 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Blok- eller smidd kamaxel – hållfasthet: Vilken överlever dina effektmål
Den avgörande styrkebeslutet varje motorbyggare står inför
När du strävar efter verklig hästkraft är det en fråga som håller varje prestandamotorbyggare vaken på natten: vilken tillverkningsmetod för krankaxeln kommer faktiskt att överleva dina effektmål? Oavsett om du bygger en helgdagsbil eller en dedikerad dragbil – att förstå skillnaden mellan solidmaterial- och smidda krankaxlar är inte bara teknisk kunskap, det är motorsäkerhet.
Här är den hårda sanningen. En brottad vevaxel innebär inte bara en trasig del. Det innebär katastrofal motorförstörelse. Vi talar om en roterande konstruktion som snurrar med tusentals varv per minut och plötsligt går sönder, skickar splitter genom blocket, huvudena och allt annat du har investerat i. En helt nybyggd motor kan lätt kosta över 20 000 till 50 000 USD för allvarliga prestandaapplikationer, och ett enda vevaxelbrott kan förstöra allt på millisekunden.
Varför vevaxelns styrka avgör motorns överlevnad
Vevaxeln sitter i hjärtat av din motor och omvandlar kolvennas våldsamma linjära rörelse till användbar roterande kraft. Enligt Engine Labs inser skickliga byggare att valet av rätt vevaxel innebär att analysera faktorer långt bortom endast förväntad hästkraftsproduktion. Varje förbränning skickar enorm kraft genom denna enskilda komponent, som måste tåla konstant böjning, vridbelastning och temperaturcykler – allt samtidigt som den behåller perfekt balans.
Tänk på vad som sker i en högpresterande motor. Du kanske kör en Boss Nine V8-kraftverksmotor som levererar extrema effektnivåer, eller en turboackelererad gatubil som når 20+ PSI övertryck. I båda scenarierna utsätts din vevaxel för påfrestningar som skulle förstöra sämre komponenter. Skillnaden mellan en smidd vevaxel och en fräsad vevaxel avgör ofta om din motor överlever denna påfrestning eller blir en dyr hög med skrotmetall.
De verkliga riskerna med ett felaktigt val
Att göra fel val handlar inte bara om att förlora en vevaxel. Enligt branschexperter på SoFi kan utbyte av vevaxel ensamt kosta över 3 000 USD inklusive delar och arbetskostnader – och det gäller för en standardbil. För en prestandamotor ska det beloppet multipliceras avsevärt. Men den verkliga kostnaden kommer från sekundärskador: förstörda kolvar, böjda drivstänger, spruckna block och förstörda cylinderhuvuden.
Denna guide skär genom marknadsföringsbullret och ger dig en objektiv, datastyrd jämförelse av olika tillverkningsmetoder för motorkryssar. Du kommer att lära dig:
- Hur smidda och solidmaterialskonstruerade kryssar skapar fundamentalt olika styrkeegenskaper
- De specifika effekttrösklar där varje typ av kryssa blir nödvändig
- Vanliga felaktiga föreställningar som får byggare att överbetala – eller ännu värre, underskatta kraven
- Tydliga rekommendationer baserade på dina faktiska effektmål och avsedd användning
Både smidda billet- och traditionellt smidda vevaxlar har legitima tillämpningar i prestandamotorer. En kvalitetsmässigt smidd vevaxel hanterar de flesta hög-effekt motorer för gata och banan utmärkt. En billet vevaxel blir det logiska valet när du eftersträvar extrem laddtryck, anpassade specifikationer eller stabil drift vid varvtal under längre tid. Nyckeln är att välja rätt tillverkningsmetod utifrån dina specifika krav – eftersom hållfasthetskraven varierar kraftigt beroende på effektnivå, avsedd användning och hur ofta du planerar att driva motorn hårt.
Så testade vi vevaxlars hållfasthet och slitstyrka
Låter komplext? Att förstå hur vi jämför smidig styrka mot billettprestanda kräver inte en examen i metallurgi. Men det kräver att man ser bortom tillverkarförklaringar och marknadsföringsbuzzord. Vår utvärderingsmetod fokuserar på mätbara egenskaper som direkt påverkar om din vevaxel överlever dina effektmål – eller blir den svaga länken i din roterande konstruktion.
När vi jämför smidda vevaxlar med billettbearbetningsprocesser prioriterar vi verklig hållbarhet under extrema belastningar snarare än teoretiska maxvärden som endast är relevanta i laboratoriemiljöer. En smidd vevaxel som tillförlitligt hanterar 1 200 hästkrafter under 500 pass är mer värdefull än en billettmodell klassad för 2 000 hästkrafter som oförutsägbart går sönder vid 1 500.
Styrkemått Som Verkligen Betyder Något
Innan du går in på tillverkningsmetoder måste du förstå vad "hållfasthet" egentligen innebär för en vevaxel. Fyra primära mått avgör om din roterande konstruktion överlever dina effektkrav:
Dragfastighet mäter den maximala spänning ett material kan tåla innan det brister när det dras isär. För vevaxlar är detta mest relevant vid höga varvtal då centrifugalkrafter försöker slita loss motviktarna från huvudlagren.
Yardfasthet anger den spänningsnivå där permanent deformation börjar. En vevaxel som böjer – även lätt – under belastning är färdig. Detta mått visar hur mycket påfrestning din vevaxel tål innan den får permanent formförändring.
Tröttsmodighet representerar vevaxelns förmåga att tåla upprepade belastningscykler utan att utveckla sprickor. Enligt High Performance Academy är filletradien där lagren möter vevskruvarna en av de delar på vevaxeln som utsätts för högst spänning – det är vanligtvis här sprickbildning börjar, vilket signalerar slutet på vevaxelns livslängd.
VÄNDSTIFTELSE beskriver motstånd mot vridande krafter. Varje förbränning skapar vridbelastningar som försöker vrida upp din vevaxel som en fjäder. Otillräcklig styvhet leder till harmoniska vibrationer som ökar utmattningssprickor och kan förstöra lagringar.
Hur tillverkningsmetoder påverkar kornstruktur
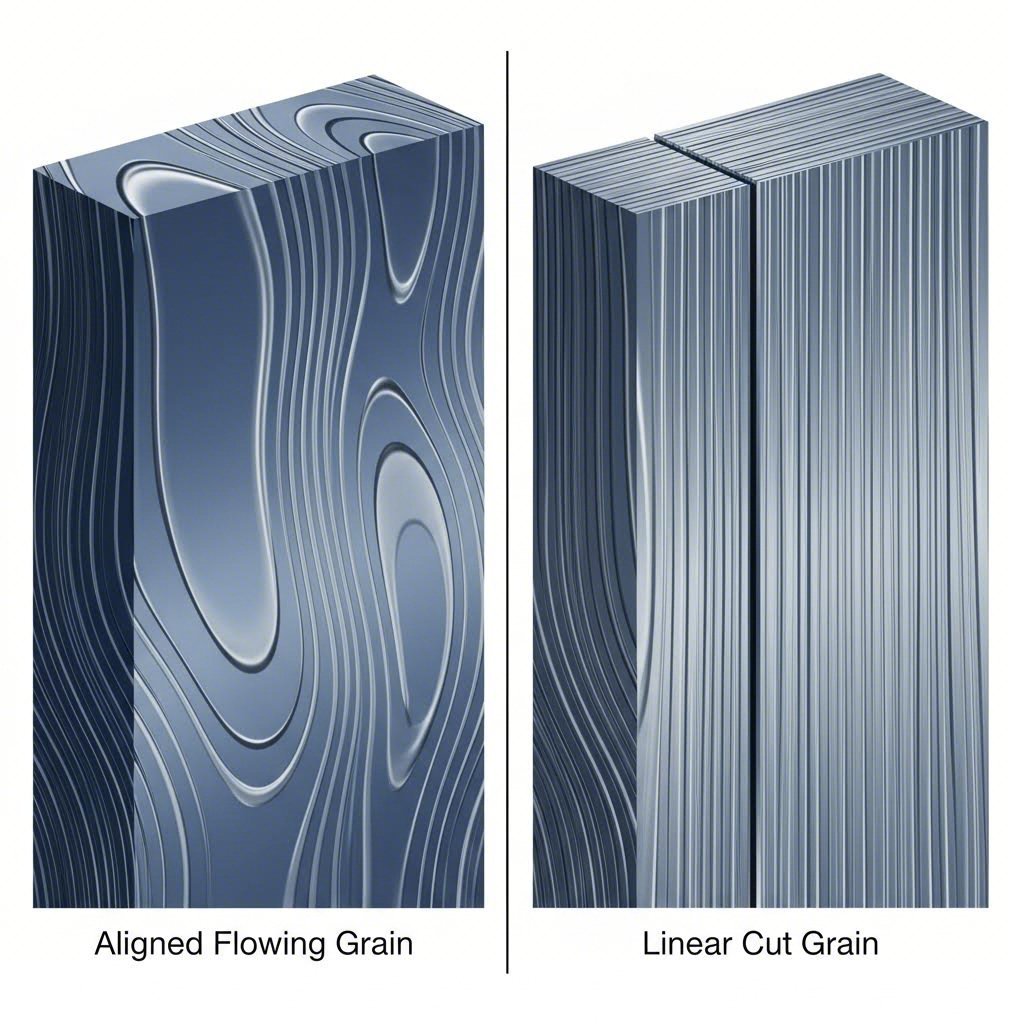
Här blir den verkliga skillnaden mellan enhetsgjutna och smidda vevaxlar avgörande. När du fräsar en enhetsgjuten vevaxel från en solid stålstav, skär du genom materialets befintliga kornstruktur. När vevaxlar smids med värme och tryck följer kornstrukturen kontinuerligt komponentens konturer.
Tänk dig att du skär i ett trästycke. Att skära tvärs över fibrerna skapar en svag punkt där sprickbildning lätt uppstår. Men att följa fibrerna ger maximal hållfasthet. Samma princip gäller för stål – även om effekterna är mer subtila.
Enligt experter inom metallformning vid MetalTek förändrar smidningsprocessen kornstrukturen och kan "riktas" eller "peka" den i en särskild riktning, vilket skapar en riktningstyrk komponent. Smidda delar är anisotropa – med olika hållfasthetsvärden i olika riktningar – medan fräsade billettdelar är mer isotropa med enhetliga egenskaper genom hela materialet.
