 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Bilindustrins tryckgjutning: Framtiden för chassikomponenter
TL;DR
Automobil die-castning är en tillverkningsprocess under högt tryck där smält metall, vanligtvis legeringar av aluminium, zink eller magnesium, injiceras i en stålmall för att skapa starka, lättviktiga och komplexa chassikomponenter. Denna teknik är avgörande för modern fordonsdesign, eftersom den möjliggör betydande viktreduktion, slår samman flera delar till en enda komponent och förbättrar den totala strukturella integriteten och prestandan.
Grundläggande om die-castteknik inom bilindustrin
I grunden är automobil die-casting en höggradigt automatiserad och effektiv tillverkningsprocess som är utformad för produktion i stora serier av komplexa metallkomponenter. Tekniken innebär att smält icke-järnhaltig metall pressas in i en återanvändbar stålmall, känd som en form, under enormt tryck. Detta tryck bibehålls medan metallen svalnar och stelnar, vilket resulterar i en komponent som exakt matchar moldens komplicerade geometri. Denna metod är särskilt lämplig för tillverkning av stora mängder små till medelstora gjutgods, vilket gör den till en av de mest använda gjutmetoderna inom bilindustrin.
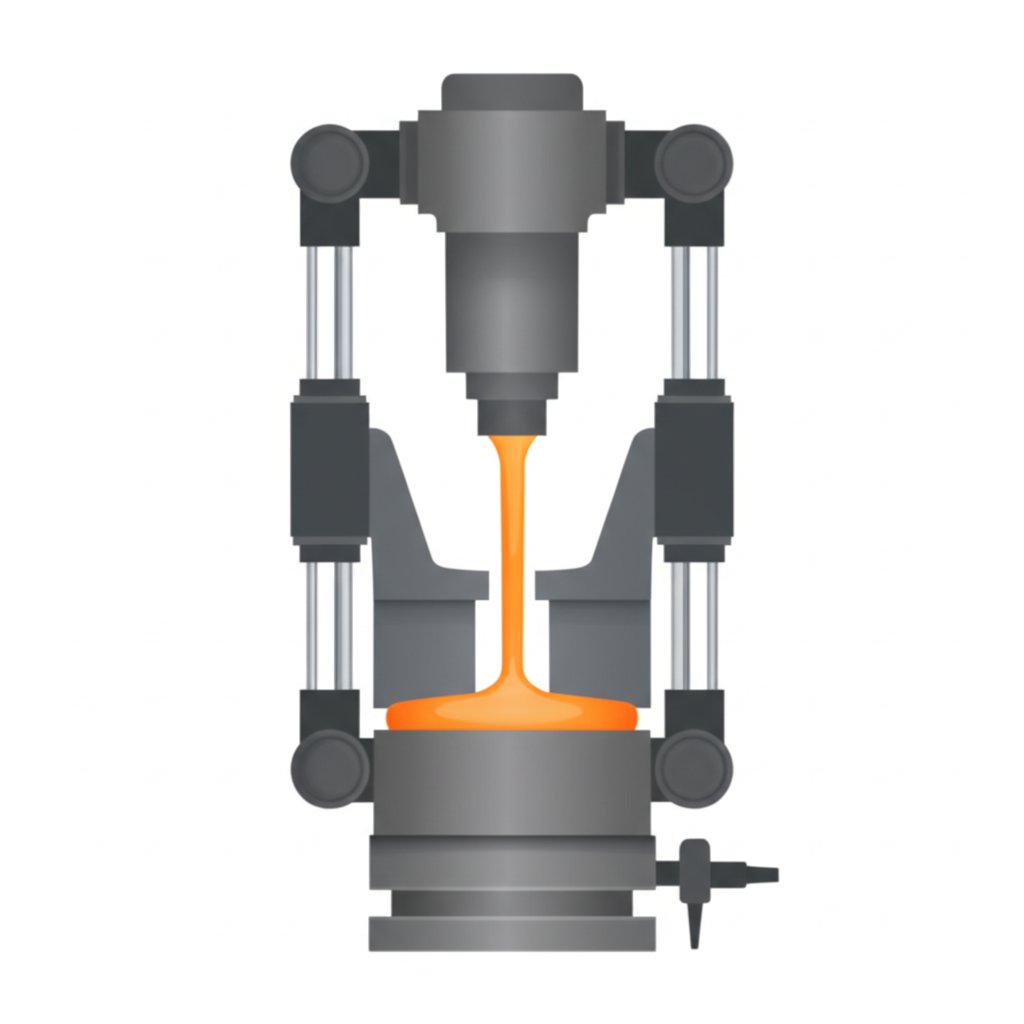
Komponenterna i en formsprutningsuppställning är avgörande för dess framgång. De primära delarna inkluderar tvådelad stålform (en täckform och en utkastningsform), smält metalllegering och injektionsmaskinen. Dessa maskiner kategoriseras i två huvudtyper: varmrums- och kallrums-maskiner. Varmrums-maskiner, som används för legeringar med lägre smältpunkt som zink, har en integrerad ugn. Kallrums-maskiner används för legeringar med hög smältpunkt som aluminium, där metallen smälts i en separat ugn innan den överförs till injektionssystemet. Valet mellan dem beror på det material som formas och komponentens specifika krav.
Högtrycksformsprutningsprocessen följer en noggrann sekvens för att säkerställa kvalitet och konsekvens. Denna automatiserade cykel möjliggör snabba produktionshastigheter, vilket är viktigt för att möta efterfrågan inom bilindustrin. De viktigaste stegen är följande:
