 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Kostnader för Specialanpassad Laserbaserad Metallskärning Avslöjade: Vad Verkstäder Inte Berättar

Vad är anpassad laserklippning av metall
Kommer du ihåg när du lekte med en förstoringsglas som barn och koncentrerade solljuset till en liten, intensiv punkt? Anpassad laserklippning av metall fungerar efter samma princip – men i en mycket högre grad. I stället för solens ljus använder tillverkare mycket koncentrerade laserstrålar som kan nå temperaturer överstigande 20 000 grader Celsius för att skära genom stål, aluminium och andra metaller med kirurgisk precision.
Så vad är laserbeskärning egentligen? I grunden använder denna process fokuserad optisk ljusenergi för att smälta eller förångas metall längs datorprogrammerade banor. Resultatet? Komponenter tillverkade enligt dina exakta specifikationer, oavsett om du behöver en prototyp eller hundra anpassade fästen. Till skillnad från standardtillverkning som producerar identiska delar från förinställda mallar ger laserbeskärning av metall dig full designflexibilitet – och omvandlar din unika CAD-fil till en fysisk komponent.
Hur laserstrålar omvandlar råmetall till precisionsdelar
Tänk dig att du har designat en komplex monteringsplatta med invecklade utskärningar och exakta hålmönster. Så här förverkligar metall-laserbeskärning din design:
- Laserproduktion: Maskinen genererar en kraftfull stråle med hjälp av antingen CO2-gasblandningar eller fiberoptik fördoppat med sällsynta jordartselement
- Fokusering: Spegel och linser koncentrerar strålen till en ytterst fin energipunkt
- Materialinteraktion: När denna fokuserade stråle träffar metallytan smälter eller förångas materialet omedelbart vid kontaktstället
- CNC-styrning: System för datorstyrd numerisk styrning styr laserhuvudet med extrem precision och följer din programmerade designbana
Fördelen med denna process ligger i dess tillverkning efter beställning. Du är inte begränsad till existerande mallar eller katalogdesigner. Oavsett om du behöver arkitektoniska paneler med dekorativa mönster eller komponenter för rymdindustrin med strama toleranser, anpassar laserskärning av metall sig till dina krav istället för att tvinga dig att anpassa dig till tillverkningsbegränsningar.
Vetenskapen bakom termisk skärteknologi
Varför fungerar laserskärning av metall så effektivt? Svaret ligger i två viktiga vetenskapliga principer.
För det första finns absorption . Olika metaller absorberar olika våglängder av ljus. När laserns fotoner interagerar med metallens elektroner sker snabb upphettning vid exakt kontaktpunkten. Denna riktade energioverföring innebär att skärzonen värms upp nästan omedelbart medan omgivande material förblir relativt svalt.
För det andra är metaller utmärkta värmeledare . Värme avleds snabbt bort från skärzonen, vilket förhindrar skador på angränsande områden. Denna kombination – intensiv lokal uppvärmning med snabb värmeavledning – ger de rena, exakta kanterna som gör laserbeskärning idealisk för detaljarbete.
Specialanpassad metallskärning med laser uppnår toleranser och invecklade mönster som en gång ansågs omöjliga, vilket gör den till det självklara valet för allt från smyckesdesign till flyg- och rymdindustrikomponenter.
Vad skiljer egentligen specialbeställda lösningar från standardproduktion? Flexibilitet. Standardserier optimeras för effektivitet vid upprepade designlösningar. Skräddarsydda projekt optimeras för dina specifika behov – unika mått, icke-standardmaterial eller komplexa geometrier som färdigdelar helt enkelt inte kan leverera. När du förstår hur tekniken faktiskt fungerar är du bättre rustad att konstruera delar som utnyttjar dess styrkor och undviker onödiga kostnader.

CO2 kontra Fiberlaser-teknik – Förklarat
Här är något som de flesta butiker inte berättar uppriktigt: typen av laser som skär metall påverkar ditt projekt kostnad, kvalitet och leveranstid i stor utsträckning. Ändå bortser många tillverkare från denna avgörande detalj när de ger offert. Att förstå skillnaden mellan CO2- och fiberlaser teknik hjälper dig att ställa rätt frågor – och potentiellt spara hundratals kronor på din nästa beställning.
Båda teknologierna använder koncentrerat ljus för att skära genom metall, men de genererar detta ljus på fundamentalt olika sätt. En CO2-laser skapar sin stråle genom att elektriskt excitera en gasblandning (främst koldioxid), medan en fiberlaser använder optiska fibrer dopade med sällsynta jordartselement som ytterbium. Denna skillnad kan låta teknisk, men den påverkar direkt vilka metaller som skärs effektivt och hur mycket du kommer att betala.
Fiberlaserfördelar för reflekterande metaller
Har du undrat över varför offert för kopparlaserbeskärning ibland blir överraskande dyr? Traditionella CO2-lasrar har svårt med reflekterande metaller eftersom deras längre våglängd (10,6 mikrometer) tenderar att studsa tillbaka från blanka ytor som aluminium, mässing och koppar. Denna reflex kan faktiskt skada laserens optik – en kostsam reparation som verkstäderna tar hänsyn till i din offertering.
Fiberlasrar förändrade spelet. Med en våglängd på 1,064 mikrometer – ungefär tio gånger kortare än CO2 – absorberas de lätt av reflekterande metaller istället för att studsa tillbaka. Enligt bransanalys kan fiberlasrar skära mycket reflekterande material utan risk för att återspeglade strålar skadar utrustningen, vilket öppnar möjligheter att arbeta med ett bredare materialutbud.
Vad innebär detta för ditt projekt? Om du arbetar med aluminium, mässing eller koppar kan en verkstad som använder en fiberlaser för metallskärning förmodligen erbjuda:
- Snabbare skärhastigheter (3 till 5 gånger mer produktiv vid lämpliga jobb)
- Renare kantkvalitet med minimala värmeinverkade zoner
- Lägre kostnader per del tack vare minskad bearbetningstid
- Större tillförlitlighet utan risk för reflekterande skador
Anpassa laserteknologin till din metalltyp
Vilken är då den bästa lasern för att skära ditt specifika material? Svaret beror på vad du skär och hur tjockt det är.
CO2-laser är fortfarande utmärkta arbetsmaskiner för tjockare plåtar av lätt stål – särskilt i intervallet 10–20 mm och uppåt. Vissa operationer använder till och med syreassisterat skärning för att skära genom stålplåtar upp till 100 mm tjocka. De är också det främsta valet för icke-metalliska material som akryl, trä och läder, vilket gör dem till mångsidiga maskiner för verkstäder med blandade material.
Fiberlaser dominerar däremot när precision och hastighet är viktigast. De presterar utmärkt med tunna till medeltjocka metallplåtar (vanligtvis 20 mm eller mindre) och hanterar svårskurna metaller som titan med lätthet. Deras verkningsgrad överstiger 90 % – vilket innebär att de omvandlar majoriteten av elförbrukningen till verklig skärkraft – jämfört med endast 5–10 % för CO2-system.
| Fabrik | Co2-laser | Fiberlaser |
|---|---|---|
| Bästa metaller | Mjukt stål, tjockare plåtar | Rostfritt stål, aluminium, mässing, koppar, titan |
| Optimalt tjockleksintervall | 10–100 mm+ (med syretillsats) | Upp till 20mm |
| Kantkvalitet | Bra | Utmärkt (smidigare, mer exakt) |
| Energieffektivitet | 5-10% | 90%+ |
| Driftkostnader | Högre (större energiförbrukning, kyling behövs) | Lägre (minskad energianvändning, minimalt underhåll) |
| Utsträckning av livslängd | ~2 500 timmar i genomsnitt | 25 000–100 000+ timmar |
| Kapitalintensiv kostnad | Lägre inledande investeringar | 5–10 gånger högre inköpspris |
| Bästa användningsområden | Tung plåtbearbetning, blandade material | Precisionsdelar, reflekterande metaller, produktion i hög volym |
Här är insikten som påverkar din plånbok: även om fibermetallsvarvsnittmaskiner kostar betydligt mer från början minskar driftskostnaderna snabbt. Lägre energiförbrukning, minimala underhållskrav och livslängder som kan överstiga 100 000 timmar innebär att verkstäder med fiberequipment ofta vidareför dessa besparingar i konkurrenskraftiga priser – särskilt för projekt i aluminium och rostfritt stål.