Denna skillnad i kornstruktur skapar en fascinerande paradox. Under lika förutsättningar bibehåller en korrekt smidd kamaxel en bättre kornflöde jämfört med frästa billettdelar. Men tillverkare av billettkomponenter kompenserar genom att använda överlägsna material och precisionsfräsning som eliminerar defekter relaterade till smidning. Resultatet? Båda metoderna kan producera exceptionella kamaxlar när de utförs korrekt – men de presterar bäst i olika tillämpningar.
När du kombinerar din viggaxel med kompletterande roterande komponenter, till exempel kvalitetslunati kamaxlar eller prestandebullet kammar, hjälper förståelsen av dessa materialskillnader dig att bygga ett sammanhängande paket. Diskussionen kring H-balk vs I-balk fackverk följer liknande metallurgiska principer – matcha rätt konstruktionsmetod till dina specifika effekt- och varvtalskrav.
Material är viktigt: Stållegeringar i jämförelse
Utöver tillverkningsmetod påverkar grundmaterialet dramatiskt den slutgiltiga prestanda av viggaxeln. Här är vad du kommer att möta på aftermarket:
4340 Stål: Industristandarden för prestandaviggaxlar. Denna nickel-krom-molybden-legering erbjuder utmärkt draghållfasthet (vanligen 180 000–200 000 PSI vid korrekt värmebehandling) kombinerat med god slagghållfasthet och utmatningstånd. De flesta kvalitetsforgade och fräsade viggaxlar använder 4340.
5140 Stål: Ett kromstål som finns i många fabriksmässigt smidda vevaxlar. Lägre legeringshalt innebär lägre kostnad men också lägre brottgräns jämfört med 4340. Tillräckligt för måttliga prestandauppbyggnader men inte idealiskt för extrema tillämpningar.
4130-stål: Vanligt inom flyg- och rymdindustrin samt i vissa lättviktiga vevaxeldesigner. Bra hållfasthets-till-viktförhållande men lägre utmattningsmotstånd än 4340 i vevaxeltillämpningar.
EN40B-stål: När 4340 inte räcker till vänder allvarliga byggare sig till detta högre specificerade material. Enligt forskning från High Performance Academy tillsammans med Nitto Performance Engineering, uppvisade motorer som genererar 2500+ hjulkrafter att 4340-material saknade tillräcklig styvhet. Vevaxeln skulle böja sig under extrema cylindertryck och hög varvtal, vilket orsakade metall-mot-metall-kontakt mellan lagrar och lagerbultar – en recept på katastrofal haveri. EN40B åtgärdar denna begränsning för de mest extrema tillämpningarna.
Våra fem utvärderingskriterier
Under hela detta jämförelse värderar vi kugghjulsalternativ utifrån följande kriterier:
- Utmattningsslivslängd under upprepade belastningar: Hur många effencykler innan sprickor uppstår, testat vid realistiska effektnivåer
- Torsionsstabilitet vid målvarvtal: Motståndskraft mot vridning och harmonisk vibration inom det avsedda driftområdet
- Materialkonsekvens och felfrekvens: Kvalitetskontrollåtgärder som säkerställer att varje kugghjul uppfyller specifikationerna
- Värmebehandlingens effektivitet: Rätt hårdning som maximerar materialens egenskaper utan att orsaka sprödhet
- Värde i förhållande till effektnivå: Kostnadseffektivitet för dina specifika hästkraftsmål – eftersom att överbetala för krankaxelstyrka som du aldrig kommer behöva slösar på resurser som bättre kan användas annorstädes
Dessa kriterier prioriterar det som faktiskt spelar roll när din motor genererar effekt: överlevnad under verkliga förhållanden. Med denna ram i bruk kan vi nu undersöka specifika krankaxelalternativ och avgöra vilken tillverkningsmetod som bäst passar olika effektnivåer och tillämpningar.
Premium Billet-krankaxlar för maximal effekt
När din motorkonstruktion kräver absolut maximal styrka utan kompromisser blir en billet-krankaxel den ultimata lösningen. Tänk dig att börja med en massiv stång av premiumstål – inspekterad, verifierad och garanterat fri från inre defekter – som sedan bearbetas till exakt den krankaxel din konstruktion kräver. Det är billet-fördelen i sin renaste form.
En billetviggrepresenterar toppen av konstruktionen för roterande komponenter. Till skillnad från smidda delar som formas med stansar utgår en billetvigg från homogen stångmaterial, vanligtvis 4340 eller EN40B stål, och genomgår sedan precisionsbearbetning med CNC för att skapa den färdiga komponenten. Enligt experterna på Engine Builder Magazine , "Billet betyder att du startar från grunden. Det är en ren sida. Du är inte begränsad av existerande stansformer eller smidebegränsningar."
När absolut maximal styrka är omutlig
Här är det som verkligen gör billetkonstruktionen framgångsrik: tillämpningar där tröttningsgränserna för smidda vigggränser helt enkelt inte kan klara den påfrestning som sker. Vi talar om motorer som producerar över 2 000 hästkrafter, system för lustgas som levererar massiva momentana vridmomenttoppar, eller tvåturbo dragbilar som accelererar med full uppladdning med en lencodriveväxellåda som hanterar belastningen.
Howards Cams Billet Reaper LS vigg är ett exempel på denna extrema kapacitet. Enligt rapporteringen från Dragzine , denna vevaxel är "kapabel att hantera över 2 000 hästkrafter" samtidigt som den använder E4230-material i massiv stång för exceptionell hållfasthet och förlängd livslängd på huvudlagren. Den är CNC-maskinbearbetad med exakta toleranser och datorutformade motviktselement som minskar lagringsbelastningar och förbättrar balanseringen.
Vad gör massivkonstruktion unikt lämplig för dessa extrema tillämpningar? Tre avgörande fördelar:
Materialinspektion före bearbetning: Innan någon bearbetning påbörjas kan tillverkare verifiera att stångmaterialet uppfyller exakta specifikationer. Det finns inga dolda inkapslingar, porositet eller kornorätheter inuti – problem som kan uppstå vid smidning och förbli outforskade tills ett brott inträffar.
Fullständig designfrihet: Behöver du en anpassad slaglängd för din SBC-sädegjutna kamaxel? Ostandard borrmönster för en stor block-Chevy? Ovanlig positionering av motvikt? Sädegjutning levererar. Som Steve Arent på Scat Crankshafts förklarar: "Sädegjutna kamaxlar kan vara helt skräddarsydda för slaglängd, konfiguration av motvikt, navstorlek, smörjning eller särskilda tillämpningar."
Överlägsen materialkonsekvens: Kornstrukturen i sädegjuten stål är linjär och enhetlig genom hela komponenten, vilket ger förutsägbar utmattningsmotståndighet i hela delen. Denna konsekvens blir kritisk när vridbelastningar når nivåer som skulle överstiga utmattningsgränsen för smidda kamaxlar.
Idealiska tillämpningar för sädegjuten konstruktion
När är det då meningsfullt att lägga extra pengar på sädegjutning? Tillämpningarna faller inom specifika kategorier där smidda alternativ helt enkelt inte kan leverera den erforderliga prestandan:
Dedikerad dragracing ovan 1 800–2 000 HK: När din kompressor- eller turboförbränningskombination genererar betydande effekt, ger massivt tillverkade delar den nödvändiga hållfasthetsmarginalen. Många tävlare som letar efter en lenco cs1 4-växlad växellåda till försäljning bygger den typ av motor som kräver krankaxlar i massivt material.
Användning av lustgas: De momentana vridmomenttopparna från lustgas skapar unika spänningsmönster som belastar krankaxlar annorlunda jämfört med förbränningsmotorer med kompressor eller turbo. Massivt material med konsekventa egenskaper hanterar dessa plötsliga belastningar mer förutsägbart.
Specialgjorda slaglängdsbehov: Bygger du en motor med icke-standardiserade slaglängder? Då är massivt ofta det enda praktiska alternativet. Brook Piper på Callies Performance Products påpekar: "Bara inom stora block Chevy-världen har vi haft allt från 4,840", 4,900", 5,000", 5,250" till 5,300" cylinderavstånd genom åren. Du kan inte motivera en specialsmidd version för varje sådan kombination – massivt är den enda praktiska lösningen."
Traktordragning och högspänd uthållighet: Applikationer som kräver uthållna maximal prestation drar nytta av billets hållbarhet. Enligt branschdata kräver vissa dragbilbyggnader 25–32 timmars maskintid i en enda billetkrona för att uppnå de nödvändiga specifikationer.
Fördelar med Billetkronor
- Ultimativ styrkepotential: Bekräftad materialkvalitet innan bearbetning säkerställer maximal möjlig styrka från din valda legering
- Komplett anpassningsbar slaglängd: Valfri slaglängd, valfri cylinderavstånd, valfri motviktskonfiguration – billet levererar exakt vad din byggnad kräver
- Materialkonsekvens: Linjär, enhetlig kornstruktur genom hela materialet ger förutsägbar tröttningsmotstånd
- Optimerade högspänningszoner: Ingenjörer kan exakt förstärka stångnavar, huvudvridor och filleggar där det behövs
- Precision i toleranser: CNC-bearbetning ger bättre koncentricitet, balans och journalmått än smidesverktyg möjliggör
- Exceptionell livslängd: Riktigt underhållna smidiga kugghjul överlever regelbundet 20+ år i krävande applikationer
Nackdelar med smidiga kamaxlar
- Högsta kostnad: Smidiga kamaxlar kostar vanligtvis 1 000–1 200 USD mer än smidda motsvarigheter från tillverkare som Callies, med högt anpassade versioner från Scat i intervallet 2 000–8 000 USD över smidda alternativ
- Längre leveranstider: Den fullständiga tillverkningsprocessen tar flera dagar upp till ett par veckor beroende på komplexitet och verkstadsbelastning
- Risk för spänningskoncentrationer orsakade av bearbetning: Felaktigt tillverkade smidiga kamaxlar kan utveckla spänningskoncentrationer vid bearbetade ytor – kvalitetskontroll är av största vikt
- Inte nödvändigtvis starkare än smidda: Som Callies' Brook Piper påstår: "Om du har två kugghjul tillverkade av exakt samma material – en smidd och en fräst från massivt material – kommer alltid den smidda vara starkare" på grund av kornkomprimering
- Kräver korrekt spänningsavlastning: Metall har minne, vilket kräver noggrann spänningsavlastning under bearbetningen för att förhindra dimensionsobeständighet
Den avgörande slutsatsen? Fräsade kamaxlar blir nödvändiga när effektnivåerna skapar vridbelastningar som överstiger utmattningsgränserna för smidda kamaxlar. Under dessa trösklar betalar du premiepriser för en kapacitet du aldrig kommer att använda. Som Piper öppet erkänner: "Nio gånger av tio klarar vår smidda axel jobbet. Därför går vi igenom det med våra kunder."
