val av värmebehandlingstillstånd handlar inte bara om att uppnå maximal hållfasthet – det handlar om att anpassa hela egenskapsprofilen till vad varje enskild komponent faktiskt kräver. Denna förståelse av värmebehandlingens effekter förbereder dig för tillverkningsaspekterna som avgör om smidda aluminiumkomponenter uppfyller sina specifikationer konsekvent.
Smideprocessparametrar och tillverkningsöverväganden
Att förstå vilken aluminiumsort som passar din komponent är bara hälften av ekvationen. Den andra hälften? Att veta hur man faktiskt smedererar legeringen framgångsrikt. Processparametrar – temperatintervall, tryckkrav, verktygsuppvärmning och töjningshastigheter – varierar avsevärt mellan olika aluminiumsorter. Få dessa fel, och även den perfekta legeringsval kan resultera i spruckna delar, ofullständig fyllning av verktyget eller komponenter som går sönder i drift.
Varför spelar dessa detaljer så stor roll? Till skillnad från aluminiumsorter för gjutning, där smält metall fritt strömmar in i formar, kräver smedering exakt kontroll av deformation i fast fas. Varje aluminiumlegering reagerar olika på tryck vid olika temperaturer, vilket gör valet av processparametrar avgörande för strukturella aluminiumtillämpningar.
Viktiga smederingsparametrar efter legeringsgrad
Enligt ASM Handbook-forskning om aluminiumsmedering , arbetsstyckets temperatur är förmodligen den mest kritiska processvariabeln. Rekommenderade smidtemperaturintervall för vanliga biltillämpningar är förvånande smala – vanligtvis inom ±55°C (±100°F) – och att överskrida dessa gränser innebär risken för antingen sprickbildning eller otillräcklig materialflöde.
Här är vad forskningen visar om specifika legeringsfamiljer:
- 6061 Aluminium: Smidtemperaturintervall på 430–480°C (810–900°F). Denna legering visar nästan en 50 % minskning av flödesspänning vid smidning vid övre temperatigränsen jämfört med lägre temperaturer, vilket gör temperaturreglering avgörande för konsekventa resultat.
- 6082 Aluminium: Liknande temperaturspann som 6061. Europeiska tillverkare smider ofta denna legering vid temperaturer närmare övre gränsen för att optimera formfyllning vid komplexa upphängningsgeometrier.
- 7075 Aluminium: Smalare smidespannvidd av 380-440°C (720-820°F). Serien 7xxx visar minst känslighet för temperaturvariationer, men det innebär också att marginalen för fel är mindre – legeringen kommer inte att "förlåta" bearbetningsfel på samma sätt som mer segert legeringar.
- 2014 och 2024 Aluminium: Temperaturspannvidder på 420-460°C (785-860°F). Dessa kopparbaserade legeringar kräver noggrann kontroll av föruppvärmning eftersom de är känsliga för deformationsspänning vid snabba smidestötar.
Forskningen betonar att "uppnående och upprätthållande av rätt föruppvärmd metalltemperatur vid smidning av aluminiumlegeringar är en avgörande processvariabel som är avgörande för smidningsprocessens framgång." Uppvärmningstider på 10-20 minuter per tum av sektionsjocklek säkerställer vanligtvis jämn temperaturspridning innan smidning påbörjas.
Verktygstemperatur och töjningshastighetseffekter
Till skillnad från stålsmidning, där verktyg ofta förblir relativt kalla, kräver aluminiumsmidning uppvärmda verktyg – och temperatorkraven varierar beroende på smidningstyp:
| Smidningsprocess/Utrustning | Verktygstemperaturområde °C (°F) | Huvudsakliga överväganden |
|---|---|---|
| Hammarer | 95-150 (200-300) | Lägre temperaturer på grund av snabb deformation; minskar risken för överhettning från adiabatisk uppvärmning |
| Mekaniska pressar | 150-260 (300-500) | Måttliga temperaturer ger balans mellan verktygslivslängd och materialflöde |
| Skruvpressar | 150-260 (300-500) | Liknande mekaniska pressar; utmärkt för komplexa aluminiumblad |
| Hydrauliska tryckmaskiner | 315-430 (600-800) | Högsta temperaturer på grund av långsam deformation – isoterma förhållanden utvecklas |
| Ringvalsning | 95-205 (200-400) | Måttliga temperaturer bibehåller metallens formbarhet under stegvis omformning |
Töjningshastigheten påverkar också smidresultatet avsevärt. Enligt ASM:s forskning ökar flödespänningen för aluminiumlegering 6061 med ungefär 70 % vid en töjningshastighet på 10 s⁻¹ jämfört med 0,1 s⁻¹, medan flödespänningen för 2014-aluminium nästan fördubblas. Det innebär att hammarsmide (höga töjningshastigheter) kräver betydligt större kraft än hydraulpres-smide (låga töjningshastigheter) för samma legering.
