 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Piestovanie nosníkov chladiča: Výrobné špecifikácie a tajomstvá obnovy
ZKRATKA
Lisovanie podpier chladiča zahŕňa dve odlišné kategórie: priemyselný výrobný proces tvorenia hrubostenných kovov do konštrukčných rámov vozidiel a výber týchto súčastí pre obnovu automobilov alebo zvýšenie výkonu. V odvetví výroby sa tento proces vykonáva pomocou lisov s vysokou silou (často 600–800 ton), ktoré tvarujú materiály ako hliník alebo oceľ s hrúbkou 0,250 palca s presnosťou až ± 0,010 palca. Pre nadšencov automobilov je voľba medzi originálnymi oceľovými podperami v štýle OEM, ktoré ponúkajú továrenskú tuhosť a autenticitu, a náhradnými trubicovými verziami určenými na zníženie hmotnosti pre použitie v závodníctve. Či už navrhujete montáž ťažného nákladného vozidla triedy 8 alebo obnovujete klasický Mustang, pochopenie mechaniky lisovania a identifikácie dátumových kódov je rozhodujúce pre zabezpečenie konštrukčnej integrity a hodnoty vozidla.
Výrobné mechanizmy: Ako sa plechové podpery pre chladič kalkujú
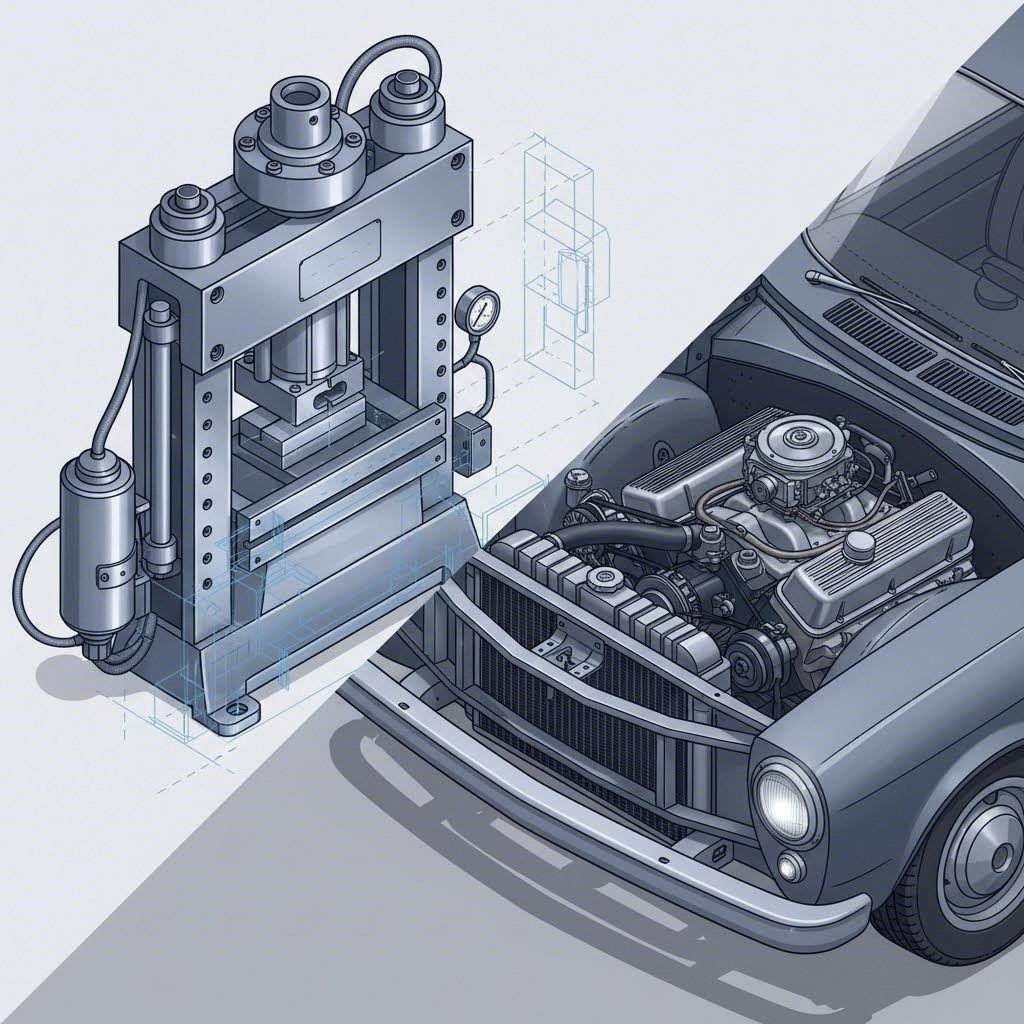
Výroba chladiča je výkonom ťažkého priemyselného inžinierstva. Na rozdiel od jednoduchých karosáriových panelov sú tieto podpery konštrukčnými súčasťami, ktoré musia vydržať hmotnosť chladiča, kondenzátor a často aj prednú karosériu, pričom musia zachovať tuhý priečny súlad pre motorový priestor a blatníky. Proces začína výberom materiálu, zvyčajne vysokopevného ocele alebo hrubého hliníku. Napríklad pri ťažkých aplikáciách ako sú kamióny triedy 8 používajú výrobcovia hliník s hrúbkou 0,250 palca, aby vyvážili pevnosť a hmotnosť.
