 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Fast eller flytande utmatningsplatta: Dievalet som gör eller bryter ditt verktyg

Det kritiska valet av utmatningsplatta som varje verktygsdesigner måste behärska
Tänk dig att du kör en högvolymig stansprocess och plötsligt börjar dina delar fastna vid punchar, kanter visar oväntade spån och ditt underhållslag springer omkring för att diagnostisera problemet. Vad gick fel? I många fall går orsaken tillbaka till ett grundläggande beslut som togs under verktygsdesignen: att välja fel typ av utmatningsplatta för tillämpningen.
Oavsett om du konstruera progressiva stansverktyg för bilkomponenter eller designa verktyg för precisionselektronik är det avgörande att förstå valet mellan fast och flytande utmatningsplatta. Detta val påverkar direkt delkvaliteten, verktygets livslängd och din bottenlinje.
Varför ditt val av utmatningsplatta definierar verktygets prestanda
Så vad är egentligen en utmatningsplatta? Det är den komponent som ansvarar för att ta bort material från stansen efter varje slag. Korrekt utmatning med utmatningsplattan säkerställer ren delavskiljning, förhindrar att avfall (sluggar) dras upp och bibehåller konsekventa cykeltider. När du väljer rätt konfiguration fungerar din verktygsform smidigt. Väljer du fel kommer du istället drabbas av en rad produktionsproblem.
Utmatningsplattan gör mer än bara att mata ut material – den guider stansarna, kontrollerar materialrörelse och påverkar verktygsformens övergripande stabilitet. Detta gör ditt val mellan fast och flytande design till ett grundläggande beslut som påverkar alla aspekter av verktygets prestanda.
De dolda kostnaderna vid felaktigt val av utmatningsplatta
Att välja fel typ av utmatningsplatta leder till konsekvenser som sträcker sig långt bortom den initiala investeringen i verktyget:
- Skador på delar: Repningar, deformation och dimensionsosamstämmighet orsakade av felaktig utmatningskraft
- Snabbare verktygsslitage: Felriktade stansar och överdriven friktion förkortar komponenternas livslängd
- Oplanerad nedtid: Ofta justeringar och akutreparationer stör produktionsscheman
- Ökade spillnivåer: Dålig utmatning leder till avvisade delar och slöseri med material
Lägger grunden för exakt stansningssuccé
Här är utmaningen som många verktygsdesigner ställs inför: information om val av utmatningsplatta är spridd över tekniska handböcker, leverantörskataloger och muntlig erfarenhet som delas mellan ingenjörer. Inget enda verk sammanställer denna avgörande jämförelse med tydliga, genomförbara beslutskriterier – fram till nu.
Den här guiden ger en omfattande utvärdering av fasta och flytande utmatningsplattor, kompletterad med strukturerade urvalsmallar och praktiska rekommendationer. Du kommer att upptäcka exakt när varje typ presterar bäst, förstå de ingående kompromisserna och få större självförtroende i ditt viktiga verktygsval för dina specifika tillämpningar.
Utvärderingskriterier för val av utmatningsplatta
Innan du går in på detaljerna kring fasta och flytande utmatningsplattor behöver du en tydlig ram för att fatta detta beslut. Utan definierade kriterier blir jämförelsen mellan dessa två alternativ gissning snarare än ingenjörskonst. Låt oss etablera den utvärderingsmetodik som professionella använder när de väljer rätt konfiguration av utmatningsplattor för verktyg med utmatningsplattor och dies.
Fem faktorer som avgör framgången för utmatningsplattor
När ingenjörer bedömer vilken typ av utmatningsplatta som är bäst lämpad för deras tillämpning återkommer de konsekvent till fem kritiska dimensioner. Varje faktor har olika tyngd beroende på era specifika produktionskrav:
- Krav på utmatningskraft :Kraften som krävs för att separera material från puncharna ligger vanligtvis mellan 10–25 % av punskraften. Tillämpningar med högre krav på utmatning kräver mer robusta plattdesigner som kan leverera konsekvent tryck.
- Kompatibilitet med materialtjocklek: Material med tunn tjocklek beter sig annorlunda än tjockare material vid avmatning. Ditt plattval måste anpassas till det specifika tjockleksomfång du kommer bearbeta, eftersom fel anpassning kan orsaka skador på delar eller ofullständig avkastning.
- Produktionsvolymöverväganden: Verksamheter med hög volym kräver avmatningsplattor som bibehåller sin prestanda över miljontals cykler. Vid lägre volymer kan enklare konfigurationer tolereras, även om de kräver mer frekventa justeringar.
- Underhållsbehov: Vissa avmatningsplåtsdesigner kräver regelbunden utskiftning av fjädrar, smörjning eller omjustering. Att förstå dessa återkommande krav hjälper dig att beräkna de verkliga driftskostnaderna.
- Kostnadseffektivitet: Det initiala inköpspriset visar bara en del av bilden. Ta hänsyn till installationskomplexitet, stopptid för justeringar, frekvensen av komponentutbyten och effekten på delkvaliteten när du bedömer den totala ägandekostnaden.
Så här utvärderade vi varje typ av avmatningsplatta
Under hela denna jämförelse kommer vi att bedöma fasta och svävande avdragshållare utifrån varje kriterium ovan. Du kommer att få en tydlig översikt över varje typs styrkor och begränsningar. Denna strukturerade ansats eliminerar subjektiva preferenser och baserar ditt beslut på mätbara prestandafaktorer.
Det valramverk som professionella använder
Erfarna verktygsdesigners väljer inte avdragshållare baserat enbart på vana eller leverantörsrekommendationer. De matchar applikationskraven systematiskt mot hållarnas kapacitet. När du går igenom de detaljerade jämförelserna framåt, tänk på dessa bedömningsdimensioner – de kommer att leda dig till den konfiguration som ger optimal prestanda för dina specifika stansutmaningar.
Fasta avdragshållare för stabilitet och kostnadseffektivitet
Nu när du förstår utvärderingsramen, låt oss undersöka vår första kandidat i jämförelsen mellan fast och flytande utmatningsplattor. Fasta utmatningsplattor representerar grundläggande tillvägagångssättet för utmatning av delar – en designfilosofi som prioriterar enkelhet, styvhet och konsekvent prestanda för specifika tillämpningsområden.
När din stansoperation kräver förutsägbar prestanda och kostnadseffektiv verktyg, framträder fasta utmatningsplattor ofta som det kloka valet. Men att förstå exakt hur de fungerar – och var de presterar bäst – är vad som skiljer lyckade verktygsdesigner från problematiska.
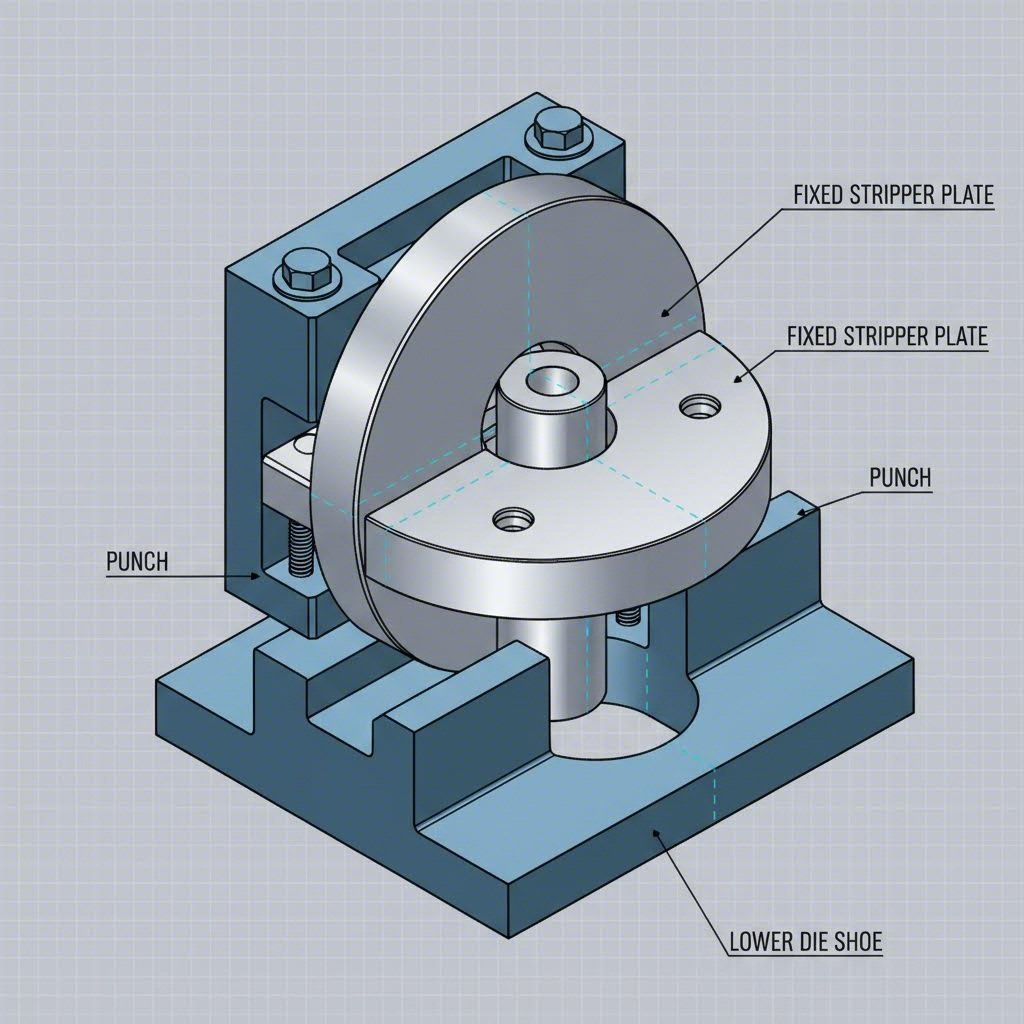
Hur fasta utmatningsplattor levererar konsekvent prestanda
Fasta utmatningsplattor monteras styvt på stöveln eller på samlingshållaren för stansarna, vilket innebär att de behåller en konstant position i förhållande till verktygsdelarna under hela pressgången. Till skillnad från deras fjädrade motsvarigheter rör sig inte dessa plattor oberoende – de är beroende av pressgången själv för att separera material från stansarna.