För höghållfasta legeringar i 2xxx- och 7xxx-serien kan smidutrustning med hög deformationshastighet, såsom hammare, faktiskt orsaka problem. Enligt ASM-dokumentationen är "vissa höghållfasta 7xxx-legeringar intoleranta mot temperaturförändringar som kan uppstå vid smidning med snabb deformationshastighet, och därför används inte denna typ av utrustning vid tillverkning av smide i dessa legeringar." Tillverkare sänker ofta förvärmningstemperaturerna till den lägre delen av godtagbara intervall när snabb utrustning används, för att kompensera för värme från deformation.
Svetsbarhet och monteringsöverväganden
När aluminiumkomponenter för fordon har smitts och värmebehandlats måste många fogas samman för att skapa kompletta fordonsskelett. Att förstå svetsbara aluminiumlegeringar och deras begränsningar förhindrar kostsamma monteringsfel och säkerställer strukturell integritet.
Svetsbarheten hos smidda aluminiumlegeringar varierar kraftigt beroende på legeringsfamilj:
- 6061 och 6082: Utmäktlig svetsbarhet—dessa legeringar kan fogas med konventionella MIG- och TIG-förfaranden med fyllningsmetaller 4043 eller 5356. Svetsning skapar dock en värmepåverkad zon (HAZ) där egenskaperna vid T6-årdning försämrar avsevärt. Enligt Lincoln Electric's svetsningsforskning , kan eftervärmebehandling krävas för att återställa hållfastheten i kritiska tillämpningar.
- 7075:Dålig svetsbarhet—denna legering är benägen för varmsprickling under svetsning och bör i regel inte fogas genom smältsvetsning. Mekanisk fästning eller limförbindning är de föredragna fogningsmetoder för 7075-förband.
- 2024 och 2014: Begränsad svetsbarhet—även om dessa kopparinnehållande legeringar tekniskt är svetsbara, är de benägna för varmsprickling och kräver oftast specialiserade förfaranden. Många fordonsapplikationer anger mekanisk fästning istället.
- 5xxx-serien: Utmäktlig svetsbarhet—dessa icke-värmebehandlingsbara legeringar svetsas lätt, även om de är mindre vanliga i smidda aluminiumfordonskomponenter på grund av lägre hållfasthetsnivåer.
När värmebehandlade aluminiumsmidesdelar som 6061-T6 eller 6082-T6 svetsas kan svetsens värmepåverkade zon (HAZ) förlora upp till 40 % av sin sträckgräns. Lincoln Electrics forskning om avancerad vågformsstyrning visar att "variationer i sammansättning dramatiskt förändrar en legerings fysikaliska egenskaper" och att anpassade svetsvågformer kan utformas för specifika legeringar för att minimera dessa effekter.
För kritiska strukturella aluminiumtillämpningar bör du överväga följande processstrategier:
- Minimera värmepåföring: Använd pulserad MIG-svetsning för att minska den totala mängden värme som överförs till grundmaterialet
- Utforma med hänsyn till svetsplacering: Placera svetsar utanför områden med maximal belastning när det är möjligt
- Ange eftersvetsbehandling: För tillämpningar som kräver full styrkeåtervinning, inkludera lösningsglödgning och åldring efter svetsning
- Överväg mekanisk fogning: För höghållfasta 2xxx- och 7xxx-smidesdelar ger ofta skruvfogar eller nitfogar bättre tillförlitlighet
Modern bilstrukturer kombinerar ökande ofta smidda aluminiumnoder med extruderade och plåtformade aluminiumkomponenter. Fogningsstrategin för dessa sammanfogningar måste ta hänsyn till de olika legeringar och kvaliteter som ingår – en smidd 6082-T6 fästpunkt för upphängning kan till exempel förbindas till en extruderad 6063-T6-balk med hjälp av limförbindning kombinerat med självförande nitförband.
När processparametrar och svetsbarhetsaspekter är förstådda blir den logiska nästa fråga: hur står smidda aluminium jämfört med alternativa tillverkningsmetoder för samma komponenter? Denna jämförelse avslöjar när smide verkligen erbjuder överlägsen värde.

Smidda vs Gjutna vs Fräsade aluminium i fordonsapplikationer
Du har undersökt de viktigaste smidda aluminiumlegeringarna och deras tillverkningsparametrar. Men här är en fråga som inköpschefer och ingenjörer ofta ställs inför: bör denna komponent verkligen smittas från början? Att förstå när smide ger bättre värde – jämfört med gjutning eller fräsning från massivt material – kan spara betydande kostnader samtidigt som optimal prestanda säkerställs.