När du begär offert, tveka inte att fråga vilken laserteknologi en verkstad använder. En co2-laserskuren metallmaskin kan vara perfekt för ditt projekt med 15 mm stålplatta, medan en fiberlaser för metallskärning kan minska dina kostnader avsevärt för den batchen aluminiumfästen. Att förstå denna skillnad ger dig ett starkare läge att utvärdera offerter och välja rätt partner för dina specifika behov.
Metalltyper och materialval för laserskärning
Du har förstått tekniken – men här är det materialvalet som kan göra eller bryta din budget. Olika metaller reagerar på laserskärning på helt olika sätt, vilket påverkar allt från kvaliteten på kanterna till maximal tjocklek. Ändå antar de flesta verkstäder att du redan vet vilken metall som passar ditt projekt. Låt oss fylla kunskapsluckan så att du kan fatta välgrundade beslut innan du begär offert.
När du väljer material för skräddarsydda laserbeskurna metallprojekt balanserar du i princip fem nyckelfaktorer: hållfasthetskrav, korrosionsmotstånd, viktbegränsningar, estetiska krav och kostnad. Den metall du väljer påverkar direkt skärhastigheten, kantbehandlingen och slutligen vad du kommer att betala. Att förstå hur varje material beter sig under laserstrålen hjälper dig att optimera både prestanda och budget.
Egenskaper vid skärning av stål och rostfritt stål
Mjukt stål förblir arbetshesten inom applikationer för laserbeskärning av stål – och med goda skäl. Denna järnkol-legering erbjuder hög hållfasthet och hårdhet till en kostnadseffektiv prisnivå, vilket gör den idealisk när korrosion och estetik inte är främsta prioriteringar. Laserbeskärning av stål ger rena kanter med minimal efterbehandling krävd, och verkstäder kan hantera imponerande tjocklekar beroende på deras utrustning.
Vilken tjocklek kan du realistiskt skära? Fiberoptiska lasrar i basmodell (500 W–1,5 kW) hanterar tunna plåtar upp till 3 mm effektivt. System i mellanklass (3 kW–6 kW) klarar de flesta industriella jobb, medan högeffektsutrustning (10 kW–40 kW) skär igenom tunga plåtar som överstiger 25 mm. Ju tjockare ditt material, desto mer effekt krävs —vilket direkt påverkar din offert.
- Egenskaper hos mjukt stål: Utmärkt svetsbarhet, lätt att forma och bearbeta, högt hållfasthetsförhållande till kostnad, mottagligt för korrosion utan ytbehandling
- Bästa användningsområden: Byggnadskomponenter, bilkomponenter, jordbruksutrustning, möbelramar, maskinhus
- Tjockleksintervall: Upp till 100 mm+ med syreassistens på högeffekts CO2-system; upp till 25 mm på standardfiberlaser
Laserklippning av rostfritt stål kräver mer laserenergi än mjukt stål – men ger exceptionella resultat. Krominnehållet som ger rostfritt sitt korrosionsmotstånd påverkar också hur det interagerar med laserstrålen. Laserklippta delar i rostfritt stål får dock en slät yta som ofta inte kräver ytterligare efterbehandling.
- Egenskaper för rostfritt stål: Utmärkt korrosionsmotstånd, utmärkt hållfasthet, god svetsbarhet, hårdare än mjukt stål, högre materialkostnad
- Bästa användningsområden: Medicinsk utrustning, komponenter för livsmedelsindustrin, flyg- och rymdindustri, arkitektoniska detaljer, marin användning
- Kantkvalitet: Rena snitt med minimal oxidation vid användning av kväve som assistansgas
Proffstips: När du begär offerter för rostfritt stål, ange om du behöver oxidfria kanter. Skärning med kväve är dyrare men eliminerar missfärgningen som syreassisterad skärning kan orsaka – en detalj som är viktig för synliga komponenter eller livsmedelsanvändning .
Arbete med aluminium, mässing och koppar
Kommer du ihåg den utmaning reflekterande metaller innebär, som vi diskuterade tidigare? Här möts materialval direkt med teknikval. Laserbeskärning av aluminium, bearbetning av mässing och bearbetning av koppar kräver alla fiberlaser-teknologi för optimala resultat – och att förstå deras unika egenskaper hjälper dig att designa smartare delar.
Laserklippt aluminium erbjuder en överlägsen kombination av låg vikt, hållbarhet och kostnadseffektivitet. Den väger cirka en tredjedel av ståls vikt samtidigt som den bibehåller god dragstyrka, vilket gör den perfekt för tillämpningar där varje gram räknas. Aluminiumlaser skapar rena kanter, även om materialets termiska ledningsförmåga kan skapa något större värmepåverkade zoner jämfört med stål.
- Aluminiumegenskaper: Lågvikt (en tredjedel av ståls vikt), utmärkt termisk och elektrisk ledningsförmåga, god korrosionsbeständighet, lätt att anodisera för förbättrad skydd
- Bästa användningsområden: Bilpaneler, flyg- och rymdindustrikomponenter, elektronikhus, kylflänsar, arkitektoniska element
- Tjockleksöverväganden: Klippes effektivt upp till 20 mm på fiberlasrar; kräver högre effektsinställningar än motsvarande stålplåt
- Designanteckning: Aluminiums mjukhet innebär att komplexa designlösningar med mycket fina detaljer kan kräva noggrann övervägning av minsta möjliga detaljstorlek
Koppar och laserbeskuren mässing erbjuder unika möjligheter – och utmaningar. Båda metallerna har utmärkt elektrisk ledningsförmåga och naturliga antimikrobiella egenskaper, vilket gör dem viktiga för elektriska komponenter, dekorativa detaljer och specialapplikationer. Fibralasrar hanterar båda materialen effektivt, även om skärhastigheterna vanligtvis är långsammare än vid stål på grund av deras höga reflektionsförmåga och termiska ledningsförmåga.
- Kopparegenskaper: Utmärkt elektrisk ledningsförmåga, utmärkt korrosionsbeständighet, antimikrobiella egenskaper, distinkt estetisk charm
- Mässegingenskaper: Förbättrad hållfasthet och seghet jämfört med ren koppar, lägre friktionspunkt, utmärkt för dekorativa applikationer, lätt att bearbeta och löda
- Bästa användningsområden: Elkontakter, arkitektoniska detaljer, musikinstrument, dekorativa beslag, värmeväxlare
- Kostnadsöverväganden: Högre materialkostnader och långsammare skärhastigheter innebär att projekt i koppar och mässing vanligtvis har en premieprissättning
Låter det komplicerat? Här är en förenklad beslutsram: Välj läggstål när kostnad och hållfasthet är viktigast och korrosion inte är kritiskt. Välj rostfritt stål för krävande miljöer eller livsmedelsanvändning. Välj aluminium när viktbesparingarna motiverar den måttliga prispåslagen. Håll kopparkoppar och mässing tillämpningar där deras unika elektriska, termiska eller estetiska egenskaper krävs.
Att förstå dessa materialkaraktäristika innan du kontaktar en tillverkare ger dig en starkare förhandlingsposition. Du kommer att veta varför offerten för rostfritt stål kostar mer än läggstål, varför dina aluminiumdelar kan behöva särskilda kantöverväganden och om koppar verkligen är nödvändigt – eller om ett billigare alternativ skulle fungera. Rustad med denna kunskap är du redo att ta nästa avgörande steg: förbereda dina konstruktionsfiler på rätt sätt.
Konstruktionsriktlinjer och krav på filförberedning
Du har valt din metall och förstår tekniken – men här är det många projekt som drabbas av oväntade förseningar. Att skicka in designfiler som inte uppfyller kraven för tillverkning innebär omfattande revisioner, slöseri med tid och ibland kostsamma omarbetningar. Ändå döljer de flesta verkstäder sina designriktlinjer i svårfunnen dokumentation, vilket gör att du upptäcker problemen först efter att du laddat upp dina filer.
Att få rätt på designen redan från början handlar inte bara om att undvika frustration – det påverkar direkt din offert. Precisionslaserbeskärning kräver filer som kan översättas sömlöst till maskininstruktioner. Ju bättre förberedda dina filer är, desto snabbare blir leveranstiden och desto mer exakta blir dina laserbeskurna delar.
