 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Piestovanie dvíhacích ramien predného okna: Inžiniersky a identifikačný sprievodca
ZKRATKA
V kontexte automobilových komponentov kĺpanie ramien stieračov predného skla označuje dva odlišné pojmy: vysokorýchlostný progresívne razenie výrobný proces používaný na tvorenie kovovej konštrukcie a identifikačné kódy vytlačené na ramene pre overenie dielu. Moderná výroba sa do značnej miery posunula od liatia kovov ku kĺpaniu, čo umožňuje rýchlosť výroby až 60 dielov za minútu s vyššou presnosťou.
Pre majiteľov vozidiel a obnovovateľov sú tieto vytlačené označenia (napríklad logá výrobcov ako Trico alebo smerové indikátory ako 55L/55R) kľúčové na identifikáciu originálnych náhradných dielov a zabezpečenie správneho prichytenia. Či už hľadáte výrobcu pre sériovú výrobu alebo dešifrujete číslo starožitného dielu, pochopenie procesu kĺpania je nevyhnutné.
Výrobný proces: Postupné klenutie pomocou matrice
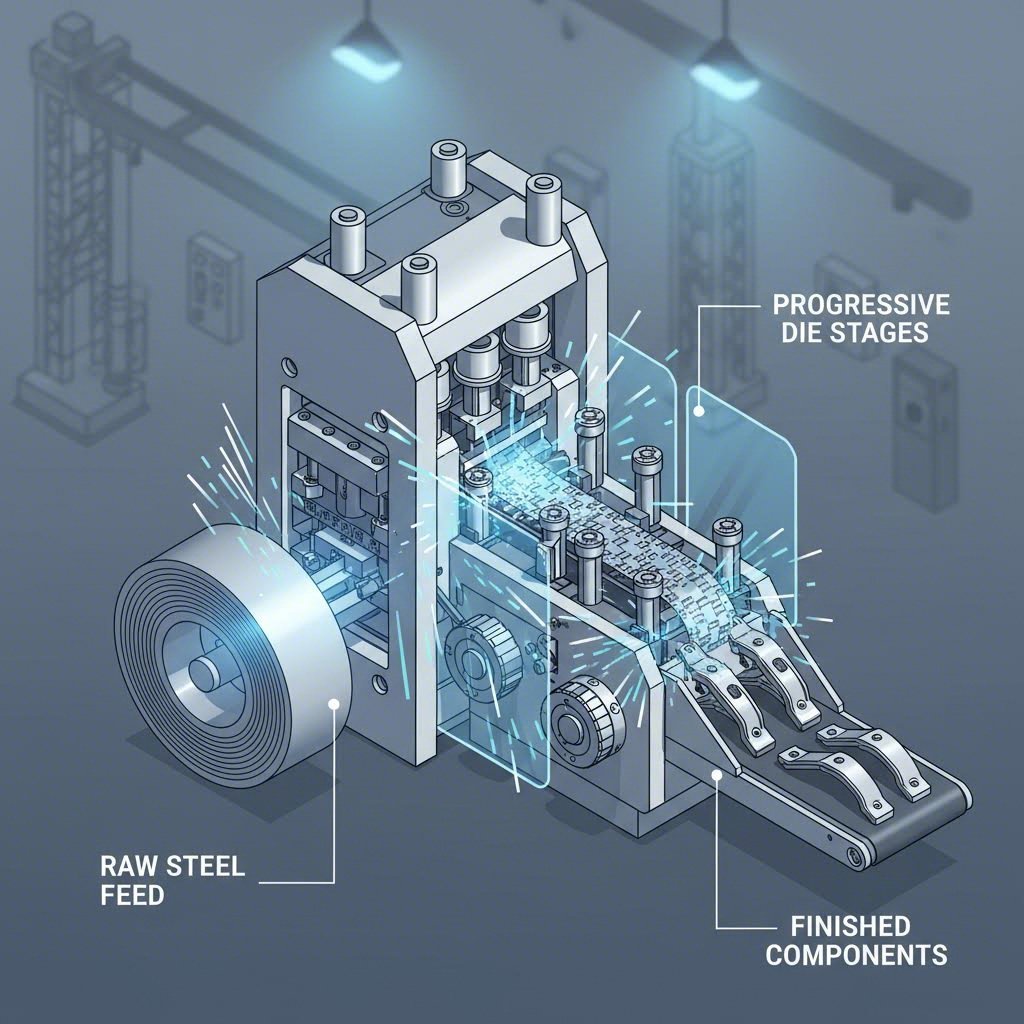
Výroba ramien čelného stierača sa výrazne vyvíjala, aby vyhovela požiadavkám automobilového priemyslu. Tradične sa mnohé komponenty stieračov vyrábali liatím kovu. Moderné techniky však uprednostňujú progresívne razenie , metódu, ktorá transformuje ploché kovové cievky na komplexné, trvanlivé tvary v nepretržitom postupe.
