 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Одностадийный и прогрессивный штамп: техническое сравнение

Краткое содержание
Однооперационные штампы выполняют одну конкретную операцию штамповки металла за каждый ход пресса, что делает их экономически выгодным выбором для простых деталей, прототипов и небольших серий производства. В отличие от них, многопозиционные штампы используют полностью автоматизированную систему подачи непрерывной металлической ленты через несколько позиций, выполняя последовательность операций за один ход пресса. Этот метод чрезвычайно эффективен и идеально подходит для изготовления сложных деталей в больших объемах с высокой повторяемостью.
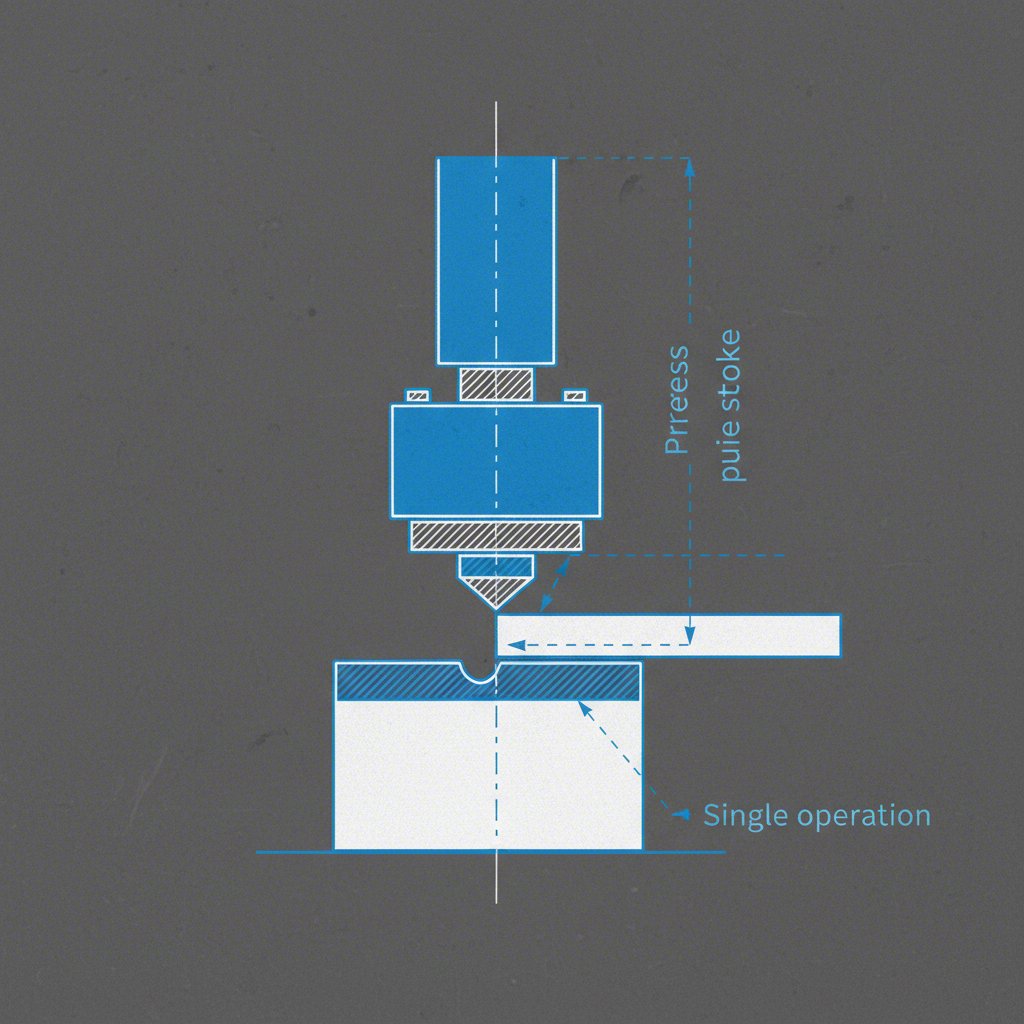
Понимание основ: что такое однооперационный штамп?
Одностадийная матрица, часто называемая ручной или однооперационной матрицей, представляет собой базовый подход в процессе штамповки металла. Её основной принцип — простота: матрица предназначена для выполнения одной конкретной операции за каждый ход пресса. Это может быть простая задача, например пробивка отверстия, единичный изгиб или вырубка детали из большего листа металла. Процесс обычно включает ручную подачу материала или детали в пресс оператором для каждой операции, хотя возможна также полусинхронная загрузка.
