 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Tryckgjutna delar: Balansera form, funktion och ytor

TL;DR
Skillnaden mellan estetiska kontra funktionella tryckgjutna delar är inte ett binärt val utan en skala av designprioriteringar. Framgång beror på att balansera visuell attraktivitet med prestandakrav som hållbarhet och korrosionsmotstånd. Denna balans uppnås främst genom strategisk materialval, efterlevnad av principer för tillverkningsanpassad design (DFM) samt den avgörande användningen av specifika ytbehandlingar anpassade efter delens slutliga användning.
Definiera skalan: estetiska kontra funktionella prioriteringar
I tillverkningens värld är debatten mellan form och funktion ständigt närvarande. För tryckgjutna delar handlar det inte om att välja det ena framför det andra, utan snarare att navigera en skala av prioriteringar. Nästan varje komponent kräver en kombination av estetiskt värde och funktionell prestanda. Nyckeln är att definiera huvudsyftet tidigt i designprocessen, eftersom detta beslut påverkar alla efterföljande val – från materialval till den slutgiltiga ytbehandlingen.
Estetiska överväganden fokuserar på en dels visuella och taktila egenskaper. Dessa är av yttersta vikt för konsumentinriktade produkter där utseende och känsla direkt påverkar den upplevda värdet. Faktorer inkluderar ytsmoothness, färgkonsekvens, struktur och frånvaro av synliga defekter som skiljelinjer eller sänkmärken. En slank bärbar datorchassi, en polerad inredning i en bil eller ett dekorativt hölje för en högpresterande hushållsapparat är alla exempel där estetik är en avgörande faktor. Att uppnå en överlägsen kosmetisk finish kräver ofta noggrann formgivning och sekundära efterbehandlingsprocesser som kan öka kostnaderna.
Funktionella krav däremot styrs av delens driftsmiljö och mekaniska funktion. Dessa prioriteringar inkluderar strukturell integritet, slitagebeständighet, korrosionsskydd, värmeledningsförmåga och dimensionsnoggrannhet. För en inre motorfäste, ett växellådshus eller en flyg- och rymdkomponent är funktionen oeftergivlig. Delen måste fungera tillförlitligt under påfrestande förhållanden, temperatursvängningar samt exponering för kemikalier eller fukt. Ytor i detta sammanhang handlar mindre om utseende och mer om att förbättra hållbarhet och livslängd, vilket påpekas i en guide från Kenwalt Die Casting .
Det är ofta en fråga om teknik och ekonomi att göra en avvägning mellan dessa prioriteringar. Till exempel kan det vara svårt att skapa en del med komplexa kurvor av estetiska skäl för att få smält metall att flöda, vilket kan äventyra den interna integriteten. Omvänt kan det leda till att en del som optimeras för maximal hållfasthet blir mindre visuellt tilltalande. Målet för varje produktgrupp är att tydligt definiera slutanvändningen och uppnå den mest effektiva balansen, vilket säkerställer att den slutliga komponenten är både attraktiv och tillförlitlig utan att överskrida budgetbegränsningar.