Sanningen är att varje tillverkningsmetod finns där eftersom den löser specifika problem bättre än alternativen. När man väljer rätt material för karossdelar, drivlinskomponenter eller upphängningsdelar spelar tillverkningsprocessen lika stor roll som legeringsgraden. Låt oss analysera exakt hur dessa tre tillvägagångssätt skiljer sig åt.
Prestandajämförelse mellan olika tillverkningsmetoder
Vad sker egentligen inuti metallen under varje process? Skillnaderna är grundläggande – och de avgör direkt hur varje komponent presterar i din fordon.
Smidd Aluminium
Enligt forskning inom fordonsproduktion tillverkas delar genom smide genom "deformation av upphettat metall med tryck, vilket förändrar dess inre struktur och förbättrar dess hållfasthet." Denna process riktar upp metallens kornstruktur och skapar ett avsevärt starkare material jämfört med gjutna alternativ.
Smideprocessen erbjuder flera tydliga fördelar:
- Överlägsen mekanisk integritet: Kornstrukturaligering gör att smidda komponenter kan hantera större laster
- Förbättrad utmattningsmotstånd: Avgörande för komponenter som utsätts för miljontals belastningscykler
- Minimala inre defekter: Komprimeringsprocessen eliminerar hålrum och porositet som är vanliga vid gjutning
- Utmärkt slagghållighet: Ideal för applikationer benägna för stötar, såsom hjul och upphängningsdelar
Kastaluminium
Gjutning skapar komponenter genom att hälla smält aluminium i formar och låta det stelna. Under tillverkningsanalys förklarar att denna process "möjliggör komplexa former genom kontrollerad stelning" och erbjuder omatchad designflexibilitet.
När du bedömer gjutna aluminiumsorter och gjutgodslegeringar, överväga dessa egenskaper:
- Förmåga att hantera komplex geometri: Intrikata inre kanaler och detaljerade egenskaper kan uppnås
- Lägre verktygskostnader för komplexa delar: Gjutformar kostar ofta mindre än smidesverktyg för motsvarande komplexitet
- Risk för porositet: Inneslutna gaser kan skapa inre håligheter som försämrar hållfastheten
- Variabla mekaniska egenskaper: Aluminiumlegeringsgjutgods visar större egenskapsvariation än motsvarande smidda delar
Enligt forskningen har framsteg inom högtrycksgjutning avsevärt förbättrat kvaliteten på aluminiumlegeringsgjutgods, "vilket gör det möjligt att skapa komponenter som är både lätta och slitstarka." För säkerhetskritiska tillämpningar är dock de inneboende begränsningarna i gjutprocessen fortfarande relevanta.
Billet-aluminium
Billet-bearbetning startar med massivt aluminiummaterial – vanligtvis extruderat eller valsat – och tar bort material med CNC-utrustning för att skapa den slutgiltiga geometrin. Enligt branschedokumentation , gör denna metod det möjligt att uppnå strama toleranser, vilket gör den idealisk för högpresterande delar.
Viktiga egenskaper hos billet inkluderar:
- Maximal precision: CNC-bearbetning uppnår toleranser som gjutning och smidning inte direkt kan matcha
- Konsekvent kornstruktur: Utgångsmaterialet har enhetliga egenskaper genom hela materialet
- Högt materialspill: En betydande mängd aluminium bearbetas bort, vilket ökar effektiva materialkostnader
- Ingen verktygsinvestering: Programmeringsändringar ersätter fysiska ändringar av verktyg
Jämförelse av tillverkningsmetoder
| Kriterier | Smidd Aluminium | Kastaluminium | Billet-aluminium |
|---|---|---|---|
| Styrka | Högsta—justerad kornstruktur maximerar mekaniska egenskaper | Lägre—kornstruktur är slumpmässig; potentiell porositet försvagar materialet | Hög—konsekvent grundmaterial, men bearbetning tar bort fördelaktig kornflödesriktning |
| Viktoptimering | Utmärkt—högre hållfasthet möjliggör tunnare väggar utan att kompromissa prestanda | Bra—komplexa former möjliggör optimering av materialplacering | Måttlig—begränsad av utgångsmaterialets geometri och begränsningar i bearbetning |
| Enhetens kostnad | Måttlig till hög—beror på komplexitet och volym | Låg för höga volymer—verktygskostnader sprids över stora produktionsserier | Hög—betydande maskintid och materialspill per del |
| Verktygsinvestering | Hög—precisions smideverktyg kräver betydande förkostnad | Måttlig till hög—varierar beroende på gjutmetod och komplexitet | Låg—CNC-programmering ersätter fysisk verktygning |
| Egnighet för produktionsskvantum | Medelhöga till höga volymer—verktygsinvestering gynnar större serier | Höga volymer—sprutgjutning excellerar i massproduktion | Låga volymer—ideal för prototyper och specialdelar |
| Konstruktionssvårigheter | Måttlig—begränsad av verktygsdesign och materialflödesbegränsningar | Hög—inre kanaler och komplexa detaljer är möjliga | Mycket hög – nästan vilken geometri som helst som CNC-verktyg kan nå |
| Typiska fordonsapplikationer | Upphängningsarmer, hjul, drivstänger, styrleder | Motorblock, växellådsgehäus, insugsgölar | Prototypdelar, småserietillverkade prestandakomponenter, specialfästen |
När smidning ger överlägsen värde
Med tanke på de ovan nämnda avvägningarna, när blir smidning det uppenbara valet? Beslutsunderlaget blir enkelt när du förstår vad varje tillämpning verkligen kräver.
