 Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —
Majhne serije, visoki standardi. Naša storitev hitrega prototipiranja omogoča hitrejšo in enostavnejšo validacijo —

A2 proti D2 jeklu: Katero je primernejše za vaša žigosna orodja?

POVZETEK
Pri izbiri materiala za žige je izbira med orodnima jekloma A2 in D2 kritična. Orodno jeklo D2 ponuja odlično obratovalno obstojnost, zaradi česar je idealno za dolge serije proizvodnje in abrazivne materiale, kjer je ključna življenjska doba žige. Nasprotno pa orodno jeklo A2 ponuja znatno višjo žilavost, kar preprečuje lupljenje ali razpoke pri žigah s kompleksnimi geometrijami ali v pogojih visokega udarnega obremenjevanja. Poleg tega je A2 lažje in cenovno ugodnejše obdelovati, kar ga naredi univerzalno primerno izbiro za širok spekter aplikacij.
Osnovne lastnosti: Uvod v orodni jekli A2 in D2
A2 in D2 sta obe orodni jekli za hladno obdelavo z visoko vsebnostjo ogljika in kroma, vendar njuna specifična sestava daje vsakemu izmed njiju drugačne lastnosti. A2 pogosto velja za vsestransko, univerzalno različico, ki zagotavlja ravnovesje med žilavostjo in odpornostjo proti obrabi. Deluje kot premostitev med oljem zakaludivimi jekli in jekli z visoko vsebnostjo kroma, kot je D2. D2 pa je specializirano jeklo, zasnovano za največjo odpornost proti obrabi v zahtevnih aplikacijah z velikimi količinami.
Glavna razlika leži v njuni kemični sestavi, ki določa njuno zmogljivost. Značilno višja vsebnost kroma in ogljika v D2 je ključ do izjemne odpornosti proti obrabi. Med toplotno obdelavo ti elementi v matriki jekla oblikujejo veliko količino trdih delcev kromovega karbida, ki upirajo obrabi med žiganjem. A2 ima skromnejšo vsebnost zlitin, kar rezultira v bolj žilavi in enakomerni mikrostrukturi.
Spodnja tabela prikazuje tipične kemične sestave, ki določajo njuni lastnosti:
| Element | A2 orodna jekla (tipično %) | D2 orodna jekla (tipično %) |
|---|---|---|
| Ogljik (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Krom (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molibdena (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadij (V) | 0.15 - 0.50 | ≤ 1,10 |