Denna styva monteringsdesign skapar flera prestandaegenskaper som du märker direkt:
- Stansningsledning: Plattan ger en stabil referensyta som leder pilotstansar för fästning till avdragare, vilket bibehåller justeringen under hela höghastighetsoperationer
- Konstanta spel: Utan variationer i fjäderdeflektion är avståndet mellan stans och avdragare konstant, vilket säkerställer enhetlig avdragning
- Dämpningseffekt: Den fasta kopplingen till verktygsstrukturen dämpar driftsvibrationer som kan påverka delkvaliteten
När man arbetar med raka pilotstansar för avdragare säkerställer den fasta konfigurationen att dessa avgörande justeringskomponenter förblir exakt positionerade. Denna stabilitet visar sig särskilt värdefull i progressiva verktygsapplikationer där ackumulerad feljustering kan förstärkas över flera stationer.
Ideella applikationer för fasta avdragare
Fixa avdragare skiner starkast i tillämpningar som matchar deras inneboende styrkor. Överväg denna design när ditt projekt involverar:
- Tunna material: Material med tjocklek under 1,5 mm avlägsnas vanligtvis rent utan behov av det reglerade trycket som flytande konstruktioner erbjuder
- Högfrekvent stansning: Operationer som överstiger 400 slag per minut drar nytta av färre rörliga delar och konsekvent beteende
- Precisionselektronikkomponenter: Ledramar, kontaktdon och mikrostansade delar kräver den stabilitet som fasta plattor ger
- Tunna fordonskomponenter: Brackor, klämmor och små strukturella element från tunn stål- eller aluminiumplåt
- Enkla blankningsoperationer: Enstationssverk med enkel geometri där materialbeteende är förutsägbart
Nyckeln här? Fast hållare är bäst när materialtjockleken ligger inom ett hanterbart intervall och interaktionen mellan stans och material förblir förutsägbar. De är särskilt effektiva när kontakt mellan hållaren och materials överysytan är minimal och kontrollerad.
Sammanfattning av fördelar och nackdelar med fast hållare
Varje verktygsval innebär kompromisser. Här är en ärlig bedömning av vad fasta hållare innebär för ditt sverksdesign:
Fördelar
- Lägre inledande kostnad: Enklare konstruktion minskar tillverkningskostnader – ofta 20–30 % lägre än motsvarande flytande design
- Enklare design och installation: Färre komponenter innebär snabbare installation, enklare felsökning och minskade monteringsfel
- Minimalt underhållsbehov: Inga fjädrar som tröttnar, inga justeringsmekanismer att kalibrera, inga rörliga delar som behöver smörjas
- Utmärkt prestanda vid bearbetning av tunna material Levererar tillförlitlig avdragning för material där kontrollerad kraft inte är avgörande
- Längre livslängd: Med färre slitagekomponenter överlever korrekt utformade fasta plattor ofta sina justerbara motsvarigheter
- Konsekvent cykel-till-cykel-beteende: Eliminerar variabler orsakade av fjäderförsämring eller inställningsdrift
Nackdelar
- Begränsat materialtjocklekintervall: Svårare att hantera tjockare material där kontrollerat avdragningstryck blir nödvändigt
- Mindre tolerans för punktens feljustering: Utan fjäderanpassning överförs små feljusteringar direkt till punkt- och formskomponenter
- Ingen föravdragningsfunktion: Kan inte hålla material innan punktens ingrepp, vilket begränsar användningen i komplexa formsättningsoperationer
- Minskad anpassningsförmåga: Svårt att finjustera avdragning efter att verktyget är färdigkonstruerat
- Materialåterfjädringsutmaningar: Tjockare material kan böja sig vid stansning utan den motkraft som flytande konstruktioner ger
Fixa avdragare representerar 80/20-lösningen i verktygsdesign – hanterar 80 % av tillämpningarna med en bråkdel av komplexiteten. Nyckeln är att identifiera om din tillämpning ingår i denna majoritet.
När du anger fasta avdragare spelar materialvalen stor roll. Verktygsstål som D2 erbjuder utmärkt slitagebeständighet för högvolymstillämpningar, medan OHNS (oljehärdande icke-krympande stål) ger ett kostnadseffektivt alternativ för måttliga produktionsomfattningar. Hårdheten ligger vanligtvis mellan 58–62 HRC för avdragar-ytan, vilket säkerställer hållbarhet utan överdriven sprödhet.
Genom att förstå dessa egenskaper kan du fatta ett välgrundat beslut – eller känna igen när din applikation kräver de ytterligare funktioner som flytande utmatningsplattor erbjuder.
Flytande utmatningsplattor för maximal mångsidighet
Vad händer när din applikation överskrider de bekväma gränserna för fasta utmatningsplattor? När materialtjockleken ökar, delgeometrin blir mer komplex eller precisionskraven skärpas, behöver du en mer sofistikerad lösning. Här kommer flytande utmatningsplattor – de fjädrade arbetsmaskiner som hanterar krävande stansapplikationer där fasta alternativ inte räcker till.
Flytande utmatningsverktyg representerar den premiumnivån i jämförelsen mellan fasta och flytande utmatningsplattor, och erbjuder kontrollerad kraftfördelning och anpassningsförmåga som omvandlar utmanande diesoperationer till tillförlitliga produktionsprocesser.
