 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Datablad för aluminiumlegering 7075: Egenskaper, tillstånd, användningsområden

Kort introduktion till aluminiumlegering 7075
Har du någonsin undrat över varför vissa av världens mest krävande konstruktioner – från flygplan till tävlingscyklar – är beroende av en viss typ av aluminium? Där kommer aluminiumlegering 7075 in i bilden. Om du är ny på området med högpresterande metaller, eller helt enkelt vill förstå vad som skiljer denna legering från andra, är du här på rätt plats.
Vad är aluminiumlegering 7075?
7075-aluminium är en varmvalsad legering som huvudsakligen består av aluminium, zink, magnesium och koppar. Denna unika blandning ger den en anmärkningsvärd kombination av hög hållfasthet och låg vikt, vilket gör den till ett standardsortiment i applikationer där varje uns och varje pund kraft spelar roll. Som medlem i 7000-serien av aluminium – ofta kallad ”zinkgraderna” – är 7075 en av de hårdaste och starkaste kommersiella aluminiumgraderna som finns på marknaden idag.
Varför 7075 kallas luftfartsaluminium
När du hör termer som " 7075 flygaluminium " eller "flygaluminium", är det eftersom denna legering har en lång historia inom flygteknik. Föreställ dig flygplanens vingar, flygplanskropp och landningsställ – komponenter som måste vara både exceptionellt starka och så lätta som möjligt. 7075-legeringen uppfyller detta perfekt, eftersom den erbjuder ett av de högsta förhållandena mellan styrka och vikt bland alla aluminiumlegeringar. Dess användning i Mitsubishi A6M Zero-jaktplanet under andra världskriget var en stor förändring, och än idag är det ett populärt val för moderna flygplan, militära fordon och högpresterande sportutrustning [Wikipedia] .
Var 7075 passar in i 7000-serien
Inom 7000-serien sticker 7075 ut på grund av sina utmärkta mekaniska egenskaper. Även om alla legeringar i 7000-serien är kända för sin styrka, är 7075 den mest använda och erkända. Jämfört med andra aluminiumfamiljer, såsom 5000- eller 6000-serien, erbjuder 7075:
- Överlägsen styrka och motståndskraft mot trötthet
- Betydande viktförluster för strukturkomponenter
- Bra bearbetbarhet för exakta, komplexa delar
- Dimensionell stabilitet efter spänningsrelaxeringsbehandlingar
Det är dock viktigt att notera att 7075-legering saknar viss korrosionsbeständighet och svetsbarhet för att uppnå sin styrka. Därför anger ingenjörer ofta skyddande beläggningar eller anodisering när 7075 används i hårda miljöer.
Varför ingenjörer väljer 7075 – och där det är bäst
Varför väljer ingenjörer 7075 framför andra alternativ? Kort sagt handlar det om att maximera prestanda där styrka, utmattningslivslängd och viktförluster är avgörande. Du kommer att märka 7075 i allt från aluminiumflygplansvingpar till cykelramar, racerbilsdelar och till och med precisionsskyddsdelskomponenter. Dess förmåga att behålla styrka under cyklisk belastning gör den idealisk för delar som utsätts för upprepade spänningar, såsom fjädringsarmar eller klättringsutrustning.
Auktoritativa egenskapsvärden och toleranser för 7075 dokumenteras i standarder som ASTM B209/B221 och AMS-QQ-A-250/12. För konstruktionskritiska data bör ingenjörer rådfråga källor såsom ASM Handbooks och MMPDS. En viktig princip att komma ihåg: humör (såsom T6, T73, T651) påverkar legeringens mekaniska egenskaper kraftigt, så anpassa alltid mognadstillståndet till ansökan.
7075 väljs när toppstyrka är viktigare än formbarhet och svetsbarhet – vilket gör den till grunden i högpresterande, viktselektiva konstruktioner.
Sammanfattningsvis, 7075 aluminiumlegering är materialvalet för avancerad konstruktion där styrka, utmattningsmotstånd och dimensionell stabilitet är mest viktigt. Om du konstruerar för luftfart, motorsport eller avancerad sportutrustning, så är detta legeringen som sätter standard för prestanda.

Sammansättning och fällningshärdning i 7075 aluminium
7075 legeringssammansättning och nyckelfaser
Har du någonsin undrat vad som ger 7075-aluminium dess rykte om hög hållfasthet och tillförlitlighet? Svaret ligger i dess noggrant balanserade kemiska sammansättning och de mikroskopiska förändringar som sker under värmebehandling. När du tittar på 7075-aluminiums sammansättning så finner du att det är en klassisk Al-Zn-Mg-Cu-legering. Var och en av dessa element spelar en unik roll för legeringens prestanda, och även små förändringar kan ha stor påverkan på hållfasthet, korrosionsbeständighet och seghet.
| Element | Typisk roll i 7075-legeringssammansättning |
|---|---|
| Zink (Zn) | Huvudsaklig förstärkning; bildar härdningsutfällningar när den kombineras med Mg |
| Magnesium (Mg) | Arbetar tillsammans med Zn för att möjliggöra utfällningshärdning; förbättrar hållfasthet och seghet |
| Koppar (Cu) | Ökar ytterligare hållfastheten; påverkar också motståndet mot spänningskorrosionssprickning (SCC) |
| Aluminium (Al) | Primär grundmetall; ger låg densitet och god ledningsförmåga |
Exakta gränser för sammansättning anges i standarder som ASTM B209/B221 och kan hittas i leverantörens datablad. För de flesta al 7075-sammansättning , zink ligger vanligtvis på cirka 5,1–6,1 %, magnesium 2,1–2,9 % och koppar 1,2–2,0 % i viktprocent, resten utgörs av aluminium. Spårelement som krom och silikon finns också i små mängder för att finjustera kornstruktur och korrosionsbeständighet.
Utförande av utskiljningshärdning enkelt förklarat
Låter komplext? Låt oss förklara. Den riktiga magin i 7075 legeringssammansättning kommer från hur dessa element samverkar under värmebehandling – en process som kallas utskiljningshärdning eller åldershärdning. Så här fungerar det:
- Legeringen värms först till en hög temperatur, vilket löser upp Zn, Mg och Cu i aluminiummatrisen (lösningsvärmebehandling).
- Därefter kyls den snabbt ned (avkylda), vilket fångar in atomerna på plats och skapar en mättad solid lösning.