Filformat och kompatibilitet med designprogram
Vilket filformat ska du lämna in? Det beror på vilken designprogramvara du använder och verkstadens kapacitet, men de flesta tillverkare accepterar en kärnuppsättning av vektorbaserade format.
De branschstandarder som används inkluderar:
- DXF (Drawing Exchange Format): Det universella språket för laser- och CNC-utrustning. Nästan alla tillverkare accepterar DXF-filer, vilket gör detta till ditt säkraste val för kompatibilitet
- DWG (AutoCAD Native): Vanligt inom ingenjörs- och arkitekturapplikationer. De flesta verkstäder konverterar dessa internt till DXF
- AI (Adobe Illustrator): Populärt för dekorativa och konstnärliga projekt. Se till att all text konverteras till konturer innan inlämning
- EPS och SVG: Vektorformat som fungerar bra för enklare design, även om vissa verkstäder föredrar DXF för precisionsarbete
Här är en detalj som fångar många nybörjare: om du har konverterat din fil från en pixelgrafik, verifiera noggrant dina mått. Att spåra en JPEG- eller PNG-fil till vektorer kan introducera skalningsfel. Att skriva ut din design i 100 % skala hjälper till att bekräfta att måtten stämmer överens med dina avsikter innan du lämnar in den
Använder du studentversion av mjukvara? Oroa dig inte – vattenmärken som "Student Version" i filer från program som SolidWorks ignoreras vanligtvis av tillverkningssystem. Alla aktiva textrutor måste dock konverteras till former. I Illustrator innebär detta att "konvertera till konturer". I CAD-program, leta efter kommandon som "explode" eller "expand".
Viktiga konstruktionsregler för rena snitt
Precisionen vid laserbeskärning beror i hög grad på förståelse av processens fysikaliska begränsningar. Även den mest avancerade CNC-laserskäraren har begränsningar – och genom att designa inom dessa parametrar säkerställer du att dina delar blir exakt som avsett.
Tillåt för kerfbredd
När en laser skär metall förångar den en tunn materialremsa kallad kerf. Denna bredd varierar vanligtvis mellan 0,1 mm och 0,5 mm beroende på materialtjocklek, lasertyp och effektinställningar. Varför spelar detta roll? Om du designar sammanhängande delar eller exakta monteringsdelar måste du ta hänsyn till detta materialavtag i dina mått.
Minsta detaljstorlek
De detaljerade detaljerna i din design kan se perfekta ut på skärmen – men funktioner som är för små kan helt enkelt inte skäras korrekt . Allmänna riktlinjer inkluderar:
- Minsta håldiameter: Vanligtvis lika med eller större än materialtjockleken
- Minsta spårbredd: Vanligen 1,5 gånger materialtjockleken
- Minsta texthöjd: Ofta 3 mm eller större för läsbarhet
- Minsta brobredd (material mellan snitt): Generellt motsvarar materialtjockleken
Krav på hörnradie
Laserstrålar har en fysisk bredd, vilket innebär att helt skarpa inre hörn inte kan uppnås. Inre hörn kommer naturligt att ha en liten radie som är ungefär hälften av kerfbredden. För delar där belastning är kritisk förbättrar avsiktliga hörnradier (0,5 mm–1 mm) faktiskt strukturell integritet genom att eliminera spänningskoncentrationer.
Avstånd mellan skärningar
Om skärlinjer placeras för nära varandra kan värmeuppbyggnad ske, vilket potentiellt kan orsaka vridning av tunna sektioner eller försämrad kantkvalitet. Håll ett avstånd mellan parallella snitt som är minst 1,5 gånger materialets tjocklek – mer vid värmedrivna tillämpningar.
Toleransspecifikationer
Vilka precisionnivåer kan du rimligen förvänta dig? Standardmässiga laser-CNC-operationer uppnår vanligtvis toleranser på ±0,1 mm till ±0,2 mm. För tillämpningar som kräver stramare specifikationer bör du diskutera dina krav i förväg – att uppnå toleranser på ±0,05 mm kan kräva specialprocesser eller efterbearbetning, vilket påverkar både kostnad och tidplan.
Checklista för filförberedelse
Innan du lämnar in din design bör du gå igenom denna steg-för-steg-verifiering för att undvika vanliga fel som fördröjer produktionen:
- Konvertera all text till konturer eller former —håll muspekaren över textelement för att bekräfta att de inte längre går att redigera som text
- Verifiera måtten i 100 % skala —skriv ut din design eller använd mätverktyg i programvaran för att bekräfta riktighet
- Kontrollera om det finns dubbla eller överlappande linjer —detta får lasern att skära samma bana två gånger, vilket slösar med tid och kan skada kanterna
- Ta bort alla dolda lager och konstruktionsgeometrier —inkludera endast de element du vill ska skäras
- Se till att alla former är slutna banor —öppna banor skapar förvirring kring vilka områden som ska skäras respektive ignoreras
- Bekräfta att minsta möjliga detaljstorlekar uppfyller materialkraven —kontrollera hål, spår och text mot den valda tjockleken
- Ta hänsyn till skärvidden vid exakta sammanfogningar —justera måtten om delar som ska passa i varandra kräver exakta passningar
- Bekräfta att behållna utskärningar är korrekt anslutna —interiördelar som inte är förbundna med huvuddesignen kan ramla ut och gå förlorade
- Spara i ett godkänt vektorformat —DXF ger den mest universella kompatibiliteten
- Inkludera en måttsatt referensritning om toleranser är kritiska —hjälper tillverkare att förstå dina krav på precision
Hur påverkar designens komplexitet dina kostnader? Varje genomstansning (där lasern startar ett nytt snitt) och varje riktningsskifte ökar skärtiden. En enkel rektangel med fyra hörn skärs snabbare än ett ornat dekorativt mönster med hundratals detaljerade kurvor. När budgeten är viktig bör du överväga om förenklade designlösningar kan uppfylla dina funktionella krav – eller om det estetiska värdet motiverar den längre skärtiden.
Att följa dessa riktlinjer förhindrar inte bara fördröjningar – det visar också för tillverkare att du förstår processen. Verkstäder uppskattar väl förberedda filer, och detta gottgörande kan leda till bättre kommunikation, snabbare offertförfrågningar och smidigare projekthantering. När dina designfiler är ordentligt förberedda är du redo att utvärdera hur denna teknik står sig mot alternativa skärmetoder.
Laserhuggning jämfört med alternativa metoder
Så du vet att anpassad laserskärning av metall ger precision – men är det alltid det bästa valet? Här är något som många tillverkare inte frivilligt berättar: beroende på dina projektbehov kan alternativa tekniker faktiskt passa dig bättre. Att välja fel skärmetod kan kosta dig tusentals i onödiga kostnader eller försämra komponentkvaliteten. Att förstå när varje teknik excellerar ger dig kontroll över det beslutet.
