 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

Titanijev tiskanje avtomobilske učinkovitosti: Inženirska priročnik
POVZETEK
Titanijev tisk za avtomobilsko zmogljivost ponuja pomembno prednost v sodobnem avtomobilskem inženirstvu: doseg 40–50 % zmanjšanja teže v primerjavi s jeklom, hkrati ohranjajo odlično odpornost proti toploti in koroziji. Za inženirje in nabavce je ustreznost tega postopka odvisna od izbire prave kakovosti—običajno razred 2 (CP) za globoko vlečenje ali razred 9 (Ti-3Al-2.5V) za cevi—ter obvladovanja izdelovalnih izzivov razreda 5 (Ti-6Al-4V).
Čeprav titanij omogoča lažje izpušne sisteme, držala ventilov in sestavne dele za odbojno gumbo, zahteva specializirane tehnike tiskanja za upravljanje z visokim odskokom in zlepljivostjo. Uspešna izvedba zahteva strokovnjake za orodja, ustrezno podmazovanje in pogosto sposobnosti vročega oblikovanja, da se izdelajo natančni deli, ki prenesejo obremenitve v visokozmogljivih okoljih.
Fizika zmogljivosti: Zakaj tiskati titanij?
Pri izboljševanju avtomobilske zmogljivosti je masa sovražnik. Titan ima gostoto približno 4,51 g/cm³, kar znaša okoli 56 % gostote jekla (7,8 g/cm³), hkrati pa ne žrtvuje strukturne trdnosti. Ta specifična trdnost (razmerje med trdnostjo in maso) ga naredi neprecenljivega za zmanjševanje mase vozila, kar se neposredno odraža v izboljšanem pospešku, krajših zavornih razdaljah in višji gorivni učinkovitosti.
Titan poleg zmanjšanja statične mase pomembno prispeva k zmanjšanju mase oscilirajočih in neodpruženih delov. V motorjih lahko lažji sestavni deli ventilskih mehanizmov (kot so stiskani držalniki pojemnih vzmeti) omogočajo višje obrate in hitrejšo reakcijo na plin. V sistemu odpružitve pa zamenjava jeklenih nosilcev ali vzmeti s titanom zmanjša neodpruženo maso, kar omogoči hitrejšo reakcijo odpružitve na spremembe cestne površine ter s tem izboljša oprijem in točnost vodenja.
Toplotna stabilnost je še en odločilen dejavnik. V nasprotju s kovino aluminij, ki izgubi pomembno trdnost nad 150 °C, titanove zlitine ohranjajo svoje mehanske lastnosti pri temperaturah, ki presegajo 400 °C. To naredi titana izdelanega s kovanjem idealnim za toplotne ščite in izpušne komponente, ki morajo izdržati ekstremno termično obremenitev brez upenjanja ali okvar.
Izbira materiala: Uskladitev razreda z geometrijo
Ni vsega titana primeren za vsako operacijo kovanja. Uspeh projekta pogosto temelji na izbiri razreda, ki uravnoveša zahteve glede zmogljivosti komponente z njeno oblikovnostjo.
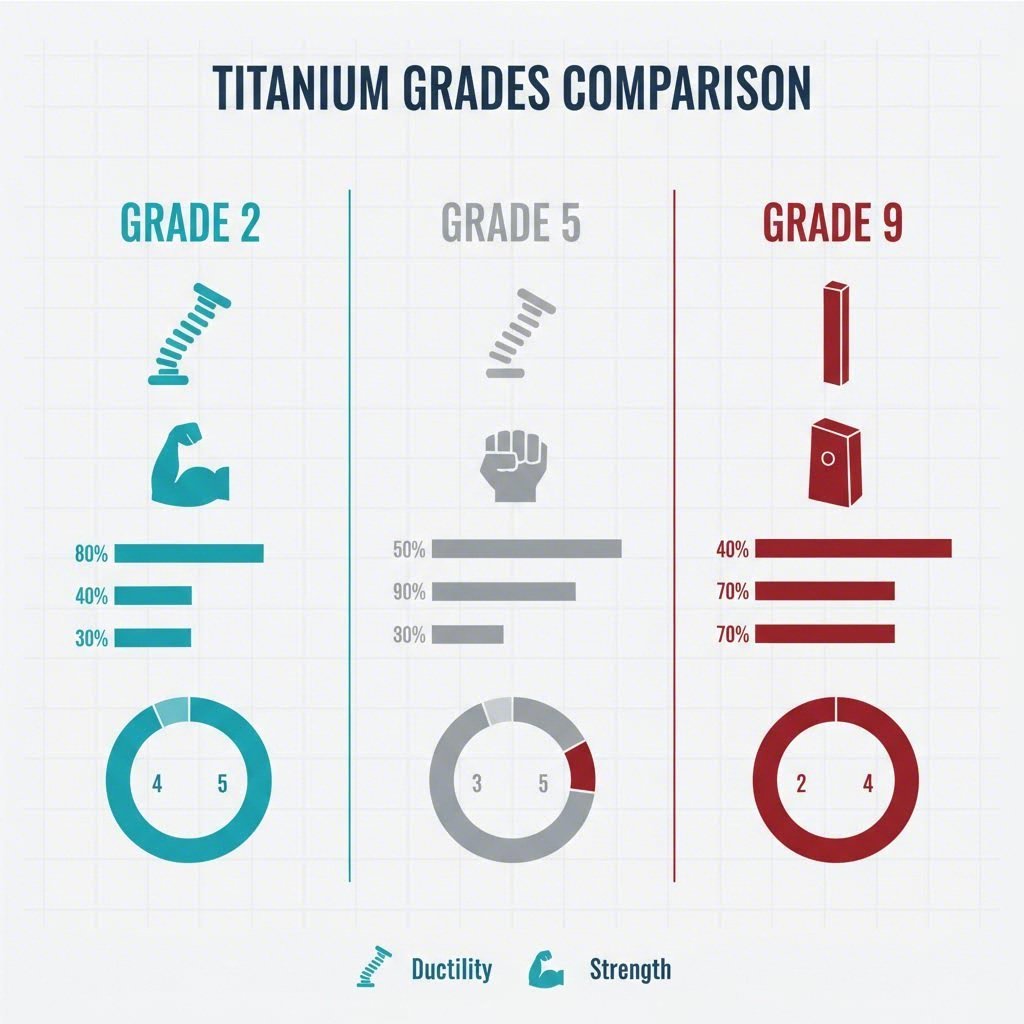
