 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Штамповка компонентов рулевой колонки: руководство по производству и материалам
Краткое содержание
Штамповка является доминирующим производственным процессом для крупносерийного выпуска деталей, критически важных с точки зрения безопасности, штампованные компоненты рулевых колонок , включая кронштейны крепления, механизмы регулировки наклона и разрушаемые оболочки. По сравнению с традиционными методами литья штамповка металла с использованием высокопрочных низколегированных (HSLA) сталей обеспечивает значительное снижение массы и более низкую стоимость единицы продукции при сохранении строгих стандартов краш-тестов. В данном руководстве рассматриваются техническая осуществимость, стратегии выбора материалов и требования к поставщикам (такие как IATF 16949), необходимые для разработки надежных рулевых узлов.
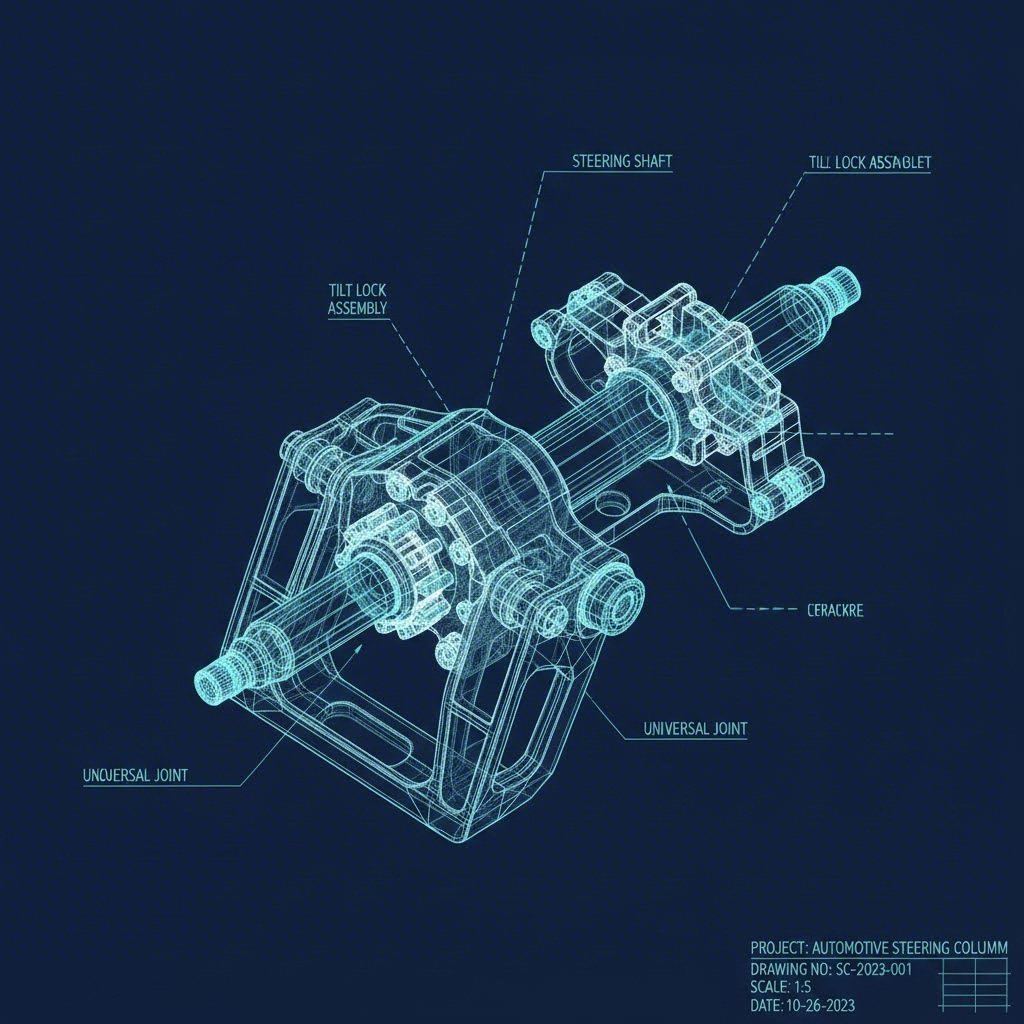
Ключевые штампованные компоненты рулевых колонок
Современные рулевые колонки представляют собой сложные сборочные узлы, требующие высокой точности для обеспечения безопасности и комфорта водителя. Листовая штамповка позволяет инженерам изготавливать сложные геометрические формы с высокой воспроизводимостью. Следующие компоненты являются основными кандидатами для последовательной и передаточной штамповки.