Po ustrezni toplotni obdelavi lahko obe jekli dosegeta podobno trdoto, navadno v območju 57–62 HRC za A2 in 55–62 HRC za D2. Vendar sama trdota ne pove celotne zgodbe. Razlike v zmogljivosti glede na udarno žilavost in obratovalno obstojnost pri teh stopnjah trdote so tisto, kar ju resnično razlikuje pri uporabi v žigih.
Osnovna primerjava: obratovalna obstojnost proti žilavosti pri žigih
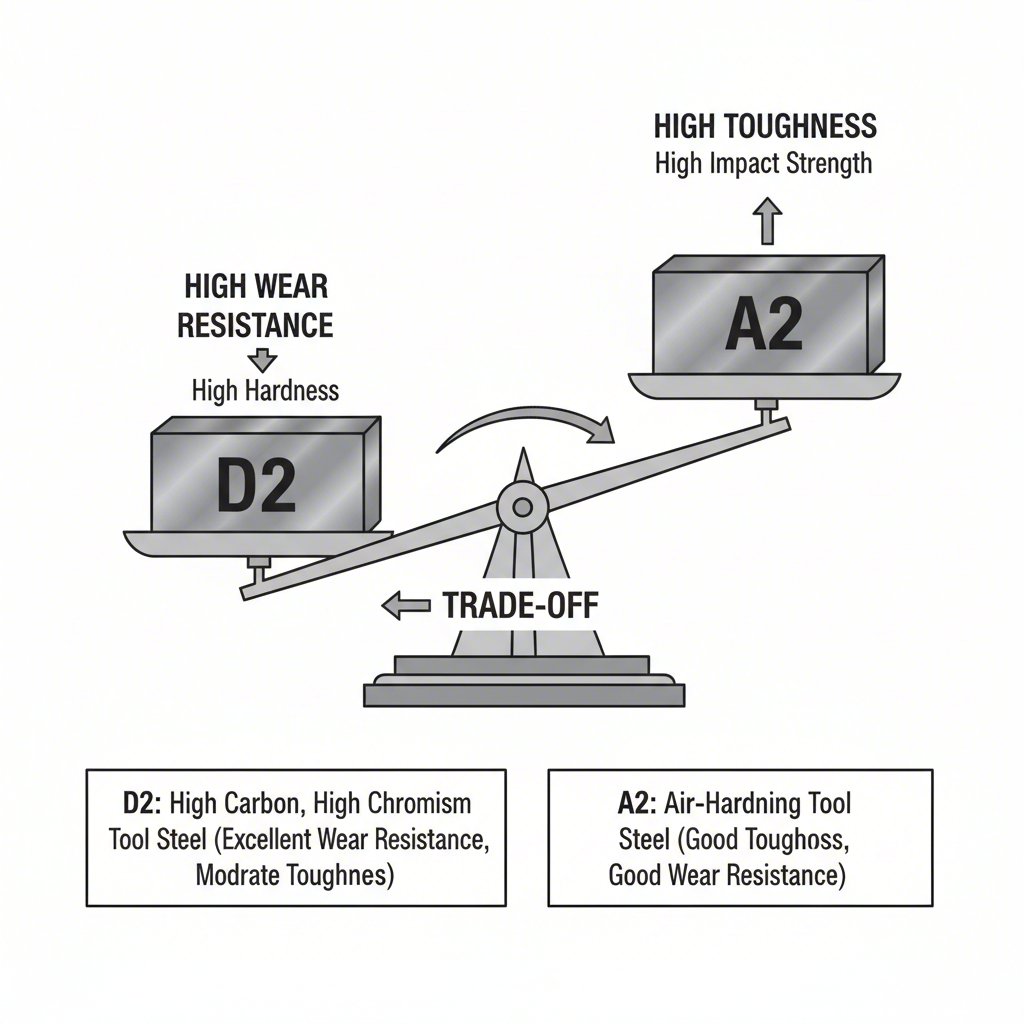
Glavni dejavnik pri odločanju med A2 in D2 za žige je ravnovesje med obratovalno obstojnostjo in žilavostjo. Ti dve lastnosti sta obratno sorazmerni; pridobitev več ene skoraj vedno pomeni izgubo druge. Razumevanje tega kompromisa je bistvenega pomena za optimizacijo zmogljivosti in življenjske dobe žiga.
Orodnina D2 je nedvomni vodilni pri odpornosti proti obrabi. Njena visoka koncentracija velikih, trdih kromovih karbidov zagotavlja izjemno odpornost proti abrazivnim silam, ki nastopajo pri žiganju materialov, zlasti tistih, ki so trdi ali vsebujejo abrazivne elemente, kot je visokosilikonska jeklo. To pomeni daljše serije proizvodnje med brušenjem, manj prostojov in nižje stroške na kos pri visokih obsegih proizvodnje. Vendar pa ta visoka odpornost proti obrabi prihaja na račun žilavosti. Istočasno karbide, ki upirajo obrabi, lahko delujejo tudi kot notranji napetostni točki, zaradi česar je D2 bolj krhek in nagnjen k lupljenju ali katastrofalni okvari ob nenadnem udaru ali visokih stranskih obremenitvah.
A2 orodna jekla, nasprotno, ponujajo odlično žilavost. Njihova nižja vsebnost zlitin in bolj izpopolnjena karbidna struktura ju naredita veliko bolj odporna proti lomu in olomom. To naredi A2 odlično izbiro za kalibre s podrobnimi podrobnostmi, ostrih kotih ali za aplikacije, ki vključujejo intenzivno oblikovanje ali odrezovanje, kjer je udarno obremenjevanje pomembna težava. Čeprav je njegova obrabna obstojnost nižja od D2, se še vedno šteje za dobro in je povsem zadostna za kratke do srednje dolge serije proizvodnje ali pri perforiranju mehkejših materialov.