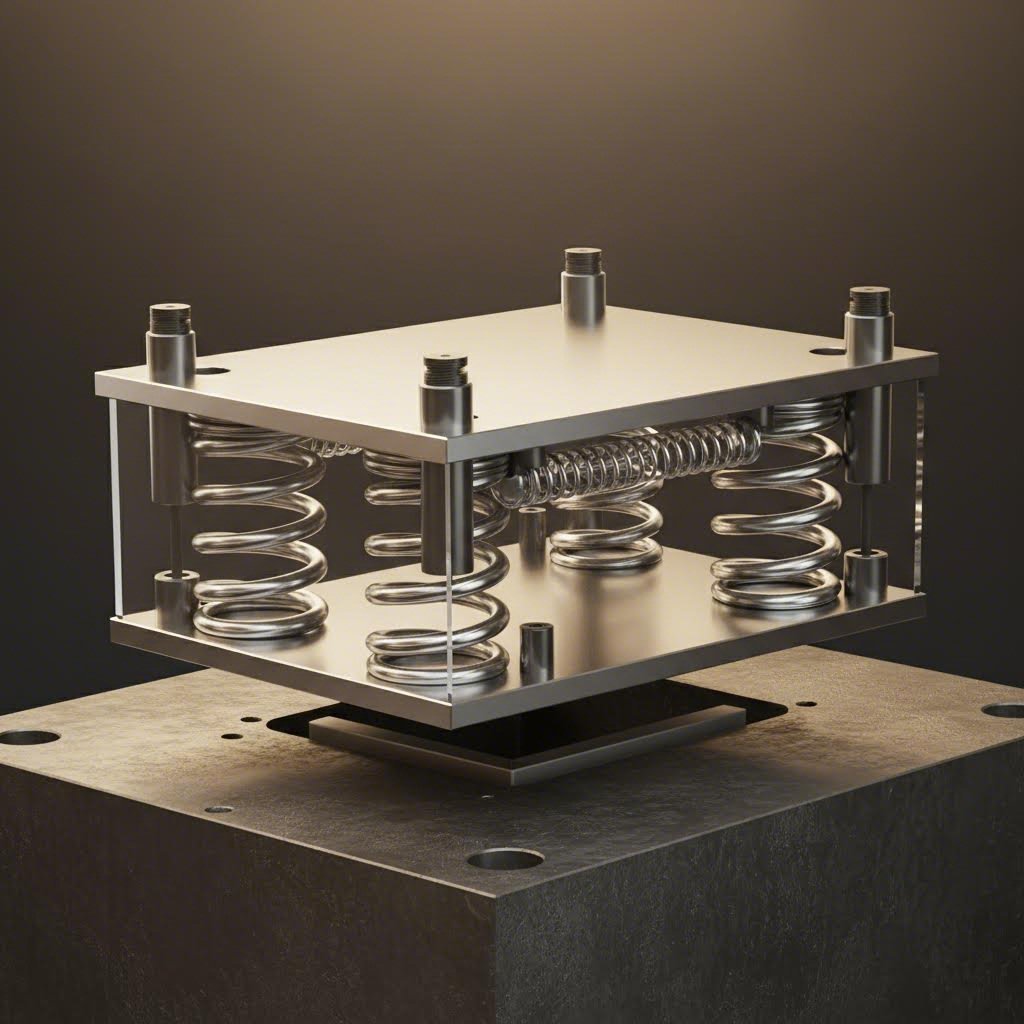
Fjädrad precision för krävande applikationer
Till skillnad från sina stela motsvarigheter monteras flytande utmatningsplattor på fjädrar eller andra elastiska element som tillåter oberoende vertikal rörelse. Denna till synes enkla skillnad förändrar grundläggande hur utmatningsplattan interagerar med ditt material.
Så här fungerar den fjäderdrivna konstruktionen i praktiken:
- Kontakt före ingrepp: När pressen sänks ner kommer den flytande plattan i kontakt med och håller fast materialet innan punscharna griper tag—stabiliserar arbetsstycket för renare snitt
- Reglerat tryck under perforering: Fjädrarna komprimeras när punscharna tränger igenom, vilket bibehåller ett konsekvent nedåtriktat tryck på materialet under hela skärhuggen
- Aktiv utmatning vid återgång: Under upphuggen trycker fjäderkraften aktivt bort materialet från punscharna istället för att enbart lita på gravitation och friktion
- Automatisk kompensering för slitage: Den fjäderbelagda konstruktionen kompenserar för mindre slitage på punschar utan att kräva omjustering av verktyget
Fjäderhållare för avdragarskivor spelar en avgörande roll i detta system, eftersom de säkrar fjädrarna på plats samtidigt som de tillåter korrekt kompressionsväg. Dessa komponenter måste tåla miljontals cykler utan att lossna eller gå sönder – vilket gör valet av kvalitetshållare avgörande för långsiktig driftsäkerhet.
Magin sker i den kontrollerade tryckleveransen. Medan fasta plattor erbjuder ett enda, statiskt samband med materialet, skapar flytande konstruktioner en dynamisk interaktion som anpassar sig till materialvariationer, stansförhållanden och driftskrav.
När flytande avdragarskivor presterar bättre än fasta alternativ
Vissa tillämpningar kräver nästan nödvändigtvis flytande avdragarskivor. Om ditt projekt motsvarar någon av dessa scenarier ger den ytterligare investeringen vanligtvis avkastning i form av kvalitet och produktivitet:
- Bearbetning av tjocka material: Material med tjocklek överstigande 1,5 mm kräver kontrollerad kraft för att förhindra att materialet lyfts och säkerställa fullständig penetrering av stansen
- Progressiva stansverktygsoperationer: Flersstationsverktyg drar nytta av materialkontrollen som flytande plattor ger, vilket bibehåller positioneringen över sekventiella operationer
- Förebyggande av slug-dragning: Den aktiva nedåtriktade kraften under avdragningen minskar dramatiskt risken för att slugs dras tillbaka genom verktyget
- Högprecisionsdelpositionering: Justerbara avdragningsplattor möjliggör finjustering av materialnedtryckning för tillämpningar med strama positions toleranser
- Variabla materialförhållanden: När material med tjockleksvariationer eller olika hårdhetspartier bearbetas kan fjäderkomplians anpassa sig efter dessa förändringar
- Komplexa delgeometrier: Delar med formade detaljer, dragna ytor eller invecklade periferiformer drar nytta av kontrollerad materialhantering
Överväg att använda utmatningsplattor med formning i injekteringsverktyg – de har en liknande funktion, där fjäderkraft används för att avlägsna delar renodlat från komplexa formskålar. Det underliggande principen överförs direkt till metallstansning: kontrollerad kraftpåverkan löser problem som stela system inte kan hantera.
Flytande utmatningsplattas fördelar och begränsningar
Ett välinformerat beslut kräver en ärlig bedömning av både styrkor och begränsningar. Flytande utmatningsplattor erbjuder övertygande fördelar – men de är inte fria från avvägningar.
Fördelar
- Bättre kontroll av delar: Materialet hålls stadigt på plats hela genomslagsdelen av slaget, vilket eliminerar förflyttning som orsakar mångiviga variationer
- Hanterar tjockare material effektivt: Fjäderkraft motverkar materialets återfjädring och lyftkrafter som överbelastar fasta plattor
- Minskar avdragning av slagg avsevärt: Aktivt utmatningstryck håller slagg i verktygsöppningen istället för att dra tillbaka den med genomslaget
- Anpassar sig till slitage av genomslag: När skärkanterna blir trubbiga, bibehåller fjäderns eftergivande effektiv avdragning utan omedelbar justering
- Justerbart kraftöverföring: Fjäderförspänning och val gör det möjligt att anpassa avdragningskraften till specifika applikationskrav
- Skyddar stansar från skador: Styrd materialpåtagning minskar sidobelastning som kan spricka eller skada skärkanter
- Förbättrar kantkvaliteten: Riktig materialhållning minimerar burrbildning och deformation runt uppstansade detaljer
Nackdelar
- Högre initial kostnad: Fjädrar, hållare och krav på precisionsbearbetning ökar den första verktygsinvesteringen
- Underhåll av fjädrar krävs: Kompressionsfjädrar tröttnar med tiden och måste regelbundet undersökas och bytas ut
- Mer komplex installation: Rätt inställning av fjäderförspänning och slagkrav kräver skickliga verktygsmontörer och mer tid för installation
- Ytterligare slitagepunkter: Fjäderfickor, guidestift och hållarytor introducerar komponenter som kräver övervakning
- Risk för inkonsekvens: Slitna eller osammanpassade fjädrar kan skapa ojämn avdragkraft över plattans yta
- Ökad verktygshöjd: Krav på fjäderslag ökar den totala höjden på verktygsstacken, vilket potentiellt kan begränsa kompatibilitet med pressen
Rätt val av fjädrar är avgörande för framgång med flytande avdragare. Fjädrarna måste leverera tillräcklig kraft under hela sitt arbetsområde samtidigt som de klarar miljontals kompressionscykler – en balans som kräver noggrann konstruktion snarare än godtyckliga specifikationer.
När man anger flytande utmatarskivor förtjänar beräkningar av fjäderkraft särskild uppmärksamhet. Utmatarlasten måste övervinna materialets grepp om punschen samt eventuella vakumeffekter, samtidigt som den förblir tillräckligt mjuk för att undvika deformation av komponenten. Denna beräkning beror på materialtyp, tjocklek, punchens omkrets och skärklaring – variabler som är unika för varje tillämpning. Istället för att använda generiska formler bör du rådfråga erfarna verktygsingenjörer eller tillverkare av fjädrar som kan bedöma dina specifika krav.
Den justerbarhet som flytande skivor erbjuder visar sig särskilt värdefull under provtagning av verktyg och optimering av produktionen. Om prestandan vid utmatning inte är helt rätt kan du ändra förspänning av fjädrar eller byta ut fjädrar med olika fjäderkonstanter utan större ingrepp i verktyget – en flexibilitet som fasta skivor helt enkelt inte kan erbjuda.
Nu när både fasta och flytande alternativ har granskats noggrant är du redo att utforska hur avancerade ingenjörsförmågor ytterligare kan höja prestandan hos utmatarskivor.