Yttringens viktiga roll
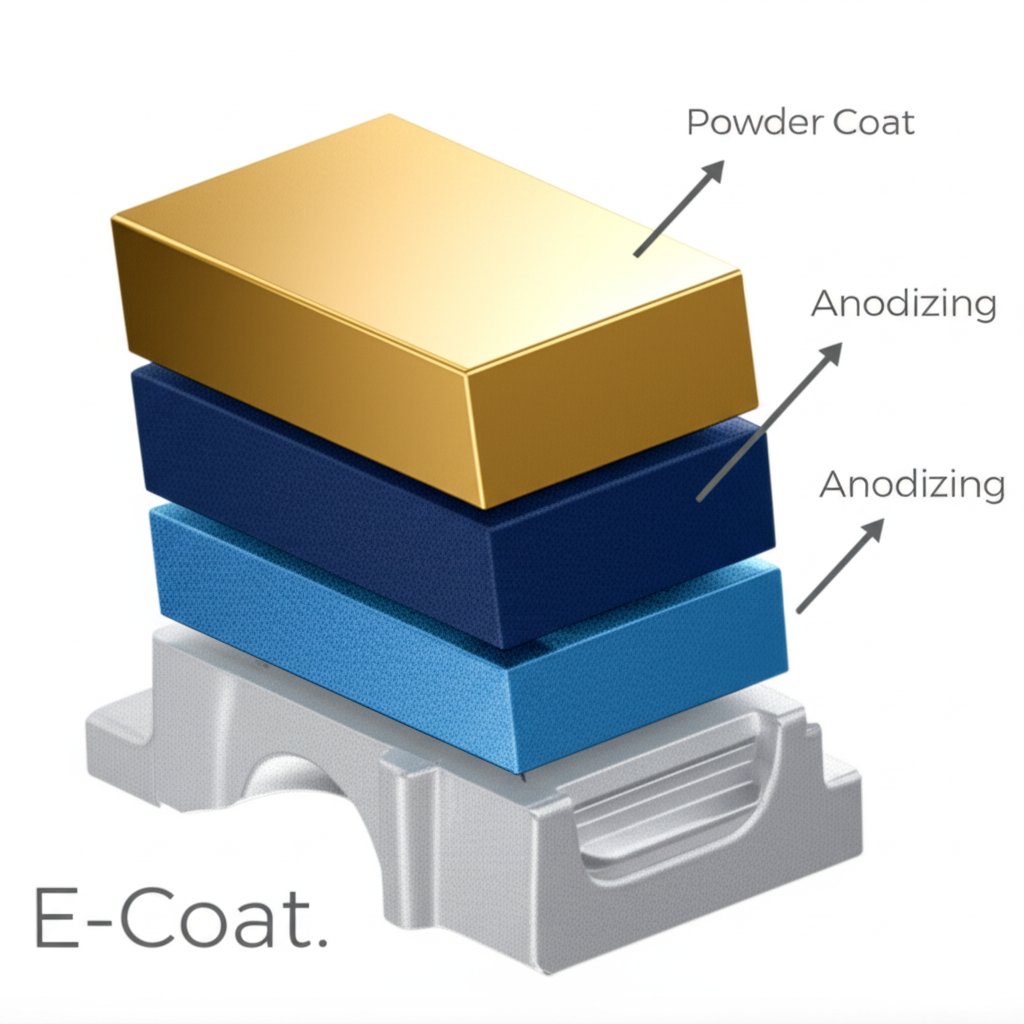
Yttavslag är det mest kraftfulla verktyget för att höja både de estetiska och funktionella egenskaperna hos en formgjuten del. En finish är inte bara en beläggning, utan ett viktigt tillverkningssätt som kan förvandla en rågjutning till en högpresterande, visuellt tilltalande komponent. Som Zetwerk förklarar att ytbehandlingen går bortom utseendet och påverkar prestanda avsevärt. Valet av yta behandling riktar sig direkt till de prioriteringar som definierats i designfasen, oavsett om målet är en spegelblank glans, tålig korrosionsbeständighet eller förbättrad elektrisk ledningsförmåga.
Flera vanliga alternativ för ytbehandling finns tillgängliga, var och en med en unik kombination av fördelar. Anodisering är en elektrokemisk process som skapar ett hårt, korrosionsbeständigt oxidlager på aluminiumdelar, perfekt för konsumentelektronik som kräver hållbarhet och en premiumkänsla. Pulverlackering ger en tjock, slitstark och dekorativ yta i ett stort antal färger, vilket gör den idealisk för bilkomponenter och utomhusutrustning. För de högsta estetiska kraven polering skapar en slät, reflekterande yta, medan elektrokoppling lägger till ett tunt lager av annan metall (som krom eller nickel) för skönhet, nötfasthet och ledningsförmåga.