En kvalitetsfräst vevpinne som kombineras med din vevaxel kompletterar rotationssamlingen, men valet av vevaxel förblir det viktigaste. Att förstå när fördelarna med en frästad axel motiverar investeringen – jämfört med när ett premium smidd alternativ ger lika bra prestanda i praktiken – är vad som skiljer informerade byggare från dem som bara jaktar specifikationer de aldrig kommer behöva.

Smidda vevaxlar i stål 4340 för beprövad prestanda
Här är en realitetsskakning som kanske överraskar dig: för stora delar av prestandabyggen levererar en högkvalitativ smidd 4340-vevaxel allt du behöver – utan den högre prislappen för en frästad axel. När du förstår varför smide skapar i sig självt starka vevaxlar, ser du varför tillverkare som Callies cranks har byggt sin ryktbarhet på denna beprövade teknik.
Den smidda vevaxeln representerar den optimala balanspunkten där styrka, tillförlitlighet och värde möts. Enligt Callies Performance Products , "Nio gånger av tio klarar vår smidning jobbet." Det är inte marknadsföringssnack – det är årtionden av racing-erfarenhet sammanfattad till praktisk vägledning för allvarliga byggare.
Den optimala punkten för allvarliga prestandabyggen
Vad gör en kvalitetsduglig Callies-kam eller liknande premium smidd kamaxel till ett så övertygande val? Det börjar med själva tillverkningsprocessen. Till skillnad från gjutning, där man häller upp smält metall i formar, eller fräsning från massiv stång, där man skär bort material från en solid stock, formas smidd stål genom att värmd stål formas under enormt tryck. Denna process förändrar grundläggande metallets inre struktur på positiva sätt.
När stål värms och komprimeras i smidesformar på en flertonnig press strömmar kornstrukturen kontinuerligt längs kamaxelns konturer. Som Brook Piper från Callies förklarar: "Om du har två kamaxlar tillverkade av exakt samma material – en smidd, en från massiv stång – så kommer den smidda alltid att vara starkare." Det beror på att smidning komprimerar och riktar kornstrukturen, vilket skapar riktad hållfasthet precis där du behöver den allra mest.
Siffrorna visar tydligt. Kvalitetsfulla smidda 4340-kamaxlar från anrika tillverkare hanterar pålitligt 1 200 till 1 800 hästkrafter i korrekt konstruerade applikationer. För gatu/banbyggen i effektklassen 800–1 200 hästkrafter – vilket täcker stora delar av allvarliga prestandamotorer – erbjuder smidda kamaxlar exceptionell värdefullhet. Enligt Spool Imports , hanterar deras smidda LS-kamaxlar med slaglängder på 3,622" och 4,000" dessa effektnivåer utmärkt när de balanseras med kvalitetsfulla H-balk- eller Drag Pro-smidda drivstänger.
Varför kornflöde är viktigt för utmattningshållfasthet
Tänk dig en samling stålkablar som är vridna ihop och sedan böjda för att följa en specifik bana. Varje kabel behåller sin integritet medan hela kabelpacken får gemensam styrka genom den enhetliga riktningen. Det är i grund och botten vad som sker med stålets kornstruktur vid smidning – den kristallina strukturen justeras och följer komponentens form.
Denna riktade kornflödesstruktur ger bättre utmattningsmotstånd jämfört med fräst billet i många tillämpningar. Här är anledningen till varför det spelar roll:
Hårdningsverkan: Smidningsprocessen i sig härdar stålet genom kallbearbetning. När metallen komprimeras och formas blir dess kristallina struktur tätsare och mer motståndskraftig mot deformation. Denna inneboende förstärkning sker under hela smidningsprocessen – du gör inte bara om formen på metallen, utan du gör den starkare.
Sammanhängande korngränser: Vid en smidd vevaxel sträcker sig korngränserna kontinuerligt från huvudnav till stångkragar och motvikt. Det finns inga plötsliga övergångar där spänning kan koncentreras. Jämför detta med fräsning från massivt material, som skär igenom den befintliga kornstrukturen oavsett vevaxelns slutgiltiga form.
Motståndskraft mot utmattningssprickor: Utmattningssprickor uppstår vanligtvis vid korngränser där spänningskoncentrationer förekommer. Med en anpassad kornflödesriktning som följer vevaxelns konturer sprider smidda vevaxlar spänningen jämnare och motverkar bättre sprickbildning jämfört med komponenter med avbruten kornstruktur.
Kvaliteten beror också i hög grad på råvarukälla och bearbetningsprocess. Som Callies Brook Piper påpekar: "Begreppet 4340-stål är ett brett begrepp. Många delar av världen har problem med renhet i materialet, men det uppfyller ändå kraven för att klassas som 4340-stål." Därför är det enormt viktigt att välja smidda vevaxlar från tillverkare som kontrollerar sin materialförsörjningskedja.
Callies till exempel beordrar råmaterial globalt för att skapa vad de anser vara det renaste SAE 4340 massivstål som används i deras Magnum-kamvågslinje. Deras Compstar-linje erbjuder ett mer prisvärt alternativ – smidda utomlands i Callies egna verktyg, grovmaskinerade till preliminära mått och sedan färdigställda i Ohio. Den här approachen ger kostnadseffektiv prestanda för tämningsanvändning upp till cirka 1 000 hästkrafter.
Kvalitetsnivåer för smidda kamaxlar
Inte alla smidda kamaxlar är lika. Genom att förstå kvalitetsnivåerna kan du anpassa din investering till din effektnivå:
Premium inhemska smidda (Callies Magnum, motsvarande): Tillverkade i USA med inhemska 4340-material som erbjuder maximal nickelhalt och optimal värmebehandling. Pålitliga upp till 1 500–1 800 hästkrafter i korrekt konstruerade applikationer. Högre yt-hårdhet tack vare avancerade nitreringsprocesser.
Smidda mellanklass (Callies Compstar, motsvarande): Smidda utomlands i kvalitetskontrollerade verktyg, färdigbearbetade inhemskt. Brook Piper föreslår att dessa är perfekta för "en entusiast som vill ha en storblock-kamshaft för 800 hästkrafter. Vår Compstar klarar det hela dagen lång." Kostnadseffektiva för byggen under 1 000 hästkrafter.
Ekonomisk Smides: Importerade smidesdelar med mindre stränga materialkrav. Lämpliga för måttliga prestandabyggen men rekommenderas inte för allvarliga effekttillämpningar där utmattningstålighet är viktig.
När du kombinerar din smidda kamaxel med högkvalitativa Carrillo-vingliga eller liknande smidda stångkopplingar skapar du en roterande konstruktion med matchade hållfasthetsegenskaper. Denna samverkan mellan komponenter maximerar tillförlitligheten samtidigt som kostnaderna hålls rimliga.
Fördelar med smidda 4340 kamaxlar
- Utmärkt utmattningstålighet: Justerad kornstruktur ger överlägsen motståndskraft mot sprickbildning och spridning vid upprepade belastningscykler
- Bevisad pålitlighet: Årtionden av racingframgångar visar att smidda kamaxlar hanterar allvarlig effekt när de väljs korrekt
- Bättre värde än fräsad: Premium smiddade kugghjul kostar $1 000–$1 200 mindre än motsvarande billet-alternativ, samtidigt som de täcker 90 % av prestandstillämpningar
- Bred tillgänglighet: Flera tillverkare erbjuder smidda alternativ för populära motorplattformar med rimliga leverstider
- Härdad hållfasthet: Smiddeprocessen i sig skapar inneboende hållfasthetsfördelar utöver grundmaterialens egenskaper
- Upprättade effekttrösklar: Tydliga, beprövade riktlinjer finns för när smidda kugghjul är lämpliga jämfört med när man ska uppgradera
Nackdelar med smidda 4340 kugghjul
- Begränsade alternativ för anpassad stroke: Smidning kräver dyra verktyg, vilket gör icke-standard stroke opraktiskt för små produktionsområden
- Potentiella smiddefel: Om kvalitetskontrollen är otillräcklig kan inre defekter undgå upptäckt tills haveri inträffar – välj alltid anlitade tillverkare
- Variation i materialkälla: Smidda delar från utlandet kan använda 4340 som tekniskt uppfyller specifikationerna men med lägre nickelhalt eller sämre renhet
- Begränsat effektflöde: Ovanför 1 800 hästkrafter närmar sig till och med premium-smidda vevaxlar sina utmattningsgränser vid pågående belastning
Det slutgiltiga budskapet? För 90 % av prestandabyggen som genererar under 1 500 hästkrafter är en kvalitetsmässig smidd 4340-vevaxel det smarta valet. Du investerar i beprövad teknik med dokumenterad pålitlighet och har kvar budget för andra komponenter i roterande sammansättning där det verkligen gör skillnad.
Som Callies' Brook Piper uttrycker det: "Säg att en entusiast vill ha en storblockkåg för 800 hästkrafter. Vår Compstar klarar det hela dagen. Om de vill ha amerikansktillverkad med längre livslängd kommer de att lägga 3 000 dollar på en kromstål-kåg, men det är precis vad vi gör. Vi sätter oss ner och försöker tillgodose kundens behov." Det ärliga tillvägagångssättet – att anpassa kamaxelvalet till faktiska krav snarare än maximala specifikationer – är vad som skiljer insatta byggare från dem som bara strävar efter bragdkonkurrens.
Precisionstillverkade varmformade kamaxlar med certifierad kvalitet
Vad skiljer en bra smidd vevaxel från en utmärkt en? Det är inte bara stållegeringen eller den grundläggande smidningsprocessen – det är precisionen, konsekvensen och kvalitetssäkringen bakom varje komponent som lämnar produktionslinjen. För professionella motortillverkare och racingteam som inte kan tillåta variationer, representerar precisionssmidna vevaxlar tillverkade enligt IATF 16949-certifiering den professionella lösningen som bryggar klyftan mellan standardiserade smidda alternativ och premium fräsade konstruktioner.
