 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Titaniové kĺzanie pre automobilový výkon: Inžiniersky sprievodca
ZKRATKA
Titanové kĺzanie pre automobilový výkon ponúka kľúčovú výhodu v modernej konštrukcii vozidiel: dosiahnutie zníženia hmotnosti o 40–50 % oproti oceli pri zachovaní vynikajúcej odolnosti voči teplu a korózii. Pre inžinierov a zákazníckych úradníkov rozhoduje uskutočniteľnosť tohto procesu o výbere správnej triedy – zvyčajne trieda 2 (CP) pre hlboké taženie alebo trieda 9 (Ti-3Al-2,5V) pre rúrky – a ovládanie výrobných výziev triedy 5 (Ti-6Al-4V).
Hoci titán umožňuje ľahšie výfukové systémy, upevnenia ventilov a súčasti zavesenia, vyžaduje si špeciálne techniky kĺzania na riadenie vysokého pruženia a opotrebovania. Úspešná implementácia si vyžaduje odbornosť v návrhu nástrojov, vhodné mazanie a často aj schopnosť horúceho tvárnenia, aby sa dosiahli presné diely odolávajúce nárokom prostredí s vysokým výkonom.
Fyzika výkonu: Prečo kĺzať s titánom?
Pri hľadaní automobilovej výkonnosti je hmotnosť nepriateľom. Titan má hustotu približne 4,51 g/cm³, čo je zhruba 56 % hustoty ocele (7,8 g/cm³), a to bez obeti poškodenia štrukturálnej integrity. Tento špecifický pevnostný pomer (pomer pevnosti k hmotnosti) ho robí nevyhnutným pri znížení hmotnosti vozidla, čo sa priamo prejavuje na zlepšenom zrýchlení, skratšených brzdných dráhach a vyššej palivovej účinnosti.
Okrem statického zníženia hmotnosti titan zohráva kľúčovú úlohu pri znížení hmotnosti pohybujúcich sa častí a nedeformovanej hmotnosti podvozku. V motorových aplikáciách umožňujú ľahšie komponenty ventilového mechanizmu (ako napríklad lisované upevnenia ventilových pružín) vyššie otáčky a rýchlejšiu odozvu škrtiacej klapky. V systémoch zavesenia nahradenie oceľových konzol alebo pružín titánom znižuje nedeformovanú hmotnosť, čím umožňuje zaveseniu rýchlejšie reagovať na zmeny povrchu vozovky a tým zlepšuje úchop a presnosť riadenia.
Termálna stabilita je ďalším rozhodujúcim faktorom. Na rozdiel od hliníka, ktorý stráca výraznú pevnosť nad 150 °C, udržiavajú titanové zliatiny svoje mechanické vlastnosti pri teplotách vyšších ako 400 °C. To činí lisovaný titán ideálnym pre tepelné štíty a výfukové komponenty, ktoré musia odolávať extrémnym tepelným cyklom bez deformácie alebo poruchy.
Výber materiálu: Priradenie triedy ku geometrii
Nie všetok titán je vhodný pre každú operáciu lisovania. Úspech projektu často závisí od výberu triedy, ktorá vyváži prevádzkové požiadavky komponentu s jeho tvárivosťou.
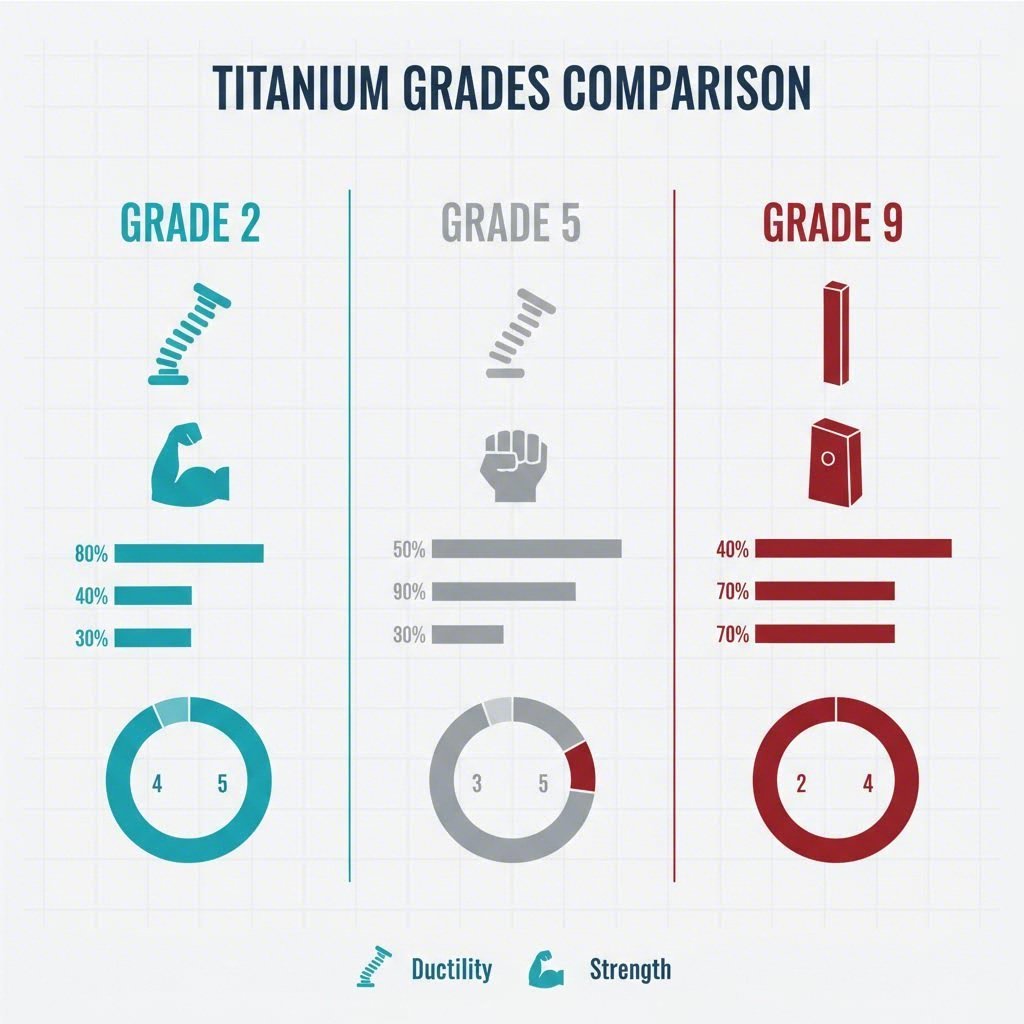