Крепёжные кронштейны и несущие элементы
Рулевая колонка должна быть жёстко закреплена на поперечной балке автомобиля или переборке, чтобы предотвратить вибрации. В большинстве массовых применений штампованные крепёжные кронштейны предпочтительнее литых алюминиевых благодаря лучшему соотношению прочности к весу. Эти кронштейны обычно изготавливаются из высокопрочной низколегированной стали (HSLA), чтобы выдерживать значительные статические нагрузки и динамические эксплуатационные усилия без остаточной деформации.
Механизмы наклона и регулировки положения руля
Эргономика водителя зависит от механизмов регулировки наклона (вращения) и вылета (доступности). Пластины фиксации и зубья, используемые в этих системах, зачастую штампуются до почти окончательной формы. Здесь часто применяется прецизионное вырубание для получения чистых срезанных кромок, необходимых для плавного фиксирующего соединения, что исключает дополнительные операции механической обработки.
Складные кожухи и зоны безопасности
В случае лобового столкновения рулевая колонка предназначена для складывания, поглощая энергию и защищая водителя. Это часто достигается с помощью штампованных и гофрированных пластин, поглощающих энергию, или скоб сетчатой конструкции, которые деформируются контролируемым образом. Производители используют специальные матрицы для создания определённых концентраторов напряжений или гофр на металле, обеспечивая предсказуемое сминание компонента при заданной нагрузке.
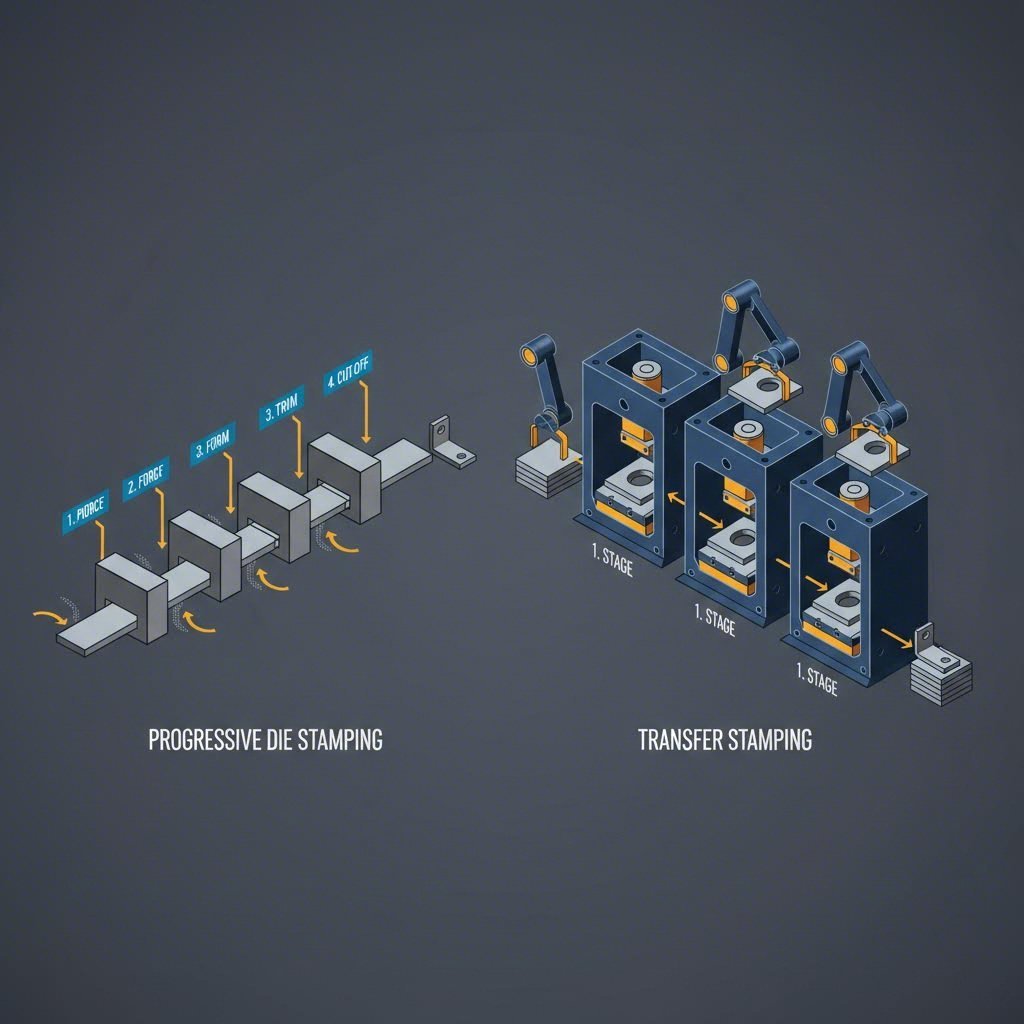
Технологические процессы: многооперационная и переходная штамповка
Выбор правильной методики штамповки критически важен для баланса между инвестициями в оснастку и стоимостью единицы продукции. Для компонентов рулевой колонки решение зачастую сводится к выбору между последовательной штамповкой с использованием многооперационного штампа и штамповкой с переносом заготовки.