Välj smidning när:
- Motstånd mot utmattning är kritiskt: Komponenter utsatta för upprepade belastningscykler – som upphängningsarmer, hjul och drivstänger – drar störst nytta av smidnings fördelaktiga kornstruktur. Forskningen bekräftar att smidda delar "har bättre motstånd mot utmattning och seghet", vilket gör dem "särskilt lämpliga för fordon med prestandafokus."
- Maximal hållfasthet i förhållande till vikt är viktigt: Bland metaller som används i bilkarosser och strukturella tillämpningar uppnår smidd aluminium högsta hållfasthet med minsta vikt. När varje gram räknas för prestanda eller effektivitet motiverar smidning sin premie.
- Produktionsvolymer motiverar verktygsinvestering: För årliga volymer som överstiger flera tusen enheter amorteras smidesverktygets investeringskostnad effektivt. Under denna gräns kan bearbetning av råmaterial vara mer ekonomisk trots högre kostnader per del.
- Säkerhetskritiska tillämpningar kräver pålitlighet: Frånvaron av intern porositet i smidningar ger ett förtroende som gjutna alternativ inte kan matcha. För komponenter där konsekvenserna vid haveri är allvarliga minskar smidningens konsekventa kvalitet risken.
Beakta alternativ när:
- Komplexa inre geometrier krävs: Gjutning möjliggör kanaler och kamrar som smidning inte kan skapa. Motorblock och växellådshus är exempel där gjutnings designflexibilitet är avgörande.
- Volymer är extremt höga: För komponenter som tillverkas i miljontals exemplar årligen blir tryckgjutningens styckekonomi övertygande trots lägre hållfasthet.
- Prototyp- eller liten serieproduktion: Fräsning från massivt material eliminerar helt behovet av verktygsinvesteringar, vilket gör det idealiskt för utvecklingsdelar eller specialtillämpningar med volymer under den ekonomiska gränsen för smide.
- Estetiska ytor är av yttersta vikt: Gjutna och fräsade ytor kräver ofta mindre efterbehandling för dekorativa tillämpningar jämfört med smidda ytor.
Bilindustrins materialval för karosskonstruktion speglar alltmer dessa avvägningar. Strukturella knutpunkter med hög belastning använder ofta smidd aluminium, medan komplexa husningar förlitar sig på avancerade gjuttekniker, och prototypprogram utnyttjar fräsning från massivt material för snabb utveckling.
Att förstå när smide överträffar alternativ hjälper dig att från början välja rätt process. Men även med denna kunskap uppstår det fortfarande fel vid val av legering – och att veta hur man undviker dem, eller hur man byter ut legeringar när det behövs, kan förhindra kostsamma tillverkningsproblem.
Bästa metoder för legeringsbyte och legeringsval
Även med fullständig kunskap om aluminiumlegeringars egenskaper och smidningsparametrar uppstår oförutsedda utmaningar i den verkliga tillverkningen. Störningar i supply chain, problem med materialtillgänglighet eller kostnadstryck tvingar ibland ingenjörer att överväga alternativ till sin önskade aluminiumlegering. Att veta vilka substitutioner som fungerar – och vilka som skapar problem – är vad som skiljer lyckade projekt från kostsamma misslyckanden.
Utöver ersättningscenarier sker många fel vid val av legering helt enkelt därför att ingenjörer tillämpar ståldesign-tänkande på aluminiumkonstruktioner. Genom att förstå dessa vanliga fallgropar kan du undvika kostsamma omarbeten och komponentfel innan de uppstår.
Riktlinjer för legeringsersättning
När din specifierade aluminiumlegering inte är tillgänglig, motstå frestelsen att helt enkelt ta nästa alternativ på listan. Olika aluminiumlegeringar beter sig olika vid smide, värmebehandling och i driftsförhållanden. Lyckliga ersättningar kräver att man matchar de viktigaste prestandskraven samtidigt som man accepterar avvägningar vad gäller sekundära egenskaper.