När du jämför gjutna vevaxlar med smidda alternativ är skillnaderna uppenbara. Men även inom kategorin smidda vevaxlar varierar tillverkningskvaliteten kraftigt. En precisionssmidd vevaxel producerad med avancerade processkontroller och certifierat kvalitetsledningssystem levererar en konsekvens som vanliga smidningar helt enkelt inte kan matcha – och till ett pris som är rimligt för allvarliga byggen.
Certifierad kvalitetskontroll för kritiska komponenter
Du har förmodligen stött på IATF 16949-certifiering utan att helt förstå vad det innebär för kamaxelkvalitet. Denna internationellt erkända kvalitetsledningsstandard behandlar specifikt krav inom fordonsproduktion och kräver stränga processkontroller, dokumenterade procedurer och kontinuerliga förbättringsprotokoll. När en tillverkare har denna certifiering får du mer än bara en kamaxel – du får en garanti för tillverkningskonsekvens.
Varför spelar detta roll för din roterande konstruktion? Tänk på vad som händer under gjutning eller grundläggande smidningsoperationer av kamaxlar utan stränga kontroller:
- Temperaturvariationer vid upphettning skapar inkonsekvent kornstruktur
- Verktygsslitage orsakar dimensionsvariationer mellan olika produktionsserier
- Otillräcklig inspektion gör att felaktiga komponenter kan levereras
- Materialsubstitution eller förorening upptäcks inte
Certifierad precisionssmide eliminerar dessa variabler. Enligt Queen City Forging främjar smidesprocessen en mer enhetlig materialstruktur, vilket minskar förekomsten av inneslutningar eller segregationer som kan verka som spänningskoncentratorer och leda till brott. När detta kombineras med IATF 16949-kvalitetsprotokoll uppfyller varje viggaxel dokumenterade specifikationer – inte bara de flesta av dem.
Certifieringen säkerställer även spårbarhet. Om ett problem skulle uppstå kan certifierade tillverkare spåra material, processer och inspektioner hela vägen tillbaka genom hela produktionskedjan. För racinglag som kör flera motorer eller motortillverkare med professionella rykten att försvara, erbjuder denna dokumentation ovälderadro lugn i själen.
Hur precisionssmide maximerar kornstrukturfördelarna
Avancerade varmförsömningsprocesser tar de inneboende fördelarna med smidd konstruktion och förstärker dem genom ingenjörmässig optimering. När stål värms till exakta temperaturer och formas i noggrant utformade verktyg under kontrollerade förhållanden når kornstrukturerna som vi tidigare diskuterat – riktad flödesriktning, kallbearbetning och riktad hållfasthet – sin maximala potential.
Här är vad precisionsförsömning erbjuder som standardprocesser inte gör:
Optimerad verktygsdesign: Egna ingenjörsteam använder datorbaserad modellering för att designa smidverktyg som maximerar kornflödet genom kritiska belastningsområden. Hörnradierna, tappövergångarna och motviktens rot får alla avsiktlig kornorientering istället för det mönster som den grundläggande smidprocessen producerar.
Kontrollerade deformationstakter: Hastigheten och trycket som tillämpas vid smidning påverkar de slutliga egenskaperna. Enligt forskning inom smidning kan omfattningen av kallbearbetning kontrolleras genom att justera graden av deformation och temperatur under smidningen, vilket möjliggör optimering av materialets mekaniska egenskaper. Precisionssmidningsanläggningar styr dessa variabler exakt.
Konsekvent värmebehandling: Efter-smidnings värmebehandlingsprocesser som nedsänkning, mognad och glödgning förbättrar ytterligare de mekaniska egenskaperna. Certifierade anläggningar dokumenterar och styr dessa processer för att säkerställa att varje kamaxel får identisk behandling – vilket eliminerar variationer mellan olika partier som förekommer i mindre noggranna operationer.
Optimering av ytkvalitet: Smidesprocessen kan producera komponenter med utmärkt ytquality, vilket är viktigt för utmattningsstyrka. En slät, felfri yta minskar risken för sprickinitiering, vilket bidrar till övergripande styrka och livslängd. Precisjonssmide levererar denna ytquality konsekvent.
För professionella motortillverkare som köper komponenter från tillverkare såsom de som finns via callies com eller söker Carrilo-stångar motsvarigheter, innebär att hitta en smidspartner med dessa kapaciteter lösningen på konsekvensproblemet som drabbar volymproduktion.
Från snabbprototyp till produktion
Racingteam och professionella motortillverkare står ofta inför strama utvecklingstider. Ni behöver prototypkomponenter snabbt för att validera konstruktioner, och sedan en smidig övergång till produktionskvantiteter när specifikationerna är klara. Moderna varmsmidsanläggningar med inhouse ingenjörsförmåga levererar denna arbetsflödesprocess effektivt.
Till exempel, Shaoyi (Ningbo) Metallteknik erbjuder snabb prototypframställning på bara 10 dagar, stödd av IATF 16949-certifiering och ingenjörskompetens för att optimera konstruktioner både för hållfasthet och tillverkningsbarhet. Deras läge nära hamnen i Ningbo möjliggör snabb global leverans för internationella racingprogram eller motorbyggare som köper komponenter världen över.
Denna prototypförmåga är viktig eftersom krankaxelns design innebär kompromisser. Positionering av motvikt påverkar balans och luftmotstånd. Lagerdiameter påverkar oljefilms tjocklek och lagerkapacitet. Slaglängd bestämmer stångvinklar och kolvhastigheter. Att ha ingenjörsstöd under designfasen—istället för att enbart ta emot vad smidningsverktygen producerar—resulterar i optimerade komponenter som maximerar hållfasthets-till-viktförhållandet för din specifika applikation.
Fördelar med precisionsmässiga varmformade krankaxlar
- Certifierad kvalitetssäkring: IATF 16949-certifiering garanterar konsekventa tillverkningsprocesser och dokumenterad spårbarhet
- Optimerad kornstruktur: Avancerad verktygsdesign och kontrollerade smideparametrar maximerar de inneboende styrkefördelar som smideskonstruktionen erbjuder
- Konkurrellig pris för större volymer: Professionella motorbyggare och racinglag lag fördel av skalningsfördelar utan att offra kvalitet
- Snabb leveranstid från prototyping till produktion: Egenhändig ingenjörsarbete och snabb prototyping möjliggör förkortade utvecklingstider
- Eliminering av smidefel: Strikt kvalitetskontroll upptäcker inklusioner, porositet och kornirregelbundenheter som komprometterar hållfasthet i standardsmide
- Global Kompatibilitet: Certifierad tillverkning uppfyller internationella kvalitetsstandarder för racingorganisationer och OEM-program
Nackdelar med precisionshett-smidda krankaxlar
- Kan kräva minimiorderkvantiteter: Anpassade specifikationer kräver vanligtvis minimiorderkvantiteter (MOQ) för att motivera kostnader för verktygsutveckling och inställning
- Inte idealiskt för enskilda byggen: Enskilda hobbybyggare med behov av enstaka krankaxlar kan finna standardalternativ mer praktiska
- Genomloppstid för anpassade verktyg: Även om prototypframställning är snabb kräver utveckling av nya verktyg för unika design ytterligare planering
Professionell bygghandtagares val
Precisionsgjutna krankaxlar med certifierad kvalitetskontroll intar en unik position i debatten om billettkrankaxlar kontra smidda krankaxlars hållfasthet. De ger kornstrukturfördelarna som är inneboende i smide – kallbearbetning, riktad kornflöde och eliminering av inre håligheter – samtidigt som de erbjuder tillverkningskonsekvensen som professionella tillämpningar kräver.
För racingteam som kör flera bilar, motorbyggare med produktionsvolymkrav eller alla som inte kan acceptera komponentvariationer erbjuder denna kategori den optimala kombinationen av styrka, konsekvens och värde. Du betalar inte billet-priser för prestanda du kanske aldrig behöver, men du spelar heller inte på sämre smidda delar med osäker kvalitetskontroll.
Nyckeln är att samarbeta med tillverkare som kombinerar smidesexpertis med certifierade kvalitetssystem och ingenjörsstöd. När ditt rykte – eller din racingsäsong – beror på kamaxelns pålitlighet levererar precisionshetsmåttning från en certifierad anläggning det förtroende som krävs för att varje komponent uppfyller exakta specifikationer.

Gjutstålscrankskivor och deras prestandagränser
Innan du investerar i en förstklassig smidd eller billettkitsad kugelaxel måste du förstå vad du byter ut – och varför. Gjutna stålkugelaxlar representerar basalternativet som följer med de flesta serieproducerade fordon. Även om de fungerar väl i sina avsedda tillämpningar är det viktigt att förstå deras begränsningar för att kunna fatta bättre beslut när man bygger motorer med högre effekt än fabriksinställda nivåer.
Tänk så här: varje motor som lämnat en monteringslinje – oavsett om det är en liten block-Chevy, en 283 kugelaxeltillämpning eller till och med en 300 Ford raka sexan – innehåller troligen en gjuten kugelaxel. Tillverkare väljer gjutning eftersom det är ekonomiskt vid massproduktion, inte för att det erbjuder överlägsen styrka. När dina effektmål överskrider vad fabrikens ingenjörer räknat med blir den gjutna axeln den svaga länken i din roterande konstruktion.
Förståelse av begränsningar hos gjutna kugelaxlar
Vad gör gjutna krankaxlar fundamentalt olika jämfört med sina smidda eller fräsade motsvarigheter? Det handlar om hur metallen formas och den resulterande inre strukturen.
Enligt Street Muscle Magazine , skapas gjutna krankaxlar genom att hälla upp smält material – vanligtvis segjärn – i en form för att skapa en rågjutning. Fördelarna med denna process inkluderar lägre kostnad, billig verktygsproduktion och minimal bearbetning som krävs för att tillverka en färdig produkt. Därför tillverkas den överväldigande majoriteten av OEM-krankaxlar med denna metod.
Här börjar problemet för prestandabyggare. När metall stelnar från flytande tillstånd i en form bildas kornstrukturen slumpmässigt. Det finns ingen riktad flödesriktning som följer krankaxelns konturer som vid smidning, och ingen verifierad materialkonsekvens som fräsad material ger. Denna slumpmässiga kornorientering skapar flera kritiska svagheter:
Lägre utmattningsmotstånd: Slumpmässiga korngränser fungerar som spänningskoncentrationspunkter där sprickor kan uppstå. Under upprepade belastningscykler – precis vad en vevaxel utsätts för under normal drift – ackumuleras skador snabbare än i kornstrukturer med riktad inriktning.