Прогрессивная штамповка
Для небольших компонентов с высоким объемом производства, таких как фиксаторы, зажимы и малые кронштейны, стандартом является последовательная штамповка с использованием многооперационного штампа. В этом процессе металлическая лента подается через единый штамп, имеющий несколько станций. Каждая станция выполняет определённую операцию — резку, гибку или пробивку — по мере продвижения ленты. Данный метод обеспечивает высокое количество ходов в минуту (SPM), что значительно сокращает цикл времени и стоимость детали в программах массового автомобильного производства.
Штамповка с переносом для сложных геометрий
Более крупные конструкционные корпуса или компоненты, требующие глубокой вытяжки, зачастую нуждаются в передаточной штамповке. В отличие от прогрессивных штампов, где детали остаются прикреплёнными к ленте, при передаточной штамповке отдельные заготовки перемещаются между станциями с помощью механических пальцев. Это позволяет выполнять более сложные операции формовки и обеспечивает лучшее использование материала, что особенно важно при работе с дорогостоящими сталями автомобильного класса.
От прототипа до массового производства
Проверка технологичности производства на ранних этапах проектирования имеет решающее значение. Производители автомобилей часто требуют от поставщиков подтверждения их возможностей на всех этапах жизненного цикла продукции. Производители, способные обеспечить переход от быстрого прототипирования к массовому производству, обладают стратегическим преимуществом. Например, Shaoyi Metal Technology предоставляет комплексные решения для штамповки, масштабируемые от первоначальных прототипов до высокотехнологичного производства, используя прессы мощностью до 600 тонн для изготовления критически важных компонентов, таких как рычаги подвески и подрамники, в соответствии со стандартом IATF 16949.
Инженерные задачи и выбор материалов
Штамповка критически важных деталей рулевой системы требует учёта сложных металлургических свойств. Инженеры должны учитывать характеристики материалов, влияющие как на технологичность изготовления, так и на эксплуатационные показатели готовых деталей.
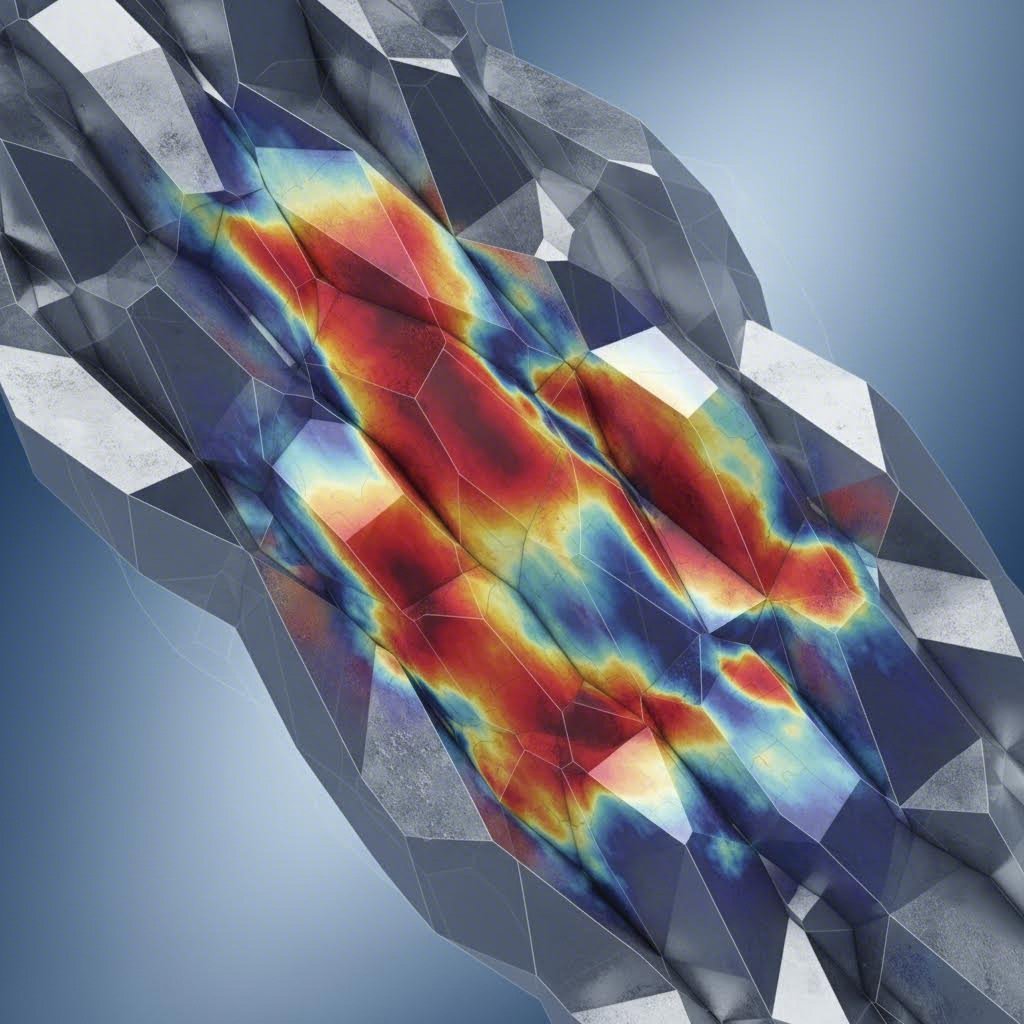
Управление пружинением в сталях HSLA
Для снижения массы транспортного средства производители всё чаще используют высокопрочные низколегированные (HSLA) стали. Эти материалы обладают высокой прочностью, однако отличаются значительным пружинением — склонностью металла возвращаться к исходной форме после формовки. Компенсационные меры на этапе проектирования штампов, основанные на анализе методом конечных элементов (FEA), необходимы для обеспечения допусков, особенно для сопрягаемых деталей телескопических колонн.
Жёсткие допуски и безопасность при столкновении