Конструкция одноступенчатого инструмента отличается простотой, что обеспечивает значительные преимущества в определённых производственных сценариях. Поскольку инструмент должен выполнять только одну задачу, его разработка, изготовление и настройка осуществляются относительно быстро и недорого. Это делает его отличным выбором для проектов, где важна скорость выхода на рынок, например, при создании прототипов или проведении пробных серий для проверки новой конструкции. Гибкость быстрой замены инструментов для различных операций также позволяет легко вносить изменения в конструкцию с минимальными простоями и затратами.
Однако простота одностадийных штампов сопряжена также с ограничениями, в первую очередь связанными со скоростью производства и трудозатратностью. Поскольку каждая операция требует отдельного цикла прессования и зачастую ручной обработки, общая производительность значительно ниже, чем у автоматизированных альтернатив. Для сложных деталей, требующих нескольких этапов — например, серии изгибов, отверстий и вырезов, — процесс превращается в последовательность отдельных операций, что увеличивает как время, так и вероятность ошибок. Это делает их менее пригодными для массового производства, где основными критериями являются эффективность и стоимость единицы продукции.
Ключевые характеристики одностадийных штампов включают:
- Плюсы: Низкая первоначальная стоимость оснастки, короткие сроки изготовления инструмента, простая и легко настраиваемая конструкция, высокая гибкость при изменении конструкции.
- Минусы: Более низкая скорость производства, более высокие затраты на рабочую силу из-за ручной обработки деталей и неэффективность при изготовлении сложных деталей, требующих множества операций.
Мощность для массового производства: что такое прогрессивный штамп?
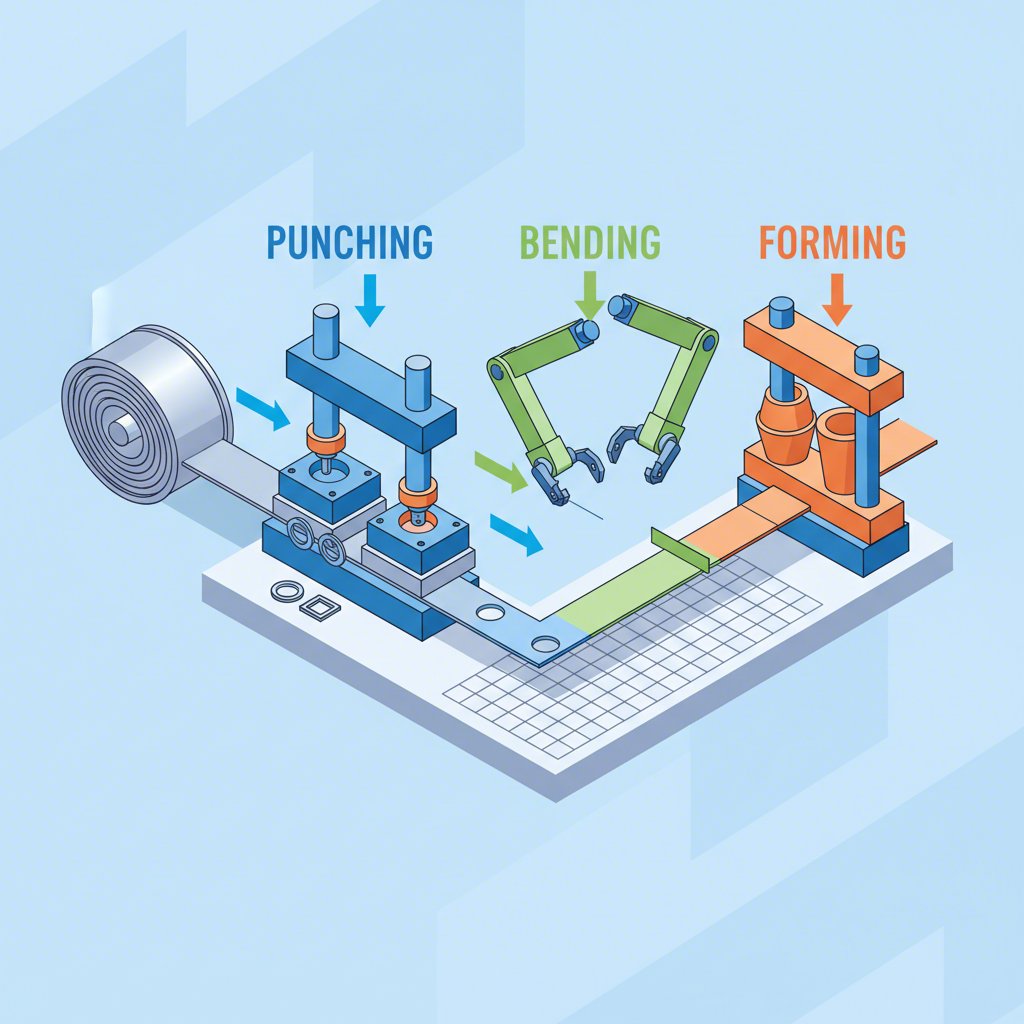
Прогрессивная штамповка — это высокопроизводительный, автоматизированный производственный процесс, предназначенный для массового производства. В отличие от одностадийного аналога, прогрессивный штамп выполняет несколько операций одновременно на нескольких станциях, интегрированных в один инструмент. Процесс начинается с непрерывной подачи рулона листового металла в пресс. По мере продвижения этой металлической полосы через штамп каждая станция последовательно выполняет определённую операцию — такую как резка, пробивка, гибка или выдавливание.