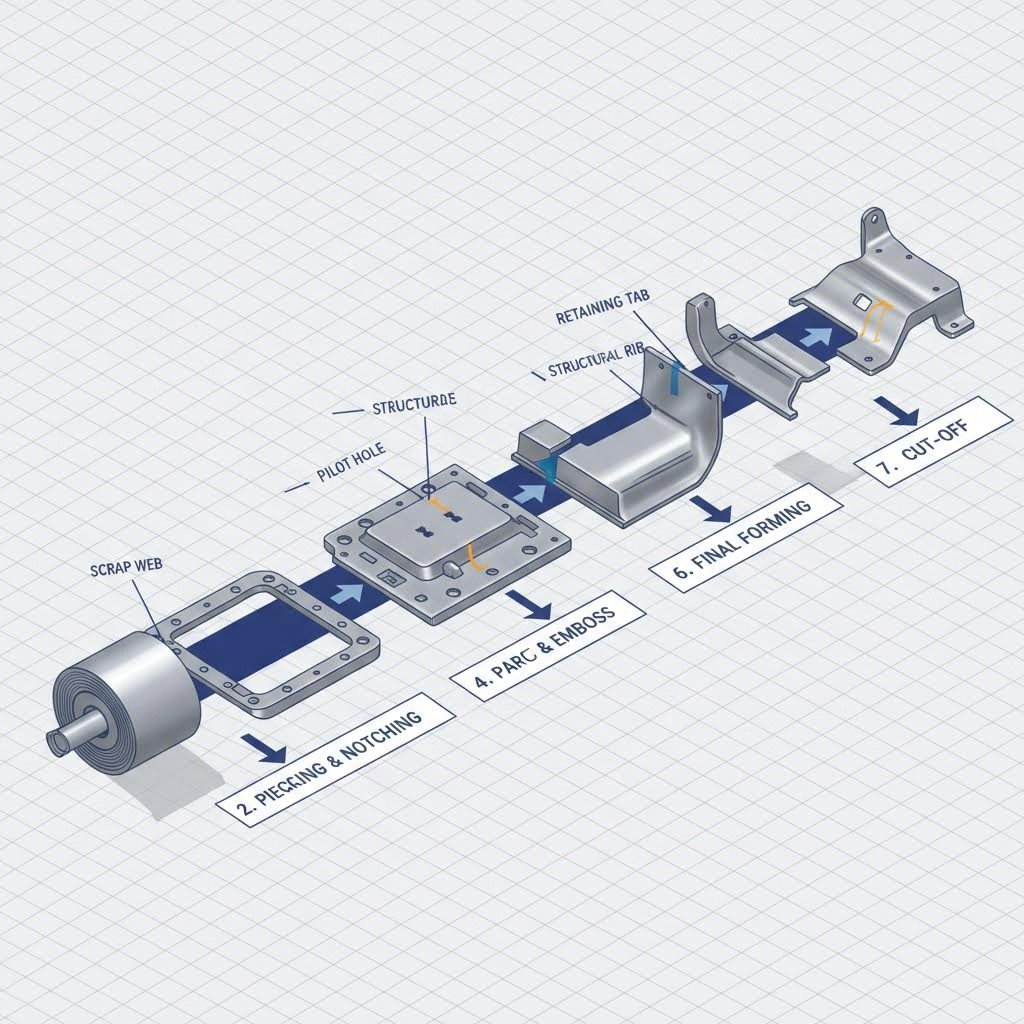
Na výrobu týchto odolných materiálov používajú výrobcovia veľké hydraulické alebo mechanické lisy. Údaje od odborníkov z priemyslu, ako je Aranda Tooling, uvádzajú použitie lisov s tlakom 800 ton na tvárnenie rámov chladičov. Proces často zahŕňa postupné strihanie dies, pri ktorom sa nepretržitý pás kovu posúva cez viacero staníc. Každá stanicia vykoná konkrétny rez, ohnutie alebo prebíjanie, čím sa postupne z plochého plechu vytvorí komplexný trojrozmerný rám. Táto metóda zabezpečuje vysokú opakovateľnosť a efektivitu a dokáže vyrobiť viac ako 15 000 kusov ročne.