- Trieda 1 a 2 (komerčne čistý): Tieto sú „pracovné kone“ pri lisovaní titánu. Tria 2 ponúka vyváženú kombináciu pevnosti a tažkosti, čo ju robí preferovanou voľbou pre diely vyžadujúce hlboké ťahanie, ako sú plášte tlmičov, tepelné štíty a komplikované konzoly. Často môže byť za studena lisovaná so štandardnými úpravami nástrojov.
- Trieda 5 (Ti-6Al-4V): Najbežnejšliac zliatina pre vysokopevnostné aplikácie, Grade 5 ponúka vynikajúcu pevnosť v ťahu, no vykazuje významné ťažkosti pri väzbení. Jeho nízka duktilita pri izbovej teplote často vyžaduje horúce razenie (tvárnenie pri vyšších teplotách) na predchádzanie prasknutiu. Zvyčajne sa používa pre vysokozáťažené štrukturné súčiasty, ako sú spojovacie prvky a vložky pre spojovacie tyče.
- Grade 9 (Ti-3Al-2.5V): Často označovaná ako „kompromis“, Grade 9 vyplňuje medzeru medzi tvárnením Grade 2 a pevnosťou Grade 5. Rozsiahlo sa používa v hydraulických potrubiach, výfukových systémoch a ľahkých štrukturných väzbeniach, kde je potrebná vyššia odolnosť proti tlaku, než dokážu poskytnúť CP triedy.
- Beta zliatiny (napr. Ti-15-3): Tieto zliatiny sú za studenom tvárniteľné a tepelne ovládateľné, čo ich robí vynikajúcimi kandidátmi pre väzbené pružiny a komplexné spony, kde je potrebná vysoká pružnosť.
Inžinierske výzvy: Pružnenie a opotrebovanie
Tituľové tlačenie sa zásadne líši od tlačenia ocele alebo hliníka kvôli dvom základným fyzikálnym vlastnostiam: nižšiemu modulus elasticity a vysokej chemickej reaktivite.
Riadenie pružného návratu
Titán má modul Young približne polovičný ako oceľ. Táto "springiness" znamená, že materiál má silnú tendenciu vrátiť sa po formovaní do pôvodného tvaru. Pri pečiatkovacích operáciách sa to prejavuje ako závažný odraz. Inžinieri musia toto kompenzovať navrhnutím lisov s významnými prechýlenie povolení - Áno. Pri komplexných geometríach je často potrebné vykonať rozmerovanie za tepla (držanie časti v lisovej forme pri teplote), aby sa stanovil konečný tvar a zmiernilo vnútorné napätie.
Ako zabrániť žltačeniu
Titan je známy svojou náchylnosťou na zaseknutie alebo „zadieranie“ proti nástrojovej oceli. Pri vysokom tlaku sa odtrhne ochranná oxidačná vrstva, čo spôsobí, že reaktívny kov sa za studena zvári do formy. Na zmierňovanie tohto javu výrobcovia používajú pokročilé stratégie mazania, ako napríklad disulfid molybdénu (Moly) alebo grafity. Navyše sú nástroje často povlakované karbonitridom titánu (TiCN) alebo uhlíkom podobným diamantu (DLC), a v niektorých prípadoch sa používajú vsuvky z bronzu, ktoré poskytujú prirodzenú mazivosť a zabraňujú adhézijnemu opotrebovaniu.