Precisionsutformade utmatningslösningar för automobilexcellens
Du har nu sett hur fasta utmatningsplattor erbjuder kostnadseffektivitet för tunna material och hur flytande konstruktioner hanterar krävande applikationer med tjocka material. Men vad händer när ditt projekt kräver det bästa från båda världarna? När fordons-tillverkare kräver felfria delar, när toleranserna blir på mikronnivå och när produktionsvolymerna stiger till miljontals enheter – då når standardmetoder sina gränser.
Här kommer precisionsutformade utmatningsplattslösningar in i bilden. Modern verktygskonstruktion kombinerar avancerad simulerings teknologi, certifierade tillverkningsprocesser och expertbaserade designmetoder för att skapa utmatningssystem som är optimerade för specifika applikationskrav. Oavsett om du behöver en utmatningsplatta för injekteringssprutning av plastdelar eller en stansverktygsutmatning för metallkomponenter, så är ingenjörsprinciperna som driver excellensen desamma.
Ingenjörsmässig excellens inom modern utmatningsplattskonstruktion
Vad skiljer tillräcklig prestand hos en utmatningsplatta från exceptionella resultat? Svaret ligger i att förstå att varje tillämpning ställer unika krav. Material egenskaper varierar mellan leverantörer. Delgeometrier skapar lokaliserade spänningstoppar. Produktionshastigheter påverkar termiskt beteende. Expertkonstruktion tar hänsyn till dessa variabler genom systematisk analys istället för generiska specifikationer.
Tänk på vad en utmatningsplatta är inom injoleringsformning – den måste tåla termiska cykler, motstå slitage från fyllda polymerer och leverera konsekvent utmatningskraft över hela delytan. Utmatningsplattor inom metallstans ställs inför andra utmaningar: högfrekventa stötlaster, abrasiv materialpåverkan och krav på exakt justering. Professionell verktygskonstruktion hanterar dessa applikationsspecifika krav genom:
- Optimering av materialval: Anpassning av verktyg stålsorter till specifika slitmönster, lastförhållanden och krav på ytfinish
- Geometrisk analys: Utvärderar avdragningskraftens fördelning över komplexa delomkretser för att förhindra lokal överbelastning
- Termisk hantering: Tar hänsyn till värmeutveckling under höghastighetsoperationer som påverkar spel och materialbeteende
- Integrationsplanering: Utformar avdragningssystem som fungerar i harmoni med andra dieskomponenter för optimal sammanlagd prestanda
Metodiken för utmatningsplatta i injektionsformverktyg ger värdefulla insikter för stansningsapplikationer. Formgivarer använder rutinmässigt simuleringsverktyg för att förutsäga utmatningsbeteende innan stål skärs – en metodik som allt fler progressiva stansverktygsingenjörer tillämpar för komplexa avdragningsplattuproblem.
Hur CAE-simulering optimerar avdragarens prestanda
Låter det komplicerat? Det behöver inte vara det. Datorstödd ingenjörsimulering (CAE) omvandlar optimering av avdragningsplattor från gissningar till vetenskap. Innan tillverkningen startar kan ingenjörer virtuellt testa olika konfigurationer, förutsäga potentiella problem och förbättra designerna för optimal prestanda.
CAE-simulering adresserar kritiska frågor som traditionella metoder inte kan besvara tillförlitligt:
- Kraftfördelningskarta: Att visualisera hur avdragningskrafterna fördelas över plattans yta avslöjar områden som behöver förstärkning eller lättnad
- Avböjningsanalys: Att förutsäga plattans avböjning under belastning identifierar konstruktioner som bibehåller kritiska avstånd under hela presshuggen
- Fjäderhårdhetsoptimering: För flytande konstruktioner hjälper simuleringen till att ange fjäderkombinationer som levererar konsekvent kraft över det arbetsintervall som används
- Slitageförutsägelse: Identifiering av högslitagezoner styr beslut om ytbehandling och underhållsplanering
- Modellering av termiska effekter: Att förstå temperaturinducerade dimensionella förändringar förhindrar clearance-problem under produktion
Företag som Shaoyi utnyttjar avancerad CAE-simulering för att optimera utformningen av utmatningsplattor innan verktygstillverkning påbörjas. Denna metod upptäcker potentiella problem i ett tidigt skede – när ändringar kostar ören istället för kronor – och snabbar på processen från koncept till produktionfärdiga verktyg.
Simuleringsdriven metodik visar sig särskilt värdefull vid utvärdering av fast mot flytande utmatningsplatta. Istället för att enbart lita på erfarenhetsbaserade regler kan ingenjörer modellera båda konfigurationerna för en specifik applikation och objektivt jämföra den förutsedda prestandan. Ibland visar analysen att en välkonstruerad fast platta klarar en applikation som traditionellt tilldelats flytande design – eller tvärtom.
Precisionstillverkning för felfria resultat
Även den mest sofistikerade designen levererar inget utan noggrann tillverkning som för den till liv. Fordonsapplikationer kräver särskilt tillverkningskapaciteter som konsekvent producerar verktyg enligt stränga specifikationer. Det är här certifieringar som IATF 16949 blir meningsfulla snarare än rent dekorativa.
IATF 16949-certifiering innebär ett kvalitetsledningssystem specifikt utformat för kraven i fordonsleverantörskedjan. För tillverkning av utmatarskivor innebär detta:
- Dokumenterade processkontroller: Varje tillverkningssteg följer verifierade procedurer som säkerställer repeterbarhet
- Validering av mätsystem: Inspektionsutrustning genomgår regelbunden kalibrering och verifiering av kapacitet
- Spårbarhet: Materialcertifikat och bearbetningsprotokoll kopplar färdiga komponenter till grundmaterial
- Kontinuerlig förbättring: Systematisk analys av kvalitetsdata driver pågående förbättring av processer
När precisionen på utmatningsplattan direkt påverkar komponentkvaliteten – och bilindustrins OEM:er spårar defekter tillbaka genom leverantörskedjan – blir dessa tillverkningskontroller nödvändiga snarare än valfria. En silverbelagd finish på utmatningsplatta kräver till exempel konsekvent ytbehandling och kontroll av beläggnings tjocklek, vilket endast disciplinerade tillverkningsprocesser kan leverera.
Skillnaden mellan acceptabel och exceptionell prestanda för utmatningsplattor handlar ofta om tillverkningsprecision – förmågan att konsekvent tillverka komponenter som överensstämmer med designintentionen inom mikrometer i stället för tiondelar.
Professionella verktygskonstruktionstjänster kombinerar dessa kompetenser – CAE-simulering, certifierad tillverkning och applikationsexpertis – för att leverera utdragarskålslösningar optimerade för specifika krav. Shaoyis konstruktionsteam är ett exempel på denna integrerade metod, som erbjuder snabb prototypframställning inom så lite som 5 dagar och uppnår en godkännandegradering på 93 % vid första genomgången tack vare sin simulationsdrivna designmetodik. Deras omfattande mönsterkonstruktions- och tillverkningskapacitet tillgodogörs krävande fordonsapplikationer där både fasta och flytande utdragardesigner kräver expertkonstruktion för att uppfylla OEM-standarder.
Nyckelfördelar med att samarbeta med specialister inom precisionsverktygskonstruktion inkluderar:
- Snabba prototypframtagning: Förkorta utvecklingstiderna med snabba verktygslösningar för verifieringstestning
- Hög grad av godkännande vid första genomgången: Simuleringsvaliderade designlösningar minskar antalet försökscykler och förkortar tid till produktion
- Verktyg enligt OEM-standard: Uppfyll kraven på dokumentation, kvalitet och spårbarhet som fordonskunder efterfrågar
- Applikationsspecifik optimering: Dra nytta av ingenjörskompetens som anpassar utmatningsplåtens design till dina unika krav
Oavsett om din applikation kräver ytbehandling med silverpläterad plåt för korrosionsmotstånd eller specialhärdföring för abrasiva material, säkerställer precisionsingenjörskonst att verktyget fungerar som avsett från första delen till slutet av produktionslivslängden.
Med ingenjörsexcellens som grund för optimal prestanda hos utmatningsplåten, låt oss undersöka de väsentliga komponenterna och tillbehören som kompletterar systemet.
Väsentliga komponenter och tillbehör för utmatningsplåt
Din valda utmatningsplåt – oavsett om den är fast eller svävande – utgör endast en del av det kompletta systemet. Komponenterna runt plåten påverkar i hög grad total dies prestanda, verktygslivslängd och kvaliteten på delarna. Pilotpunchar, fjäderhållare och utmatningsskruvar samverkar med din valda plåtdesign för att skapa ett pålitligt utmatningssystem.
Tänk på det så här: även den finaste flytande utmatarskivan presterar undermåligt om den kombineras med otillräckliga förborrverktyg eller felaktigt specifierade fjädrar. Genom att förstå dessa stödjande komponenter kan du bygga kompletta system istället för isolerade lösningar.