- Verktygsberedning: De inre ytor av de två formhalvorna rengörs och sprutas med en smörjmedel. Detta smörjmedel hjälper till att reglera formens temperatur och underlättar det lätta avtagandet av den färdiga delen.
- Formstängning: De två formhalvorna stängs säkert och kläms samman av gjutmaskinens kraftfulla hydrauliska press.
- Injektion: Smält metall injiceras i formsprickan med hög hastighet och under extremt högt tryck, vanligtvis mellan 1 500 och 25 400 psi. Denna snabba fyllning säkerställer att även tunnväggiga sektioner av komponenten formas fullständigt innan metallen stelnar.
- Kylning och Förstening: När formsprickan är fylld hålls trycket konstant medan den smälta metallen svalnar och stelnar, och därigenom antar formens utseende.
- Utdragning: Formhalvorna öppnas, och den stelnade gjutningen, känd som en skott, skjuts ut ur utmatningsformhalvan av en serie utmatningsnålar.
- - Skaka ut. Den färdiga delen separeras från överskottsmaterial, såsom förgreningskanaler, ingjutningskanaler och flänsar, vilket därefter återvinns genom att smältas om för framtida användning.
Denna metod står i kontrast till andra tillverkningstekniker som exempelvis stansning och svetsning, vilka kräver montering av flera separata delar. Genom att skapa en enda integrerad komponent minskar formgjutning monteringstiden och potentiella felpunkter. För andra kritiska komponenter som kräver mycket hög hållfasthet används även processer som smidning. Till exempel specialiserar sig vissa tillverkare på precisionsframställda smidde delar till fordon att tillverka komponenter där yttersta hållbarhet är avgörande.
Kernmaterial för chassikomponenter: En jämförande analys
Valet av rätt material är grundläggande för framgången med automobilformgjutning av chassikomponenter. De vanligast använda materialen är icke-järnhalter, eftertraktningsvärda för sin unika kombination av egenskaper som överensstämmer med branschens mål om lättviktskonstruktion och prestanda. De främära legeringarna som används är aluminium, zink och magnesium, var och en med specifika fördelar för olika tillämpningar inom fordonets chassis och kaross.