- Slutligen värms legeringen upp igen till en lägre temperatur (åldrande), vilket får små, hårda partiklar (utfällningar) att bildas och blockera dislokationsrörelse – det är detta som kraftigt ökar hållfastheten.
I 7075 aluminiumlegering , de nyckelförstärkande utfällningarna är MgZn 2(eta-prime och eta-faser). När dessa partiklar är små och fint fördelade når legeringen sin maximala styrka, vilket ses i T6-åldertillståndet. Med tiden eller vid högre temperaturer växer utfällningarna större och grovare, vilket något minskar styrkan men förbättrar motståndet mot spänningskorrosionsbrott – detta är principen bakom T73 och liknande åldertillstånd [CSUN - Utfällningshärdning i 7075-aluminium] .
Hur åldertillstånd förändrar mikrostruktur
Föreställ dig att du zoomar in på ett stycke 7075-aluminium under ett mikroskop. I T6-tillståndet skulle du se ett fint, tätt nätverk av små utfällningar utspridda genom hela matrisen, som låser dislokationer på plats och maximerar styrkan. I överåldrade tillstånd som T73 är dessa utfällningar större och mer glest fördelade, vilket gör legeringen mindre stark men mer motståndskraftig mot vissa korrosions- och brottmekanismer [PMC] .
Men det finns mer. Sättet som legeringen bearbetas på – hur snabbt den kyls ner, huruvida den åldras och om den sträcks eller avlastas mekaniskt (som i -T651-legeringstillståndet) – påverkar alltihop kornstruktur, restspänningar och bearbetningsbeteende. Till exempel hjälper spänningsavlastningar att kontrollera deformation under precisionsbearbetning genom att stabilisera mikrostrukturen.
- Trötthet: Finfördelade utfällningar förbättrar motståndet mot cyklisk belastning, men grova utfällningar kan minska utmattningsskälet.
- Känslighet för notcher: 7075 är mer känsligt för notcher än mjukare legeringar, så därför krävs noggrann konstruktion i områden med hög belastning.
- Korrosionskänslighet: Förekomsten av koppar och mikrostrukturens art gör att 7075 är mindre motståndskraftig mot korrosion än legeringar i serie 5xxx eller 6xxx, särskilt i aggressiva miljöer.
Förståelsen av samspelet mellan 7075-aluminiums sammansättning , utfällningshärdning och val av temper är nyckeln till att uppnå bästa prestanda i din design. Därefter kommer vi att undersöka hur dessa mikrostrukturförändringar översätts till de faktiska mekaniska egenskaper du kan förvänta dig från 7075 i olika tempers.
Egenskaper och Tempers strukturerade för ingenjörer
När du väljer ett material för en kritisk komponent tittar du inte bara på namnet – du tittar på siffrorna. Hur starkt är det? Hur mycket kommer det att böja? Kan det ta skador över tid? I detta avsnitt kommer vi att gå igenom de väsentliga 7075 aluminiumegenskaper efter temper, så att du kan anpassa dina designbehov till rätt version av denna högfasthetslegering.
Mekaniska egenskaper per temper
Föreställ dig att du ska ange en komponent för en tillämpning inom flygindustrin eller motorsport. Behöver du maximal hållfasthet eller är långsiktig hållbarhet i en tuff miljö viktigare? Där spelar förståelsen av olika tillstånd — som T6, T651, T73 och T7351 — en avgörande roll. Varje tillstånd justerar legeringens mikrostruktur och därmed dess mekaniska egenskaper.
| Humör | Draghållfasthet (MPa | psi) | Proportionalitet gräns (MPa | psi) | Förslängning (%) | Elasticitetsmodul (GPa | ksi) | Densitet (g/cm 3| lb/in 3) |
|---|---|---|---|---|---|
| 7075-T6 | 570 | 83 000 | 500 | 73 000 | 5–11 | 71,7 | 10 400 | 2,81 | 0,102 |
| 7075-T651 | 570 | 83 000 | 500 | 73 000 | 3–9 | 71,7 | 10 400 | 2,81 | 0,102 |
| 7075-t73 | 505 | 73,200 | 435 | 63,100 | 13 | 72,0 | 10,400 | 2,81 | 0,102 |
| 7075-t7351 | 505 | 73,200 | 435 | 63,100 | 13 | 72,0 | 10,400 | 2,81 | 0,102 |
Som du kan se, 7075 t6 aluminiumlegenskaper handlar alla om maximal hållfasthet, medan T73- och T7351-mjukheterna offrar lite hållfasthet för bättre motstånd mot spänningskorrosionsbrott. Den densiteten hos 7075 aluminium är konsekvent mellan olika tillstånd vid cirka 2,81 g/cm 3, vilket är en avgörande anledning till dess användning i viktkänsliga konstruktioner.
Information om elasticitet och hårdhet
Hur är det med styvhet och ytans slitstyrka? Elasticitetsmodulen (E) för 7075 är cirka 71,7 GPa (10 400 ksi) i alla tillstånd, vilket innebär att legeringen motstår böjning och töjning under belastning. För 7075 aluminiums hårdhet är tillstånden T6 och T651 vanligtvis hårdare än T73/T7351, även om exakta värden beror på bearbetning och tjocklek. Denna hårdhet innebär god slitstyrka, vilket gör 7075 lämplig för växlar, axlar och andra komponenter som utsätts för hög belastning.
Tjocklekens påverkan på tillåtna värden
Har du märkt att tjockare plåtar ibland har något lägre hållfasthet än tunna plåtar? Det gäller även för 7075. De mekaniska egenskaper som anges ovan är typiska för standardtjocklekar, men när plåten eller extrusionen blir tjockare kan du se en måttlig minskning av både brottgräns och sträckgräns, samt töjning. Detta beror på långsammare kylhastigheter och mikrostrukturmiljöer under värmebehandling. Rådfråga alltid konstruktionsstandarder eller leverantörsdata för den specifika tjocklek du planerar att använda.
| Egenskap | Konstruktionsövervägande |
|---|---|
| Utmattningshållfasthet | Hög i T6/T651, men lägre i T73/T7351; ytfinish och spänningskoncentrationer har stora effekter |
| Frakturhårdhet | Förbättrad i T73/T7351; T6 är mer känslig för håligheter och mindre förlåtande vid påverkan eller sprickutbredning |
Val av temperering är en avvägning mellan topphållfasthet (T6) och spänningskorrosionsprestanda (T73/T7351).