Компоненты рулевого управления работают без люфта, чтобы обеспечить точность рулевого управления. Штампованные детали должны иметь жесткие допуски (часто в пределах ±0,05 мм), чтобы предотвратить посторонние шумы или люфт. Кроме того, материал должен сохранять пластичность, чтобы не трескаться при быстрой деформации во время аварии. Выбор подходящей марки стали требует баланса между пределом текучести для долговечности и свойствами удлинения, необходимыми для поглощения энергии.
Критерии отбора поставщиков для автомобильной штамповки
Закупка штампованных компонентов рулевого управления требует процедуры отбора, выходящей за рамки цены. Система управления качеством поставщика и его технические возможности имеют первостепенное значение.
- Сертификация IATF 16949: Это обязательный базовый уровень для поставщиков автомобилестроительной отрасли, обеспечивающий соответствие систем управления качеством требованиям автопроизводителей.
- Внутренние возможности по изготовлению инструментов и оснастки: Поставщики с собственными отделами оснастки могут быстрее реагировать на конструкторские изменения и эффективнее обслуживать пресс-формы, сокращая простои.
- Моделирование и совместное проектирование: Ведущие поставщики используют программное обеспечение для моделирования, чтобы прогнозировать проблемы формовки до начала обработки стали. Ищите партнеров, готовых к совместному проектированию для оптимизации геометрии деталей под процесс штамповки.
- Сборка с добавленной стоимостью: Многие компоненты рулевого управления требуют дополнительных операций. Поставщики, предлагающие последовательную сварку, развальцовку или сборку кронштейнов на трубах, предоставляют более полное решение, снижая сложность логистики.
Резюме по технологической осуществимости
Переход от литья к штамповке в производстве рулевых колонок обусловлен постоянным стремлением автомобильной промышленности к снижению веса и повышению экономической эффективности. Используя передовые процессы, такие как многооперационная штамповка, и материалы, например сталь повышенной прочности (HSLA), инженеры могут разрабатывать компоненты, отвечающие строгим стандартам безопасности, при одновременной оптимизации производственных показателей. Успех в этой области требует глубокого понимания поведения материалов и сотрудничества с квалифицированными и сертифицированными производителями.
Часто задаваемые вопросы
1. Каковы основные компоненты рулевой системы?
Основные компоненты современной системы рулевого управления включают рулевое колесо, рулевую колонку (в которой размещены вал и механизмы безопасности), рулевой механизм (реечный или с рециркуляцией шариков) и рулевые тяги, передающие усилие на поворотные кулаки колес. В системах электроусилителя руля (EPS) электродвигатель и электронный блок управления (ECU) также интегрированы в колонку или рулевую рейку.
2. Какой компонент передает рулевое усилие на колеса?
Рулевые тяги являются ключевыми связующими элементами, передающими поперечное движение от рулевого механизма на поворотные кулаки колес. Они отвечают за выдвижение и втягивание колес с целью изменения их угла, обеспечивая точный отклик автомобиля на действия водителя.