Presnosť je v tejto oblasti nepredstaviteľná. Nosník chladiča nie je len jednoduchý upevňovací prvok; ide o referenčný bod pre celú prednú časť vozidla. Poprední výrobcovia dodržiavajú prísne štandardy kontroly kvality a udržiavajú tolerancie vo veľkosti až ± 0,010 palca. Táto úroveň presnosti sa dosahuje prostredníctvom pokročilých nástrojov a sekundárnych operácií, ako je napríklad robotické zváranie, pri ktorých sa viacero lisovaných súčastí spojí do jednotnej koherentnej jednotky. Pre automobilové spoločnosti, ktoré hľadajú premostenie medzery medzi rýchlym prototypovaním a výrobou vo veľkom rozsahu, Shaoyi Metal Technology ponúka presnosť certifikovanú podľa IATF 16949. So schopnosťami lisov až do 600 ton – porovnateľné s hlavnými priemyselnými štandardmi – dodávajú kľúčové konštrukčné súčiastky, ako sú riadené ramená a podvozky, pri dodržaní globálnych špecifikácií OEM.
Spoločnosti ako Regal Metal Products využívajú tiež veľké rozmery lôžok (až do 60“ x 168“) na zohľadnenie značnej plochy automobilových nosných konštrukcií. Tieto možnosti umožňujú výrobu jednodielnych strihov alebo zložitých zostáv, ktoré integrujú upevňovacie body pre zavesenie a chladiace systémy, čím zabezpečujú, že diel vyhovuje prísne stanoveným požiadavkám moderných automobilových montážnych liniek.
Strihnutá oceľ voči trubicovým podporám: porovnanie výkonu
Pre automobilového nadšenca termín „podpery radiátora so strihaním“ často označuje rozhodovací moment: má sa držať továrne dodávanej strihanej ocele alebo prejsť na trubicovú alternatívu? Táto voľba zásadne mení charakter vozidla, ovplyvňuje všetko od rozloženia hmotnosti až po účinnosť chladenia.
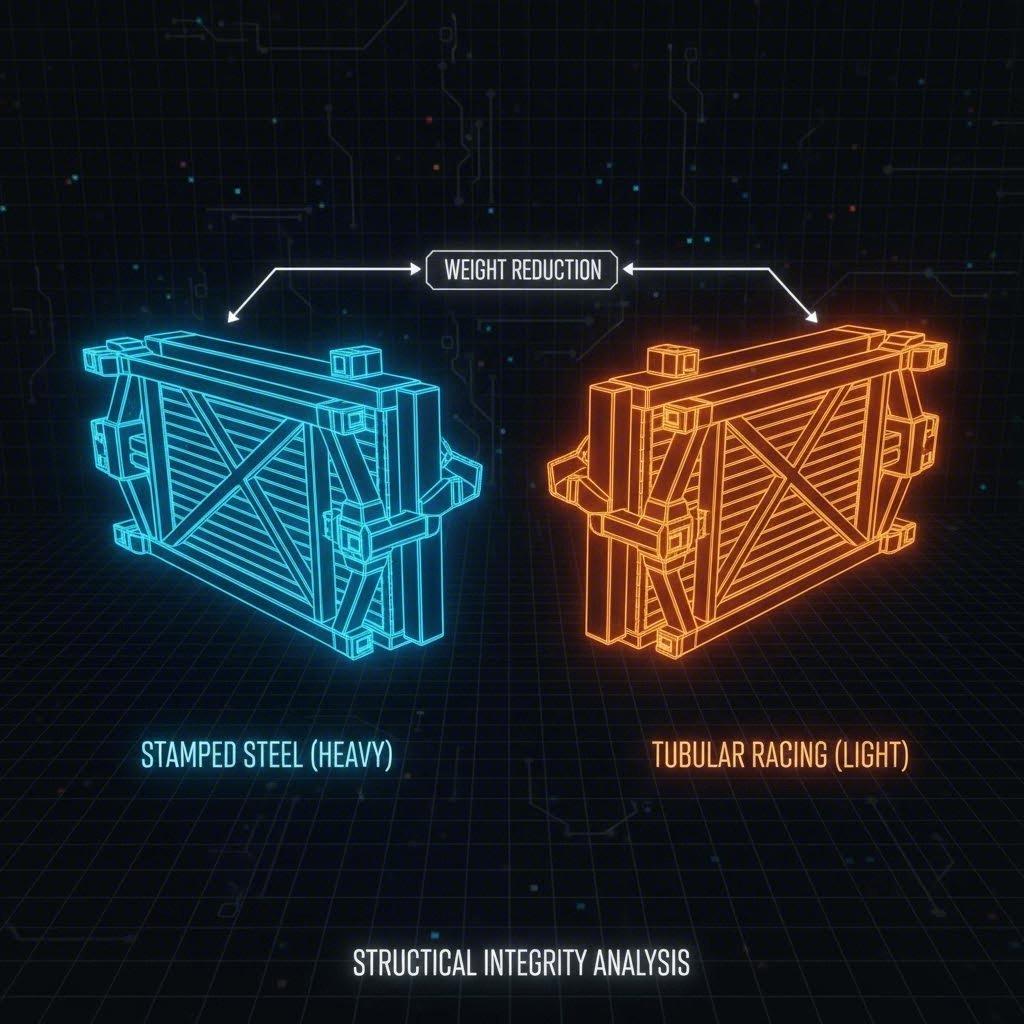