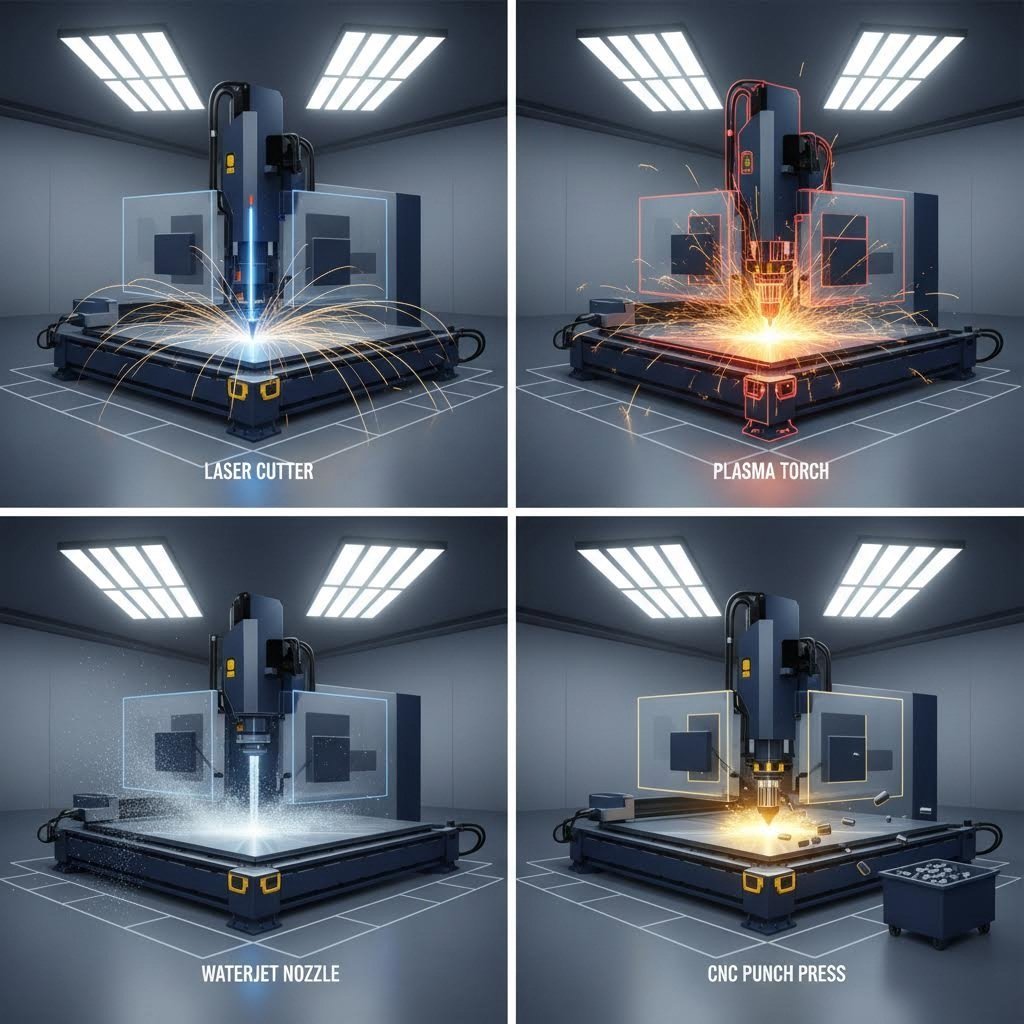
Fyra primära tekniker dominerar sökningar efter metallskärning i min närhet: laserskärning, vattenjetskärning, plasmaskärning och CNC-punchning. Varje teknik har sina egna styrkor, och den "bästa" lösningen beror helt på ditt material, tjocklek, krav på precision och budgetbegränsningar. Låt oss ta en titt på när du bör välja respektive teknik – och när du bör leta vidare.
När laserskärning är bättre än alternativen
CNC-laserskärning fungerar bäst med tunna till medeltjocka material som kräver detaljerade former eller strama toleranser. Om ditt projekt kräver rena kanter, små hål eller komplexa geometrier ger vanligtvis laserskärning bättre resultat.
Enligt branschtester över flera olika tekniker , erbjuder laserskärning viktiga fördelar:
- Exceptionell precision: Toleranser på ±0,1 mm uppnås på lämpliga material
- Överlägsen kantkvalitet: Rena skärningar som ofta inte kräver sekundär efterbehandling
- Snabb bearbetning: Hög hastighet vid skärning av material upp till 20–25 mm tjocka
- Minimal kerfbredd: Mindre materialspill jämfört med plasma eller vattenjet
- Hög detaljkapacitet: Små hål, skarpa hörn och detaljerade mönster utförda med precision
Precisionsskärningsapplikationer för exempelvis elektronikhus, komponenter till medicinska apparater och dekorativa arkitektoniska paneler föredrar oftast laser-teknik. När delarna måste passa exakt samman eller har fina detaljer ger vanligtvis laserskärning av stål och andra metaller det bästa värdeerbjudandet.
Laserskärning har dock sina begränsningar. Mycket tjocka material (över 25 mm för de flesta system), värmekänsliga legeringar och icke-metalliska material kan kräva alternativa lösningar. Att förstå dessa gränser hjälper dig att undvika frustrerande samtal med tillverkare som inte kan leverera vad du behöver.
Välja mellan termisk och icke-termisk skärning
Här är en skillnad som påverkar både kvaliteten på delarna och materialvalet: laserskärning och plasmaskärning är termiska processer, medan vattenjetskärning inte använder någon värme alls. Denna grundläggande skillnad avgör vilken teknik som är lämplig för specifika applikationer.
Plasmaskärning: Den tjocka metallspecialisten
När du söker plasmaskärning i min närhet eller en plasmaskärningservice i min närhet handlar det oftast om tjocka ledande metaller där hastighet och kostnad är viktigare än yttersta precision. Plasmaskärare använder en elektrisk båge och komprimerad gas för att effektivt smälta genom stål, aluminium och koppar.
Plasmaskärning dominerar vid arbete med:
- Stålplattor över ½" (12 mm) tjocka
- Konstruktioner i strukturstål
- Tillverkning av tung utrustning
- Tillämpningar där lätt kantogrädighet är acceptabel
Kostnadsfördelen är betydande – plasmasystem kostar cirka 90 000 USD jämfört med 195 000 USD för motsvarande vattenjetsutrustning. För metallverkstäder som fokuserar på tjockt stål och aluminium ger plasma ofta den bästa avkastningen på investeringen.
Vattenjetskärning: Ingen värme, maximal mångsidighet
Vattenjetskärning använder vatten under högt tryck blandat med slipmedel för att skära genom nästan vilket material som helst utan värmepåverkan. Denna kallskaresprocess eliminerar helt böjning, förhårdnande och värmepåverkade zoner.
Välj vattenstrålskärning när ditt projekt innefattar:
- Värmekänsliga material som skulle böja eller förhårdna vid termisk skärning
- Tjocka material bortom laserskapliga förmågor (upp till flera tum)
- Icke-metalliska material som sten, glas eller kompositer
- Tillämpningar som kräver absolut ingen termisk deformation
Marknaden för vattenjet växer snabbt och beräknas nå över 2,39 miljarder dollar år 2034, driven av efterfrågan på värmebefriad skärning inom flyg- och rymdindustri, medicinsk utrustning och precisionsframställning.
CNC-punchning: Stora volymer enkla former
För projekt som kräver tusentals identiska delar med relativt enkla geometrier—tänk monteringshål, luftutsätningsluckor eller grundläggande utskärningar—slår CNC-punch ofta laserskärning när det gäller kostnad. Punchmaskiner använder formgivna verktyg för att snabbt stansa igenom plåt, vilket gör dem idealiska för produktion i stora serier där installationskostnader kan spridas över många delar.
CNC-punch är bäst när:
- Du behöver mycket stora mängder av identiska delar
- Former matchar tillgängliga verktygsuppsättningar (cirklar, rektanglar, standardmönster)
- Materialtjocklek ligger inom punchens intervall (vanligtvis upp till 6 mm)
- Hastighet och kostnad per del är viktigare än möjligheten till intrikata detaljer
| Fabrik | Laserbearbetning | Plasmaskärning | Vattenstrålskärning | Cnc punktering |
|---|---|---|---|---|
| Precision | ±0,1 mm (utmärkt) | ±0,5–1 mm (moderat) | ±0,1–0,2 mm (mycket bra) | ±0,1 mm (bra) |
| Materialtjocklek | Upp till 25 mm typiskt | Upp till 150 mm+ | Upp till 200 mm+ | Upp till 6 mm typiskt |
| Kantkvalitet | Utmärkt, minimal efterbehandling | Rougher, kan behöva slipas | Slät, lätt konisk möjlig | Ren, lätt avrundad kant |
| Värmeinverkanszon | Liten men närvarande | Större, betydande | Ingen (kall process) | Ingen (mekanisk) |
| Bäst för | Precisiondelar, tunn till medelstark metall | Tjock stål, kostnadskänsliga projekt | Värmekänsliga material, tjocka snitt | Storvolym enkla former |
| Relativ kostnad | Moderat | Lägre vid tjocka material | Högre (långsammare process) | Lägst vid stora volymer |
Att Fatta Din Beslut
Ställ dig själv följande frågor när du väljer en skärteknik:
- Hur tjock är din material? Under 20 mm föredrar laser; över 25 mm pekar mot plasma eller vattenstråle
- Hur exakta måste snitten vara? Strikta toleranser föredrar laser eller vattenstråle
- Är värme ett problem? Värmekänsliga tillämpningar kräver vattenstråle
- Vad är din kvantitet? Stora volymer av enkla former kan föredra CNC-punchning
- Vad är din budget? Plasma erbjuder kostnadsfördelar för tjockt stål; laser ger värde för precisionsarbete
Många framgångsrika tillverkningsverkstäder använder flera olika tekniker eftersom ingen enskild metod optimalt hanterar alla tillämpningar. När du utvärderar offerter, tveka inte att fråga om den rekommenderade tekniken verkligen passar ditt projekt – eller om ett alternativ kanske kan ge bättre resultat. Att förstå dessa kompromisser förvandlar dig från en passiv kund till en välinformerad samarbetspartner i tillverkningsprocessen.