Sammanfattningsvis, när du arbetar med 7075-egenskaper , handlar det om att hitta rätt värmebehandling för din applikation. Om du behöver den högsta möjliga styrka och är villig att hantera korrosionsskydd är T6 och T651 de bästa valen. För miljöer där spänningskorrosion är en risk erbjuder T73 och T7351 en säkrare balans. I nästa steg kommer vi att jämföra hur 7075 står sig mot en annan populär högfast aluminium: 6061.

Hur man väljer rätt legering för sin applikation
När man ska välja 7075 istället för 6061
Om du står inför ett konstruktionsbeslut mellan 7075 och 6061 aluminium är den första frågan att ställa: vad är viktigast – maximal styrka eller allsidkunskap? Föreställ dig att du konstruerar en lättviktig flygplansdel eller en högpresterande racerkomponent. I dessa fall, 7075 Aluminium utmerker sig genom en exceptionell hållfasthetsvikt, vilket gör den till det första valet för kritiska bärande konstruktioner där varje uns räknas. Om din tillämpning däremot innebär komplexa former, frekvent svetsning eller ett behov av hög korrosionsbeständighet, 6061 Aluminium är ofta ett smartare val på grund av dess bredare funktionalitet och enklare tillverkning.
| Egenskap | 7075 Aluminium | 6061 Aluminium |
|---|---|---|
| Hållfasthet (T6-legeringstillstånd) | Mycket hög (draghållfastheten är nästan dubbelt så hög som hos 6061-T6; brottgränsen är också mycket högre) | Bra, men lägre än 7075; ändå tillräcklig för de flesta allmänna användningsområden |
| Svetsbarhet | Dålig (benägen till sprickbildning, rekommenderas inte för kritiska svetsar) | Utmärkt (används ofta för svetsade konstruktioner) |
| Formbarhet | Begränsad, särskilt i T6-tillstånd; kan förbättras i glödgat tillstånd | Utmärkt; lätt att forma och pressa ut |
| Korrosionsbeständighet | Måttlig; kräver skydd i hårda miljöer | Bra; bildar naturligt skyddande oxidlager |
| Anodiseringsrespons | Bra, men hög zink kan orsaka färgvariationer | Utmärkt; klar och enhetlig yta |
| Densitet (g/cm 3) | 2.81 | 2.70 |
| Kosta | Högre (på grund av legering och bearbetning) | Lägre (allmänt tillgänglig och lätt att bearbeta) |
| Typiska Tillämpningar | Aerospace, försvar, högpresterande sport, kritiska strukturdelar | Allmänna strukturdelar, bilindustri, marina tillämpningar, elektronik, svetsade konstruktioner |
Bearbetbarhet, formbarhet och kostnadsskillnader
När det gäller bearbetning, 6061 aluminium mot 7075 aluminium visar en tydlig skillnad. 6061 är lättare och mer förlåtande vid fräsning, svarvning och borrning, vilket gör den idealisk för prototyper eller produkter med tajta toleranser och komplexa former. 7075 bearbetas bra men är hårdare och kan orsaka mer verktygs slitage – något att tänka på vid stora serier. Om du behöver böja, dra eller forma dina komponenter kommer 6061:s överlägsna formbarhet att spara tid och minska risken för sprickor. Kostnad är en annan avgörande faktor: 7075:s premiumprestanda kommer med ett högre pris, medan 6061 i allmänhet är mer kostnadseffektiv för storskaliga eller budgetkänsliga projekt.
Korrosions- och svetsbarhetsegenskaper
Föreställ dig att din komponent kommer att utsättas för saltvatten eller industriella kemikalier. 6061 är här tydligt överlägsen, tack vare sin förmåga att bilda ett stabilt, skyddande oxidlager. För sammanfogade konstruktioner är 6061:s fogbarhet oslagbar, vilket gör den till det första valet för ramkonstruktioner, rörledningar och marina strukturer. 7075 är även den stark, men mer mottaglig för korrosion (särskilt i saltvatten) och inte att föredra i de flesta svetsapplikationer på grund av sin benägenhet att spricka. Skyddande beläggningar eller anodisering krävs ofta om du väljer 7075 för en korrosiv miljö. Båda legeringarna anpassar sig väl för anodisering, men 6061 erbjuder en mer förutsägbar och enhetlig yta, medan 7075 kan visa färgvariationer på grund av sitt högre zinkinnehåll.
6061 T6 Aluminium mot 7075: Exempel på användningsområden
- 7075 Aluminium: Vingeunderstöd i flygplan, landningsställ, delar till missiler och försvarsutrustning, högpresterande cykelramar, formelbilars fjäderben och precisionverktyg.
- 6061 Aluminium: Marinfittings, bilsunderställ, lastbilsramar, cykelramar, elektronikhöljen, svetsade strukturdelar och allmän maskindelar.
När du väljer mellan 6061 t6 aluminium och 7075 låter du ansökan krav - styrka, korrosionsmotstånd, formbarhet och kostnad - styra ditt beslut. För trötthetskritiska eller korrosiva miljöer, och där svetsning krävs, vinner 6061 ofta. För den högsta styrka-viktkvoten i kompakta, högbelastningsdesign är 7075 oslagbar.
I slutändan beror den rätta legeringen på dina prioriteringar. Om du behöver balansera vikt, kostnad och korrosionsmotstånd är 6061 ett mångsidigt och tillförlitligt val. Om obeveklig styrka är den viktigaste prioriteringen, och du kan hantera de extra tillverkningskraven, levererar 7075 exceptionell prestanda. Därefter tittar vi på hur 7075 aluminiums korrosionsbeteende och skydd strategier ytterligare kan påverka dina designval.
Korrosionsbeteende och ytbeskydd för 7075
När du specifierar aluminiumlegering 7075 för en krävande applikation får du världsklass-styrka – men hur är det med dess förmåga att tåla hårda miljöer? Oavsett om du konstruerar för marina, industriella eller hög fuktighet miljöer är det avgörande att förstå korrosionsrisker och skyddande strategier. Låt oss gå igenom det du behöver veta för att behålla din 7075-delas prestanda på bästa möjliga sätt.
Korrosionsrisker i marina och industriella atmosfärer
Föreställ dig att din komponent utsätts för saltluft, isbrytningsmedel eller industriella gaser. Även om 7075 är en kraftfull legering för strukturella belastningar är den inte lika korrosionsbeständig som vissa andra aluminiumlegeringar. Närvaron av koppar och zink, som just är avgörande för dess styrka, gör den mer sårbar för generell korrosion och särskilt för spänningskorrosionssprickning (SCC) – en typ av angrepp som kan leda till plötsliga, oförutsedda skador under långvariga belastningar.