- Razred 1 in 2 (komercialno čist): Ti so "delavni konji" titana pri kovanju. Razred 2 ponuja uravnoteženo kombinacijo trdnosti in duktilnosti, zaradi česar je prednostna izbira za dele, ki zahtevajo globoko vlečenje, kot so lupine dušilnikov, toplotni ščiti in zapleteni nosilci. Pogosto se lahko obdeluje hladno s standardnimi prilagoditvami orodij.
- Razred 5 (Ti-6Al-4V): Najpogostejša zlitina za aplikacije z visoko trdnostjo, razred 5 ponuja višjo trdnost pri vztrajanju, vendar predstavlja pomembne izzive pri tesnjenju. Njegova slaba vlekljivost pri sobni temperaturi pogosto zahteva toplo pečanje (oblikovanje pri zvišanem temperaturi) za preprečevanje razpoka. Običajno je rezerviran za strukturne komponente z visokim stresom, kot so pritrdilni elementi in povezovalni palici.
- Razred 9 (Ti-3Al-2.5V): Pogosto imenovan "srednji teren", razred 9 premika vrzel med oblikovitostjo razreda 2 in trdnostjo razreda 5. Široko se uporablja v hidravličnih cevi, izpušnih cevi in lahkih strukturnih žigovnikih, kjer je potrebna višja odpornost na tlak, kot jo lahko zagotovijo razredi CP.
- Beta zlitine (npr. Ti-15-3): Te zlitine so hladno oblikljive in toplotno obdelljive, zaradi česar so odlične kandidate za žigorjene vzmeti in zapletene klipe, kjer je potrebna visoka elastičnost.
Tehnični izzivi: Springback in Galling
Kovanje titanovih zlitin je bistveno različno od kovanja jekla ali aluminija zaradi dveh glavnih fizikalnih lastnosti: nižjega modula elastičnosti in visoke kemijske reaktivnosti.
Upravljanje s povratno deformacijo
Youngov modul titanovega materiala je približno polovica jeklenega. Ta »elastičnost« pomeni, da ima material močno tendenco vrniti se v prvotno obliko po oblikovanju. Pri kovalnih operacijah se to kaže kot huda povratna upogibnost. Inženirji morajo to kompenzirati tako, da zasnujejo orodja z znatnimi dovoljenji za prekomerno upogibanje . Za kompleksne geometrije je pogosto potrebno vroče kaljenje (držanje predmeta v orodju pri določeni temperaturi), da se zagotovi končna oblika in odpravi notranji napetosti.
Preprečevanje zaleganja
Titan je znan po svoji nagnjenosti k zatikanju ali "zlepljanju" s orodno jeklo. Pri visokem tlaku se zaščitni oksidni sloj odstrani, kar povzroči, da reaktiven kovina hladno zvari v orodje. Za zmanjšanje tega pojava proizvajalci uporabljajo napredne strategije mazanja, kot so molibdenov disulfid (Moly) ali grafitna maziva. Poleg tega so orodja pogosto prevlečena s titanovim karbonitridom (TiCN) ali podobno diamantu ogljikovo prevleko (DLC), v nekaterih primerih pa se uporabljajo bronasta vstavka v orodjih, ki zagotavljajo naravno zmazanost in preprečujejo lepljenje.