Kostnadsfaktorer och prissättningsvariabler förklarade
Här är den obekväma sanningen som de flesta tillverkare inte kommer att förklara uppriktigt: det citatet du fick för laserbeskärning är inte godtyckligt – det beräknas utifrån en exakt formel som tar hänsyn till variabler som du förmodligen inte visste fanns. Att förstå dessa kostnadsdrivande faktorer handlar inte bara om nyfikenhet; det ger dig möjlighet att optimera din design, minska kostnader och ställa kloka frågor som visar att du inte är lätt att lura med förhöjda priser.
Den största missuppfattningen? Att anta att kostnaden främst korrelerar med materialytan. I verkligheten är maskintiden den viktigaste faktorn som påverkar dina kostnader för anpassade metallskärningar. En enkel rektangel och en dekorativ panel skuren ur identiska plåtar kan ha helt olika priser – ibland upp till fem gånger större skillnad eller mer.
Förstå citeringsvariabler och prissättningsfaktorer
Varje offert för laserbeskärning följer en grundläggande beräkning: Slutpris = (Materialkostnader + Rörliga kostnader + Fasta kostnader) × (1 + vinstmarginal). Låt oss bryta ner vad varje komponent innebär för din plånbok.
Materiella kostnader inkluderar inte bara det råa metallet du köper, utan även avfallet som uppstår vid skärningen. När du beställer specialanpassade metallskärningar måste verkstäderna ta hänsyn till hela plåtens pris även om dina delar endast använder 60 % av materialet. Effektiv placering – att strategiskt ordna delarna på plåten – minskar direkt denna spillfaktor.
Rörliga kostnader representerar maskintiden multiplicerat med verkstadens timkostnad. Enligt branschdata , varierar typiska timkostnader för laserhugg mellan 60 och 120 USD, beroende på utrustningens kapacitet och effektnivå. Din design avgör hur många minuter eller timmar maskinen körs.
Fasta kostnader omfattar driftoverhead – hyra, underhåll av utrustning, programvarulicenser och administrativa kostnader – fördelade proportionellt på ditt projekt.
Här är de primära kostnadsdrivarna, ordnade efter deras typiska påverkan på ditt slutgiltiga offerter:
- Materialtjocklek: Den mest betydande variabeln. Att fördubbla tjockleken kan mer än fördubbla skärningstiden eftersom lasern måste röra sig mycket långsammare för att kunna penetrera helt
- Designkomplexitet: Intrikata mönster med många kurvor och riktningar tvingar maskinen att saktas ner, vilket förlänger bearbetningstiden
- Antal genomborrningar: Varje gång lasern startar en ny skärning måste den först genomborra materialet. En design med 100 små hål kostar mer än en stor urtagning på grund av ackumulerad genomborrningstid
- Materialtyp och -klass: Högkvalitativt aluminium eller rostfritt stål kostar mer än mjukt stål – både i råmaterialpris och ibland i bearbetningstid
- Beställningsmängd: Installationskostnader fördelade över fler delar innebär lägre pris per del
- Krav på efterbehandling: Sekundära operationer som böjning, avkantning eller pulverlackering lägger till arbetskrafts- och bearbetningskostnader
Hur designkomplexitet påverkar din budget
Föreställ dig två delar: en enkel 6" × 6" kvadrat och en invecklad dekorationspanel med samma yttre mått men med 50 inre utskärningar och ornamentala snirklor. Båda använder samma material – ändå kan dekorationspanelen kosta fem gånger mer. Varför?
Skärsträcka: Den totala linjära sträckan lasern färdas korrelerar direkt med tiden. Längre vägar innebär högre kostnader. Den dekorativa panelen kan kräva 10 fot skärning jämfört med 2 fot för den enkla kvadraten.
Genomstansoperationer: Varje inre utskärning kräver att lasern genomstansar materialet innan skärningen börjar. Ett design med många genomstansningar kan vara dyrare än ett med ett stort utskärningshål på grund av den ackumulerade genomstanstiden – även om den totala skärsträckan är liknande.
Hastighetsvariationer: Komplexa geometrier med tighta kurvor och skarpa hörn tvingar skärhuvudet att hela tiden saktas ner och accelerera igen. En rät linje skärs snabbare än en serie invecklade kurvor eftersom maskinen håller högre genomsnittshastighet vid enkla banor.
Toleranskrav: Att ange tätare toleranser än vad som är funktionellt nödvändigt är en dold kostnadspåverkare. För att upprätthålla mycket exakta mått måste maskiner köras i långsammare, mer kontrollerade hastigheter. Innan du begär toleranser på ±0,05 mm bör fråga dig själv om ±0,2 mm faktiskt skulle fungera för ditt ändamål.
Kvantitet och skalekonomi
Installationsavgifter utgör engångskostnader – materialinläsning, maskinkalibrering, förberedelse av din fil – som fördelas olika beroende på orderstorlek. Beställ 10 delar, och den 50 USD:a installationsavgiften lägger till 5 USD per del. Beställ 100 delar, och den blir bara 0,50 USD per del.
Enligt bransanalys , kvantitetsrabatter kan nå upp till 70 % vid stora volymer. Maskinen behöver inte återställas mellan identiska delar, och materialutnyttjandet blir mer effektivt vid större kvantiteter. Om du tror att du kommer att behöva delar i framtiden kan det ofta vara ekonomiskt fördelaktigt att slå ihop beställningar.
Ytterligare kostnadsfaktorer
Utöver de grundläggande variablerna kan flera faktorer driva upp din offert:
- Påskyndad produktion: Rush-order kräver att verkstäder omorganiserar scheman och kan kräva övertidsarbete – förvänta dig premiumprissättning
- Förberedelse av fil: Att skicka in filer med fel (dubbletter av linjer, öppna konturer, saknade mått) innebär att tekniker måste åtgärda problemen innan skärning, ofta mot extra avgifter
- Specialmaterial: Att begära metallskärning till mått i speciallegeringar som verkstaden inte har i lager kan medföra tillägg för materialbeställning
- Frakt och logistik: Tunga eller sköra delar kräver särskild hantering och förpackning
Praktisk budgetuppskattning
Även om exakta kostnader för laserbeskärning varierar mellan leverantörer kan du göra rimliga uppskattningar genom att ta hänsyn till dessa faktorer: Enkla design i tunn mild stål utgör din grundkostnad. Varje tillskjuten komplexitetsfaktor – tjockare material, intrikata mönster, reflekterande metaller, strama toleranser – multiplicerar denna grundkostnad. Att begära offerter från flera leverantörer hjälper till att kalibrera dina förväntningar för specifika projekttyper.
Det smartaste tillvägagångssättet? Innan du färdigställer konstruktionerna, fråga potentiella tillverkare vilka ändringar som skulle minska dina kostnader avsevärt. Ibland kan små justeringar i designen – exempelvis att lägga till avrundade hörn, slå ihop små hål till springor eller acceptera något vidare toleranser – minska offertpriserna med 20–30 % utan att påverka funktionen. Utrustad med denna kostnadsinformation är du förberedd att förstå hur dessa precisionsbeskurna delar används i praktiken inom olika branscher.
Vanliga tillämpningar över branscher
Nu när du förstår kostnaderna – var exakt används all denna precisionsbeskärning? Här kommer något som kanske överraskar dig: anpassad laserbeskärning av metall förekommer inom nästan varenda tänkbar bransch. Från bilen du kör till telefonen i din ficka finns laserbeskurna komponenter gömda i plain sight. Att förstå dessa tillämpningar hjälper dig att avgöra om denna teknik passar ditt specifika projekt – och ger dig en kontext för varför vissa branscher dominerar tillverkningslandskapet.
Enligt bransanalys , anpassad metalllaserstansning ger precision, hastighet och mångsidighet som uppfyller kraven från dagens mest innovativa branscher. Låt oss utforska var laserstansad metall faktiskt används – och vad det innebär för ditt projekt.