Val av förborrverktyg för utmatarskivsystem
Förborrverktyg har en avgörande funktion som sträcker sig bortom enkel hållframställning. Dessa precisionskomponenter säkerställer bandets positionering under hela operationsförloppet i progressiva verktyg, vilket garanterar att varje station griper tag i arbetsstycket i exakt rätt position. När du väljer karbidförborrverktyg för fästning till utmatarskivor investerar du i en positionsnoggrannhet som ackumuleras över varje verktygsstation.
Raka förborrverktyg för utmatarskivor måste uppfylla krävande krav:
- Koncentricitet: Förborrens diameter måste vara exakt koncentrisk med skaftet inom mikrometer för att förhindra ackumulerade positionsfel
- Ytbehandling: Släta ytor på förborren minskar friktionen vid bandförflyttning och reducerar slitage i förborrhålen
- Hårdhet: Pilotspetsen måste motstå slitage från upprepade materialkontakter samtidigt som den bibehåller dimensionsstabilitet
- Längdprecision: Rätt djup för pilotinfästning säkerställer att bandet placeras innan skärpuncharna kommer i kontakt med materialet
Förhållandet mellan pilotpunchens ingrepp och typ av utmatartavla förtjänar noggrann uppmärksamhet. Vid fasta utmatardesigner måste piloterna fullt ut gripa tag i bandet innan skärpuncharna brister genom plattans yta. Flytande utmatarsystem erbjuder större flexibilitet – det fjädrade plattan håller materialet på plats medan piloterna positionerar det, vilket skapar en kontrollerad ingreppssekvens som minskar risken för felplacering.
Kritiska komponenter som förbättrar prestanda för utmatarsystem
Utöver pilotpunchar påverkar flera komponentkategorier hur väl ditt utmatarsystem fungerar under produktionslivslängden:
- Alternativ för fjäderfästen: Dessa komponenter säkrar tryckfjädrar i flytande utmatningsapplikationer. Kvalitetsförband håller fjäderns position under miljontals cykler, vilket förhindrar lösgöring eller feljustering som orsakar ojämn utmatningskraft. Överväg axelstilade förband för exakt fjäderposition eller invändiga skruvhuvuden för enkel justering.
- Konfigurationer av utmatningsskruvar: Skruvarna som förbinder flytande plattor med verktygskomponenter måste balansera hållfasthet med justerbarhet. Finvindling gör det möjligt att exakt styra förspänningen, medan standardvindling ger enklare utbyte. Valet av skruvmaterial – från standardlegerat stål till högre kvaliteter – påverkar slittd livslängd vid cyklisk belastning.
- Ledningspinnar och ledningshylsor: Riktig plattguidning förhindrar sidrörelse som orsakar problem med kontakt mellan punsch, utmatningsplatta och översta ytan. Precisionslipade ledningspinnar kombinerade med kvalitetshylsor bibehåller riktighet även när slitage uppstår.
- Hållarplattor och bärblock: Dessa stödkomponenter fördelar avdragningskrafterna över plattans yta, vilket förhindrar lokal böjning som påverkar delkvaliteten.
Huggets rörelsesträcka – slaglängden som huggen färdas utöver avdragarens platta – påverkar komponentvalet avsevärt. Längre huggrörelse kräver mer robust pilotstyrning och större fjäderförmåga i flytande konstruktioner. När avdragarplattan gnider mot ovansidan vid feljustering lider båda komponenter av snabbare slitage.
Karbid jämfört med standard pilotpunchar
Ett av de mest betydelsefulla komponentvalen gäller valet av material för pilotpunch. Valet mellan karbid och standard verktygsstålspiloter påverkar verktygslivslängd, underhållsintervall och långsiktiga driftskostnader.
| Egenskap | Raka karbidpilotpunchar | Standardpiloter i verktygsstål |
|---|---|---|
| Slitstyrka | Exceptionell – behåller diameter genom miljontals cykler | Bra – gradvis slitage kräver periodisk utbyte |
| Inledande kostnader | 3–5 gånger högre än standardalternativen | Lägre första investering |
| Bästa användningsområden | Storproduktion, slipande material, strama toleranser | Måttliga volymer, icke-slipande material, standardtoleranser |
| Risk för skador | Högre sprödhet kräver försiktig hantering | Mer toleranta mot stötar och feljustering |
| Återmalningspotential | Begränsad – byts vanligtvis ut istället för återmalas | Flera återmalningar förlänger användbar livslängd |
Carbide rakledningspunchar för fästning i utmatarskivor ger påtagliga fördelar i krävande applikationer. När slipande material som rostfritt stål eller siliciumstål bearbetas bibehåller carbide-ledningar sin precisionsdiameter betydligt längre än vanliga alternativ. För drift med tre skift och minimal planerad stopptid motiverar den minskade utbytesfrekvensen ofta den högre initiala investeringen.
Carbidets sprödhet kräver emellertid respekt. Felaktig hantering under verktygsmontering, oavsiktlig påverkan eller allvarlig feljustering kan krossa carbidpiloter omedelbart – medan alternativ i verktygsstål kanske överlever samma påfrestning med endast ytskador. Denna egenskap påverkar inte bara materialval utan även valet av utmatartyp: den kontrollerade ingreppsserien hos flytande utmatarskivor minskar stötbelastningen som utgör en risk för carbidkomponenter.
Beslut på komponentnivå förstärks genom hela ditt verktygssystem. Att investera i högkvalitativa carbidpilotstångar för fästning till utmatarskivor samtidigt som man bortser från fjäderhållarens kvalitet skapar ett system vars prestanda begränsas av dess svagaste del.
När du anger pilotpunchar och tillbehör för ditt utmatarskivsystem bör du ta hänsyn till hela driftsmiljön. Anpassa komponenternas kvalitetsnivåer i hela systemet, välj material som är lämpliga för dina produktionsvolymer och se till att alla delar fungerar harmoniskt med din valda fasta eller flytande skivdesign.
Utomatningsstänger och ringar som alternativa lösningar
Hittills har vi fokuserat på valet mellan fast och flytande utmatarskiva – men vad om en skiva inte alls är rätt lösning? Ibland är det bästa svaret inte att välja mellan fast och flytande design. Det är att backa upp och inse att utmatningsstänger eller ringutmatare kanske kan lösa din applikation mer effektivt.
Dessa alternativa utmatningsmetoder upptar viktiga nischer inom verktygsdesign. Att förstå när varje metod presterar bäst hjälper dig att undvika överdimensionering av enkla applikationer samtidigt som du säkerställer att komplexa verktyg får lämpliga lösningar.
När utmatningsstänger presterar bättre än skivor
Tänk dig en enkel blankningsoperation – en enda punsch som tillverkar enkla runda eller rektangulära delar från plåtmaterial. Behöver verkligen denna applikation en fullständig utmatningsplatta med all dess komplexitet och kostnad? Ofta är svaret nej.
Utmatningsstänger erbjuder ett förenklat alternativ för enklare verktygskonfigurationer. Dessa smala stänger i hårt kallat verktygsstål monteras över verktygsöppningen och har kontakt med arbetsstycket på vardera sida om punschen. När pressen återgår håller stängerna kvar materialet medan punschen dras ut.
Överväg användning av utmatningsstänger när din applikation innefattar:
- Enkla blankningsverktyg: Enstationssystem med enkel delgeometri drar nytta av minskad komplexitet
- Stora ponschareor: När utmatningsplattor bredare än tillgängligt material skulle krävas, så ger stänger som spänner över verktygsöppningen en praktisk lösning
- Snabbväxlingsverktyg: Stänger möjliggör snabbare tillgång till punschar för utbyte eller slipning jämfört med att demontera hela plattor
- Begränsad verktygshöjd: Den minimala vertikala profilen på stavar bevarar stängd höjd i appliceringar med tryckbegränsning
- Kostnadskänsliga projekt: Stavar kräver mindre material och bearbetning än fulla plattor, vilket minskar verktygsinvesteringen
Kompromissen? Avdragande stavar ger mindre materialkontroll än plattor. De vidrör arbetsstycket endast längs smala linjer istället för över hela ytan. För tunna material eller operationer där delens planhet inte är kritisk spelar denna begränsning sällan någon roll. För applikationer som kräver exakt materialhållning är fulla plattavdragare fortfarande det bättre valet.
Ringavdragare för specialapplikationer
Vad gäller runda punchar som arbetar isolerat? Ringavdragare – även kallade avdragningsringar eller kragavdragare – omsluter koncentriskt enskilda punchar och tillhandahåller lokaliserad avdragningskraft exakt där den behövs.