Minskad dragstyrka: Enligt samma källa har gjutna vevaxlar en början i närheten av 60 000 PSI dragstyrka, medan smidda axlar kan mer än fördubbla detta värde upp till 125 000 PSI. Det är en betydande skillnad när motorn genererar hög effekt.
Sprödhet under belastning: Förlängningsgraden – det vill säga hur mycket materialet kan böjas innan det går itu – visar den riktiga bilden. Fabriksmässigt gjutna vevaxlar har en förlängningsgrad på cirka 3 procent, vilket innebär att de är relativt spröda. Även nodulärt järn förbättrar detta endast till ungefär 6 procent, jämfört med mer än 20 procent hos högpresterande smidda vevaxlar.
För stora blockapplikationer eller byggen där du strävar efter betydande effekthöjningar blir dessa begränsningar felrisker snarare än teoretiska bekymmer.
När fabriksproducerade gjutna kugghjul räcker
Trots sina begränsningar har gjutna kamaxlar legitima användningsområden. Inte alla motorbyggen kräver premiumkomponenter, och att förstå var gjutna kamaxlar fortfarande är tillräckliga förhindrar onödiga utgifter för kapacitet du aldrig kommer behöva.
Enligt Summit Racings tekniska experter , är gjutna eller nodulära järnkammar normalt pålitliga upp till 300–400 hästkrafter och kan klara viss tillfällig tävlingsanvändning på helgen. Carl Pritts från Summit's tekniska avdelning påpekar att gjutna kamaxlar är idealiska för standard- eller lätt modifierade gatuapplikationer.
Den allmänna branschriktlinjen föreslår att gjutna vevaxlar bör bytas ut när man bygger motorer med mer än 450–500 hästkrafter. Denna gräns är inte godtycklig – den representerar den punkt där spänningsnivåerna börjar närma sig trötthetsgränsen för gjuten konstruktion vid upprepade belastningar.
Här är praktiska riktlinjer för användning av gjutna vevaxlar:
- Standardåterbyggnader: Om du återställer en motor till fabriksspecifikationer är den ursprungliga gjutna vevaxeln helt tillräcklig
- Måttlig gataprestanda: Enkla tillbehörsmodifikationer som insug, utsläppsrör och kamaxeluppgraderingar som håller effekten under 400–450 hästkrafter fungerar bra med gjutna vevaxlar
- Lågbelastade dagligkörningsmotorer: Motorer som sällan når hög varvtal och aldrig utsätts för långvarig höglast kan använda gjutna vevaxlar obegränsat
- Budgetmedvetna byggen: När budgeten är begränsad gör en fabriksgjuten vevaxel att du kan använda pengarna på cylinderhuvuden, kamaxel eller överladdning
Som Street Muscle Magazine's Mike McLaughlin från Lunati förklarar, är krankaxelns hållfasthet mycket mer än bara en fråga om vad den överlever i ett enda extrema tillfälle. Fabrikskrankar konstruerades av tillverkarna för att hålla 100 000 mil eller mer – faktiskt miljontals cykler – och denna livslängd beror på mer än bara draghållfasthet. Även de mest grundliga gjutna krankarna kan överleva i obestämd tid om de används vid lägre varvtal och effektnivåer.
Den avgörande skillnaden? Tiden spenderad vid hög belastning och varvtal avgör behovet av en smidd krankaxel lika mycket som topp-effekten. En 400 hästkrafter stark motor med liten slagvolym i en bil som körs dagligen kanske fungerar bra med en gjuten krankaxel, men samma motor i en fritidsbåt – som körs vid långvarig hög belastning i timmar – skulle kräva smidda komponenter.
Fördelar med gjutna stålkryssdrivor
- Lägsta kostnad: Gjutna krankar kostar avsevärt mindre än smidda eller fräsade alternativ, vilket gör dem ekonomiska för milder byggen
- Lättillgängliga för standardapplikationer: OEM-ersättningsgjutna kugghjul finns i omfattande lager för de flesta populära motormoduler
- Tillräckligt för milda konstruktioner: Effektnivåer under 400–450 hästkrafter i gatuapplikationer fungerar tillförlitligt med gjuten konstruktion
- Ingen särskild värmebehandling krävs: Gjutjärnshjul blir avhärdata genom maskinbearbetning, vilket eliminerar värmebehandlingssteget som krävs för smidda kugghjul
- Enkel tillgång: Bilbatterier, delbutiker och onlinetillhandahållare har stora lager av gjutna kugghjul
Nackdelar med kugghjul i gjutstål
- Lägsta hållfasthet: Draghållfasthet på cirka 60 000–80 000 PSI begränsar effekthanteringsförmågan avsevärt jämfört med smidda alternativ
- Oförutsägbara brottmoder: Slumpmässig kornstruktur innebär att sprickor kan uppstå på olika platser, vilket gör det svårt att förutse brott.
- Olämplig för allvarlig prestanda: Alla konstruktioner som syftar på över 500 hästkrafter eller långvarig drift vid höga varvtal kräver en uppgradering bortom gjuten konstruktion
- Brittighet: Låga töjningsvärden innebär att gjutna kugghjul ofta brister plötsligt istället för att böja eller ge varning innan brott inträffar
- Begränsad utmattningslivslängd under belastning: Upprepade cykler med hög belastning samlar skador snabbare än hos smidda alternativ
Så identifierar du gjuten jämfört med smidd kugghjul
Innan du börjar bygga måste du veta vad du arbetar med. Att identifiera om din kamaxel är gjuten eller smidd innebär några enkla undersökningstekniker:
Leta efter gjutlinjer: Gjutna vevaxlar visar oftast en synlig skiljelinje där de två halvorna av formen möttes. Denna linje löper längs motviktarna och är ofta synlig utan rengöring. Smidda vevaxlar kan också ha en skiljelinje, men den är vanligtvis smalare och renare.
Kontrollera ytfinishen: Gjutna vevaxlar har ofta en något ojämnare, mer porös yta på icke-maskinbearbetade områden. Smidda vevaxlar tenderar att ha jämnare, täthet i materialet även före slutytslipning.
Granska artikelnummer: Fabrikens artikelnummer anger vanligtvis om en vevaxel är gjuten eller smidd. För Chevrolet-motorer kan gjutnummer på vevaxeln jämföras med kända gjutna och smidda tillämpningar. Många smidda vevaxlar i ståltyp 4340 kommer tydligt att vara märkta av aftermarket-tillverkare.
Viktsjämförelse: Smidda stålvevaxlar är ofta något tyngre än motsvarande gjutjärnsmodeller med samma slaglängd på grund av tätare material. Om du har tillgång till specifikationer kan en jämförelse av faktisk vikt mot kända värden bekräfta konstruktionstyp.
Magnettest: Även om det inte är definitivt, reagerar gjutjärnsviggar något annorlunda än smidesstål när de utsätts för magneter. Denna metod kräver erfarenhet för korrekt tolkning men kan ge ytterligare bekräftelse.
När du bygger en allvarlig prestandamotor – oavsett om det är en 300 Ford raka sexcylindrig stroker eller en stor blockmonster – hjälper kunskapen om din utgångspunkt dig att planera lämpliga uppgraderingar. En gjuten vigg i en motor som ska leverera 600+ hästkrafter måste bytas ut oavsett dess nuvarande skick. Samma gjutna vigg i en mild gatubildning kan däremot fungera perfekt i många år framöver.
Det intelligenta tillvägagångssättet anpassar viggkonstruktionen till faktiska effektmål och avsedd användning. Gjutna viggar har sin plats i prestandaspektrumet – se bara till att den platsen stämmer överens med dina byggkrav innan du antar att fabrikskomponenten kommer att klara dina ambitioner.
Fullständig jämförelsetabell för hållfasthet och effekttrösklar
Nu när vi har undersökt varje tillverkningsmetod för vevaxlar separat, låt oss sätta allt sida vid sida. När du beräknar slagvolym med en kubiktumsräknare eller räknar ut hur man beräknar kubiktum för din strokbygge, måste den vevaxel du väljer matcha dina effektmål – inte bara dagens siffror, utan även dit du är på väg.
Denna omfattande jämförelse sammanfattar allt vi har gått igenom till handfasta riktlinjer. Oavsett om du bygger en lugn gataglödlampa eller en specialbyggd dragbil, hittar du tydliga gränser för att anpassa vevaxeltillverkning till dina specifika krav.
Styrkeklassificering efter tillverkningsmetod
Följande tabell rangordnar vevaxelalternativ från optimal balans mellan styrka och värde ner till grundläggande alternativ med betydande begränsningar. Använd detta som utgångspunkt, och överväg sedan de specifika faktorer som diskuterats för varje kategori:
| Tillverkningsmetod | Vanligt material | Draghållfasthet (psi) | Tröttsmodighet | Rekommenderat effektintervall | Typiskt prisintervall |
|---|---|---|---|---|---|
| Precision Hot-Forged (IATF-certifierad) | 4340-stål | 180,000-200,000 | Excellent | 600–1 800 HK | $1,200-$2,500 |
| Premium Billet | 4340/EN40B-stål | 180,000-220,000 | Excellent | 1 500–3 000+ HK | $2,500-$8,000+ |
| Standard smidd 4340 | 4340-stål | 125,000-180,000 | Mycket Bra | 500–1 500 HK | $800-$1,800 |
| Ekonomi smidd | 5140/4130-stål | 95,000-125,000 | Bra | 400–800 HK | $400-$900 |
| Gjutstål/Järn | Nodulärt järn | 60,000-80,000 | - Det är rättvist. | Under 500 HK | $150-$400 |
Observera att precisionshetsmådde kamaxlar intar den främsta positionen – inte premium billet. Denna ranking speglar verklighetsbaserad prestanda där certifierad kvalitetskontroll och optimerad kornstruktur ger exceptionell pålitlighet över det bredaste effektintervallet. Billet presterar utmärkt vid extremt höga effekter, men för de flesta allvarliga prestandabyggen erbjuder precisionsmåddning den optimala balansen.
Effekttrösklar för varje typ av vevaxel
Dessa specifika hästkrafttrösklar representerar branschens konsensus baserat på årtionden av racingerfarenheter och dokumenterade haver. Använd dem som riktlinjer, men kom ihåg att användningstypen är lika viktig som topp-effekten:
Under 500 hästkrafter: Gjutna vevaxlar förblir acceptabla för gatu bruk med tillfälligt bananvändning. Fabriksingenjörerna utformade dessa komponenter för pålitlighet inom denna effektmarg. Om du dock planerar framtida uppgraderingar, kan en investering i smidd konstruktion redan nu förhindra dyra demonteringar senare.