Tillämpningar inom bilindustrin och industriella komponenter
När du öppnar motorhuven på din bil ser du ett tiotal laserstansade komponenter. Bilindustrin är starkt beroende av industriell laserstansning för allt från chassibryggor till bränslesystemdelar. Varför? För att precision är avgörande när komponenter måste sitta perfekt tillsammans under extrema förhållanden.
Fordonsapplikationer:
- Chassidelar: Strukturella paneler, förstärkningsbryggor och ramdelar stansade enligt exakta specifikationer
- Avgassystem: Värmeskydd, manifoldkomponenter och anpassade avgasändar som kräver exakt passform
- Elbilskomponenter: Batterikapslingar, motormonteringar och komponenter till kylsystem
- Inredningselement: Instrumentbrädemonteringar, sätesramar och monteringsplattor för dekorativa delar
- Fjädringsdelar: Styrarmskomponenter, monteringsbryggor och anpassade prestandaförbättringar
Inom bilindustrin gör anpassad metalllaserklippning det möjligt för tillverkare att skala produktionen samtidigt som de bibehåller konsekvent kvalitet, minskar spill och förbättrar effektiviteten. Detta gör det idealiskt för både massproduktion och anpassade reservdelar för eftermarknaden.
Industriell utrustning och maskiner:
Tung maskiner och industriell utrustning kräver robusta, noggranna delar som fungerar tillförlitligt under krävande förhållanden. Laserbearbetning gör att tillverkare kan producera:
- Växlar och fästen: Precisionskomponenter för kraftöverföringssystem
- Maskinhus: Höljen och skydd som skyddar inre mekanismer
- Fästplattor: Strukturella element som positionerar motorer, sensorer och styrsystem
- Transportbandkomponenter: Bultar, guider och stödstrukturer för materialhantering
- Jordbruksutrustning: Hållbara delar för traktorer, skördemaskiner och bevattningssystem utsatta för hårda förhållanden
Upprepbarheten hos laserklippta metallplåtar säkerställer att ersättningsdelar exakt matchar original—avgörande när maskinstopp kostar tusentals per timme.
Arkitektoniska, skylt- och dekorativa projekt
Har du någonsin gått förbi en byggnad med detaljrika metallfasader eller imponerande dekorativa räcken? Troligen kom dessa element från en laserskärare för plåt. Arkitekter och designers vänder sig allt oftare till laserskärning för projekt där estetik och precision möts.
Arkitektur och byggande:
- Dekorativa metallpaneler: Fasadelement med geometriska mönster, organiska design eller anpassad konst
- Strukturella komponenter: Stålbalkar, kopplingselement och anpassade fixeringar enligt exakta specifikationer
- Räcken och grindar: Intrikata balustrader och säkerhetsdetaljer som kombinerar funktion med visuell attraktion
- Belysningsarmaturer: Anpassade lyktor, hänglampshus och diffusorpaneler
- Rumskiljare: Perforerade skärmar och skyddspaneler med detaljerade urklippta mönster
Laserkäring levererar rena, skarpa linjer som för innovativa designidéer till liv, oavsett om det är för estetiska eller funktionella syften. Denna möjlighet har förändrat vad som är möjligt inom modern arkitektur.
Skyltar och varumärken:
Gå genom vilket handelsområde som helst och du ser laserhuggen plåt överallt – från kraftfulla butiksskyltar till diskreta vägvisningssystem. Laserför- och graveringsmöjligheter möjliggör:
- Kanalbokstävers ytor: Exakt utskuren aluminium och rostfritt stål för belysta skyltar
- Tredimensionella logotyper: Varumärkesmärken med rena kanter som fångar ljus och skugga
- Vägvisningssystem: Riktningsskyltar för sjukhus, flygplatser och kommersiella anläggningar
- Minnesplattor: Detaljerad text och bilder för minnesvärda installationer
- Mässutställningar: Portabla reklamelement som kräver visuell påverkan
Konst och kreativa tillämpningar:
Konstnärer och designers utnyttjar laserskuren plåt för att skapa konstföremål som skulle vara omöjliga – eller orimligt tidskrävande – att tillverka med traditionella tillverkningsmetoder. Från galleriskulpturer till specialdesignad smyckesindustri öppnar tekniken nya kreativa möjligheter:
- Med en längd av högst 15 mm Storskaliga konstinstallationer med intrikata negativa ytor
- Smyckeskomponenter: Detaljerade mönster i guld, silver och mässing
- Inredning: Väggkonst, ljusstakar och dekorativa föremål
- Musikhjul: Specialanpassade komponenter och dekorativa element
Elektronik, teknologi och prototyputveckling
När elektronik blir mindre och mer invecklad är tillverkare beroende av laserbeskärning för att uppnå de strama toleranser som krävs. Denna sektor utgör ett av de snabbast växande tillämpningsområdena för exakt laserbearbetning.
Elektronik och teknologi:
- Värmeavledare: Exakt beskurna aluminiumfjäll som maximerar värmeavgivning
- Fästplattor: Kretskortshållare och komponentpositioneringselement
- Housings: Skyddshöljen för känslig elektronik som kräver exakta ventilationmönster
- Skyddskomponenter: EMI/RFI-sköldar som blockerar elektromagnetisk störning
- Telekommunikationsinfrastruktur: Komponenter för 5G-infrastruktur som kräver precision och hållbarhet
Den kontaktfria skärmetoden säkerställer att ömtåliga komponenter förblir oskadda under tillverkningen – avgörande när man arbetar med tunna material och strama toleranser.
Prototyputveckling och snabb iteration:
Kanske ger laserskärning störst värde just inom prototyputveckling. Tänk dig att behöva testa fem olika upphängningsdesigner innan du går vidare till produktion med verktyg. Traditionella tillverkningsmetoder kan ta veckor och kosta tusentals dollar per iteration. Med laserskärning kan du:
- Testa flera designalternativ samtidigt: Skära fem variationer i en enda produktionssats
- Iterera snabbt: Ta emot delar på dagar istället för veckor, utvärdera prestanda och förbättra designerna
- Minimera kostnader för verktyg: Inga stansar eller formar krävs – uppdatera bara din CAD-fil
- Skala sömlöst: Gå från prototyp till produktion med samma teknik
- Minska utvecklingsrisk: Validera design med fysiska delar innan resurser satsas
Denna möjlighet till snabb iteration har omvandlat produktutvecklingscykler inom flera branscher. Ingenjörer kan verifiera passning, form och funktion med verkliga metalliska delar – inte bara 3D-modeller – innan man investerar i massproduktionsinfrastruktur.
Ytterligare branschapplikationer:
- Flygindustri: Lätta fästen, strukturella paneler och kåpor i aluminium och titan
- Medicinska enheter: Kirurgiska instrument, implantatkomponenter och delar till diagnostisk utrustning
- Förnybar energi: Solcellsramar, vindturbinfästen och inkapslingar för batterisystem
- Försvar: Fordonskomponenter, kommunikationssystem och skyddsutrustning
- Livsmedel och drycker: Komponenter till rostfritt stål för processutrustning och förpackningsmaskiner
Passar ditt projekt in på dessa kategorier? Om du arbetar med något som kräver exakta metallkomponenter – oavsett om det rör sig om funktionella fästen eller dekorativa paneler – erbjuder sannolikt laserskärning fördelar jämfört med alternativa metoder. Nyckeln är att anpassa teknikens styrkor till dina specifika krav. Med tillämpningar som sträcker sig från konstnärlig gestaltning till kritiska säkerhetskomponenter hjälper förståelsen för var ditt projekt passar till att kommunicera effektivt med tillverkare och sätta lämpliga förväntningar på kvalitet, tidplan och kostnad.
Efterbearbetning och ytbehandlingsalternativ
Du har fått dina laseravskurna delar i handen – men vad händer nu? Här är något som tillverkare sällan förklarar från början: skärprocessen är ofta bara början. Beroende på din användning kan de nytt avskurna komponenterna behöva sekundära operationer, ytbehandlingar eller skyddande beläggningar innan de verkligen är färdiga. Att förstå dessa efterbearbetningsalternativ hjälper dig att ange fullständiga krav från start, vilket undviker förseningar och överraskande kostnader längre fram.
Sambandet mellan kvaliteten på laserskärning av plåt och ytbehandlingskraven är enkelt: bättre kantkvalitet från lasern innebär mindre förberedelsearbete innan ytbehandling. Även de renaste laseravskurna kanterna kan dock behöva bearbetas beroende på din användning. Låt oss undersöka vad som sker efter att laserskäraren för plåt har slutfört sitt arbete.