Kľúčové automobilové aplikácie
Lisované diely z titánu sa nachádzajú tam, kde je ospravedlnený kompromis medzi cenou a výkonom. U vysokovýkonných a luxusných vozidiel sú tieto komponenty kľúčové pre dosiahnutie cieľových hmotností.
| Systém | Komponent | Bežná trieda | Výhoda výkonu |
|---|---|---|---|
| Výfuk | Plášte výfukov, tepelné clony | Trieda 2 (CP) | Odolnosť voči korózii, 40 % nižšia hmotnosť oproti nehrdznutej oceli |
| Motor | Držiaky ventilových pružín, podložky | Trieda 5 / Beta | Vyšší limit otáčok, znížené trenie |
| Podvozok | Podložky brzd, konzoly | Trieda 2 / 9 | Znížená nápružená hmotnosť, tepelná izolácia |
| Spojovacie zariadenia | Podložky, západky | Stupňov 5 | Vysoká retencia upínacej sily, žiadna korózia |
Analýza nákladov a zdrojová stratégia
Hospodinská realita titánového kovania zahŕňa vyššie počiatočné náklady. Cena surovín môže byť 10 až 20-násobne vyššia ako cena ocele a životnosť nástrojov je kratšia v dôsledku abrazívneho pôsobenia kovu. Výkonové aplikácie však často prinášajú vyššiu hodnotu počas celého životného cyklu – meranú úsporou paliva, trvanlivosťou a konkurenčnou výhodou – ktorá prevyšuje počiatočné náklady.
Pri overovaní dodávateľov hľadajte partnerov, ktorí rozumejú nuánsam horúceho tvárnenia a žíhania v kontrolovanom prostredí. Shaoyi Metal Technology , napríklad, ponúka špecializované možnosti automobilového kovania od rýchleho prototypovania až po vysokozdružovú výrobu. Ich zariadenia certifikované podľa IATF 16949 sú vybavené lismi s výkonom až 600 ton, čo zaisťuje pre mostárov presné titánové komponenty dodávané v prísnom dodržaní globálnych noriem. Overiť ich inžinierske služby tu ako zvládajú zložité materiálové výzvy.
Vždy overte schopnosť dodávateľa vykonávať sekundárne operácie, ako je orezávanie a úprava povrchu, pretože titanové hrany je ťažké odstrániť a vyžadujú špecializované procesy odhŕňania.
Zhrnutie: Je možné kovanie titánu?
Kovanie titánu už nie je vyhradené len pre letecký priemysel a Formulu 1. S príslušnou voľbou značky a kontrolou procesu je to životaschopnou technológiou hromadnej výroby pre vysokovýkonné automobilové aplikácie. Kľúčom je vyvážiť požiadavku na pevnosť značky 5 so skutočnosťami tvarovateľnosti pri výrobe, pričom sa často nachádza optimálny kompromis pri značke 9 alebo optimalizovaných konštrukciách zo značky 2. Keďže automobilky ďalej sledujú ciele zníženia hmotnosti kvôli dojazdu elektromobilov a splneniu emisných noriem, kované titánové komponenty budú zohrávať stále dôležitejšiu úlohu.
Často kladené otázky
1. Prečo sa titán nepoužíva na celé karosérie áut?
Hoci titán ponúka výnimočný pomer pevnosti k hmotnosti, jeho vysoká cena surovín a zložité požiadavky na spracovanie ho činia ekonomicky nevhodným pre karosérie vozidiel určených masovému trhu. Výroba veľkých panelov by vyžadovala obrovské lisovacie sily a drahé nástroje na horúce tvárnenie, čo by výrazne zvýšilo cenu vozidla mimo dosah spotrebiteľov.
2. Aké sú hlavné nevýhody lisovania titánu?
Hlavnými nevýhodami sú vysoké pruženie späť, ktoré komplikuje kontrolu tolerancií, a riziko zasekania, ktoré zvyšuje opotrebovanie nástrojov. Okrem toho má titán nižšiu tvárniteľnosť ako oceľ, čo znamená, že hlboké taženie často vyžaduje viacero etáp vrátane medzižíhania, aby sa zabránilo praskaniu.
3. Dajú sa zvárať lisované diely z titánu?
Áno, titán je zvárateľný, ale vyžaduje prísne kontrolované prostredie. Kyslík je „nepriateľom“ horúceho titánu; nad 400 °C rýchlo absorbuje kyslík, čo spôsobuje krehkosť. Preto sa zváranie musí vykonávať v inertnom argónovom prostredí alebo vo vákuovej komore, aby sa zachovala tažnosť a pevnosť materiálu.