Detta alternativ till plattavdragare fungerar utmärkt i specifika scenarier:
- Genomstansningsoperationer med enkel-punch: När ett runt hål dominerar verktygets funktion levererar en ringutmatare effektiv avmatning utan behov av heltäckande plattöverbyggnad
- Tornslägeverktyg: Enskilda slaghållaren drar nytta av självständiga avmatsystem som följer med varje verktyg
- Stora diameters slagdornar: Massiva runda slagdornar genererar betydande avmatningskrafter koncentrerade till ett litet område – ringar hanterar dessa laster effektivt
- Eftermonteringsapplikationer: Att lägga till avmationsförmåga till befintliga verktyg visar sig ofta enklare med ringar än att installera fulla plattsystem
- Fjädrade variationer: Ringavmatare kan vara utrustade med individuella fjädrar för flytande funktion per slagdon
Ringavmatare monteras vanligtvis i avmatarplattan eller hållaren med en lätt interferenspassning eller fastsättningsskruvar. Ringens innerdiameter ger ledning för slagdonet medan dess nedre yta vidrör arbetsstycket under avmatningen. Denna dubbla funktion – ledning plus avmatning – gör ringar särskilt värdefulla för långa, smala slagdornar benägna att böja sig
Att välja mellan plattor, stänger och ringar
Hur avgör du vilken avstrippningsmetod som passar ditt tillämpning? Beslutet baseras på verktygets komplexitet, delgeometrin och produktionskrav:
| Avstrippningsmetod | Bästa användningsområden | Huvudfördelar | Primära begränsningar |
|---|---|---|---|
| Avstrippningsplattor (fasta/flytande) | Progressiva verktyg, komplexa geometrier, precisionsdelar | Full materialkontroll, punschstyrning, mångsidighet | Högre kostnad, mer komplext design |
| Avstrippningsstänger | Enkel blankning, stora delar, snabbväxlande verktyg | Lägre kostnad, enkel tillgång för punschering, minimal höjd | Begränsad materialfixering, mindre exakt |
| Ringavdragare | Runda punschverktyg, tornverktyg, eftermonteringsapplikationer | Koncentrerad kraft, punschstyrning, modulär design | Endast runda punschverktyg, individuell inställning krävs |
När du utvärderar dina alternativ, ställ dessa vägledande frågor:
- Hur många punschverktyg kräver avdragning? Flera punschverktyg i nära anslutning föredrar plattor; isolerade punschverktyg kan passa staplar eller ringar
- Vilken delgeometri producerar jag? Komplexa omkretsbehov kräver plattor; enkla former fungerar med stavar eller ringar
- Hur kritisk är materialets planhet? Strikta planhetskrav presser mot användandet av fullständiga plattavdragare
- Vad är min budgetbegränsning? Begränsade budgetar kan föredra enklare lösningar med stavar där det är lämpligt
- Hur ofta kommer jag att byta stansar? Ofta förekommande byten föredrar stavar eller ringar för enklare tillgång
Den bästa avdragarlösning anpassas till applikationens faktiska krav – inte till det mest sofistikerade alternativet tillgängligt. Enkla blankningsverktyg med avdragarplattor är överdimensionerade; progressiva verktyg med endast avdragarstavar är underdimensionerade.
Många produktionsverktyg kombinerar dessa metoder strategiskt. Ett progressivt verktyg kan använda en flytande avdragarplatta över de flesta stationer samtidigt som det inkluderar ringavdragare för isolerade stansar med stor diameter som genererar exceptionella avdragarkrafter. Denna hybridmetod optimerar varje stationens avdragarsystem för dess specifika krav.
Nu när alternativa avdragningslösningar är förstådda är du redo för den omfattande jämförelsen som sammankopplar alla dessa alternativ i en enhetlig urvalsram.
Komplett jämförelse: Fixerad mot Flytande Avdragarskiva
Du har utforskat fixerade avdragarskivor, flytande konstruktioner, precisionsutformade lösningar och alternativa avdragningsmetoder. Nu är det dags att sammanfatta allt i den omfattande jämförelse du väntat på – den sidan-jämsides-analys som sammanför alla kritiska faktorer till handlingsbara beslutsstöd.
Detta handlar inte om att utse en universell vinnare. Istället får du en tydlig ram för att anpassa varje typ av avdragarskiva till specifika applikationskrav. Rätt val beror helt på dina unika produktionsbehov, materialkaraktäristik och prestandaprioriteringar.
Fixerad mot Flytande – Jämförelse
När du utvärderar beslutet mellan fast och flytande avknipsplatta är sex dimensioner de viktigaste. Följande jämförelsetabell visar alla tre lösningstier – precisionskonstruerade, flytande och fasta – utifrån dessa kritiska prestandafaktorer:
| Utvärderingsfaktor | Noggrannhetsskapade lösningar | Flytande avknipsplattor | Fasta avknipsplattor |
|---|---|---|---|
| Avknipskraftsförmåga | Optimerad genom CAE-simulering för exakta applikationskrav; hanterar 10–25 % av punschkraften med precisionskalibrering | Justerbar via fjäderval; hanterar vanligtvis högre avknipskrafter effektivt | Begränsad till krafter som kan hanteras genom styv montering; bäst för applikationer med lägre kraft |
| Materialtjocklek, intervall | Full spektrumsförmåga – tunna till tjocka material med applikationsspecifik optimering | Utmärker sig med material över 1,5 mm; hanterar tjocka material som kräver kontrollerat tryck | Optimal för tunna material under 1,5 mm; har svårt med tjockare material |
| Underhållskrav | Förutsägande underhåll möjliggjort genom simuleringsdata; optimerade serviceintervall | Regelbunden vårefterkontroll och utbyte; periodisk justering krävs | Minimalt underhåll; färre slitagekomponenter att övervaka eller byta ut |
| Inledande kostnader | Premiuminvestering; högst initial kostnad men kompenseras av prestandaoptimering | Måttlig till hög; 20–40 % mer än fasta alternativ | Lägsta initiala investering; ekonomiskt för lämpliga applikationer |
| Bästa användningsområden | Krav från fordons-tillverkare (OEM), produktion utan defekter, komplexa progressiva verktyg | Tjocka material, progressiva verktyg, förhindrande av slug-pulling, precisionspositionering | Bleckpressning i tunn dimension, höghastighetsoperationer, enkel blankning, elektronikkompontenter |
| Egnighet för produktionsskvantum | Tillverkning i stora volymer med krävande kvalitetskrav; miljontals cykler | Medelhög till hög volym; utbyte av fjädrar innebär periodiska underhållsfönster | Alla volymer; särskilt kostnadseffektivt för snabba, stora serier med tunna material |
Lägg märke till hur varje alternativ upptar en distinkt prestandaprofil. Precisionskonstruerade lösningar ger maximal kapacitet men kräver motsvarande investering. Flytande konstruktioner balanserar mångsidighet med hanterbar komplexitet. Fixerade plattor erbjuder enkelhet och ekonomi för applikationer som passar deras styrkor.
Valmatris efter applikationstyp
Utöver den allmänna jämförelsen pekar specifika applikationscenario på tydliga rekommendationer. Använd denna matris för att matcha dina projektets egenskaper med det mest lämpliga urtagarplatt-tillvägagångssättet:
| Användningsscenario | Rekommenderad lösning | Motivering |
|---|---|---|
| Strukturella komponenter för fordonsindustrin med IATF-krav | Noggrannhetsteknik | Krav på OEM-spårbarhet, förväntningar på defektfri produktion och komplexa geometrier motiverar premiumverktyg |
| Progressiva verktyg med 5+ stationer | Flytande eller precisionskonstruerade | Materialstyrning över flera operationer förhindrar ackumulerade positioneringsfel |
| Tjock stålskärning (över 2 mm) | Flytande | Fjäderkraft motverkar materialåterfjädring; förhindrar att slug dras in |
| Stansning av kontakter för höghastighetskopplingar | Fast | Tunna material och extrema hastigheter föredrar stel stabilitet framför fjäderanpassning |
| Prototyp- och lågvolymsproduktion | Fast | Lägre investering är lämplig när verktyg kan ändras innan start av högvolymsproduktion |
| Applikationer med uppvärmda plattor för utmatning | Noggrannhetsteknik | Termisk hantering kräver simuleringsdriven design för att bibehålla spel |
| Utveckling av formskivor för prototypformning | Flytande eller precisionskonstruerade | Justerbarhet möjliggör designiterationer; kontrollerad utkastning skyddar delytorna |
| Enkla runda blankeringsoperationer | Fixa (eller ringavdragshylsor) | Rak geometri motiverar inte flytande komplexitet |
När din tillämpning omfattar flera kategorier – till exempel en progressiv verktygsstation som bearbetar tunna material i hög hastighet – bedöm faktorerna därefter. Den dominerande kraven styr vanligtvis valet, med sekundära faktorer som bekräftar eller justerar den ursprungliga riktningen.