Till exempel är 7075 särskilt mottaglig för spänningskorrosionsantal (SCC) i T6-legeringstillståndet, vilket dokumenterats i luftfarts- och transportfelfall. Forskning visar att SCC kan uppstå i miljöer med så lite som 0,5 % natriumklorid (NaCl) och både i neutralt och surt pH, särskilt när legeringen är under spänning. Punktformig korrosion observeras också, och risken ökar med högre mekaniska belastningar och mer aggressiva atmosfärer. I sura förhållanden kan jämn korrosion bli mer dominerande och orsaka omfattande ytskador [SAE International] .
Val av eloxering och beläggningar för 7075
Hur skyddar man då 7075 – och särskilt legeringstillstånd som 7075 t73 eller 7075 t7351 – från korrosion? Svaret är en smart kombination av ytbehandlingar och beläggningar, anpassade till din miljö:
-
Marina/Strandnära (Saltnebel, hög fuktighet):
- Välj Typ III hårdanodisering (svavelsyraprocess) för maximal tjocklek och nötning motstånd. Detta skapar ett tätt oxidlager som betydligt förbättrar korrosionsbeständighet och slitstyrka. Flerstegsanodisering kan ytterligare öka hårdhet, tjocklek och ytjämnhet, vilket gör det lämpligt för storskalig tillverkning [ScienceDirect] .
- Täta alltid anodiserade ytor med varmt vatten eller nickelacetat för att stänga porer och förhindra fukttillträde.
- Överväg en kromat- eller ockräftkonverteringsbeläggning som grundfärg innan målning för ytterligare kemisk skydd.
-
Avfrostningssalter (transport/infrastruktur):
- Använd typ II svavelsyraanodisering för måttlig skydd, men kombinera med högkvalitativ färg eller pulverlack för bästa resultat.
- Se till att alla kanter och hål är ordentligt belagda, eftersom dessa är vanliga startplatser för korrosion.
-
Industriella föroreningar (syriga/alkaliska ångor):
- Använd en robust grundfärg (kromat eller ockräfthaltig) följt av en kemikaliebeständig täckfärg. Lokala regler kan kräva användning av ockräfthaltiga alternativ.
- Regelbundna inspektioner och underhåll är avgörande, eftersom industriella atmosfärer kan påskynda nedbrytningen av beläggningar.
-
Allmänt utomhusbruk:
- För dekorativt eller lätt skydd räcker typ II anodisering, men ange alltid tätning för att maximera hållbarheten.
Testmetoder som bekräftar skyddet
Hur vet du att din skyddsstrategi fungerar? Standardiserade testmetoder hjälper dig att verifiera effektiviteten hos beläggningar och behandlingar:
- ASTM B117 Saltnebelsprov: Simulerar maritima och kustnära påverkan för att utvärdera beläggningens prestanda.
- ASTM G85 Cyklisk korrosionsprov: Upprepar våt/torr-cykler för att efterlikna verkliga industriella och maritima förhållanden.
- ASTM G47 SCC-känlighetstest: Mäter särskilt legeringens motståndskraft mot spänningskorrosionsbrott under kontrollerade förhållanden.
För kritiska applikationer bör du alltid begära laboratorie- eller leverantörsdata om dessa tester, särskilt för komponenter i 7075-t73 eller 7075-t7351 glödgningstillstånd, som är optimerade för förbättrad motståndskraft mot SCC jämfört med T6.
I aggressiva miljöer bestämmer val av glödgningstillstånd och beläggningar tillsammans hållbarheten. Rätt kombination kan göra 7075 till en pålitlig prestandalegering även där korrosionsriskerna är höga.
Redo att ange ytbehandlingar för dina 7075-legeringsdelar? Därefter går vi igenom grunderna i värmebehandling och omvandling av glödgningstillstånd, så att du kan anpassa både hållfasthet och korrosionsmotstånd efter din applikations behov.

Grundläggande om värmebehandling och omvandling av glödgningstillstånd
Har du någonsin undrat vad som omvandlar standard 7075-legeringen till det högpresterande material som kallas aluminium 7075-T6 ? Svaret ligger i noggrant kontrollerade värmbehandlings- och malmningsprocesser. Dessa steg omvandlar råvaran till en ingenjörsstark kraftverk – vilket ger dig flexibilitet att anpassa styrka, seghet och korrosionsmotstånd efter dina specifika behov. Låt oss gå igenom hur det fungerar, varför det är viktigt och vad man bör tänka på under varje steg.
Lösning värmbehandling och avsvalpning Översikt
Föreställ dig att du förbereder en batch av t6 7075 aluminium för en flygkomponent. Processen börjar med lösningsglödgning värmebehandling av legeringen, där den upphettas till en exakt temperatur (vanligtvis över 500°C) för att lösa upp zink, magnesium och koppar i aluminiummatrisen. Detta steg skapar en enhetlig, översättad fast lösning som förbereder för hög hållfasthet.
- Lösning värmbehandling: Hetta upp legeringen till en hög temperatur för att lösa upp legeringsämnen och homogenisera mikrostrukturen.
- Härdbarhet: Kyl snabbt (vanligtvis i vatten) för att "frysa" legeringselementen på plats, förhindra tidig utfällning och maximera framtida hållfasthetspotential.
- Valfri kallbearbetning eller sträckning: Vissa produkter som 7075 t651 plåt, kontrollerad sträckning efter släckning minskar restspänningar och förbättrar dimensionell stabilitet.
- Konstgjord åldring (måttlig upphettning): Heta upp igen vid en lägre temperatur för att tillåta kontrollerad utfällning av förstärkande partiklar – detta definierar den slutgiltiga hårdheten.
Låter det enkelt? I verkligheten måste varje steg vara noggrant kontrollerat. Till exempel kan för snabb härdning orsaka deformation, medan för långsam härdning kan minska hållfasthet och korrosionsmotstånd [Värmebehandling] . Den amerikanska standarden AMS 2772 refereras ofta för värmebehandlingscykler av flyggrader, och det är avgörande att följa leverantörens rekommendationer för att få konsekventa resultat.