Aluminiumlegeringar är det mest förekommande valet inom bilindustrins tryckgjutning på grund av deras utmärkta hållfasthet i förhållande till vikt, korrosionsmotstånd och hög termisk ledningsförmåga. Dessa egenskaper gör dem idealiska för strukturella komponenter som chassiram, upphängningsfästen och motorblock, där det är avgörande att minska vikten utan att kompromissa med hållfastheten. Enligt branschexperter är specialiserade processer som kvävtrycks-gjutning särskilt effektiva för tillverkning av högdensitets aluminiumchassiram och främre styrledningar.
Zinklegeringar värderas för sin exceptionella flytbarhet, vilket gör att de kan gjutas till mycket tunnväggiga och invecklade former med hög precision och slät yta. Enligt Bruschi, en ledande aktör inom zinktryckgjutning , detta material erbjuder också hög slagstyrka och ductilitet, vilket gör det lämpligt för komponenter som kräver hållbarhet och fin finish, såsom hus för sensorer och elektronikmoduler inom chassiet. Dess enkla gjutning och förmåga att främja lång verktygslivslängd gör det även till ett ekonomiskt val för mindre, komplexa delar.
Magnesium utmärker sig som det lättaste av de vanliga konstruktionsmetallerna och erbjuder bäst styrka i förhållande till vikt. Detta gör det till ett premiumval för tillämpningar där viktminskning är den absoluta prioriteringen, till exempel i fordon med hög prestanda eller komponenter till elfordon där det är avgörande att kompensera för tunga batteripack. Magnesium är lätt att bearbeta och ger god dimensionell stabilitet, vilket gör det lämpligt för komplexa delar som rattkapslar och instrumentpanelstöd.
För att underlätta materialval finns nedan en direkt jämförelse av dessa nyckellegeringar:
| Material | Nyckelegenskaper | Relativ vikt | Relativ kostnad | Vanliga chassiapplikationer |
|---|---|---|---|---|
| Aluminiumlegeringar | Utmärklig hållfasthet i förhållande till vikt, korrosionsbeständighet, hög värmeledningsförmåga. | Moderat | Låg | Chassiram, upphängningskomponenter, motorblock, växellådsgehäus. |
| Zinklegeringar | Hög seghet och slagstyrka, utmärkt strömningsförmåga för tunna väggar, överlägsen ytfinish. | Hög | Låg | Sensorhöljen, elektronikhöljen, återdragningsväxlar, fästen. |
| Magnesiumlegeringar | Lättaste strukturella metallen, högsta hållfasthet i förhållande till vikt, utmärkt bearbetbarhet. | Mycket låg | Hög | Instrumentpanelramar, styrkomponenter, fördelningslådor. |
Nyckelfördelar: Hur tryckgjutning revolutionerar chassiprestanda och effektivitet
Genom att använda tryckgjutning för chassikomponenter inom bilindustrin får man omvandlande fördelar som direkt löser branschens mest akuta utmaningar: förbättrad bränsleeffektivitet, förbättrad prestanda och snabbare tillverkning. Genom att möjliggöra produktion av lättviktiga, starka och geometriskt komplexa delar har denna teknik blivit oersättlig för modern fordonsutveckling. Fördelarna sträcker sig från designfasen till fordonets prestanda på vägen och den totala livslängden.
Den mest betydande fördelen är avsevärd viktminskning. Lättare fordon kräver mindre energi för att accelerera och upprätthålla hastighet, vilket direkt leder till bättre bränsleekonomi i förbränningsmotorer och ökad räckvidd i elfordon (EV). Tryckgjutning gör det möjligt för ingenjörer att ersätta tunga stålkonstruktioner bestående av flera delar med enklare, lättare komponenter i aluminium eller magnesium. Enligt Proterial America, Ltd. , har antagandet av högvakuum-aluminiumgjutning lett till en fordonsmassminskning på cirka 30 % jämfört med traditionella tillverkningsmetoder. Denna minskning är en avgörande faktor för att uppfylla stränga utsläppskrav och konsumenternas förväntningar på effektivitet.