Här är beprövade ersättningspar för vanliga smidelegeringar inom bilindustrin:
- 6082 → 6061: Den vanligaste ersättningen inom forgningsindustrin för fordon. Förvänta dig något lägre brottgräns (cirka 5–10 % minskning) och något sämre utmattningsprestanda i korrosiva miljöer. Båda legeringarna har utmärkt svetsbarhet och korrosionsmotstånd. Acceptabel för de flesta upphängnings- och strukturella tillämpningar där 6082 angetts främst på grund av tillgänglighet snarare än marginella hållfasthetsfördelar.
- 6061 → 6082: Fungerar väl när materialet är tillgängligt – 6082 ger faktiskt något bättre hållfasthet. Inga betydande egenskapsförslamningar, även om 6082 kan kosta mer beroende på regional tillgänglighet. Europas leveranskedjor föredrar ofta 6082, medan nordamerikanska leverantörer vanligtvis har större lager av 6061.
- 7075 → 7050: Båda ger ultra-hög hållfasthet, men 7050 erbjuder förbättrad motståndskraft mot spänningskorrosionssprickbildning och bättre slagseghet. Denna ersättning representerar ofta en uppgradering snarare än ett avsteg. Förvänta er liknande eller något lägre topphållfasthet med förbättrad brottyghet.
- 7075 → 2024: Använd med försiktighet – även om båda är höghållfasta legeringar skiljer sig deras egenskapsprofiler väsentligt. 2024 ger utmärkt utmattningsmotstånd men lägre brottgräns än 7075. Lämplig när cyklisk belastning dominerar konstruktionsfallet, men inte när maximal statisk hållfasthet krävs.
- 2024 → 2014: Båda kopparbaserade legeringar med liknande smidesegenskaper. 2014 erbjuder något bättre smidbarhet med jämförbar hållfasthet. Acceptabel för de flesta drivlinsapplikationer där 2024 ursprungligen var specificerat.
- 6061 → 5083: Generellt inte rekommenderat för smidda komponenter. Även om 5083 erbjuder utmärkt korrosionsmotstånd är det inte värmebehandlingsbart och kan inte uppnå hållfasthetsnivåerna hos 6061-T6. Överväg endast denna ersättning för icke-strukturella tillämpningar där korrosionsmotstånd är viktigare än hållfasthetskrav.
När du bedömer någon ersättning måste du verifiera att den alternativa sorten uppfyller alla kritiska specifikationer – inklusive kompatibilitet med smidtemperatur, respons på värmebehandling och eventuella efterföljande monteringskrav som svetsbarhet. En sort som är metallurgiskt lämplig kan ändå misslyckas om din produktionsutrustning inte kan bearbeta den korrekt.
Undvika vanliga valfel
Enligt Lincoln Electric's tekniska riktlinjer , ett av de vanligaste designfelen med aluminium är att helt enkelt välja den starkaste tillgängliga legeringen utan att ta hänsyn till andra avgörande faktorer. Enligt deras tekniska dokumentation: "Mycket ofta kommer konstruktören att välja den starkaste tillgängliga legeringen. Detta är en dålig designpraxis av flera skäl."
Varför kan det gå fel när man väljer den starkaste aluminiumlegeringen?
- Böjning styr ofta konstruktionen, inte hållfasthet: Elasticitetsmodulen för de flesta aluminiumlegeringar – svaga såväl som starka – är ungefär densamma (en tredjedel av stålets). Om din komponents kritiska gräns är styvhet snarare än brottgräns ger det dig ingenting att betala mer för 7075 framför 6061.
- Många höghållfasta legeringar kan inte svetsas: Lincoln Electrics forskning betonar att "många av de starkaste aluminiumlegeringarna inte kan svetsas med konventionella tekniker." Att ange 7075 för en komponent som måste svetsas samman till en större konstruktion skapar tillverkningsomöjligheter. Dokumentationen påpekar specifikt att 7075 "aldrig bör svetsas vid strukturella tillämpningar."
- Egenskaper i svetsområdet skiljer sig från grundmaterialet: Även med svetsbara legeringstyper som 6061 är det så att "svetsfogen sällan blir lika stark som grundmaterialet." Att dimensionera utifrån T6-grundmaterialets egenskaper utan att ta hänsyn till försämringen i värmepåverkad zon leder till underskurna svetsar och potentiella brott.
Här följer ytterligare valfel som bör undvikas:
- Att ange töjningshårdnade kvaliteter för svetsade konstruktioner: För legeringar som inte kan värmebehandlas (1xxx, 3xxx, 5xxx) fungerar svetsning som en lokal anlöpningsoperation. "Oavsett vilken tillstånd man startar med kommer egenskaperna i svetsnära påverkade zonen att motsvara det avlägsnade O-tillståndets material", bekräftar forskningen. Att köpa dyra sträckhårdade material som skall svetsas är en slöseri av pengar—svetsnära påverkade zonen återgår till avlägsnade egenskaper oavsett.