Sekundära operationer och metallformning
Platta delar är bara en startpunkt för många projekt. Laserklippning och böjning av plåt går ofta hand i hand, och omvandlar tvådimensionella utskärningar till tredimensionella konstruktioner. Att förstå dessa sekundära operationer hjälper dig att planera kompletta tillverkningssekvenser.
Böjning och Formning
De flesta skräddarsydda laserklippta plåtdelar kräver någon form av formning. Bögbankar viker platta plåtar till vinklar, kanaler och komplexa geometrier. När du designar för böjning bör komma ihåg att det laserklippta platta mönstret måste ta hänsyn till materialsträckning vid böjlinjerna – en faktor som kallas böjtillägg. Erfarna tillverkare kan ge råd om optimala böjrader och arbetsordning.
Svetsning och sammansättning
Flera laserklippta komponenter sammanfogas ofta genom svetsning. De rena kanterna som produceras av laserklippning av metallplåtar svetsas vanligtvis utmärkt, med minimal förberedelse krävd. Om dina delar ska svetsas bör du dock överväga hur svetsområden påverkar totala mått och om slipning efter svetsning är acceptabel.
Avkantning och kanterefinering
Även högkvalitativa lasersnitt kan lämna små imperfektioner. Enligt branschexperter avborrning tar bort repor, burrar och små imperfektioner som återstår från tillverkningsprocessen, vilket förbereder delar för senare målning eller anodisering. Vanliga avborrningsmetoder inkluderar:
- Linjär avkantning: Borstring av ena sidan för att släta ut repor och ta bort dross – ofta gratis hos kvalitetsleverantörer
- Rullning: Vibrationsfinish för mindre delar, vilket ger konsekvent kantbehandling på alla ytor
- Manuell entrapning: Manuell efterbehandling för delar som kräver särskild omsorg eller som är för stora för automatiserade processer
Tänk på att även om avborrning och tumbelpolering slätar ut skarpa kanter, kommer de inte att göra din del perfekt i utseendet. För ett verkligt färdigt utseende behöver du ytbehandlingar i tillägg.
Ytfinish och skyddande beläggningar
Ytbehandlingar gör mer än att förbättra utseendet – de kan dramatiskt förbättra materialens egenskaper. Metallytor förbättrar korrosionsbeständighet, nötningsbeständighet, yt hårdhet, ledningsförmåga och mycket mer. Valet av rätt yta beror på din tillämpnings exponering mot miljön, estetiska krav och budget.
Här är de främsta ytbehandlingsalternativen för laserade plåtdelar:
- Pulverbeläggning: Pulverlack appliceras elektrostatiskt och ugnshärdas, håller upp till 10 gånger längre än vanlig färg och innehåller inga flyktiga organiska föreningar. Finns i olika färger och strukturer inklusive matt, blank och veckade ytor
- Anodisering: Skapar ett slitstarkt, repbeständigt oxidskikt på aluminium genom en elektrokemisk process. Ger utmärkt korrosions-, värme- och elektrisk beständighet – idealiskt för utomhus- eller elektriska tillämpningar
- Platering: Avsätter metalliska beläggningar som zink eller nickel på grundmaterial. Zinkplätering förbättrar korrosionsmotståndet på stål, medan nickelplätering förbättrar ledningsförmåga och utseende på koppar och stål
- Måleri: Traditionell våtapplikation lämplig för många projekt. Korrekt ytbehandling—slipning och rengöring—säkerställer färgens vidhäftning och livslängd
- Passivering: Kemisk behandling som förbättrar korrosionsmotståndet på rostfritt stål utan att förändra utseendet
- Mediastrålning: Högtrycksslipning som rengör, slätar eller gör ytor grovare inför andra ytbehandlingar
Ange ytbehandlingskrav
När du beställer anpassade laseravskurna delar ska du tydligt kommunicera dina ytbehandlingsbehov från början. Ange:
- Önskad ytbehandlingstyp och färg (om tillämpligt)
- Vilka ytor som ska behandlas (alla sidor, endast en sida, specifika områden)
- Prestandakrav (utsättning för utomhusmiljö, kontakt med livsmedel, elektrisk isolering)
- Dimensionstolerans efter ytbehandling (beläggningar ökar tjockleken)
Att samarbeta med tillverkare som erbjuder omfattande kapacitet – från laserbeskärning genom formning, ytbehandling och montering – effektiviserar processen från design till färdig produkt. Integrerade partners som erbjuder stöd för DFM (Design for Manufacturability) kan identifiera potentiella problem tidigt, medan snabb prototypframställning gör det möjligt att verifiera färdiga delar innan man går vidare till serieproduktion. För krävande applikationer som fordonskomponenter bör man söka partners med certifieringar som IATF 16949, vilket visar på en mogen kvalitetsledningssystem. Företag som Shaoyi (Ningbo) Metallteknik exemplifierar denna integrerade ansats och erbjuder allt från femdagarssnabba prototyper till automatiserad massproduktion med omfattande alternativ för ytbehandling.
Bottenlinjen? Behandla inte ytbehandling som en eftertanke. Ta med dessa krav i dina ursprungliga specifikationer, så undviker du kostsam ombearbetning och säkerställer att dina delar fungerar exakt som avsett i sin slutgiltiga applikation. När du förstår dina alternativ för ytbehandling är du redo att utvärdera potentiella tillverkningspartners och fatta informerade beslut om vem som ska tillverka dina anpassade komponenter.
Att välja rätt partner för anpassad laserbeskärning
Du har bemästrat tekniken, förstår kostnaderna och vet vilken ytbehandling du behöver – men här är det många projekt lyckas eller misslyckas: valet av rätt tillverkningspartner. Skillnaden mellan ett smidigt projekt och en frustrerande upplevelse handlar ofta om att ställa rätt frågor innan du går vidare. Ändå fokuserar de flesta kunder enbart på pris och missar faktorer som i slutändan avgör om delarna levereras i tid, uppfyller specifikationerna och fungerar som avsett.
Att hitta kvalitetsbärande laserskärningstjänster i närheten kräver mer än en snabb sökning online. De bästa leverantörerna av metall-laserskärning särskiljer sig genom sina kapaciteter, kommunikation, certifieringar och tillförlitlighet vad gäller leveranstid – faktorer som bara blir uppenbara när du vet vad du ska leta efter.
Viktiga frågor innan du påbörjar ditt projekt
Innan du kontaktar tillverkare bör du besvara dessa grundläggande frågor om dina egna krav. Dina svar avgör vilka leverantörer som faktiskt kan tillgodose dina behov – och vilka som kommer slösa bort din tid.
Vilken precision behöver du verkligen?
Det kanske låter självklart, men många kunder specificerar ofta för stränga toleranser, vilket onödigt drar upp kostnaderna. Fråga dig själv: Räcker ±0,2 mm, eller kräver din applikation verkligen ±0,1 mm eller strängare? Det finns laserskärningstjänster med förmåga att hantera mycket strama toleranser, men de tar betalt därefter. Anpassa dina toleransspecifikationer till funktionskraven – inte till idealiska önskemål.
Vilken kvantitet beställer du?
Enskilda prototyper kräver andra förmågor än serietillverkning av 10 000 stycken. Vissa tjänster för laserskärning specialiserar sig på anpassat arbete i låg volym med snabba leveranstider; andra är optimerade för effektivitet vid hög volym. Ett verkstad som är perfekt lämpad för din beställning av 50 stycken kan vara fel val för pågående produktionsbehov.
Vilket material och tjocklek?
Inte alla verkstäder hanterar alla material lika väl. Om du arbetar med reflekterande metaller som koppar eller aluminium bör du bekräfta att leverantören använder fiberlaser-teknik. För tjocka stålplattor bör du verifiera deras utrustningskapacitet. Enligt branschriktlinjer , anger de flesta leverantörer av metalllaserskärning sina specifikationer för materialtjocklek och godkända plåttyper på sina webbplatser – kontrollera detta innan du kontaktar dem.
Vad är din tidslinje?
Standardleveranstider varierar kraftigt mellan leverantörer. Vissa CNC-laserskärningstjänster levererar inom 3–5 arbetsdagar; andra kräver 2–3 veckor. Om du behöver akut leverans bör du bekräfta tillgänglighet och förstå de extra kostnaderna i förväg. Att planera i god tid spar nästan alltid pengar.