500–1 200 hästkrafter: Smidda vevaxlar blir den miniminivå rekommendation. Enligt Engine Labs rekommenderar eftermarknadsleverantörer vanligtvis sina gjutna vevaxlar för användning upp till 500 hästkrafter – denna tröskel finns av goda skäl. Kvalitetsproducerad smidd 4340-konstruktion hanterar detta effektområde tillförlitligt i gatu/bananvändningar.
1 200–1 800 hästkrafter: Premium-smidda vevaxlar med certifierad kvalitetskontroll blir nödvändiga. Enligt Callies Performance Products hanterar deras premium-smidda alternativ detta effektområde tillförlitligt när de kombineras med lämpliga roterande komponenter. Ekonomismiddningar saknar materialkvaliteten och processkontrollen som krävs för uthållig drift på dessa nivåer.
Över 1 800 hästkrafter: Billett-vevaxlar blir det rekommenderade valet, särskilt för applikationer med lustgas, aggressiva supercharger-system eller uthållig högvarvsdrift. Möjligheten att verifiera materialkvalitet innan bearbetning och uppnå anpassade slaglängder motiverar den högre investeringen vid dessa effektnivåer.
Hur värmebehandling påverkar slutlig hållfasthet
Oavsett tillverkningsmetod påverkar värmebehandlingsprocesser dramatiskt vevaxelns slutliga egenskaper. Som branschexperter förklarar , "Nyckeln till en gjuten vevaxel är värmebehandlingen. Gjutgods kräver en annan typ av värmebehandling än smidda delar." Denna princip gäller för alla konstruktionstyper.
Värmebehandling innebär tre avgörande steg:
- Härdbarhet: Snabb kylning från hög temperatur hårdnar stålets kristallstruktur
- Tämning: Kontrollerad återuppvärmning minskar sprödhet samtidigt som hårdheten bibehålls
- Spänningssläckning: Slutlig behandling eliminerar inre spänningar från bearbetning eller smidning
Vissa tillverkare lägger till kryogen behandling – att kyla ner till ungefär -300°F omedelbart efter den initiala värmebehandlingen. Detta steg hjälper till att slutföra härdningsprocessen och ökar materialtätheten. Kvalitetsföretag inom aftermarket-vevaxlar har antingen egna värmebehandlingsanläggningar eller samarbetar med närliggande specialister där kvalitetskontroll kan övervakas direkt.
Tom Lieb från Scat Crankshafts påpekar att "När vi utför vår egen värmebehandling testar vi effektivt krankaxlarna. Eftersom om det finns något fel med metallen kommer krankorna tillbaka spruckna, förvrängda eller svullna." Denna inbyggda kvalitetsverifiering förklarar varför värmebehandling aldrig bör utlokaliseras till okända anläggningar.
Missuppfattningen billet kontra smidd
Här är en sanning som motsäger vad många entusiaster tror: billet är inte automatiskt starkare än smidd. Denna missuppfattning har kostat byggare pengar och i vissa fall lett till motorhaverier när de antog att dyr billet-konstruktion garanterade bättre resultat.
Som Brook Piper från Callies Performance Products tydligt säger: "Om du har två krankaxlar tillverkade av exakt samma material – en smidd, en billet – så kommer smidningen att vara starkare varje gång." Smidesprocessen komprimerar och riktar kornstruktur, vilket skapar riktad styrka som bearbetad billet helt enkelt inte kan efterlikna.
Var får billet sin fördel? Tre specifika områden:
- Materialval: Billettillverkare kan använda legeringar med högre specifikationer, som EN40B, som inte är praktiska för smidesverktyg
- Förbearbetningsinspektion: Stångmaterial kan verifieras för fel innan någon bearbetning påbörjas
- Frihet att utforma: Anpassade slaglängder och motviktskonfigurationer är möjliga utan dyra verktygsutveckling
En dåligt bearbetad billettkamaxel med otillräcklig spänningsavlastning kan dock faktiskt uppvisa sämre utmattningsmotstånd än ett korrekt smidd alternativ. Själva bearbetningsprocessen kan skapa spänningshöjningar om den inte utförs korrekt, och att skära genom kornstrukturen eliminerar den riktade styrkefördelen som smide ger.
Den praktiska slutsatsen? Anta inte att billet är bättre enbart baserat på pris. En precisionsgjuten varvdel från en certifierad tillverkare överträffar ofta en billig billet-knacka från en mindre noggrann källa. Anpassa ditt val till de faktiska effektkraven och investera i högkvalitativ tillverkning oavsett konstruktionsmetod.
Användningsrelaterade överväganden
Toppvärden för hästkrafter berättar bara en del av historien. Hur du använder den kraften är lika viktigt vid valet av knacksaxkonstruktion:
Pågående drift vid höga varvtal: NASCAR-motorer som körs 500 miles vid 9 000+ varv per minut kräver billet-konstruktion inte på grund av topphastighet, utan på grund av ackumulerade tröttningscykler. En 900-hästkrafters NASCAR-motor använder billet-knackor medan en 1 500-hästkrafters dragracermotor kan använda smidd – skillnaden ligger i belastningens varaktighet.
Momentstötar i ett slag: Kväveoxid och aggressiva boost-tillämpningar skapar chockbelastningar som skiljer sig från naturligt aspirerade effektkurvor. Dessa plötsliga krafter kan överskrida materialets sträckgräns även när genomsnittlig effekt skulle kunna tyda på att smidd konstruktion räcker.
Gata/Bana Dubbelspecifikation: Motorer som används både till daglig körning och tillfällig bananvändning drar nytta av smidd konstruktions utmattningstålighet. Upprepade termiska cykler och varierande belastningsförhållanden gynnar en riktad kornstruktur framför fräst massivmaterial.
Dedikerad tävling: Motorer för enskild tävlingsanvändning kan optimera val av vevaxel för specifika förhållanden. En bracket-racing small block som körs med konsekventa 10-sekunders pass har andra krav än en heads-up-bil som gör full-effektdrag med minimal avsvalning mellan omgångarna.
Att förstå dessa nyanser hjälper dig att undvika både onödiga utgifter för prestanda du aldrig kommer använda och underdimensionerade komponenter som kommer att gå sönder när de utsätts för sina gränser. Jämförelsetabellen för hållfasthet ger en utgångspunkt, men genomtänkt tillämpning av dessa principer säkerställer att din kugghjulsval verkligen matchar dina byggmål.
Förståelse av kugghjulsbrott och förebyggande
Att veta vilken tillverkningsmetod för kugghjul som passar dina effektmål är bara hälften av ekvationen. Att förstå hur dessa komponenter faktiskt går sönder – och kunna identifiera varningstecken innan katastrofalt haveri inträffar – kan rädda hela din motorinvestering. Oavsett om du använder ett smiddt eller massivt kugghjul skiljer sig brotttyperna väsentligt beroende på tillverkningsmetod, och att upptäcka problem i tid är din bästa försvarslinje.
Här är den obekväma sanningen: även det starkaste kugghjulet kommer så småningom att gå sönder om det utsätts för belastningar utanför sina konstruktionsgränser. Enligt fordONSEXPERTER , den extra belastning du lägger på motorn när du hela tiden trampar den till max från stillastående tvingar kamaxeln att absorbera våldsamma vridmomentstopp som den inte kan klara för evigt. Till slut stiger temperaturen för högt och lagrets belastning blir för stor. Att förstå dessa haverimönster hjälper dig att förebygga dem.
Hur kamaxlar går sönder under extrema belastningar
Smidda och solidfräsade kamaxlar går sönder på väsentligt olika sätt – kunskap som kan hjälpa dig att identifiera problem innan de blir katastrofer.
Smidda kamaxlars brottmönster: Smidda kamaxlar går vanligtvis sönder genom utmattningssprickor som utgår från spänningskoncentrationspunkter. De vanligaste startpunkterna för brott inkluderar:
- Oljehålsövergångar: Där oljekanaler möter ytor på lagerytorna koncentreras spänningen vid övergången. Upprepade belastningscykler kan ge upphov till mikroskopiska sprickor som sprider sig med tiden.
- Filtradier: De böjda övergångarna mellan lagervillor och vridningsdelar utsätts för högsta spänningskoncentrationer under drift. Otillräcklig rundhetsradie eller dålig ytfärd i dessa områden påskyndar sprickbildning.
- Motviktens rotområden: Övergången mellan motvikter och huvudkroppen utsätts för betydande böjspänningar, särskilt vid höga varvtal.
Eftersom smidda kugghjul har en riktad kornstruktur sprider sig sprickor vanligtvis längs förutsägbara banor. Detta ger faktiskt en liten fördel – utmattningssprickor växer ofta tillräckligt långsamt för att ge varningssignaler innan totalt brott inträffar. En smidd kamaxel kan fungera i tiotals arbetscykler eller tusentals mil med en växande spricka, vilket ger möjlighet att upptäcka problemet.
Billett-kamaxelns brottmönster: Billett-kamaxlar kan gå sönder plötsligt och oprognostiserat när fel föreligger. Två primära brotttyper dominerar:
Maskinbearbetningsinducerade spänningshöjningar: När CNC-bearbetning skär genom materialets kornstruktur blir alla verktygsspår, skarpa inre hörn eller ytskador potentiella startpunkter för sprickbildning. Till skillnad från smide, där kornet strömmar kontinuerligt genom belastningszoner, avbryter bearbetade ytor kornstrukturen vid varje snitt. Om bearbetningskvaliteten är dålig blir dessa avbrott till brottpunkter under belastning.
Okända materialfel: Även om massivmaterialskonstruktionen tillåter inspektion innan bearbetning kan interna fel ändå undgå upptäckt. Inklusioner, håligheter eller segregationer av legeringskoncentrationer djupt inne i råmaterialstaven kan först uppenbara sig när krankaxeln utsätts för maximal belastning – ofta med plötslig, katastrofal haveri utan varning.
Felmoden beror också i hög grad på om din motor utsätts för långvarig körning vid höga varvtal jämfört med momentana vridmomenttoppar. En 351w-motor med tändordning som körs vid konstant varvtal i banracing ackumulerar tröttskyldade skador successivt. Tändordningen i 351 Windsor skapar förutsägbara tändpulser som belastar kamaxeln i konsekventa mönster, vilket tillåter tröttskyldade sprickor att utvecklas progressivt.