- Ignosering av krav på efterbehandling efter svetsning: Hårdningsbara legeringar som 6061-T6 upplever en betydande styrkeminskning i svetsområdet. Forskningen visar att "den minsta svetsade draghållfasthet på 24 ksi" jämfört med "40 ksi" för T6-basmaterial—en minskning med 40%. Underlåtelse att ange efteråldring efter svetsning när styrkeåtervinning krävs komprometterar strukturell integritet.
- Overserande av känslighet för spänningskorrosion: Legeringar av högfaststål 7xxx i T6-tillstånd kan vara känsliga för spänningskorrosionssprickning. Att ange 7075-T6 för komponenter utsatta för fukt och beständig belastning utan att överväga T73- eller T76-tillstånd riskerar för tidiga fältfel.
- Blandar gjutlegeringar med smedjärnlegeringar: Vissa specifikationer felaktigt anger aluminiumsorter för gjutning när smedda komponenter krävs. A356 och A380 är utmärkta sprutgjutningslegeringar men är inte lämpliga för smedning—deras kemi är optimerad för flytighet i smält tillstånd, inte deformation i fast tillstånd.
Samverkan med kvalificerade smedningsleverantörer
Många utmaningar vid val av legering blir hanterbara när man samarbetar med erfarna smedningsleverantörer som förstår kraven inom bilindustrin. Speciallegeringar för fordonsapplikationer kräver ofta exakt processkontroll som endast etablerade tillverkare kan leverera konsekvent.
När du utvärderar potentiella smidepartners bör du överväga deras ingenjörsstöd. Kan de råda om optimalt materialval för din specifika komponent? Har de erfarenhet av de värmebehandlingar och efterbehandlingar som din tillämpning kräver? IATF 16949-certifierade tillverkare som Shaoyi erbjuder kvalitetsystem och teknisk expertis som hjälper att omvandla materialval till tillförlitliga produktionskomponenter.
Deras snabba prototillverkningsförmåga—med leverans av initiala delar inom så lite som 10 dagar—gör att du kan verifiera materialval innan du investerar i verktyg för storskalproduktion. För komponenter som fälgarmar och drivaxlar, där aluminiumkvalitet direkt påverkar fordonssäkerheten, är det ovärderligt att ha ingenjörspartners som förstår både metallurgi och krav inom fordonsindustrin.
Kombinationen av kunskap om rätt val av legeringsgrad och kvalificerade tillverkningspartnerskap skapar grunden för framgångsrika program för smidd aluminium. Med dessa element på plats är du förberedd att fatta slutgiltiga materialval som effektivt balanserar prestandakrav, tillverkningsbegränsningar och kostnadshänseenden.
Välja rätt grad av smidd aluminium för din applikation
Du har nu undersökt hela sortimentet av smidda aluminiumlegeringar för bilar – från att förstå beteckningar av legeringsserier till att anpassa specifika grader efter komponentkrav, samt från värmebehandlingsoverväganden till tillverkningsparametrar. Men hur kombinerar du all denna kunskap till konkreta beslut? Låt oss sammanfatta den väsentliga vägledningen som omvandlar teknisk förståelse till framgångsrika inhandspaffattande.
Oavsett om du anger aluminium för bilar i ett nytt fordonsprogram eller optimerar en befintlig leveranskedja följer val av legering en logisk sekvens. Att få till denna sekvens rätt förhindrar kostsamma misstag och säkerställer att dina aluminiumdelar för fordon levererar den prestanda som dina fordon kräver.
Nyckelpunkter för val av legering
Efter genomgång av hela spektrumet av bilaluminiumalternativ avgör flera beslutsfaktorer konsekvent framgången:
- Börja med spänningsegenskaper, inte materiella preferenser: Definiera vad din komponent faktiskt utsätts för – statiska laster, cyklisk utmattning, stötkrafter eller kombinationer av dessa. En upphängningsarm som utsätts för miljontals körningar kräver andra egenskaper än en fästeplåt som endast utsätts för statiska laster. Anpassa legeringsfamiljen till dessa reella krav: 6xxx för balanserad prestanda, 7xxx för maximal hållfasthet, 2xxx för överlägsen utmattningståndighet.
- Ta hänsyn till tillverkningsvolym tidigt: Smidningens ekonomi gynnar medelstora till stora produktionsvolymer där verktygsinvesteringar amorteras effektivt. För volymer under några tusen per år bör det verifieras att smidning fortfarande är kostnadseffektiv jämfört med alternativa metoder som bearbetning från råmaterial. Program med hög volym drar störst nytta av smidningens kombination av överlägsna material egenskaper och effektiv produktion.