Behöver du sekundära operationer?
Om dina delar kräver böjning, svetsning, pulverlackering eller montering kan en helhetsleverantör underlätta koordineringen. Verkstäder som endast erbjuder skärning kan leverera snabbare vid enkla jobb men skapar logistisk komplexitet för kompletta monteringsdelar.
Utvärdering av tjänsteleverantörskapacitet
När du har tydliggjort dina krav bör du systematiskt utvärdera potentiella samarbetspartners. Acceptera inte bara det lägsta offertpriset – det billigaste alternativet ger sällan bästa värdet när förseningar, kvalitetsproblem eller kommunikationsbrister uppstår.
Använd den här utvärderingslistan när du bedömer metalskärningstjänster med laser:
- Verifiera utrustningens kapacitet: Fråga vilken laserteknologi de använder (CO2, fiber eller båda) och bekräfta att deras maskiner kan hantera din materialtyp och tjockhetskrav
- Kontrollera kvalitetscertifieringar: För krävande applikationer är certifieringar viktiga. IATF 16949-certifiering indikerar kvalitetssäkringssystem på bilindustrins nivå – ett starkt tecken på processdisciplin även för projekt utanför bilindustrin
- Begär referenser eller rekommendationsbrev: Etablerade leverantörer bör lätt kunna dela kundfeedback. Be om rekommendationsbrev från andra kunder och fråga om verkstädens erfarenhet av projekt liknande ditt
- Utvärdera kommunikationsrespons: Hur snabbt svarar de på förfrågningar? En leverantör som tar dagar på sig att svara på frågor före försäljning kommer troligen att frustrera dig under produktionen
- Bekräfta tidsram för offertframställning: Professionella verksamheter ger offert inom 12–48 timmar för standardprojekt. Längre väntetider kan tyda på kapacitetsbegränsningar eller organisatorisk ineffektivitet
- Förstå deras process för filgranskning: Kvalitetsleverantörer granskar dina konstruktionsfiler för tillverkningsbarhet innan skärning – upptäcker potentiella problem i ett tidigt skede snarare än efter att problem uppstått
- Förtydliga inspektionskriterier: Vilka kvalitetskontroller sker före leverans? Professionella tjänster bör tydligt beskriva sina inspektionsprocesser och metoder för toleransverifiering
- Utvärdera ytterligare tjänsteförmågor: Rör- och laserskärning, böjning, ytbehandling och montering under samma tak förenklar din supply chain och minskar koordineringskomplexiteten
När är laserskärning lämplig – och när är den det inte?
Laserskärning är idealisk för:
- Precisionsdelar med strama toleranser och komplicerade detaljer
- Material med tunn till medelgod tjocklek (vanligtvis under 25 mm)
- Prototyputveckling som kräver snabb iteration
- Låga till medelhöga produktionsvolymer med behov av designflexibilitet
- Delar som kräver rena kanter med minimal efterbehandling
Beakta alternativ när:
- Materialtjocklek som överstiger laserskärningskapaciteten (plasma eller vattenstråle kan fungera bättre)
- Värmeinverkade zoner är oacceptabla (vattenstråle eliminerar termiska effekter)
- Extremt höga volymer av enkla former motiverar ekonomin för CNC-punchning
- Budgetbegränsningar vid tjock stål gör plasmas kostnadsfördel avgörande
Kvalitetsstandarder du bör förvänta dig
Sökningar på professionell laserskärningstjänst i min närhet bör ge leverantörer som uppfyller grundläggande kvalitetskrav:
- Dimensionsnoggrannhet: Skärningar inom angivna toleranser, verifierade genom mätning
- Kantkvalitet: Rena skärningar utan överdriven drägg, spånor eller oxidation
- Materialspårning: Dokumentation som bekräftar att materialklasser överensstämmer med specifikationerna
- Inspektionsrapporter: Tillgänglig på begäran för kritiska tillämpningar
- Förpackningsstandarder: Delar skyddade mot skador under transport
För bilindustri, flyg- och rymdindustri eller medicinska tillämpningar blir certifiering obligatorisk. IATF 16949-certifiering – bilindustrins kvalitetsledningssystem – visar att en tillverkare upprätthåller strikta processkontroller, dokumenterade procedurer och praktiker för kontinuerlig förbättring. Leverantörer som Shaoyi (Ningbo) Metallteknik exemplifierar denna standard genom att kombinera kvalitetssystem med IATF 16949-certifiering med praktiska fördelar som offertsvaret inom 12 timmar och omfattande DFM-stöd som hjälper till att optimera konstruktioner innan bearbetningen påbörjas.
Fatta Ditt Slutliga Beslut
Den rätte parten balanserar kapacitet, kvalitet, kommunikation och kostnad. Ett något högre pris från en responsiv leverantör med beprövade kvalitetssystem ger ofta bättre totalt värde än den lägsta budgivaren som har svårt med kommunikation eller konsekvens.
Begär offerter från 2–3 kvalificerade leverantörer och jämför inte bara priser utan även ledtider och inkluderade tjänster. Ställ förtydligande frågor – professionella tillverkare uppskattar välinformerade kunder och kommer respektera din noggrannhet. När du valt rätt samarbetspartner går ditt anpassade laserprojekt i metall säkert från koncept till verklighet, stött av den tekniska förståelse och beslutsfattande ram som du nu har utvecklat.
Vanliga frågor om anpassad laserbeskärning i metall
1. Vilka material kan laserskäras?
Anpassad laserbeskärning hanterar ett brett urval av metaller, inklusive läggstål, rostfritt stål, aluminium, mässing, koppar och titan. Fibralasrar presterar särskilt bra med reflekterande metaller som aluminium och koppar, medan CO2-lasrar fungerar väl för tjockare läggstål. Tjocklekskapaciteten sträcker sig från tunna plåtar upp till 25 mm för fibralasrar och över 100 mm för högeffekts CO2-system med syreassistans. Icke-metalliska material som akryl och trä kan också bearbetas på CO2-lasersystem.
2. Hur mycket kostar specialanpassad laserskärning?
Kostnaden för laserskärning beror på flera faktorer: materialtyp och tjocklek, designkomplexitet, antal genomskärningar, beställd kvantitet och krav på efterbehandling. Maskintid är den främsta kostnadsfaktorn, med timpriser som vanligtvis ligger mellan 60 och 120 USD. Enkla designlösningar i tunn konstruktionsstål utgör basnivån, medan komplicerade mönster, tjockare material och reflekterande metaller ökar priset. Rabatter vid stora beställningar kan nå upp till 70 % eftersom installationskostnaderna fördelas över fler delar.
3. Vad är skillnaden mellan fiberlaser och CO2-laserskärning?
Fiberlaser fungerar vid en kortare våglängd (1,064 mikrometer), vilket gör dem idealiska för reflekterande metaller som aluminium, mässing och koppar. De erbjuder högre energieffektivitet (över 90 % jämfört med 5–10 % för CO2), snabbare skärhastigheter på tunna material och utrustningens livslängd överstiger 100 000 timmar. CO2-laser är bäst för tjocka milda stålplåtar (10–100 mm+) och hanterar icke-metalliska material. Fiberlaser kostar oftast mer från början men ger lägre driftskostnader över tid.
4. Vilket filformat krävs för laserskärning?
DXF (Drawing Exchange Format) är det universella standardformatet som nästan alla tillverkare accepterar. Andra accepterade format inkluderar DWG, AI (Adobe Illustrator), EPS och SVG. Innan du skickar in filer ska du konvertera all text till konturer, ta bort dubbletter eller överlappande linjer, se till att former är slutna banor och verifiera måtten i skala 100 %. Korrekt filförberedelse förhindrar förseningar och säkerställer exakta laseravskurna delar.
5. Hur väljer jag en leverantör av laserkärningstjänster?
Utvärdera leverantörer baserat på utrustningskapacitet (CO2- vs fiberlaser), kvalitetscertifieringar som IATF 16949 för krävande applikationer, kommunikationsrespons och offertomslagstid. Professionella tjänster bör granska filer för tillverkningsbarhet, tydligt beskriva inspektionsprocesser och kunna lämna referenser från liknande projekt. Överväg om du behöver sekundära tjänster som böjning, ytbehandling eller montering under samma tak för att förenkla din supply chain.