Konstgjord åldring till T6 och Överåldring till T73
När kvävning är klar är nästa steg konstgjord åldring . För aluminium 7075-T6 (och den nästan identiska al 7075 t6 ), legeringen värms upp igen till en måttlig temperatur (vanligtvis 150–200°C) i flera timmar. Denna kontrollerade åldring bildar fina, hårda utfällningar – främst MgZn 2– som kraftigt ökar styrka och hårdhet. Resultatet? En av de högsta styrka-till-vikt-kvoterna bland kommersiella aluminiumlegeringar.
Men vad händer om du behöver bättre motstånd mot spänningskorrosions-sprickbildning (SCC) snarare än bara maximal styrka? Där kommer överåldring in i bilden. Genom att förlänga åldringsprocessen (och skapa varmformer som T73 eller T7351) växer utfällningarna större och mer utspridda. Detta minskar något styrkan men ökar kraftigt SCC-motståndet och seghet. Kompromissen är avgörande för applikationer som marina delar eller kritiska flygdelar, där hållbarhet under påfrestande förhållanden är lika viktig som rå styrka.
| Humör | Typiskt bruk | Huvudmål | Kompromisser |
|---|---|---|---|
| 7075-T6 | Flygplansstrukturer, delar utsatta för hög belastning | Högsta dragstyrka, hårdhet | Lägre SCC-motstånd, minskad duktilitet |
| 7075-T651 | Precisionsplåt, maskinbearbetade komponenter | Styrka + dimensionell stabilitet | Lätt minskning av brottförlängning |
| 7075-t73 | Marin, flyg- och rymdindustrin, kryogen teknik | Förbättrat SCC-motstånd, seghet | Lägre brottgräns |
| 7075-t7351 | Kritiska luftfarts-, trötthetsbenägna delar | Bäst SCC-resistens + stabilitet | Lägsta hållfasthet bland dessa legeringstyper |
Spänningsrelaxering och formstabilitetskontroll
Har du någonsin bearbetat en stor aluminiumplatta bara för att upptäcka att den kroknar efter skärning? Då blir steg som spänningsrelaxering – såsom stretching eller kontrollerat kallarbete – avgörande. Legeringstyper som 7075 t651 tillverkas genom att plattan sträcks efter släckning, vilket minskar inre spänningar och förbättrar formstabiliteten under bearbetning. Detta är särskilt viktigt för tjocka plattor eller komplexa former, där restspänningar från värmebehandling eller tidigare bearbetning kan orsaka oförutsedd deformation.
Att hantera deformation handlar inte bara om värmebehandlingscykeln. Hur delarna placeras i ugnen vid upphettning och släckning, upphettning/kylningshastigheten och till och med användning av under-noll-lagring innan rättning kan alla påverka det slutgiltiga formen. För bästa resultat ska alltid beprövade standardmetoder följas, och man bör överväga en spänningsrelaxeringscykel efter större bearbetningssteg.
- Känslighet för snabbkylning: Tjockare sektioner eller komplexa former kan kräva långsammare släckningshastigheter eller särskilda släckningsmedier för att minimera vridning.
- Hantering av restspänningar: Sträckning, rätsning eller mellanliggande värmebehandling för spänningsrelaxering kan hjälpa till att behålla delarnas mått.
- Dimensionell stabilitet: Särskilt viktigt för legering 7075 t6 i precisionsanvändning inom luftfart eller verktygstillämpningar.
Så här kontrollerar du resultatet av värmebehandlingen
Hur vet du att dina al 7075 t6 delar har behandlats korrekt? För kritiska tillämpningar används ofta hårdhets- och ledningsförmågemätningar för att kontrollera att rätt temper har uppnåtts. Dessa kontroller hjälper till att säkerställa att du får den prestanda du förväntar dig – utan överraskningar under drift eller bearbetning. Referera alltid till AMS- eller ASTM-standarder för acceptanskriterier och undvik att lita på osäkra parametrar.
Att välja rätt värmebehandlingscykel för 7075 handlar inte bara om hållfasthet – det handlar om att balansera hållbarhet, bearbetbarhet och dimensionell precision för din unika applikation.
Att förstå grunderna i värmebehandling och tempertillverkning ger dig möjlighet att låsa upp den fulla prestandan hos 7075-aluminium. Därefter kommer vi att utforska bästa praxis för sammanfogning och svetsning för att säkerställa att dina högfasthetskomponenter förblir tillförlitliga under hela sin livslängd.
Svetsnings- och sammanfogningsval som passar 7075
Föreställ dig att du har konstruerat en högfast, lättviktsdel av aluminiumlegering 7075 – och nu måste du foga den till något annat. Låter enkelt? Inte riktigt. Även om 7075 erbjuder utmärkta mekaniska egenskaper kräver dess svets- och sammanfogningsegenskaper eftertanke. Låt oss gå igenom bästa praxis, risker och alternativ så att dina konstruktioner fungerar som tänkt på lång sikt.
Gränser för fusionsvetsning och säkrare alternativ
Tänker du på att svetsa 7075-aluminium? Här kommer baksidan: konventionella smältväxlingsmetoder, såsom TIG-, MIG- eller ljusbågsvetsning, är i allmänhet rekommenderas inte för kritiska strukturapplikationer med 7075. Varför? Det höga zink- och kopparinnehållet som ger legeringen dess hållfasthet gör den också mottaglig för hotsprickor, porositet och betydande förlust av mekaniska egenskaper i värmepåverkanszonen. Därför misslyckas fogarna ofta med att uppnå ens en bråkdel av den ursprungliga 7075-t6 sträckgränsen.
Om smältväxling inte går att undvika – kanske för en icke-kritisk reparation – kan vissa tillsatsstrådar användas, men dessa fogar måste genomgå en noggrann procedurkvalifikation och, om möjligt, värmebehandling efter svetsning. Ändå bör du förvänta dig att den svetsade zonen har en betydligt lägre 7075-t6 sträckgräns jämfört med grundmaterialet. För de flesta konstruktionskritiska delar är det bättre att söka alternativa sammanfogningsmetoder.
Rörfräsningssvetsning, Mekanisk fästning och Limning
Så, vilka är dina alternativ om du behöver sammanfoga 7075-komponenter? Två tillvägagångssätt sticker ut:
- Omrörningsplatsning (FSW): Till skillnad från ljusbågemetoder är FSW en fasttillståndsmetod som undviker att smälta grundmaterialet. Detta minskar betydligt risken för varmsprickor och uppnår högre ledförstärkning och seghet. Studier visar att FSW kan producera leder med draghållfasthet och sträckgräns som ligger mycket närmare föräldra-7075-t6 sträckgräns, särskilt när eftervärmebehandling används [ResearchGate] .