För mer industriella eller funktionella behov finns behandlingar som lämplig för användning i hushållsutrustning erbjuder utmärkt korrosionsmotstånd till låg kostnad, vilket gör dem lämpliga för luftfart och elektronik där prestanda väger tyngre än utseende. På samma sätt är sand- eller kulstrålning ett kostnadseffektivt sätt att rengöra en del och skapa en enhetlig matt yta, vilket också fungerar utmärkt som förberedelse för målning eller pålägg.
Att välja rätt ytbehandling kräver en noggrann analys av delens användningsområde, miljö och budget. En omfattande kostnads- och jämförelseguide kan vara ovärderlig för att fatta ett välgrundat beslut. För att förenkla valet nedan jämförs vanliga ytbehandlingar baserat på deras främsta fördelar och typiska användningsområden.
| Ytbehandlingstyp | Primär nytta | Korrosionsbeständighet | Relativ kostnad | Allmänna tillämpningar |
|---|---|---|---|---|
| Anodisering | Estetisk & Funktionalitet | Hög | Medium | Konsumentelektronik, medicinska instrument, arkitektonisk list |
| Pulverlackering | Funktionell & estetisk | Mycket hög | Medium | Bildelar, utomhusmöbler, industrihus |
| Polering | Estetisk | Låg (såvida inte belagd) | Hög | Premium dekorativa delar, lyxhårdvara, reflektorer |
| Galvanisering (t.ex. krom) | Estetisk & Funktionalitet | Mycket hög | Hög | Biltrim, rörarmatur, elektriska kontakter |
| Kromatering | Funktionell | Medium | Låg | Luftfartsdelar, elektronik, målgrund |
| Skjutning | Funktionell (Förberedelse) | Ingen | Låg | Förbehandling inför beläggning, industriella komponenter |
Grundläggande designprinciper för optimerade delar
Långt innan en ytfinish appliceras avgör den grundläggande konstruktionen av en sprutgjuten del dess slutliga framgång. Att följa principerna för design för tillverkbarhet (DFM) är avgörande för att skapa komponenter som är både funktionellt korrekta och estetiskt tilltalande. Dessa principer säkerställer att delen kan tillverkas effektivt, med minimala defekter och till lägre kostnad. Som beskrivs i en omfattande designguide , är nyckelvariabler som väggtjocklek, avrundningar och utdragningsvinklar kritiska.
En av de viktigaste principerna är att bibehålla enhetlig väggtjocklek . Plötsliga förändringar i tjocklek kan orsaka att smält metall stelnar ojämnt, vilket leder till fel som porositet (interna hålrum) och sänkor (ytdepressioner). Detta försvagar inte bara delen (en funktionsfel) utan försämrar även dess utseende (ett estetiskt fel). Genom att ha enhetlig väggtjocklek säkerställer konstruktörer jämn metallflöde och strukturell integritet.
Fasor och radier —avrundning av skarpa inre och yttre hörn—är en annan avgörande faktor. Skarpa inre hörn skapar spänningskoncentrationer, vilket gör delen känslig för sprickbildning vid belastning. Genom att lägga till en generös fas fördelas spänningen mer jämnt, vilket dramatiskt förbättrar delens hållfasthet och utmattningsegenskaper. Ur estetisk synvinkel ger avrundade kanter en jämnare och mer genomarbetad look. På liknande sätt är konstruktionsvinklar (en lätt konisk form på vertikala väggar) nödvändiga för att kunna ta ut delen ur formen utan skador och därmed bevara den noggrant utformade ytfinishen.
Materialval spelar också en avgörande roll. Aluminiumlegeringar är populära för sin utmärkta balans mellan lätt vikt och hållfasthet, vilket gör dem idealiska för många fordons- och elektronikanvändningar. Zinklegeringar erbjuder hög strömningsförmåga, vilket möjliggör intrikata detaljer och mycket tunna väggar – perfekt för små, komplexa komponenter. För tillämpningar som kräver extrem hållfasthet och slitstyrka, särskilt inom bilindustrin, kan alternativa processer övervägas. Till exempel drar vissa komponenter med hög belastning nytta av varmförformning. Företag som Shaoyi (Ningbo) Metallteknik specialiserar sig på precisionsförformade fordonsdelar och erbjuder robusta lösningar där mekanisk prestanda är den absoluta prioriteringen.