- Ta hänsyn till efterföljande processer: Om din komponent kräver svetsning till en större konstruktion, eliminerar detta krav helt vissa legeringsfamiljer från övervägande. Ange 6061 eller 6082 när svetsbarhet är viktig; undvik 7075 för alla strukturella svetsade tillämpningar. Likaså bör efter-smidningsbearbetningsbehov beaktas – T651-termer ger den dimensionella stabilitet som precisionsbearbetning kräver.
- Utvärdera totalkostnaden, inte bara råmaterialpriset: Det billigaste aluminiummet för bilar är inte alltid det mest ekonomiska valet. En högkvalitativ legering som möjliggör tunnare väggar, minskad efterbehandling eller förenklad värmebehandling kan ge lägre total komponentkostnad än en billigare legering som kräver ytterligare bearbetning. Beräkna hela bilden innan du fastställer specifikationerna.
- Bygg upp motståndskraft i leveranskedjan: Identifiera acceptabla ersättningslegeringar innan produktionen börjar. Att veta att 6061 kan ersätta 6082 – eller att 7050 erbjuder en uppgraderingsväg från 7075 – ger dig alternativ när leveransstörningar uppstår. Dokumentera dessa alternativ i dina specifikationer så att inköpsavdelningarna snabbt kan reagera på förändringar i tillgänglighet.
Det mest kritiska urvalskriteriet: välj legeringen som bäst passar din komponents faktiska prestandakrav – inte den starkaste tillgängliga varianten. Överspecificering slösar med pengar och kan skapa tillverkningsproblem, medan underspecificering riskerar feltillstånd i fältet som skadar både fordon och rykte.
Partnerskap för framgång inom bilsmidning
Här är verkligheten som varje erfaren ingenjör förstår: även perfekt val av materialbeteckning betyder inget utan en tillverkningspartner som konsekvent kan leverera. Klyftan mellan materialspecifikation och kvalitetskomponenter kräver expertis som endast kvalificerade smidesleverantörer kan erbjuda.
När aluminium i bilar måste uppfylla krävande prestandakrav blir leverantörsval lika viktigt som valet av legering. Enligt branschriktlinjer för utvärdering av smidesleverantörer är tre faktorer de viktigaste: certifieringar och kvalitetssystem, produktionskapacitet och utrustning samt stränga kvalitetskontrollstandarder.
När det gäller fordonsapplikationer visar IATF 16949-certifiering att en leverantör har implementerat de kvalitetsledningssystem som fordonsindustrin kräver. Denna certifiering – uppbyggd på ISO 9001-grunder med fordonsbranschspecifika krav – bevisar att tillverkaren förstår spårbarhet, processkontroll och kontinuerlig förbättring på den nivå som era fordonsprogram kräver.
Utöver certifiering bör praktiska förmågor som omvandlar specifikationer till delar utvärderas:
- Konstruktörsstöd: Kan leverantören råda om optimalt materialval för er specifika geometri och belastningsförhållanden? Förstår de konsekrationerna av värmebehandling och kan de rekommendera lämpliga tillstånd?
- Prototyperingshastighet: Modern fordonsutveckling kräver snabba iterationer. Partners som erbjuder protverktygning på kort tid – vissa redan inom 10 dagar – möjliggör designvalidering innan man investerar i produktionsverktyg.
- Komponentkompetens: Leverantörer med dokumenterad erfarenhet inom er komponentkategori – oavsett om det gäller upphängningsarmer, drivaxlar eller strukturella noder – för med sig applikationsspecifik kunskap som allmänna smidesverk kan sakna.
- Kvalitetskontrollinfrastruktur: Avancerade inspektionsteknologier, övervakning under processen och omfattande dokumentationssystem säkerställer att varje komponent uppfyller specifikationerna. Referensmaterialet betonar att ledande leverantörer investerar i koordinatmätningsmaskiner, utrustning för oförstörande provning och kapacitet för materialanalys.
För ingenjörer och inköpsprofessionella som söker tillverkning av komponenter till aluminiumbilar, Shaoyi (Ningbo) Metallteknik exemplifierar den partnerprofil som framgångsrika program kräver. Deras IATF 16949-certifiering bekräftar kvalitetssystem av automobilstandard, medan deras interna konstruktörsteam erbjuder den tekniska vägledning som hjälper till att omvandla val av materialklass till produktionsspecifikationer. Belägna nära hamnen i Ningbo kombinerar de snabba prototypframställningsmöjligheter – med första delar tillgängliga inom så lite som 10 dagar – tillsammans med kapacitet för högvolymproduktion för mogna program.