I motsats härtill utsätts en dragmotor med lustningssystem för enorma momentana vridmomenttoppar som plötsligt kan överstiga materialets sträckgräns. Tändordningen i 351 Windsor eller någon annan tändordning för 351 Windsor spelar mindre roll än de plötsliga chockbelastningar som kan orsaka omedelbar haveri om kamaxeln redan är komprometterad.
Varningssignaler innan katastrofal haveri
Att upptäcka en felande kamaxel innan den förstör motorn kräver vaksamhet. Dessa varningssignaler indikerar befintliga problem som kräver omedelbar åtgärd:
- Ovanliga vibrationer: Nya vibrationer som inte fanns tidigare, särskilt inom specifika varvtalsintervall, kan indikera sprickbildning eller problem med lagringar. Lägg märke till harmoniska frekvenser som förändras i karaktär över tiden.
- Slitage mönster på lagringar: Inspektera noggrant stöd- och dragstängslagringar vid demonteringar. Ojämnt slitage, repor eller synlig koppar genom lagringsmaterialet tyder på justeringsproblem eller skador på navet som belastar krankaxeln ojämnt.
- Indikatorer från oljeanalys: Regelbunden oljeanalys kan upptäcka förhöjda halter av järn, krom eller partiklar från lagringsmaterial innan synliga skador uppstår. Att följa trenderna i dessa värden över tiden avslöjar pågående problem.
- Ovanliga ljud: Smällande, dundrande eller rytmiska ljud som följer motorvarvtalet indikerar ofta problem med lagringspel eller skador på navet som påverkar belastningen på krankaxeln.
- Problem med vibrationsdämpare: En defekt eller felmatchad vibrationsdämpare tillåter torsionsvibrationer som skadar krankaxeln. Inspektera dämpare regelbundet på tecken på gummisprickbildning eller läckage av vätska.
- Oljetryckssvängningar: Ojämnt oljetryck, särskilt vid tomgång eller under inbromsning, kan indikera ändringar i lagerspel på grund av bärningsförflyttning eller kamaxelflex.
Enligt branschexperts , billiga lagringar, ej märkesfästen och dåligt bearbetade komponenter håller inte toleranserna lika bra, vilket ökar risken för feljustering, dåliga oljespel och ojämn belastning på kamaxelns bärningar. En kamaxel är bara så bra som de delar som stöder den.
Förebyggande genom korrekt montering
Den bästa kamaxelfelhalten är den som aldrig inträffar. Flera faktorer förlänger dramatiskt kamaxelns livslängd oavsett tillverkningsmetod:
Korrekt balansering: En exakt balanserad roterande konstruktion eliminerar vibrationsinducerad spänning som påskyndar utmattningssprickor. Professionell balansering tar hänsyn till kolvar, facklor, ringar, stångar och hela den roterande massan för att uppnå så tight balans som möjligt.
Val av vibrationsdämpare: Den harmoniska dämpare kontrollerar vridande vibrationer som annars skulle vrida krankaxeln som en fjäder vid varje tändningspuls. Att anpassa dämparens egenskaper till din motorns specifika harmoniska frekvenser är kritiskt—en felaktig dämpare kan faktiskt förstärka skadliga vibrationer.
Värmebehandling och ytfinish: Riktig värmebehandling maximerar materialens egenskaper medan lämplig ytfinish eliminerar spänningshöjder. Fillet-rullning—en process som härdat de kritiska fillet-radieområden genom kallformning—förbättrar dramatiskt utmatningslivslängden hos både smidda och solidfräsade krankaxlar.
Kvalitet på stödande komponenter: Din krankaxel är beroende av huvudlager, staklager och korrekt smörjning för att överleva. Användning av originalutrustning (OEM) eller högsta kvalitet eftermarknadsdelar tillverkade enligt exakta specifikationer säkerställer att din krankaxel roterar jämnt kring en riktig axel, fullt stödd av sin oljefilm.
När du bygger kraftfulla kombinationer – oavsett om du använder en Holley Blue bränslepump för att klara aggressiva bränslebehov eller undersöker alternativ som C6 Forum Aux Fuel Pump Boost för din uppladdade applikation – kom ihåg att bränslesystemets kapacitet inte betyder något om din roterande konstruktion går sönder. Kragaxeln måste överleva den effekt som ditt bränslesystem möjliggör.
Råd från erfarna byggare är konsekvent: undvik hårda accelerationer, plötslig inbromsning och onödiga höga varvtal under inloppskörningen. Dessa små vanor förstärks över tid och bidrar till att kragaxeln, lagren och hela bottenremsan håller längre. När motorn är ordentligt inkörd ska du anpassa din körstil efter kragaxelns kapacitet – och aldrig anta att någon komponent är odödlig.
Slutliga rekommendationer för varje effektnivå
Efter att ha undersökt metallurgi, tillverkningsprocesser, felmoder och prestandadata från verkliga förhållanden är det dags att skära genom bruset och ge dig definitiv vägledning. Oavsett om du bygger en helgdagskörare med en Ford 460-motor eller en dedikerad dragbil som genererar fyrsiffrig hästkraft, så förhindrar att du anpassar din kugghjulsval till dina faktiska effektmål både onödiga utgifter och katastrofala haverier.
Debatten om billet- eller smidda kugghjul handlar i slutändan om detta: vad kräver din specifika byggnadsuppgift egentligen? Inte vad som låter imponerande på en bilmässa, utan vad som håller över tid mot dina effektmål. Låt oss gå igenom det efter användningsområde.
Anpassa kugghjulstyp till dina byggmål
Ditt val av kugghjul bör följa ett logiskt beslutsträd baserat på effektnivå, avsedd användning och budgetprioriteringar. Här är de definitiva rekommendationerna sorterade efter användningsområde:
- Byggen under 600 hästkrafter: Kvalitetsfrästa 4340 kamaxlar ger utmärkt värde och tillförlitlighet för detta effektområde. Oavsett om du bygger en 460 Ford-motor för gatukörning eller en liten blockmotor för veckoslutars tävlingskörning hanterar den premiumfrästa konstruktionen dessa effektnivåer med betydande säkerhetsmarginal. Du kommer att lägga 800–1 800 USD på en kamaxel som tillförlitligt överlever din effektmål, samtidigt som det finns budget kvar för andra komponenter i roterande sats. Kornstrukturerna från smidning – hårdningsverkan och riktad kornflöde – ger utmattningståndhet som överstiger vad de flesta gatu/banbyggnader någonsin kräver.
- 600–1 500 hästkrafter Gata/Bana-byggen: Premium smidda vevaxlar med certifierad kvalitetskontroll blir det optimala valet. Här spelar tillverkningskonsekvensen en enorm roll – du behöver verifierad materialkvalitet, korrekt värmebehandling och dokumenterade processkontroller. Oavsett om du kör en överladdad Ford 460-motor eller en turboladdad importplattform levererar certifierade smidda vevaxlar från anrika tillverkare den styrka du behöver utan billet-pris. Enligt Engine Labs har tillverkare som Callies visat att smidda vevaxlar tillförlitligt kan hantera 1 200–1 800 hästkrafter i välplanerade applikationer.
- Dedikerad dragracing med över 1 500 hästkrafter: Överväg segjade krankaxlar när anpassade slaglängder, extrema laddtryck eller lustgasapplikationer går utanför smidda axlars utmattningsgränser. Om du letar efter en Ford 460 monteringsmotor för att bygga en allvarlig tävlingsmotor eller utveckla en specialanpassad strokerkombination, motiverar billetaxelns designfrihet och verifierade materialkvaliteter den investeringen på 2500–8000+ USD. Möjligheten att ange exakta slagmått, kontringviktens placering och lagerytor blir en praktisk nödvändighet snarare än lyx vid dessa effektnivåer.
- Professionella racingteam och serieproducenter: Precisionsvärmesmida komponenter med IATF 16949-certifiering erbjuder den bästa kombinationen av styrka, konsekvens och värde. När du bygger flera motorer eller din racingsäsong är beroende av komponenternas tillförlitlighet, eliminerar certifierade tillverkningsprocesser den variation som drabbar standardsmidningar. Partners som Shaoyi (Ningbo) Metallteknik leverera snabb prototillverkning inom bara 10 dagar kombinerat med hög volymproduktionskapacitet – exakt vad professionella program kräver för utveckling och tävling.
Det slutgiltiga resultatet av styrkeval
Här är vad erfarna motorbyggare förstår, vilket tillfälliga entusiaster ofta missar: fördelen med solidmaterial blir bara meningsfullt vid vissa effekterskel. Som Brook Piper från Callies Performance Products säger: "Nio gånger av tio utför vår smidejobbet". Det är inte att underskatta solidmaterial – det är en ärlig insikt att de flesta motorer aldrig kommer i närheten av de gränser där solidmaterialkonstruktion ger påtagliga fördelar.
Tänk på matematiken. En premium smidd vevaxel kostar 1000–1200 dollar mindre än ett motsvarande enhetsfrästat alternativ. Om din motor genererar 1200 hästkrafter och du använder smidda vevaxlar dimensionerade för 1800 hästkrafter, var ger då den extra investeringen i enhetsfräst värde? Det gör den inte. De 1200 dollarna kan istället användas till bättre drivstänger, högre kvalitetsspolar eller en precisionssvängdämpare—komponenter som verkligen förbättrar din kombinations pålitlighet och prestanda.
Undantaget bekräftar regeln. När du strävar efter effekter på nivå med stora blockmotorer som når 2000 hästkrafter eller mer, eller bygger motorer där ford 460:s tändordning orsakar brutala trycktoppar i cylindrarna genom tvångsinandning, blir enhetsfräst konstruktion det kloka valet. Den verifierade materialkvaliteten och friheten i design motiverar investeringen eftersom du faktiskt utnyttjar den kapaciteten.
De flesta byggare tjänar på att investera i kvalitetsforgade vevaxlar och kompletterande komponenter istället för att jaga massiva specifikationer som de aldrig kommer behöva.