A2 orodno jeklo
- Prednosti: Odlična žilavost in odpornost proti udarcem, manj nagnjeno k olomom, boljša obdelovalnost
- Slabosti: Nižja obrabna obstojnost v primerjavi z D2, zahteva pogostejše brusenje pri aplikacijah z visoko obremenitvijo
D2 orodna jekla
- Prednosti: Izjemna obrabna obstojnost in ohranjanje rezne robov, idealno za dolge serije in abrazivne materiale
- Slabosti: Nižja žilavost (bolj krhka), nagnjena k olomom ob udaru, težje obdelovanje
Obdelovanje in proizvodne upoštevanke
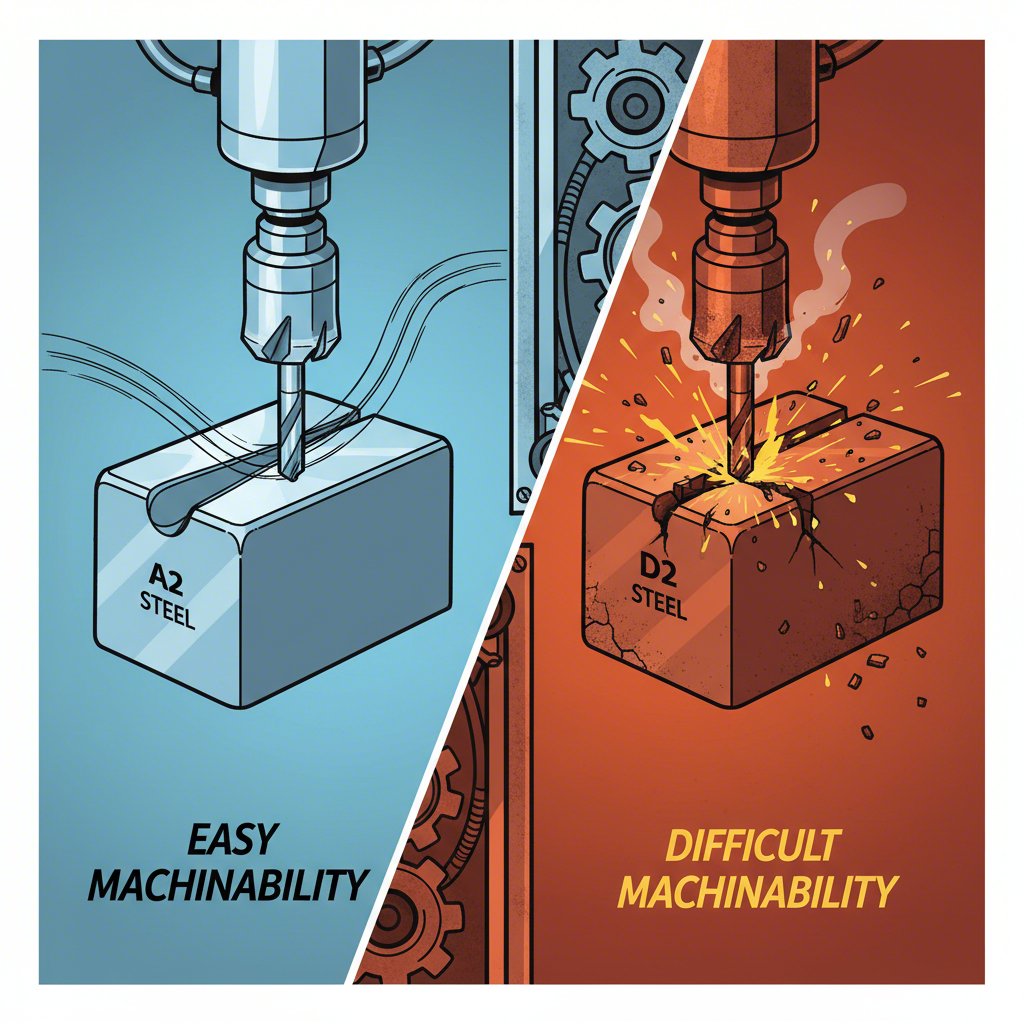
Poleg lastnosti zmogljivosti so bistveni tudi praktični vidiki izdelave orodja za žigosanje. To je še ena področje, kjer se A2 in D2 močno razlikujeta. Orodna jekla A2 je znatno lažje obdelati in brušiti. Njegova mikrostruktura je bolj ugodna za rezna orodja, kar omogoča hitrejše obdelovalne hitrosti, zmanjšano obrabo orodij in s tem končne nižje proizvodne stroške. To je pomembna prednost pri izdelavi zapletenih orodij, ki zahtevajo obsežno obdelavo.
D2 je zaradi visokega vsebnika abrazivnih kromovih karbidov zelo težko obdelati. Hitro obrabi rezna orodja, zahteva počasnejše obdelovalne hitrosti in morda celo uporabo specializirane opreme, kot so karbidna orodja ali napredne tehnike, kot je elektroerozijsko obdelovanje (EDM). Tudi postopek brušenja lahko povzroči več težav, kar poveča čas in stroške pri izdelavi orodij. Te težave pri izdelavi so ključna slabost D2 in jih je treba upoštevati pri oceni skupnih stroškov.
Obe jekli A2 in D2 sta zračno kaljeni jekleni vrsti, kar predstavlja pomembno prednost, saj omogoča odlično dimenzijsko stabilnost med toplotno obdelavo. To pomeni, da se med procesom kaljenja manj verjetno upognejo ali deformirajo, kar je ključno za ohranjanje tesnih toleranc, potrebnih za žigalne matrice. Čeprav sta obe stabilni, velja A2 splošno za nekoliko bolj zmerno, medtem ko lahko višja vsebnost zlitin v D2 povzroči večjo občutljivost na parametre toplotne obdelave.
| Faktor | A2 orodno jeklo | D2 orodna jekla |
|---|---|---|
| Obdelovalnost | Dober | Slabo / Težko |
| Brušenje | Dober | Slabo |
| Stabilnost toplotne obdelave | Odličen | Zelo dobro |
Analiza razmerja med stroški in zmogljivostmi ter končna priporočila
Končna odločitev med jekloma A2 in D2 za žigalne matrice temelji na celoviti analizi razmerja med stroški in zmogljivostmi. Izbira ni le vprašanje tega, katero jeklo je "boljše", temveč katerega je gospodarno najbolj smiselno uporabiti za določeno aplikacijo. Pri tem je treba upoštevati ne le prvotno ceno materiala, temveč tudi stroške izdelave in skupno pričakovano življenjsko dobo matrice.