Kostnads- och prestandakompromisser avslöjade
Ursprungligt inköpspris berättar bara en del av den totala kostnadshistorien. Smarta verktygsbeslut tar hänsyn till hela den ekonomiska bilden över produktionslivscykeln:
- Engångsinvestering: Fixa plattor kostar 20–30 % mindre än flytande alternativ; precisionskonstruerade lösningar har premieprissättning
- Installationstid: Fixa plattor monteras snabbt med minimal justering; flytande konstruktioner kräver kalibrering av fjäderförspänning; precisionslösningar inkluderar optimerade installationsförfaranden
- Underhållsfrekvens: Fjädrar i flotterande system kräver besiktning varje 500 000–1 000 000 cykler; fasta plattor kan fungera utan underhåll i åratal
- Kostnader för driftstopp: En stopp på grund av utmatningssystem orsakar produktionsuppehåll oavsett ursprunglig verktygsinvestering – att välja fel typ skapar pågående kostnader
- Skrovmängdsminskning: Rätt val av utmatningssystem påverkar direkt genomsnittlig avkastning vid första passet; premiumlösningar betalar ofta sig själva genom lägre rejectionsgrad
- Verktygslivslängdspåverkan: Lämplig utmatningskraft förlänger livslängden på stans och mötare; obalanserade system ökar slitage över alla skärkomponenter
Tänk på utmatningsplattornas u-rör-utmatningsmetod som används i vissa injekteringsformningsapplikationer – den initiala komplexitetsinvesteringen möjliggör konsekvent delkvalitet som minskar sekundära operationer och kundreturer. Samma princip gäller för stansning: att investera rätt i utmatningsplattsystem ger ofta positiv avkastning genom kvalitetsförbättringar längre fram i processen.
Den dyraste utmatartavlän är den felaktiga—oavsett inköpspris. En billig fast tavla som orsakar 2 % extra skräp vid en serie på en miljon delar skapar mycket större kostnader än ett premium flytande system som levererar konsekvent kvalitet.
När du beräknar avkastning på investeringar i utmatartavlor bör du ta med dessa ofta överlookade faktorer:
- Konstruktionsarbete: Komplexa applikationer kan kräva flera provningsomgångar med enklare utmatartavlor—tid som precisionstillverkade lösningar eliminerar
- Alternativkostnad: Försenad produktionsstart på grund av felsökning av utmatarproblem koster marknadsposition och kundförtroende
- Kedjeeffekter: Skador orsakade av utmatartavlan kan leda till problem i efterföljande montering, garantianmälningar och ryktesskador
- Flexibilitetsvärde: Justerbarheten i flytande utmatartavlor gör att de kan anpassas till variationer i materialpartier och slitage på punchar utan att behöva ändra i verktyget
För kritiska tillämpningar – komponenter för fordonsäkerhet, medicinska enheter, flyg- och rymdfartsdelar – motiverar prestandagarantin hos precisionskonstruerade eller korrekt specifierade flytande system vanligtvis deras högre kostnad. För standarddelar med generösa toleranser ger fasta utmatningssystem kostnadseffektiva resultat.
Utrustad med denna omfattande jämförelseram är du nu redo att omvandla analys till åtgärd med specifika rekommendationer anpassade till vanliga produktionscenarier.
Slutgiltiga rekommendationer för ditt val av utmatningsplatta
Du har gått igenom de tekniska detaljerna, bedömt avvägningarna och undersökt hela spektrumet av utmatningslösningar. Nu är det dags för det som betyder allra mest – att omvandla all den kunskapen till självsäker handling för just ditt specifika användningsområde. Oavsett om du utformar en ny progressiv dies, felsöker en befintlig stansoperation eller planerar en produktionssats med hög volym, så guidar dessa prioriterade rekommendationer dig mot rätt beslut för utmatarskivan.
Kom ihåg: målet är inte att hitta den "bästa" utmatarskivan i absoluta termer. Det handlar om att anpassa dina unika krav till den lösning som ger optimal prestanda, tillförlitlighet och värde för din specifika situation.
Din vägledning för val av utmatarskiva
Efter att ha analyserat otaliga tillämpningar och utvärderat valet mellan fixerad och flytande utmatarskiva ur alla vinklar framträder tydliga mönster. Dessa prioriterade rekommendationer återspeglar det beslutsfattande som erfarna dieskonstruktörer följer:
- För precisionsstansning inom fordonsindustrin som kräver IATF-konformitet: Samarbeta med certifierade specialister inom verktygsutformning som kombinerar CAE-simuleringskapacitet med kvalitetscertifierad tillverkning. Kraven i fordonsapplikationer – säkerhetsaspekter, OEM-spårbarhetskrav och förväntningar på noll felaktigheter – kräver noggrant utformade lösningar snarare än standardlösningar. Företag som Shaoyi är exempel på denna kompetens och erbjuder snabb prototypframställning redan inom 5 dagar samt uppnår en godkännandegradering på 93 % vid första genomgången genom simuleringsdriven designmetodik. Deras IATF 16949-certifiering och omfattande expertis inom formdesign gör dem till en värdefull resurs när din applikation kräver professionell stöd inom verktygsutformning.
- För tunna material med tjocklek under 1,5 mm: Fixa utmatningsplattor erbjuder kostnadseffektiv och pålitlig prestanda. Den styva monteringsdesignen ger utmärkt stansledning, minimalt underhållsbehov och konsekvent beteende över miljontals cykler. Högfrekventa elektronikstansoperationer, tunnväggiga bilfästen och enkla blankningsoperationer brukar tillhöra denna kategori. Överdimensionera inte dessa tillämpningar – spara din premiumverktygsbudget för projekt som verkligen kräver flytande eller precisionskonstruerade lösningar.
- För tjocka material eller progressiva stansar: Flytande utmatningsplattor ger den kontrollerade tryckkraften och materialhanteringen som dessa tillämpningar kräver. Fjäderbelastad design motverkar materialsprång, förhindrar att slagg dras med och kompenserar för slitaget på stansar som uppstår vid längre produktionsserier. När man bearbetar material över 1,5 mm eller kör progressiva stansar med flera stationer motiverar anpassningsförmågan och den aktiva utmatningskraften hos flytande design vanligtvis den högre investeringskostnaden.
- För prototyp- och utvecklingsarbete: Börja med fasta utmatningssystem om inte specifika applikationskrav tydligt pekar på något annat. Lägre initial investering är meningsfull när konstruktioner kan förändras innan produktionen startar. Du kan alltid uppgradera till flytande system vid produktionverktyg om försöksresultat visar behovet.
- För specialutrustningsapplikationer: Ta hänsyn till ditt utrustnings specifika krav. En yardmax-logklyvares utmatningsplatta står till exempel inför helt andra krav än precisionsstansverktyg – kraftiga stötlaster, utomhusmiljö och olika materialkarakteristik. Anpassa din val av utmatningssystem till den faktiska driftsmiljön istället för att tillämpa stansverktygsguidelines universellt. På samma sätt kräver ingun-utmatningsplattor för testutrustning precis justering som kan gynna fasta konstruktioner trots att andra faktorer skulle kunna peka mot flytande alternativ.
Anpassa din applikation till rätt typ av utmatningssystem
Utöver de prioriterade rekommendationerna kan du ta hänsyn till dessa programspecifika insikter som finjusterar ditt val:
- När delens planhet är kritisk: Flytande utmatningsplattor med kontrollerat nedtryck undviker att material lyfts, vilket orsakar dimensionsförvrängning vid skärning
- När olika materialtjocklekar används: Justerbara utmatningsplattor ger avkastning genom sin förmåga att anpassas till olika material utan att behöva ändra i verktyget
- När avskjuvning orsakar kvalitetsproblem: Den aktiva nedåtriktade kraften hos flytande konstruktioner minskar drastiskt att avskärningar fastnar på stansarnas yta
- När verktygshöjden är begränsad: Fixerade utmatningsplattor med minimal vertikal profil sparar värdefull sluthöjd i applikationer med begränsad presshöjd
- När underhållsfönstren är begränsade: Fast design minskar antalet komponenter, vilket innebär färre delar att kontrollera, justera eller utbyta
- Vid bearbetning av abrasiva material: Kombinera ditt avdragervalsval med lämpliga ytbehandlingar och premium material för förar-punchar för att förlänga livslängden
Observera att specialiserade tillämpningar, som utbyten av avdragarplattor för yardmax vedklyvare, följer helt andra valkriterier – med fokus på hållbarhet och stötväderstånighet snarare än de precisionsaspekter som dominerar stansverksbeslut
Expertrekommendationer för vanliga scenarier
För läsare som står inför specifika beslut, här är direkt vägledning baserat på de vanligaste tillämpningsscenarierna:
- Lansering av ett nytt progressivt stansverksprogram: Investera i CAE-simulering under designfasen för att optimera avdragarplattskonfigurationen innan stål skärs. Simuleringskostnaden utgör endast en bråkdel av kostnaden för modifieringar under provkörning
- Er upplever inkonsekvent delkvalitet: Utvärdera om din nuvarande typ av utmatartyp matchar kraven på materialtjocklek och komplexitet. Att uppgradera från fast till flytande utmatning löser ofta återkommande kvalitetsproblem.