Инженерное мастерство этого процесса заключается в его автоматизации и точности. Металлическая лента остаётся соединённой на протяжении всей последовательности, фиксируясь с помощью направляющих отверстий, которые обеспечивают идеальное выравнивание при переходе от одной станции к следующей. К тому моменту, как лента достигает последней станции, готовая деталь вырезается из неё. Эта непрерывная, бесперебойная работа позволяет достичь чрезвычайно высоких темпов производства, что делает возможным изготовление тысяч или даже миллионов идентичных деталей с исключительной согласованностью и жёсткими допусками. Такой уровень воспроизводимости имеет критическое значение в таких отраслях, как автомобилестроение, электроника и аэрокосмическая промышленность.
Основной компромисс ради этой невероятной эффективности — это сложность и стоимость оснастки. Многооперационные штампы являются сложными, требуют экспертного проектирования и точной инженерии, что приводит к более высоким первоначальным затратам и увеличению сроков изготовления штампов. Повреждение одной станции может потребовать демонтажа всего комплекта штампов для ремонта, что потенциально вызывает значительный простой. Из-за этих факторов многооперационная вырубка наиболее подходит для крупносерийных заказов, где первоначальные затраты на оснастку могут быть распределены на большое количество деталей, в результате чего долгосрочная себестоимость единицы продукции становится очень низкой.
Ключевые характеристики многооперационных штампов включают:
- Плюсы: Чрезвычайно высокую производительность, снижение затрат на рабочую силу благодаря автоматизации, высокую воспроизводимость и стабильность, а также минимальные потери материала.
- Минусы: Высокие первоначальные затраты на оснастку, длительные сроки изготовления штампов и повышенная сложность проектирования и обслуживания.
Сравнение: одностадийный штамп против многооперационного штампа
Выбор между одностадийной и прогрессивной матрицей полностью зависит от конкретных требований проекта. Хотя оба типа формуют металл, они применяются на разных участках производственного процесса. Прямое сравнение по ключевым факторам подчеркивает их различные преимущества и оптимальные сферы применения. Основное различие, как отмечают эксперты из Chia Chang , заключается в том, что одностадийные матрицы выполняют одну операцию за ход пресса, тогда как прогрессивные матрицы используют несколько станций для непрерывного автоматизированного производства. Это принципиальное различие определяет все остальные различия в стоимости, скорости и применении.
В следующей таблице приведены основные различия между двумя процессами:
| Фактор | Одностадийная матрица | Прогрессивная штамповка |
|---|---|---|
| Процесс | Выполняет одну операцию за каждый ход пресса. Как правило, требует ручной или полуавтоматической подачи деталей. | Выполняет несколько последовательных операций за один ход пресса с использованием автоматической системы подачи ленты. |
| Объем производства | Идеально подходит для мелкосерийных производств, прототипов и пилотных проектов. | Наилучшим образом подходит для производства большого объема (тысячи до миллионов деталей). |
| Скорость | Более низкая общая производительность из-за отдельных операций и обработки деталей. | Очень высокая скорость производства благодаря непрерывной автоматической работе. |
| Сложность детали | Лучше всего подходит для простых деталей с одной или двумя характеристиками. Сложные детали требуют нескольких настроек. | Отлично подходит для сложных деталей, требующих множества изгибов, резов и форм за один цикл. |
| Стоимость оснастки и сроки поставки | Низкие первоначальные затраты и короткие сроки поставки (обычно 3–4 недели). | Высокие первоначальные инвестиции и более длительные сроки поставки (обычно 4–6 недель или более). |
| Стоимость рабочей силы | Более высокая стоимость труда на единицу продукции из-за ручной обработки и множества настроек. | Очень низкие затраты на рабочую силу благодаря автономной, автоматизированной работе станка. |
| Материальные отходы | Может быть выше, если для сложной детали требуется несколько настроек. | Как правило, ниже из-за оптимизированной компоновки полосы, хотя требуется транспортирующая лента. |
| Идеальные применения | Прототипы, мелкосерийные заказы, простые кронштейны и компоненты с одним изгибом. | Автомобильные компоненты, электрические разъёмы, детали бытовой техники и другие высокотиражные, сложные детали. |
По сути, выбор представляет собой классический компромисс между первоначальными затратами и долгосрочными эксплуатационными расходами. Одностадийная матрица обеспечивает низкий порог входа в производство, что делает её идеальной для проверки конструкции или выполнения небольшого заказа. Напротив, многоходовая матрица — это долгосрочные инвестиции в эффективность, предназначенные для производства деталей в таких масштабах и с такой скоростью, которые одностадийные инструменты не могут обеспечить, что в конечном итоге значительно снижает стоимость одной детали при крупных сериях.