- Mekanisk fästning: Nitar, bultar och skruvar är fortfarande det vanligaste valet för många luftfarts- och strukturapplikationer. De undviker metallurgiska utmaningar med svetsning och gör det möjligt att enkelt inspektera, underhålla och byta ut delar. Rätt leddesign – såsom lastvägsjustering och spänningsfördelning – kan hjälpa till att behålla den totala konstruktionens hållfasthet.
- Strukturell limning: Högpresterande lim kan användas med 7075, förutsatt att ytor är noggrant rengjorda och förberedda. Limning kombineras ofta med mekaniska fästelement för dubbel säkerhet, särskilt i konstruktioner som utsätts för utmattning eller där säkerhet är kritisk.
När du väljer någon av dessa metoder bör du alltid följa etablerade industristandarder och validera din leddesign genom lämplig testning, särskilt om höga cykliska belastningar eller vibrationer förväntas.
Design för leder under utmattning
Sammanfogning av 7075 handlar inte bara om att hålla saker ihop – det handlar om att säkerställa långsiktig tillförlitlighet under verkliga förhållanden. Föreställ dig en cykelram eller en flygplansbjälke: dessa delar utsätts för tusentals, ibland miljoner, belastningscykler. Dålig leddesign eller felaktig sammanfogning kan bli den svaga länken, vilket leder till tidig förstörelse långt innan basmaterialets 7075-t6 sträckgräns nås.
- Justera kraftlinjer: Leda krafter längs fästelementens eller svetsarnas axel för att minimera böjning och skjuvning.
- Undvik skarpa håligheter: Jämna ut övergångar och hörn för att minska spänningskoncentrationer, vilket är vanliga platser för utmattningsbrott.
- Klamra för att styra ojämnhet: Använd rätt klamringsmetod under monteringen för att förhindra rörelse och minska restspänningar.
- Korrosionsskydd efter montering: Använd tätningsmedel eller beläggningar för att skydda fogar från fukt och galvanisk attack, särskilt när olika metaller är inblandade.
Utmattningsprovning rekommenderas starkt för nya fogdesigner, särskilt när konstruktionen kommer att utsättas för upprepade eller varierande belastningar. Även om grundmaterialet har en hög sträckgräns som 7075-t6 är fogen ofta den begränsande faktorn för utmattningslivslängden.
Viktig slutsats: För aluminiumlegeringen 7075 är rätt fogningsmetod lika viktig som materialvalet. Smältsvetsning bör undvikas för kritiska konstruktioner; välj istället rörfrictionsvetsning, mekanisk fästning eller limning – och validera alltid din design med utmattnings- och kvalificeringsprovning.
Genom att förstå de unika 7075 aluminiumsvekselbarhet utmaningar och utnyttja beprövade alternativ, så säkerställer du att dina konstruktioner behåller den exceptionella 7075 aluminium draghållfasthet och tillförlitlighet som denna legering är känd för. Låt oss sedan titta på hur du kan skaffa och hantera 7075 råmaterial för effektiv tillverkning och långsiktig prestanda.
7075 Aluminiumplatta, platta, rör och profil
När du är redo att förvandla en höghållfast konstruktion till en verklig komponent, är nästa steg att skaffa rätt form av aluminiumlegering 7075 är nästa steg. Men hur ser det egentligen ut i praktiken? Låt oss gå igenom dina alternativ, vanliga ytbehandlingar och bästa metoder för hantering – samt ett tips på hur du kan effektivisera inköpet för krävande applikationer.
Vanliga råmaterialformer och ytbehandlingar
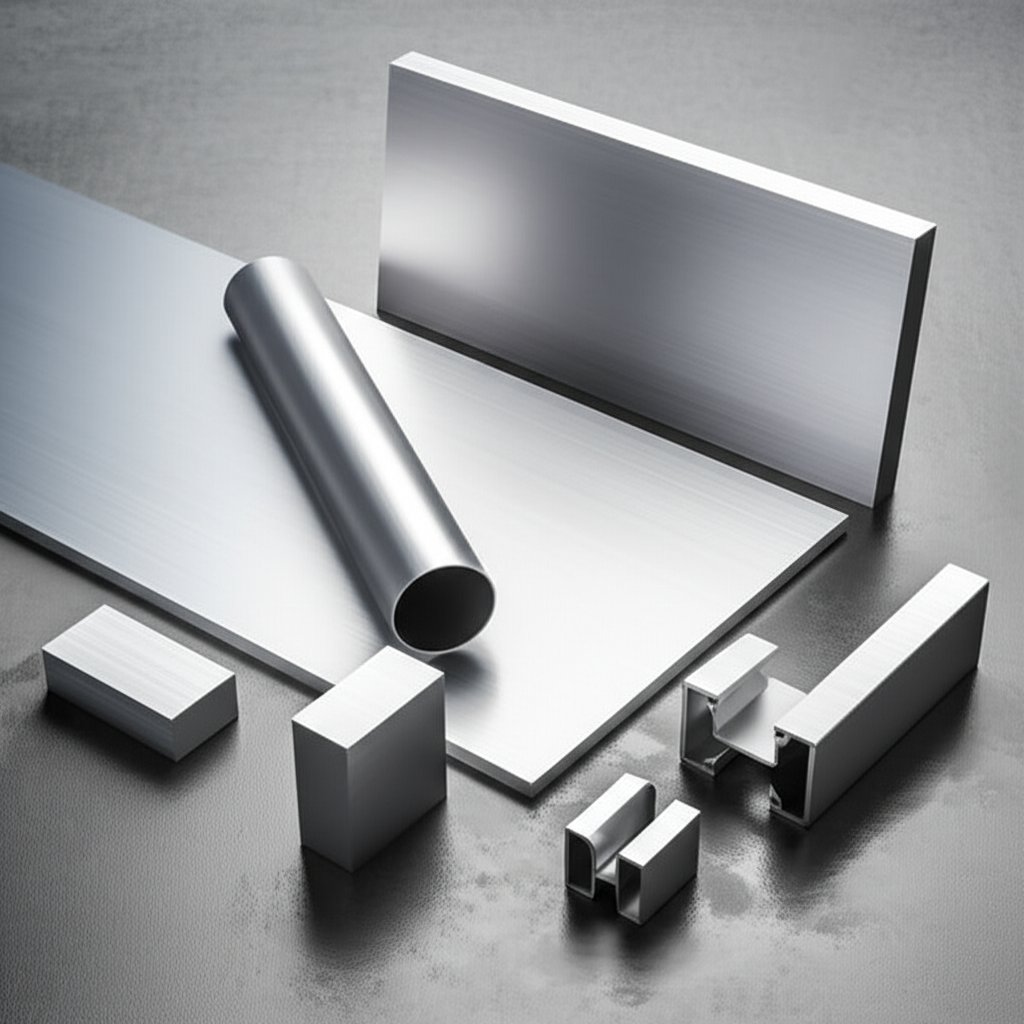
Föreställ dig att du ska konstruera en kritisk luftfarktsbyggnad, en lättviktig cykelram eller en precisionsautomotivdel. Den form av 7075 du väljer – plåt, platta, stång, rör eller anpassad extrusion – kommer att avgöra både din tillverkningsprocess och den färdiga komponentens prestanda. Här är en snabbreferenstabell som hjälper dig att navigera bland alternativen:
| Förteckning | Vanliga hårdgjutningar | Vanliga ytbehandlingar | Exempel på användningsfall |
|---|---|---|---|
| 7075 aluminium plåt | O, T6, T73 | Fabrik, eloxerad, målad | Flygplanskaross, paneler, lätta täckningar |
| Aluminium 7075 plåt | T6, T651, T73, T7351 | Fabrikstillstånd, eloxerad, pulverlackerad | Strukturdelar, verktyg, fixturer, höglastbaser |