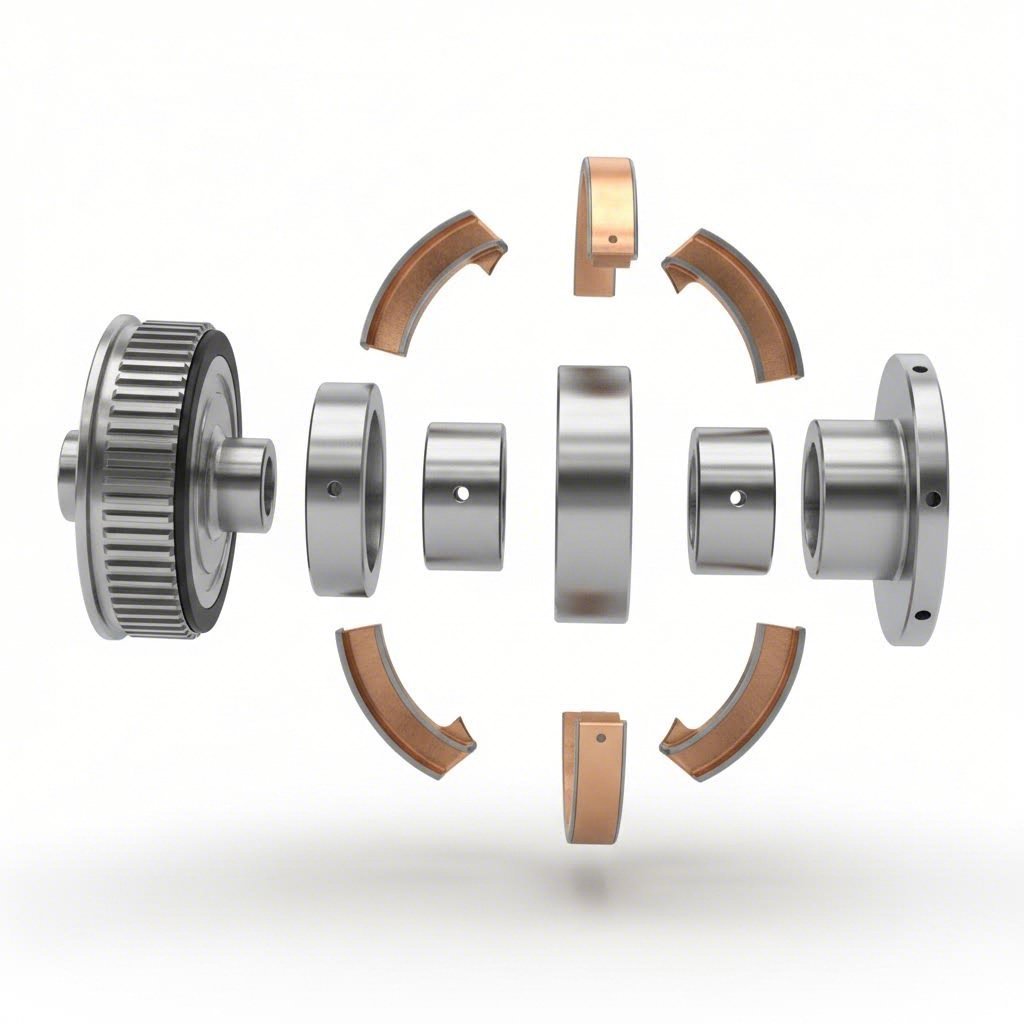
Strategi för komplett roterande system
Ditt val av vevaxel bör aldrig ske isolerat. Det roterande systemet fungerar som en helhet – vevaxel, drivstänger, kolvar, lagringar och vibrationsdämpare måste samverka för att klara dina effektmål. Komponenter som inte är anpassade till varandra skapar svaga länkar som undergräver syftet med en premiumvevaxel.
Så här tänker du strategiskt:
- Anpassa stängernas hållfasthet till vevaxelns kapacitet: Att använda en premium forgad vevaxel tillsammans med ekonomiska drivstänger skapar en onödig brottpunkt. Planera in H-balks- eller kvalitetsforgade stänger som kompletterar ditt vevaxelval.
- Val av kolvar påverkar belastningen på vevaxeln: Tungre kolvar ökar reciprok massa och kraftaxelns belastning. Lättare smidda kolvar minskar lasten men kräver noggrann val av ringpaket. Balansera dessa kompromisser mot dina varvtalsmål.
- Lagerkvalitet spelar en enorm roll: Din kamaxel löper på en oljefilm som stöds av huvud- och stånglager. Enligt Tomorrow's Technician är smuts den främsta orsaken till lager- och kamaxelfel. Premium tri-metall- eller belagda lagerversioner ger den skyddsnivå som allvarliga konstruktioner kräver.
- Val av vibrationsdämpare: En felaktig dempar kan faktiskt förstärka skadliga vibrationer istället för att kontrollera dem. Anpassa demparegenskaperna till motorns specifika harmoniska frekvenser – särskilt viktigt när effektnivåerna ökar.
För professionella motorbyggare som skaffar komponenter till flera olika byggen eller racingteam som kräver konsekvent kvalitet i sina program, underlättar samarbete med IATF 16949-certifierade tillverkare inköpsprocessen samtidigt som det garanterar specifikationer. Inhouse ingenjörsstöd under designfasen optimerar styrka-till-viktförhållandet för din specifika applikation istället för att acceptera vad generiska smidesformar producerar.
Ditt beslutsramverk
När du är redo att välja din kamaxel, gå igenom följande frågor:
- Vad är ditt realistiska topphästkraftsmål – inte det tal du berättar för dina vänner, utan den faktiska effekt din kombination kommer att producera?
- Hur kommer motorn att användas? Daglig körning, veckoslutskörning, dedikerad tävling eller professionell racing?
- Vad är din totala budget för roterande sammansättning? Kan du klara dig med premium-smidda delar tillsammans med kvalitetskomponenter, eller skulle priset på monterade delar tvinga fram kompromisser någon annanstans?
- Behöver du anpassade slag-specifikationer, eller täcker standard-smedade alternativ dina krav?
- Hur viktig är tillverkningskonsekvens? Enskilda byggen tolererar mer variation än professionella program som kräver identiska komponenter över flera motorer.
Svara uppriktigt på dessa frågor, och ditt val av kamaxel blir uppenbart. Debatten om solid- vs smidd kamaxel löser sig själv när du anpassar tillverkningsmetoden till faktiska krav istället för att jaga specifikationer som låter imponerande men ger ingen verklig nytta.
Oavsett om du bygger en lugn gatamotor eller en monster dragbil är målet detsamma: sätt ihop en roterande konstruktion som överlever dina effektkrav tillförlitligt över tid. Välj med omtanke, investera i kvalitetsillverkning, och din kamaxel kommer att vara det sista du behöver oroa dig för när du trycker ner gasen.
Vanliga frågor om kamaxelstyrka
1. Vad är den starkaste kamaxeln?
Den starkaste vevaxeln beror på din specifika användning. Premium vevaxlar i massivt stål (billet) tillverkade av EN40B eller 4340-stål erbjuder den högsta styrkepotentialen för extrema applikationer som överstiger 2 000 hästkrafter. Kvalitetsfrityrda 4340-vevaxlar från tillverkare som Callies ger dock bättre utmattningsmotstånd tack vare riktad kornflödesriktning och material som är förfortat genom kallbearbetning. För de flesta prestandabyggen under 1 500 hästkrafter levererar precisionsvärmfrityrda vevaxlar med IATF 16949-certifiering optimal styrka och tillförlitlighet. IATF-certifierade tillverkare som Shaoyi Metal Technology säkerställer konsekvent kvalitet genom rigorösa processkontroller och verifierade materialspecifikationer.
2. Är billet per definition starkare än frityrt?
Nej, fräst material är inte från början starkare än smidda delar. Enligt branschexperter är en smidd kugghjulsaxel starkare än en frästad om båda tillverkats av identiskt material, på grund av den komprimerade och riktade kornstrukturen som följer komponentens konturer. Fördelarna med fräst material ligger i designfriheten, möjligheten att undersöka materialet innan bearbetning samt att kunna använda legeringar med högre specifikationer. Smidningsprocessen skapar arbetshärdad stål med riktad hållfasthet, medan fräsning av billet skär igenom den befintliga kornstrukturen. Båda metoderna producerar exceptionella kugghjulsaxlar när de utförs korrekt, men de presterar bäst inom olika effektområden och tillämpningar.
3. Vid vilken hästkraft bör jag byta från gjuten till smidd kugghjulsaxel?
Industrins konsensus rekommenderar att byta från gjutna till smidda vevaxlar vid uppbyggnad över 450–500 hästkrafter. Gjutna vevaxlar har en brottgräns på cirka 60 000–80 000 PSI jämfört med smidda som ligger på 125 000–200 000 PSI. För effektnivåer mellan 500–1 200 hästkrafter blir kvalitetsmilda vevaxlar i stål 4340 minimumrekommendationen. Vid effekter över 1 200 hästkrafter krävs premiumsmidda axlar med certifierad kvalitetskontroll. Tillämpningar som överstiger 1 800 hästkrafter kräver vanligtvis konstruktion i massiv stång (billet) för maximal hållfasthet och anpassade specifikationer.
4. Vad orsakar vevaxelbrott i högpresterande motorer?
Motorvridaxlar brukar få skador till följd av utmattningssprickor vid spänningsskoncentrationspunkter, såsom korsningar vid oljehål, rundningsradier och motviktens rot. Smidda vridaxlar brukar gå sönder genom progressiva utmattningssprickor som ger varningssignaler, medan fräsade axlar kan brista plötsligt på grund av spänningshöjningar orsakade av bearbetning eller oidentifierade materialfel. Bidragande faktorer inkluderar felaktig värmebehandling, dålig lagerkvalitet, osynkroniserade vibrationsdämpare samt att överstiga vridaxelns märkeffekt. Regelbunden oljeanalys, undersökning av lagren och uppmärksamhet på ovanliga vibrationer hjälper till att upptäcka problem innan katastrofala haverier inträffar.
5. Hur påverkar kornstruktur vridaxelns livslängd?
Kornstruktur påverkar kraftigt en kammarks utmattningståndhet och livslängd. Vid smidning justeras metallets kristallina kornflöde längs kammarkens konturer, vilket skapar riktad styrka där spänningarna är som högst. Denna riktade struktur motstår sprickbildning och sprickspridning bättre än slumpmässiga eller avbrutna kornmönster. Vid fräsning av materialblock (billet) skärs det befintliga linjära kornmönstret av, vilket potentiellt kan skapa spänningskoncentrationspunkter vid de bearbetade ytor. Gjutna kammar har slumpmässig kornorientering med oförutsägbara svaga punkter. Rätt värmebehandling förstärker ytterligare fördelarna med kornstrukturen oavsett tillverkningsmetod.