Tento posun prináša významné zvýšenie efektivity. Podľa štúdií prípadov z priemyslu, ako napríklad tých od Penne , umožňuje prechod na strihanie postupnou matricou výrobcom vyrobiť až 60 ramien stieračov za minútu. Na rozdiel od liatia, ktoré často vyžaduje sekundárne obrábanie na odstránenie prebytočného materiálu alebo vyhladenie hrubých okrajov, sú diely získané strihaním takmer hotové hneď po opustení lisu. Proces zahŕňa podávanie pozinkovaných oceľových alebo hliníkových pásov do lisu, kde séria matríc strihá, ohýba a tvaruje kovové konzoly a kanály s presnosťou na mikrometre.
Pre automobilových výrobcov OEM, ktorí vyžadujú takýto výkon a presnosť, je nevyhnutné vybrať si partnera s výraznými kapacitami. Komplexné kovové riešenia Shaoyi Metal Technology preklenúť medzeru medzi rýchlym prototypovaním a výrobou vo veľkom rozsahu, pričom využijeme presnosť certifikovanú podľa IATF 16949 a lisovacie kapacity až do 600 ton na dodávanie kľúčových komponentov, ktoré spĺňajú prísne celosvetové štandardy. Lisovacie zariadenia s vysokou uzatváracou silou zabezpečujú, že dokonca aj hrubé ocele používané pre odolné stierače okien zachovajú konštrukčnú pevnosť bez únavy materiálu.
Rozlúštenie označení na ramenách stieračov: Kódy a identifikácia
Pre nadšencov a mechanikov sa termín „raziace značky“ často vzťahuje na alfanumerické kódy vryté do kovového ramena. Tieto značky nie sú len dekoratívne; slúžia ako hlavný prostriedok identifikácie pre správne sedenie a overenie autenticity, najmä pri obnove klasických áut.
Najčastejšie značenia označujú výrobcu a stranu inštalácie. Napríklad komunity milovníkov klasických vozidiel často uvádzajú konkrétne kódy ako „55L“ (vľavo/vodičova strana) a „55R“ (vpravo/spolujazdcom strana), ktoré sa nachádzajú na spodnej strane ramena. Identifikácia týchto značiek je dôležitá, pretože ľavé a pravé wiperové ramená často majú jemné rozdiely v uhloch alebo dĺžkach, ktoré sú voľným okom nepostrehnuteľné, no sú rozhodujúce pre účinnosť čistenia skla.
Okrem toho pôvodné náhradné diely výrobcu (OEM), ako sú ramená vyrobené spoločnosťou Trico, často obsahujú Ochranné známky Trico alebo špecifické dátumové kódy. Tieto označenia odlišujú originálne OEM diely od bežných náhradných dielov, ktoré zvyčajne nemajú podrobné značenie alebo používajú zjednodušené čísla dielov. Pri objednávaní náhrad sa uistite, že označené spojenie typu „nožica“ alebo „hák“ zodpovedá špecifikácii vášho vozidla, aby ste predišli mechanickému poškodeniu.
Úprava povrchu: Farba a ochrana proti korózii
Surová plechová oceľ je veľmi náchylná na koróziu, čo vyžaduje dôkladné povrchné úpravy hneď po výrobe. Vo výrobnej prevádzke sa terče stieračov zvyčajne pokrývajú elektroforézou (E-pokrytie) alebo práškovým lakovanie, aby poskytli trvalú, odolnú bariéru voči poveternostným vplyvom. Tento povrch musí odolávať trvalému UV žiareniu, vlhkosti a cestným soliam bez odlupovania.
Pre nadšencov do samonastavby je udržiavanie tohto povrchu bežnou výzvou. V priebehu času môže pôvodný povlak vyblednúť alebo olupovať, čo vedie k hrdzaveniu, najmä okolo oblastí s lisovaným kĺbom. Na efektívne obnovenie povrchu lisovaného ramena stierača musíte odstrániť starý lak, aniž by ste opísali identifikačné kódy. Použite jemný brúsny papier (približne 400-600 grit) na matovanie povrchu a potom ho dôkladne očistite rozpúšťadlom.