En annan revolutionerande fördel är komponentkonsolidering. Traditionella chassirammar konstrueras ofta genom att stansa och svetsa samman många enskilda ståldelar. Denna flerstegsprocess är arbetsintensiv och skapar flera potentiella svaghetspunkter vid fogarna. Med tryckgjutning kan konstruktörer skapa en enda, komplex komponent som integrerar funktionerna hos många mindre delar. Proterial noterar också att antalet komponentdelar i en främre ram kan minskas avsevärt, vilket förenklar monteringen, sänker tillverkningskostnaderna och förbättrar chassiets strukturella integritet och styvhet. Detta leder till bättre fordonsstyrning, körlustkomfort och säkerhet.
De viktigaste fördelarna med tryckgjutning inom fordonsindustrin för chassikomponenter kan sammanfattas enligt följande:
- Förbättrad bränsleeffektivitet och räckvidd för EV: Avsevärd viktminskning leder direkt till lägre energiförbrukning.
- Förbättrad strukturell prestanda: Komponenter i en del erbjuder överlägsen styrka, styvhet och dimensionsstabilitet jämfört med svetsade konstruktioner.
- Designflexibilitet: Processen gör det möjligt att skapa invecklade och komplexa geometrier som skulle vara omöjliga eller kostnadsförbjudande med andra metoder, vilket optimerar delarna för styrka och vikt.
- Kostnadseffektiv tillverkning: Hög automatisering, snabba cykeltider och minskade monteringsbehov sänker den totala kostnaden per del vid högvolymtillverkning.
- Ökad hållbarhet: Tryckgjutna delar är mycket motståndskraftiga mot slitage, vilket bidrar till fordonets långsiktiga pålitlighet, såsom beskrivet av Autocast Inc .
I slutändan kombineras dessa fördelar till att skapa ett överlägset fordon. En lättare och styvare chassi förbättrar köregenskaper och acceleration, medan de exakta måtten hos formgjutna delar säkerställer konsekvent kvalitet och passning. Denna teknik gör det möjligt för bilproducenter att bygga säkrare, mer effektiva och bättre presterande fordon som uppfyller de föränderliga kraven på den globala marknaden.
Marknadstrender och framtiden för formgjutning inom fordonssektorn
Marknaden för formgjutning inom fordonsindustrin är inte bara en mogen tillverkningsprocess; det är en dynamisk och växande sektor som är redo för betydande utvidgning, drivet i stor utsträckning av omvälvande förändringar inom själva fordonsindustrin. Uppkomsten av elfordon (EV) och den orubbliga strävan efter tillverkningseffektivitet skapar starka gynnsamma vindar för formgjutningstekniken. När industrin går framåt formar flera nyckeltrender dess framtida riktning och lovar ytterligare innovationer vad gäller material, processer och tillämpningar.
Marknadsprognoser speglar denna positiva utblick. En rapport från Metastat Insight förutsäger att marknaden för aluminiumtryckgjutning av bilkomponenter kommer att uppnå 45 249,2 miljoner dollar till år 2031, med en årlig tillväxttakt (CAGR) på 6,9 %. Denna tillväxt drivs av ökad fordonsproduktion globalt och stigande efterfrågan på lättviktiga komponenter för att förbättra bränsleekonomin och räckvidden för EV-batterier. Behovet av att kompensera för den betydande vikten av batteripack i elfordon har gjort aluminiumtryckgjutning till en avgörande teknik för elektrisk mobilitetsrevolution.
Tekniska framsteg driver också gränserna för vad som är möjligt. Nya metoder som vakuumassisterad och squeeze-direstöpning vinner mark. Dessa avancerade metoder minimerar porositet i det slutgiltiga produkten, vilket resulterar i komponenter med överlägsna mekaniska egenskaper och strukturell integritet. Enligt Mordor Intelligence är squeeze-direstöpning särskilt effektiv för att tillverka högdensitetsdelar som aluminiumchassin, vilka kombinerar hållfasthet och låg vikt. Dessa innovationer gör att direstöpta delar kan användas i ännu fler säkerhetskritiska applikationer som tidigare varit domänen för tyngre smidda eller bearbetade komponenter.