Originálne podpery zo strihanej ocele (OEM) sú štandardom pre obnovu a uličné automobily. Tieto diely, vyrobené pomocou výkonných lisovacích metód popísaných vyššie, sú navrhnuté tak, aby sa ohýbali a absorbovali energiu pri náraze, čím chránia podvozok. Zaručujú presné prichytenie podľa výrobného štandardu, predvŕtané otvory pre káblové zväzky a montážne body pre pôvodné príslušenstvo, ako sú nádoby na mycie kvapaliny pre prednú tabuľu alebo klaksóny. Sú však ťažké a môžu obmedziť prívod vzduchu ku chladiču kvôli svojej objemnej, plnej konštrukcii.
Trubicové a chromomolybdénové nosníky , ako sú tie od Rhodes Custom Auto, sú uprednostňovanou voľbou pre závody na štart a dráhové aplikácie. Vyrobené z ľahkých rúr (často 4130 Chromoly), tieto podpery môžu výrazne znížiť hmotnosť – často ušetria 10 až 20 libier na prednej časti vozidla, kde to najviac záleží. Ich otvorený dizajn maximalizuje prívod vzduchu k chladiču, čo je kritickou výhodou pre vysoký výkon motorov. Obeta je často tuhosť pri každodennom vedení a absencia montážnych bodov pre štandardné príslušenstvo, čo ich robí menej vhodnými pre plne vybavené uličné auto.
| Vlastnosti | Originálny lisovaný oceľový | Tubulárny / Chromoly z náhradných dielov |
|---|---|---|
| Primárne použitie | Obnova, každodenná jazda, oprava po havárii | Závod na štart, deň dráhy, pretekárske použitie |
| Materiál | Lisovaný plech (oceľ/alumínium) | Zvárané rúry (mäkká oceľ alebo Chromoly) |
| Hmotnosť | Ťažký (štandardná výrobná hmotnosť) | Ľahký (úspora 10–20 libier) |
| Vzduchový prietok | Obmedzený (pevné panely blokujú prúdenie vzduchu) | Maximum (otvorený dizajn) |
| Prispôsobenie | Priame pripevnenie s originálnymi príslušenstvom | Môže vyžadovať úpravy pre príslušenstvo |
Obnova a autenticita: Dekódovanie dátumových pečiatok podpery chladiča
Vo svete obnovy klasických automobilov, najmä Mustangov, Chevellov a Camarov, má podpera chladiča so zápečatkaním kľúčový význam pri overovaní. Odborníci na autenticitu a vážni zbieratelia hľadajú konkrétne dátumové pečiatky a kódy výrobcu, aby určili, či automobil stále má pôvodné plechové diely alebo bol opravený pomocou servisných náhradných dielov.