För att säkerställa en lyckad design bör ingenjörer granska en checklista med dessa grundläggande principer innan de färdigställer en modell:
- Väggjocka: Är den så enhetlig som möjligt? Är övergångarna gradvisa?
- Utdragningsvinklar: Finns det tillräcklig utdragning (vanligtvis 1–3 grader) på alla ytor parallella med formsprickan?
- Avrundningar och radier: Är alla skarpa inre och yttre hörn generöst avrundade?
- Delningslinje: Är skiljelinjen placerad i ett icke-kritiskt eller mindre synligt område för att minimera dess estetiska påverkan?
- Ribbor och förlängningsdelar: Används ribbor för att förstärka tunna väggar istället för att öka den totala tjockleken? Är de korrekt dimensionerade (t.ex. 50–60 % av väggtjockleken)?
Hitta rätt balans för ditt projekt
Att skapa en lyckad tryckgjuten komponent handlar i slutändan om strategisk kompromiss och intelligent design. Det handlar inte om att välja mellan estetik eller funktion, utan om att definiera den idealiska kombinationen av båda för en specifik tillämpning. Genom att prioritera behov tidigt kan konstruktörer fatta informerade beslut som styr hela tillverkningsprocessen. En konsumentprodukt kan satsa på en felfri ytfinish, medan en industriell komponent främst kommer att prioritera materialstyrka och korrosionsmotstånd.
Färden från koncept till färdig del bygger på en helhetslösning. Den börjar med grundläggande designprinciper som förhindrar defekter och säkerställer tillverkningsbarhet. Den fortsätter med noggrann materialval anpassat till prestanda- och kostnadsförväntningar. Slutligen mynnar den ut i valet av ytbehandling som förstärker delens inneboende egenskaper, vilket ger nödvändig hållbarhet, skydd och visuell attraktivitet. Genom att behärska samverkan mellan dessa element kan tillverkare producera tryckgjutna delar som inte bara är funktionella utan också exceptionellt högkvalitativa.
Vanliga frågor
1. Vilket är det mest lämpliga materialet för tryckgjutning?
Aluminiumlegeringar är bland de mest populära materialen för tryckgjutning eftersom de erbjuder en utmärkt balans mellan hållfasthet, lätt vikt och korrosionsmotstånd. Detta gör dem till ett utmärkt val för ett brett utbud av tillämpningar, från fordonsdelar till konsumentelektronik. Zinklegeringar är också vanliga och uppskattas för sin förmåga att forma invecklade, detaljerade delar med hög precision.
2. Vad är skillnaden mellan tryckgjutning och vanlig gjutning?
Den främsta skillnaden ligger i processen och materialen. Tryckgjutning använder högt tryck för att injicera smält metall i en återanvändbar stålmall (en form), vilket gör det idealiskt för produktion i stora volymer av icke-järnhaltiga metaller som aluminium och zink. Andra gjutmetoder, som sandgjutning eller noggrannhetsgjutning, använder förbrukningsbara mallar och är ofta mer lämpliga för lägre volymer eller för att gjuta järnbaserade metaller som järn och stål.
3. Vilka är nackdelarna med högtryckstryckgjutning (HPDC)?
En betydande nackdel med HPDC är risken för porositet. Eftersom smält metall injiceras så snabbt kan luft bli instängd, vilket skapar små hålrum inuti komponenten. Denna porositet kan försvaga komponentens mekaniska egenskaper och äventyra dess strukturella integritet. Den höga initiala kostnaden för verktyg (stöpen) gör det också mindre ekonomiskt vid små serieproduktioner.
4. Är stöpning en additiv tillverkningsmetod?
Nej, stöpning är en formande tillverkningsprocess, inte en additiv. Additiv tillverkning, som 3D-utskrift, bygger upp ett objekt lager för lager från ingenting. I motsats till detta formas en del vid stöpning genom att man injicerar smält material i en för tillverkt form eller stöp för att ge den sin slutliga form.