- Planering av högvolymproduktion inom bilindustrin: Engagera dig tidigt i programmet med specialister inom IATF-certifierad verktygsutformning. Shaoyis konstruktörsteam levererar kostnadseffektiva, högkvalitativa verktyg anpassade efter OEM-standarder, med högvolymstillverkningskapacitet som skalar enligt dina produktionsbehov.
- Balansera budgetbegränsningar med prestandakrav: Använd fasta utmatarsystem där det är lämpligt för att spara budget till flytande eller precisionskonstruerade lösningar där de verkligen behövs.
- Ombyggnad av befintliga verktyg: Ringutmatarsystem erbjuder en praktisk uppgraderingsväg för att lägga till flytande typ av utmatning vid specifika puncher utan att behöva byta hela plattan.
Valet mellan fast och flytande avdragarplatta kommer i slutändan ned till en princip: anpassa din lösning till dina faktiska krav. Underdimensionering skapar kvalitetsproblem; överdimensionering slösar resurser. Den optimala punkten ligger i en ärlig bedömning av vad din applikation verkligen kräver.
När du går vidare med ditt val av avdragarplatta, kom ihåg att detta beslut integreras med varje annat inslag i verktygsdesignen. Det bästa valet av avdragarplatta tar hänsyn till punschgeometri, materialkarakteristik, produktionsvolymer, kvalitetskrav och underhållsmöjligheter som sammankopplade faktorer snarare än isolerade variabler. När du är osäker, konsultera erfarna verktygsingenjörer som kan utvärdera hela din applikationskontext och rekommendera lösningar optimerade för din specifika framgång.
Vanliga frågor om fast och flytande avdragarplattor
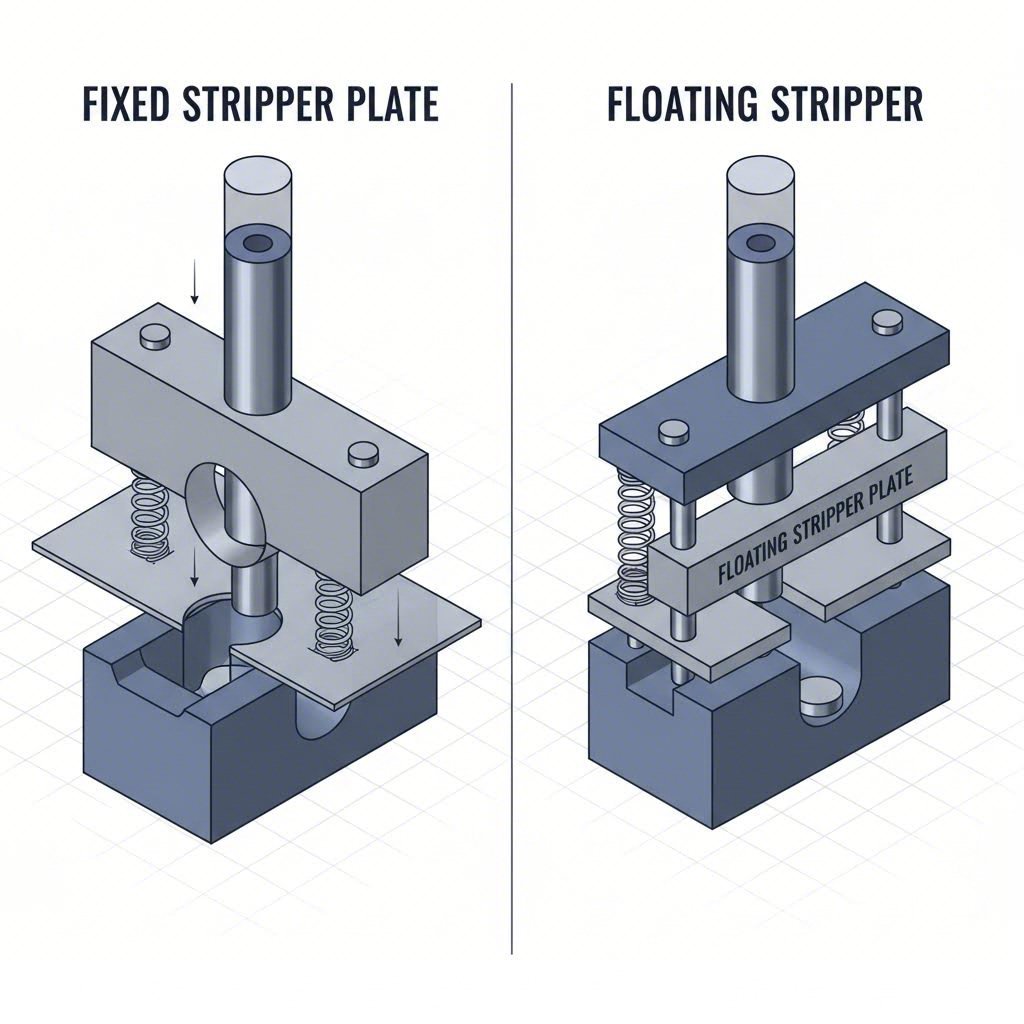
1. Vad är en avdragarplatta i ett pressverktyg?
En utknippningsplatta är en avgörande dieskomponent som avlägsnar arbetsstycket från punscher efter varje slag. Den kan antingen vara fast (styv monterad) eller flytande (fjäderbelastad). Fasta utknippningsplattor avlägsnar material men håller inte nere materialet under drift, medan flytande utknippningsplattor aktivt håller nere materialet under stansning och använder fjäderkraft för kontrollerad utmatning. Valet mellan typerna påverkar direkt delkvalitet, verktyglivslängd och produktionseffektivitet.
2. Vad är utknippningskraft i pressverktygsapplikationer?
Ut knippningskraft är den kraft som krävs för att lossa material som sitter fast på punschen efter skärningen. Den ligger vanligtvis mellan 10–25 % av blankningskraften. Flytande utknippningsplattor ger justerbar utknippningskraft genom val av fjädrar, medan fasta plattor är beroende av pressens slag. Rätt utknippningskraft förhindrar att suggar dras med, säkerställer ren delavskiljning och bibehåller konsekventa cykeltider i stansoperationer.
3. När bör jag använda en fast utknippningsplatta istället för en flytande?
Fixa utmatningsplattor är idealiska för tunna material under 1,5 mm, höghastighetsstansning med över 400 slag per minut och enkla avskärningsverktyg. De kostar 20–30 % mindre än flytande alternativ, kräver minimalt underhåll och ger utmärkt stabilitet för precisionsstansning inom elektronik. Välj fasta utmatningsplattor när materialbeteendet är förutsägbart och kontrollerat nedtryck inte är avgörande.
4. Vilka är de främsta fördelarna med flytande utmatningsplattor?
Flytande utmatningsplattor fungerar utmärkt med tjocka material över 1,5 mm, progressiva verktyg och tillämpningar som kräver exakt delpositionering. Viktiga fördelar inkluderar överlägsen materialkontroll vid stansning, minskad risk för att slagg dras igenom tack vare aktivt nedåtriktat tryck, automatisk kompensation för slitage på stansar och justerbar fjäderkraft. De är nödvändiga när materialfjädring, komplexa geometrier eller krav på produktionsfel kräver kontrollerad utmatningskraft.
5. Hur skiljer sig stripperstavar och ringar från stripperplattor?
Stripperstavar är smala, hårdade stålstavar som sträcker sig över diesnittet – idealiska för enkel avskärning, stora delar och verktyg med snabb byte till lägre kostnad. Stripperringar omsluter enskilda runda punscher och är perfekta för enkel-punschoperationer och tornverktyg. Plattor ger full kontroll över materialet i komplexa progressiva dies. Välj baserat på dieskomplexitet: plattor för precisionsarbete med flera stationer, stavar för enkla operationer, ringar för isolerade runda punschar.