U vozidiel ako klasický Ford Mustang je dátumová pečiatka známa tým, že ju nájsť je ťažké, hoci je nevyhnutná pre hodnotenie na súťažiach concours. Nadšenci na fóre Concours Mustang Forum uvádzajú, že tieto pečiatky sa často nachádzajú pod držiakom batérie alebo za priečnym zosilnením. Typická pečiatka z výrobnej linky môže obsahovať dátumový kód (napr. „4/14/64“), ktorý zodpovedá dátumu výroby vozidla. Rozdiely tu však predstavujú výstražné signály. Pečiatka so zápisom ako napr. „A 62“ alebo inými ne-dátumovými formátmi často označuje Náhradnú servisnú súčiastku —súčiastku nainštalovanú dealerm alebo karosárnou po havárii, nie počas továrnejskej montáže.
Rozlúštnenie týchto známok si vyžaduje ostré oko. Pri rekonštrukcii Chevroletu sa môžu kódy dátumov objaviť na hornej doske pri uzávierke kapoty alebo na strane motora podložky. Formát zvyčajne nasleduje štruktúru mesiac/týždeň/deň. Okrem samotných znakov je spôsob pripútanosti znamením. Výrobné podpery boli zvyčajne zvárané na mieste s vysokým priemyslovým odporom zváračov, čo zanechalo malé, presné jamky. Náhradné podpery sú často zvárané (MIG zváraný cez vyvrtnuté otvory), čo je jasný vizuálny indikátor toho, že história "podpory pečiatkového radiátora" tohto vozidla zahŕňa opravu zrážok.
Výzvy pri inštalácii a zosúlaďovaní
Nahrádzanie plechového nosníka chladiča nie je jednoduchou záležitosťou typu „priskrutkuj a hotovo“; ide o štrukturálny zákrok, ktorý určuje zarovnanie celého predného úseku karosérie. Keďže tento nosník spája ľavý a pravý vnútorný blatník, ovplyvňuje geometrickú pravosť motorového priestoru. Bežným problémom náhradných plechových nosníkov od tretích strán sú mierne rozdiely v rozmeroch. Už odchýlka o niekoľko milimetrov môže spôsobiť nevhodné medzery v kryte motora alebo nesúosé blatníky.
Úspešná inštalácia začína prípravou. Väčšina náhradných plechových nosníkov prichádza s čiernym povlakom EDP (elektroforetický základný nástrek). Hoci tento povlak bráni korózii počas prepravy, na miestach zvárania ho treba odstrániť alebo zoškrabať, aby sa zabezpečilo správne priľnutie. Skúsení obnovovatelia odporúčajú najskôr suché pripevnenie celého predného konca – blatníkov, kapoty a mriežky – ešte predtým, ako bude nový nosník natrvalo zváraný. To umožňuje upraviť montážne otvory alebo pridať medzikusy.
Pre osoby opravujúce vozidlo z danej doby je zachovanie pôvodného razítka VIN (často umiestneného na podpore chladiča u určitých modelov) právne a hodnotovo kritické. Ak je podpora hrdzavá, ale razítkovaná oblasť je nepoškodená, niektorí obnovovatelia sa rozhodnú preniesť pôvodnú razítkovanú časť do novej podpory, hoci to vyžaduje odborné zručnosti v dokončovaní kovu, aby to zostalo nepozorovateľné.
Často kladené otázky
1. Môžete jazdiť bez podpery chladiča?
Nie, jazda bez podpery chladiča je vysoke nebezpečná a mechanicky riskantná. Táto súčasť robí viac ako len drží chladič; poskytuje štrukurálnu tuhosť prednej časti vozidla, spájajúc rámové nosníky a vnútorné blatníky. Bez nej môže predná časť výrazne ohýbať, čo vedie k nesprávnemu zarovnaniu karosérií a potenciálnemu zlyhaniu zámku kapoty. Navyše chladič by nemal žiadne pevné uchytenie, čo spôsobuje jeho vibrácie, poškodenie chladiaceho potrubia a nakoniec katastrálne prehriatie alebo poškodenie motora.
2. Aký druh cínu sa používa pri opravách chladičov?
Pri opravách mosadzných alebo medených chladičov, ktoré sa často vyskytujú vo vozidlách so staršími plechovými nosníkmi, sú štandardné konkrétne cíny olova a cínu. Bežné zloženie zahŕňa 40/60 (40 % cínu, 60 % olova) alebo 30/70. Presnosť je však kľúčová; ako sa uvádza v odborných diskusiách, nadmerné teplo alebo nesprávny materiál môže oslabiť jadro. Moderné hliníkové chladiče s plastovými nádobami, ktoré sú spájané s novšími plechovými nosníkmi, sa zvyčajne nepájajú a vyžadujú buď výmenu jadra, alebo epoxidové záplaty na dočasné opravy.