Nanášanie kvalitného polmatného alebo saténového čierneho laku je priemyselným štandardom pre obnovu vzhľadu výrobného závodu. Vyhnite sa hrubým vrstvám, ktoré by mohli zablokovať lisované čísla alebo pružinový mechanizmus. Podrobné návody na platformách ako GM-Trucks.com upozorňuje na dôležitosť prípravy – ak neodstránite hrdzu zo štampovaných zárezov, dojde do niekoľkých mesiacov k vytváraniu bublín v novej farbe.
Riešenie problémov a údržba štampovaných ramien
Hoci sú štampované kovové ramená odolné, nie sú imúnne voči mechanickým poruchám. Najčastejším miestom poruchy sú drážky – štampované zárezy vo vnútri montážneho otvoru, ktoré zachytávajú hriadeľ prevodu stierača. Ak sa rameno stierača núti alebo inštaluje bez správneho krútiaceho momentu, môžu sa tieto mäkké kovové drážky poškodiť, čo spôsobí prešmykovanie ramena a nehybnosť čočky, aj keď sa motor otáča.
Ďalším problémom je fyzická deformácia. Pretože oceľ, ktorá prešla procesom tvárnenia, má „pamäť“, ohnutý rameno sa niekedy dá opraviť, ale vyžaduje opatrné manipulovanie. Použitie dvoch kľúčov na skrútenie ramena späť do správnej polohy môže opraviť „chvenie“ (keď čepeľ preskakuje po sklách), no nadmerná sila môže zlomiť kov alebo oslabiť pružinový napätie. Ak vnútorná pružina – často upevnená na oceľový jazýček vytvorený tvárnením – stráti napätie, čepeľ nebude pôsobiť dostatočným tlakom na čelné sklá, a preto bude neúčinná bez ohľadu na to, ako nová je gumová čepeľ.
Záverečné úvahy k tvárneniu ramien stieračov
Pochopenie dvojitej povahy kovania – ako vysokopresnej výrobnej metódy a zároveň dôležitého identifikačného systému – posilňuje inžinierov aj majiteľov vozidiel. Pre výrobcov predstavuje prechod na postupné kovanie skok v efektivite a konzistencii. Pre spotrebiteľov môže schopnosť čítať vyrazené kódy na sterači znamenať rozdiel medzi dokonalou obnovou a frustrujúcim problémom s prispôsobením. Či už určujete výrobnú sériu alebo obnovujete klasiku, podrobnosti vyrazené do kovu odhaľujú celý príbeh pôvodu a funkcie súčasti.

Často kladené otázky
1. Môžeme naterať sterače práškovou farbou?
Áno, prášková farba je vynikajúcou voľbou pre sterače, pretože poskytuje hrubší a trvákavejší povrch než bežná sprejovaná farba. Je veľmi odolná voči odštiepaniu a poškodeniu UV žiarením. Musíte však zabezpečiť, že povlak nebude rušiť otočný kĺb ani nezaplní drážky upevnenia, čo by mohlo znemožniť správne nasadenie ramena na vozidlo.
2. Ako identifikujem typ svojho ramena stierača?
Na identifikáciu svojho ramena stierača vyhľadajte vytlačené alfanumerické kódy na spodnej strane alebo základni ramena. Kódy končiace písmenom „L“ alebo „R“ zvyčajne označujú ľavé alebo pravé umiestnenie. Okrem toho skontrolujte spojovací bod, kde sa kefka pripája; bežné vytlačené typy zahŕňajú „Hook“ (Hák), „Bayonet“ (Klin) alebo „Side Pin“ (Bočný kolík). Porovnanie týchto vytlačenín s výkresmi výrobcu je najspoľahlivejšou metódou.
3. Aký je rozdiel medzi plechovými a odliatymi ramenami stieračov?
Plechové ramená stieračov sa vyrábajú z plechu pomocou lisov s vysokou silou, čo vedie k ľahšej, rovnomernejšej súčiastke s hladkým povrchom. Odliaté ramená sa vyrábajú liatím roztaveného kovu do formy, čo môže mať za následok ťažší, krehkejší komponent, ktorý môže vyžadovať viac úprav po výrobe, aby sa odstránili švy a nedokonalosti.