Dessutom omstöter konceptet med integrerad tryckgjutning fordonets arkitektur. Utvecklat av företag som Tesla med dess "Giga Press", använder denna metod enorma tryckgjutningsmaskiner för att tillverka mycket stora enhetliga komponenter, såsom hela främre eller bakre underredet på ett fordon. Detta slår ihop tiotals eller till och med hundratals mindre stansade och svetsade delar till en enda. Fördelarna inkluderar kraftigt förenklade monteringslinjer, minskade tillverkningskostnader, lägre fordonsvikt och förbättrad strukturell styvhet. Denna trend mot storskalig integration representerar en paradigmförskjutning inom bilindustrins tillverkning och kommer sannolikt att antas mer allmänt inom branschen.
Framåt sett kommer framtiden för tryckgjutning inom bilindustrin präglas av den fortsatta utvecklingen av avancerade legeringar, integrationen av smart tillverkning (Industri 4.0) för realtidsprocessstyrning samt en ökad fokus på hållbarhet genom återvinning och energieffektiva processer. Dessa trender säkerställer att tryckgjutning kommer att förbli en central teknik för byggandet av nästa generation effektiva, högpresterande och hållbara fordon.

Vägen framåt för strukturella komponenter i bilindustrin
Sammanfattningsvis är tryckgjutning inom bilindustrin för chassikomponenter mycket mer än en enkel tillverkningsteknik; det är en grundläggande teknologi som möjliggör kärnmålen för den moderna bilindustrin. Genom att underlätta tillverkning av lättviktiga, starka och komplexa delar i stor skala bidrar den direkt till förbättrad fordonsprestation, ökad bränsleeffektivitet och större designfrihet. Möjligheten att kombinera flera delar till en enda sammanhängande struktur förenklar inte bara tillverkningen utan resulterar också i ett starkare och mer pålitligt fordon från grunden och upp.
Den kontinuerliga innovationen inom material, från aluminium till magnesium, och framsteg inom processer som högvakuum och integrerad tryckgjutning visar branschens engagemang för att utmana gränserna. Enligt marknadstrender kommer efterfrågan på dessa tekniker att öka, särskilt med den globala övergången till elfordon. För fordonsingenjörer och konstruktörer är det avgörande att behärska principerna för tryckgjutning för att kunna utveckla nästa generations fordon – säkrare, effektivare och mer hållbara än någonsin tidigare. Framtidens fordonschassiskonstruktion är oupplösligt kopplad till utvecklingen av denna kraftfulla process.
Vanliga frågor
1. Vad är komponenterna i tryckgjutning?
De främsta komponenterna i tryckgjutningsprocessen inkluderar tryckgjutningsmaskinen (antingen hett-kammare eller kall-kammare), den tvådelade stålmallen eller gjutformen, samt smält metalllegering. De vanligaste legeringarna för tryckgjutning är typiskt sett ej-järnhaltiga metaller såsom zink, aluminium och magnesium, vilket noteras i Wikipedias översikt . Processen kräver också smörjmedel för att underlätta utkastning av delar och kontrollera verktygstemperaturen.
2. Vilka bilkomponenter tillverkas genom gjutning?
En mängd olika bilkomponenter tillverkas med gjutningsprocesser. Tryckgjutning används särskilt för komponenter som kräver precision och komplexitet, såsom motorblock, växellådsgehäus, upphängningsfästen, styrledstångar och olika kåpor för elektronik och sensorer. Andra gjutmetoder används för delar som kolvar, medan ventillock ofta tillverkas med tryckgjutning.
3. Vilka är de viktigaste komponenterna i en bils chassis?
En bils chassis är fordonets grundläggande stomme. De viktigaste komponenterna inkluderar vanligtvis huvudramen, upphängningssystemet (inklusive tvärarmar, ledskårar och chockabsorberare), styrssystemet och bromssystemet. Allt fler av dessa strukturella och upphängningskomponenter tillverkas idag med avancerade tryckgjuttekniker för att minska vikten och förbättra styvheten.