| Stång (rund, kvadratisk, sexkantig) | T6, T6511, T73 | Gallring, anodiserad | Förband, axlar, mekaniska kopplingar |
| 7075-extrusion | T6, T6510, T6511, T73, T73511 | Fabrik, eloxerad, målad | Specialprofiler för luftfart, bilindustri, sportartiklar |
| 7075 aluminiumrör | O, T6, T6510, T6511, T73, T73511 | Gallring, anodiserad | Aluminiumrör 7075 för rammar, stöd, vätskeledning |
Exakta toleranser och tjocklekar anges ofta av standarder såsom ASTM B209 (plåt/platta) och ASTM B221 (extrusioner/rör), eller av leverantörskataloger. Till exempel erbjuder California Metal & Supply plattor, stavar och rör i 7075-T6 och 7075-T651 i olika diametrar och tjocklekar, med tajta toleranser för luftfarts- och precisionsapplikationer.
Extrusioner och rör för lätta konstruktioner
Varför välja 7075-extrusion eller 7075-rör ? Dessa former är grunden för lätta, högfasthetskonstruktioner. Till exempel används 7075 aluminium rörtillämpningar ofta inom luftfart, försvar och sportartiklar på grund av dess utmärkta förhållande mellan styrka och vikt samt motståndskraft mot utmattning. Anpassade 7075-extrusioner gör det möjligt att konstruera komplexa, viktsparende former – tänk dig t.ex. chassinjukar till bilar, cykelramar eller till och med robotarmar – samtidigt som baslegeringens integritet och prestanda bevaras.
Inom bilindustrin, där precision och tillförlitlighet är oumbärliga, kan det göra stor skillnad att köpa in från en integrerad leverantör. För projekt som kräver konstruerade profiler eller bilkomponenter i extruderad form bör du överväga att samarbeta med en specialist som Shaoyi Metal Parts Supplier. Som en ledande leverantör av andra delar av aluminium i Kina erbjuder Shaoyi tillverkning från början till slut – inklusive formutveckling, pressning, CNC-bearbetning och ytbehandling – specifikt för högfasthetslegeringar som 7075. Deras vertikalt integrerade process säkerställer kvalitetskontroll och spårbarhet från råvara till färdig komponent, vilket är avgörande för prestationssensitiva tillverkningsprojekt inom bil- och flygindustrin.
Bästa praxis för hantering och lagring
När du har säkrat din aluminium 7075 plåt , rör eller profil, är korrekt hantering och lagring avgörande för att bevara kvaliteten och förhindra kostsam ombearbetning. Här är en checklista för att hålla ditt material i toppskick från lagret till verkstaden:
- Förvara i torra, inomhusförhållanden borta från fukt och frätande kemikalier.
- Använd skyddande förpackning (plast, papper eller skum) för att förhindra repor och oxidation.
- Undvik direkt kontakt med olika metaller för att minska risken för galvanisk korrosion.
- Märk alla lager med legering och temper för att förhindra felhantering – särskilt viktigt för 7075:s olika tempers.
- Rotera lagerförådet regelbundet för att säkerställa att äldre varulager används först.
För stora eller långsiktiga projekt, samarbeta med leverantörer som kan tillhandahålla spårbarhetsintyg och batchregistreringar, och därmed säkerställa att varje 7075 aluminium plåt eller 7075 plåt uppfyller dina specifikationer och reglerkrav.
Viktigaste budskap: Att välja rätt form, ytbehandling och leverantör för din 7075-legering är lika viktigt som själva konstruktionen. Integrerade partners med expertis inom höghållfasta pressningar och konstruerade profiler kan effektivisera ditt projekt och säkerställa tillförlitlighet från råvara till färdigdel.
När ditt material är inköpt och skyddat är du redo att gå vidare till slutgiltiga konstruktionskontroller och granskning. Därefter avslutar vi med konkret vägledning för att specificera, inspektera och använda 7075-komponenter i krävande applikationer.
Konstruktionsråd för tillförlitliga 7075-komponenter
Hur säkerställer du att din aluminium 7075 design verkligen levererar i praktiken? Oavsett om du konstruerar en lättviktskomponent till luftfartsindustrin, en högspänd bilkomponent eller en hållfasthetskritisk sportdel, att få ut mesta möjliga av aluminiumlegering 7075 innebär mer än att bara välja rätt form och storlek. Det handlar om att förstå samspelet mellan temperering, skydd, fogning och inspektion – och göra val som håller för verkliga påfrestningar.