Ključne avtomobilske aplikacije
Titanove žigosane dele najdemo tam, kjer je razmerje med stroški in zmogljivostjo upravičeno. Pri vozilih z visokimi zmogljivostmi in luksuznih vozilih so ti sestavni deli ključni za doseganje ciljev glede teže.
| Sistem | Sestavka | Pogosta kakovost | Koristni učinki |
|---|---|---|---|
| Izpuščalni | Ohišja glasnikov, toplotne pregrade | Kakovost 2 (CP) | Odpornost proti koroziji, 40 % manj teže v primerjavi z nerjavljivim jeklom |
| Motor | Držala vzmeti ventilov, podložke | Kakovost 5 / Beta | Višja meja obratov, zmanjšano trenje |
| Šasija | Podložke zavor, nosilci | Razred 2 / 9 | Zmanjšana neraztegnjena masa, toplotna izolacija |
| Opravki | Podložke, sponke | Kakovost 5 | Visok ostanek stiskalne sile, brez korozije |
Analiza stroškov in strategija nabave
Gospodanska realnost titanovega žigosanja vključuje višje začetne stroške. Cena sirovine lahko znaša 10 do 20-krat več kot jeklo, življenjska doba orodja pa je krajša zaradi abrazivne narave kovine. Vendar pa za zmogljivostne aplikacije pogosto preteži ciklična vrednost, merjena v varčevanju goriva, trajnosti in konkurenčni prednosti, kar preteži začetne stroške.
Pri preverjanju dobaviteljev iščite partnerje, ki razumejo nianse vročega oblikovanja in žarjenja v nadzorovanem atmosferah. Shaoyi Metal Technology , na primer, ponuja specializirane avtomobilske žigosne zmogljivosti, ki segajo od hitrega izdelovanja prototipov do visokokapacitetne proizvodnje. Njihove IATF 16949-certificirane obrati so opremljene s tlaki do 600 ton, s čimer zamaščujejo vrzel za proizvajalce opreme, ki potrebujejo natančne titanove komponente, ki se dobavi v strogo skladu z globalnimi standardi. Preverite njihove inženirske storitve tukaj da videli, kako rešujejo kompleksne izzive pri materialih.
Vedno preverite zmogljivost dobavitelja za izvajanje sekundarnih operacij, kot so obrezovanje in dokončno obdelavo površin, saj je odstranjevanje titanovih žlebov težko in zahteva specializirane postopke odžlebljanja.
Povzetek: Ali je tiskanje titanovih delov izvedljivo?
Tiskanje titanovih delov ni več rezervirano izključno za letalstvo in Formulo 1. Z uporabo prave sorte in nadzorom procesa postaja ustrezen postopek za serijsko proizvodnjo visoko zmogljivih avtomobilskih komponent. Ključ je v uravnoteženju želje po trdnosti sorte Grade 5 z dejanskimi omejitvami oblikovanja, pri čemer se pogosto najde optimalna točka pri sorti Grade 9 ali optimiziranih konstrukcijah Grade 2. Ker avtomobilske proizvajalce še naprej usmerjajo cilji lajšanja karoserije za povečanje dosega EV vozil in izpolnjevanje predpisov o emisijah, bodo tiskani titanovi deli igrali vse pomembnejšo vlogo.
Pogosta vprašanja
1. Zakaj se titan ne uporablja za celotno karoserijo avtomobila?
Čeprav titan ponuja izjemno razmerje med trdnostjo in težo, je zaradi visoke cene surovin in zahtevnih postopkov obdelave gospodarsko neučinkovit za karoserije vozil za masovni trg. Izdelava velikih plošč bi zahtevala ogromne tlačne sile in drago orodje za vroče oblikovanje, kar bi ceno vozila dvignilo daleč izven dosega potrošnikov.
2. Kakšne so glavne slabosti žiganja titana?
Glavne slabosti so visok odskok, ki oteži nadzor tolerance, ter nevarnost zlepljenja, ki povečuje obrabo orodja. Poleg tega ima titan nižjo oblikovalnost kot jeklo, kar pomeni, da se globoki vleki pogosto izvajajo v več fazah z medpohodi žarjenja, da se prepreči razpoke.
3. Se dajo žigane dele iz titana zvariti?
Da, titan se da variti, vendar zahteva strogo nadzorovano okolje. Kisik je »sovražnik« vročega titana; nad 400 °C hitro absorbira kisik, kar povzroči krhkost. Zato se varjenje mora izvajati v inertnem argonskem okolju ali v vakuumski komori, da se ohrani duktilnost in trdnost materiala.