Deras dokumenterade kompetens inom krävande aluminiumdelar för bilindustrin, såsom upphängningsarmar och drivaxlar, speglar den komponent-specifika kunskap som gör råd om materialval till handling. När specifikationerna kräver styrarmar i 6082-T6 eller prestandakomponenter i 7075-T6 säkerställer en tillverkningspartner som förstår både metallurgin och kvalitetskraven inom bilindustrin att materialvalet övergår i pålitliga komponenter.
Resan från legeringsspecifikation till fordonets prestanda går genom tillverkningsutförande. Genom att kombinera den kunskap om gradval du har förvärvat i denna guide med kvalificerade smidningspartners som delar din engagemang för kvalitet, positionerar du dina fordonsprogram för framgång – och levererar den hållfasthet, viktreduktion och pålitlighet som moderna fordon kräver av sina smidda aluminiumkomponenter.
Vanliga frågor om smidda aluminiumgrader för bilar
1. Vilka är graderna på aluminiumsmide?
De mest vanliga smidda aluminiumlegeringar för fordonsapplikningar inkluderar 6061, 6063, 6082 från 6000-serien samt 7075 från 7000-serien. Legeringarna i 6xxx-serien erbjuder utmärkt smidbarhet, korrosionsbeständighet och balanserad hållfasthet, vilket gör dem idealiska för upphängningsarmar och hjul. 7xxx-serien tillhandahåller ultrahög hållfasthet för komponenter där prestanda är kritisk. Dessutom erbjuder 2024 och 2014 från 2xxx-serien överlägsen utmatningsbeständighet för drivlinsdelar som pistonger och drivstänger. Tillverkare certifierade enligt IATF 16949, som Shaoyi, kan vägleda optimal val av legering baserat på specifika komponentkrav.
vilken aluminiumgrad används i bilar?
Fordonsapplikationer använder flera olika aluminiumlegeringar beroende på komponentkraven. Vanliga legeringar inkluderar 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 och 2024. För särskilt smidda komponenter dominerar 6082-T6 i europeiska fjädrings- och chassianvändningar på grund av utmärkt utmattningsprestanda i korrosiva miljöer. 6061-T6 förblir populärt i Nordamerika på grund av sin svetsbarhet. Högpresterande applikationer anger ofta 7075-T6 för maximalt hållfasthets-till-viktförhållande, medan 2024-T6 utmärker sig i utmattningskritiska drivlinskomponenter.
3. Är 5052 eller 6061 aluminium starkare?
6061 aluminium är avsevärt starkare än 5052. I T6-tillståndet uppnår 6061 en draghållfasthet på cirka 310 MPa jämfört med 5052:s ungefär 220 MPa. Men styrka är inte allt – 5052 erbjuder bättre korrosionsbeständighet och formbarhet eftersom det är en legering som inte kan värmebehandlas. För smidda bilkomponenter som kräver strukturell integritet är 6061-T6 att föredra, eftersom det kan värmebehandlas för att uppnå högre styrkenivåer, vilket är väsentligt för fjädringsarmar, hjul och chassisdelen.
4. Vad är skillnaden mellan smidda och gjutna aluminiumhjul?
Smidda aluminiumhjul tillverkas genom att komprimera upphettad aluminium under extremt högt tryck, vilket riktar upp kornstrukturen för överlägsen hållfasthet och motståndskraft mot trötthet. Hjul i gjuten aluminium tillverkas genom att hälla smält aluminium i formar, vilket resulterar i en slumpmässig kornstruktur och potentiell porositet. Smidda hjul väger vanligtvis 15–30 % mindre än motsvarande gjutna hjul, samtidigt som de erbjuder bättre slagstyrka och slitstyrka. För fordon med hög prestanda ger smidda 6061-T6- eller 7075-T6-hjul ett hållfasthets-till-viktförhållande som gjutna alternativ inte kan matcha.
5. Hur väljer jag rätt aluminiumlegering för bilsmidning?
Börja med att definiera din komponents faktiska spänningskrav – statiska laster, cyklisk utmattning eller stötkrafter. För balanserade strukturella tillämpningar erbjuder legeringar i 6000-serien, som 6082-T6 eller 6061-T6, utmärkt prestanda. När maximal hållfasthet är avgörande bör 7075-T6 väljas. För överlägsen utmattningstålig motståndskraft i drivlinsdelar kan 2024-T6 övervägas. Ta hänsyn till svetsbarhetsbehov (6000-seriens legeringar svetsas bra; 7075 svetsas inte), produktionsvolymer och värmebehandlingskrav. Att samarbeta med erfarna smidespartners som Shaoyi, som erbjuder snabb prototypframställning och IATF 16949-certifiering, hjälper till att verifiera val av legering innan man går vidare till produktionverktyg.