Konstruktionsvärden och säkerhetsfaktorer
När du anger 7075 aluminiumlegeringsegenskaper för kritiska komponenter, referera alltid till auktoritativa källor såsom MMPDS-handboken (Metallic Materials Properties Development and Standardization) för konstruktionsvärden. Dessa värden, som inkluderar tillåtna drag- och brottgräns för 7075-aluminium beroende på temper och tjocklek, är statistiskt baserade och tar hänsyn till materialets variabilitet, vilket säkerställer en konservativ grund för säker konstruktion [NASA Materials Data Handbook] . För strukturer som är kritiska för brott, rådfråga brudtoughness-data enligt orientering och tjocklek – tjockare sektioner eller lastning i vinkel kan kräva extra marginal. Om S–N (spännings-levdur) eller cracktillväxtkurvor är tillgängliga för din specifika applikation, använd dem för att sätta utmattningsgränser och inspektionsintervall; annars bör konservativa säkerhetsfaktorer tillämpas, särskilt i cykliska eller korrosiva miljöer.
Betänkanden om trötthet och brott
Föreställ dig en komponent som måste klara miljontals lastcykler, såsom en upphängningsarm eller en tryckkärl. AA7075 erbjuder utmärkt utmattningsstyrka i sina peak-aged-legeringstyper (såsom T6/T651), men är mer känslig för notcher än mjukare legeringar – vilket innebär att små fel eller skarpa hörn kan drastiskt minska utmattningslivslängden. För komponenter som utsätts för vibrationer, stötar eller upprepade belastningar, prioritera:
- Att välja en legeringstyp som balanserar mellan styrka och toughhet (t.ex. T73/T7351 för förbättrad spänningskorrosions- och brottmotståndskraft)
- Att ange generösa radier och släta övergångar för att minimera spänningskoncentrationer
- Använda ytbehandlingar eller beläggningar för att förhindra gropbildning och sprickinitiering
- Regelbundna inspektioner för att tidigt upptäcka tröttsprickor eller korrosion
Sprödhetsmotstånd är särskilt kritiskt i tjocka sektioner eller där oavsiktlig skada kan uppstå. För en aw 7075 plåt eller extrusioner, granska data efter tjocklek och orientering – längdriktningsegenskaper kan skilja sig från kort tvärriktning på grund av kornstruktur och bearbetning. När tvivel föreligger, använd en högre säkerhetsfaktor eller begränsa tillåten felstorlek i kritiska områden.
Sammanfattning för tillförlitliga komponenter
Redo att färdigställa din design? Här är en praktisk kontrolllista som vägleder din granskning och säkerställer robusta, pålitliga al 7075 komponenter:
| Designgranskning – kontrollista |
|---|
| ✔ Bekräfta att val av temperering stämmer överens med krav på hållfasthet, sprödhetsmotstånd och motstånd mot spänningskorrosion |
| ✔ Ange ytbeskydd (anodisering, beläggningar eller plätering) som är anpassat till driftsmiljön |
| ✔ Välj fogningsmetoder (mekanisk, FSW eller limning) som är validerade för utmattning och lastväg |
| ✔ Planera för inspektion – visuell, NDT eller periodiska kontroller för utmattning och korrosion |
För team som går från koncept till produktion – särskilt kring strukturella pressningar eller konstruerade profiler – kan samarbete med en specialist kraftigt minska riskerna Shaoyi Metal Parts Supplier står ut som en ledande integrerad lösungsleverantör för andra delar av aluminium i Kina, med beprövad kompetens inom 7075 och andra högpresterande legeringar. Tjänsten omfattar konstruktion för tillverkningsvänlighet (DFM), pressning, bearbetning, ytbehandling och kvalitetskontroll – som säkerställer att din aluminiumlegering 7075 del uppfyller de högsta kraven på tillförlitlighet och spårbarhet
Anpassa temper och skydd enligt miljön innan viktoptimering. Rätt val i konstruktionsfasen är din bästa försäkring för tillförlitliga 7075-komponenter
Genom att följa dessa principer kan du låsa upp den fulla potentialen hos 7075 aluminiumlegering —uppnå den styrka, utmattningshållfasthet och långsiktig prestanda som krävande applikationer kräver. Oavsett om du specifierar brottgräns för 7075-aluminium för en kritisk luftfarktsbygel eller planerar en serie bilkomponenter i pressning, så säkerställer en designstyrd och standardbaserad approach att dina projekt håller kursen från prototyp till produktion.
Vanliga frågor om aluminiumlegering 7075
1. Vad används aluminiumlegering 7075 huvudsakligen till?
Aluminiumlegering 7075 används främst inom luftfart, bilindustri och högpresterande sportartiklar på grund av sitt exceptionella hållfasthets-viktförhållande, utmattningsmotstånd och dimensionella stabilitet. Den används ofta för strukturella delar i flygplan, komponenter i bilsuspension, cykelramar och precisionsverktyg.
2. Hur jämförs 7075 med 6061-aluminium?
7075 erbjuder mycket högre hållfasthet och utmattningsmotstånd än 6061, vilket gör det idealiskt för kritiska bärande konstruktioner. Dock föredras 6061 för tillämpningar som kräver bättre svetsbarhet, formbarhet och korrosionsmotstånd. Valet beror på om maximal hållfasthet eller konstruktionsanpassning är viktigare för ditt projekt.
3. Varför kallas 7075 för flygplansaluminium?
7075 kallas ofta för flygplansaluminium på grund av dess långvariga användning inom flygteknik, särskilt för strukturella komponenter som vinge- och landningsställ. Dess höga hållfasthet och låga vikt gör den till ett standardmaterial för krävande flyg- och försvarsapplikationer.
4. Vilka är de viktigsta tempersorterna av 7075-aluminium och deras skillnader?
De viktigaste åldringsprocesserna för 7075-aluminium är T6, T651, T73 och T7351. T6 erbjuder maximal hållfasthet, T651 ger hållfasthet med förbättrad dimensionell stabilitet, medan T73 och T7351 är överåldrade för förbättrad motståndskraft mot spänningskorrosionssprickbildning, vilket gör dem lämpliga för hårda miljöer där hållbarhet är kritisk.
5. Hur kan jag skaffa högkvalitativa 7075-aluminiumprofiler för bil- eller flygindustriprojekt?
För höghållfasta 7075-aluminiumprofiler kan du överväga leverantörer som Shaoyi Metal Parts Supplier. De erbjuder vertikalt integrerad tillverkning, inklusive design för tillverkningsvänlighet, extrusion, CNC-bearbetning och ytbehandling, vilket säkerställer kvalitet och spårbarhet genom hela processen – idealiskt för bil- och flygindustrins behov.