A2 je na splošno manj drag kot surovina in, kot smo omenili, ga je znatno ceneje obdelovati v končni orodni jeklo. Za krajše do srednje dolge serije proizvodnje ali za žigosanje neabrazivnih materialov A2 pogosto predstavlja najbolj ekonomično rešitev. Njegova odlična žilavost zagotavlja zanesljiv varnostni rob proti predčasnemu okvarjenju orodja, zaradi česar je zanesljiv delovni konj za širok nabor nalog.
Višji stroški materiala in obdelave pri D2 se lahko upravičijo le v aplikacijah, kjer njegova odlična odpornost proti obrabi zagotavlja jasen donos investicije. Na primer, pri zelo dolgi seriji žiganja abrazivnih nerjavnih jekel bi kalibr D2 lahko trajal večkrat dlje kot kalibr A2. To podaljšano življenjsko dobo zmanjšuje potrebo po dragem izpadu zaradi vzdrževanja ali zamenjave kalibra, kar pomeni nižje skupne stroške lastništva, čeprav je začetna naložba višja. Izbira postane ekonomska kalkulacija: bodo prihranki zaradi zmanjšanega izpada in manjše pogoste zamenjave presegli začetne stroške?
Za kritične projekte, zlasti v zahtevnih panogah, kot je proizvodnja avtomobilov, je posvetovanje s strokovnjakom neocenljivo. Podjetja, kot je Shaoyi (Ningbo) Metal Technology Co., Ltd. se specializirajo za visoko natančne kalibre za žiganje v avtomobilski industriji in lahko ponudijo strokovne nasvete glede izbire materiala ter konstrukcije kalibra, da se zagotovi optimalna učinkovitost in gospodarnost za vaše specifične komponente.
Za dokončno odločitev uporabite naslednjo matriko za oceno specifičnih potreb vaše aplikacije:
| Faktor | A2 orodno jeklo | D2 orodna jekla |
|---|---|---|
| Odpornost proti obrabi | Dober | Odličen |
| Trdota (odpornost proti razlomom) | Odličen | Pravično |
| Obdelovalnost | Dober | Slabo |
| Začetna cena (material + obdelava) | Nižje | Višja |
| Najprimernejša uporaba | Vsestranska, kompleksne orodne plošče, srednje serije, kovanje z visokim udarnim obremenitvam | Velike serije, abrazivni materiali, preproste oblike orodij |
Pogosta vprašanja
1. Ali je D2 trši od A2?
Čeprav lahko D2 doseže nekoliko višjo maksimalno trdoto po Rockwellu (HRC), obe jekli delujeta v zelo podobnem območju trdote (običajno 55–62 HRC). Večja razlika ni v trdoti, temveč v obratovalni odpornosti. Zaradi edinstvenega kemičnega sestava, bogatega s karbonom in kromom, D2 tvori veliko količino trdih karbidnih delcev. Ti karbidi zagotavljajo D2-ju znatno višjo odpornost proti abrazivnemu obrabljanju, kar se v praksi pogosto dojema kot »trši«, tudi če je merjenje osnovne trdote HRC podobno kot pri A2.
2. Za kaj je primerno orodno jeklo A2?
A2 orodna jeklo je izjemno vsestranski material, ki se cenijo zaradi odličnega ravnotežja med žilavostjo in dobro obratovalno odpornostjo. Idealno je za širok nabor aplikacij pri hladnem obdelovanju, vključno s perforirnimi orodji, oblikovalnimi orodji, žaganji in industrijskimi noži. Njegova visoka žilavost ga naredi posebej primernega za orodja, ki so izpostavljena udarnim obremenitvam, ali za orodja s kompleksnimi oblikami, ki bi lahko razpoke, če bi bila iz bolj krhkega materiala.
3. Kakšne so slabosti jekla D2?
Glavne slabosti jekla D2 izvirajo iz istih lastnosti, ki mu omogočajo odlično obratovalno odpornost. Njegova nižja žilavost ga naredi bolj krhek in podvržen razokom ali lomu pri udarnih obremenitvah. Zaradi abrazivne narave je tudi bistveno težje in dražje obdelovati ter brušiti. Končno, čeprav njegova visoka vsebnost kroma zagotavlja nekaj korozivne odpornosti, ni nerjavno jeklo in bo zarjavelo, če mu ni ustrezno posvečeno vzdrževanje.