Как выбрать правильный процесс штамповки для вашего проекта
Выбор правильной штамповочной матрицы — это важное решение, которое напрямую влияет на эффективность производства, качество деталей и общую стоимость проекта. Речь идет не просто о том, какой процесс «лучше», а о том, какой лучше соответствует вашим конкретным потребностям. Ключевые аспекты, указанные экспертами по производству в JV Manufacturing Co. , включают объем производства, сложность детали и бюджет. Тщательно оценив эти факторы, вы можете принять обоснованное решение, которое оптимизирует результат вашего производства.
Объем производства и срок службы проекта
Первый и самый важный вопрос, который нужно задать: сколько деталей вам нужно? Для прототипов, пробных запусков или производства малыми партиями (обычно в пределах нескольких сотен или тысяч) одностадийный штамп почти всегда является наиболее экономически выгодным решением. Низкая стоимость оснастки обеспечивает быструю окупаемость инвестиций. Напротив, при крупносерийном производстве, достигающем десятков тысяч или миллионов единиц, высокоскоростная автоматизированная работа ступенчатого штампа обеспечит значительно более низкую стоимость одной детали, что с лихвой оправдывает значительные первоначальные затраты на оснастку.
Сложность и геометрия детали
Насколько сложна конструкция вашей детали? Одностадийные штампы хорошо подходят для простых геометрий — плоских деталей, компонентов с одним изгибом или деталей, требующих базового пробивания. Если ваша конструкция включает несколько изгибов, сложные вырезы и комплексные формы, прогрессивный штамп является предпочтительным решением. Он может выполнять все эти операции в одной последовательности с высокой степенью контроля, обеспечивая жесткие допуски и согласованность, которых было бы трудно и долго добиться при использовании нескольких одностадийных установок.
Бюджет и возврат на инвестиции (ROI)
Ваш бюджет будет сильно влиять на выбор. Если у вас ограниченный первоначальный капитал, низкая начальная стоимость одностадийной оснастки оказывается очень привлекательной. Однако необходимо также учитывать совокупную стоимость владения. В долгосрочных проектах с высоким объёмом производства более высокие трудозатраты на единицу продукции при одностадийной штамповке в конечном итоге могут превысить первоначальную экономию. Многоходовой штамп, несмотря на высокую начальную стоимость, обеспечивает значительно лучшую долгосрочную рентабельность инвестиций для непрерывного массового производства за счёт автоматизации и скорости. В отраслях с жёсткими требованиями, таких как автомобильная промышленность, сотрудничество со специалистом по изготовлению индивидуальных штампов имеет решающее значение. Например, Shaoyi (Ningbo) Metal Technology Co., Ltd. предоставляет комплексные решения от прототипирования до массового производства для производителей оригинального оборудования, используя передовые симуляции для оптимизации конструкции штампов с точки зрения эффективности и качества.
Тип и толщина материала
Наконец, учтите материал, с которым вы работаете. Хотя оба процесса могут обрабатывать различные металлы, свойства материала могут влиять на конструкцию штампа. Более твердые материалы, такие как нержавеющая сталь, могут требовать более прочных и износостойких штампов, что может увеличить стоимость и сложность обоих типов инструментов. Более толстые материалы также требуют большего усилия, что в некоторых случаях может сделать предпочтительной простую и надежную одностадийную настройку или потребовать более мощной и дорогостоящей системы последовательных штампов.
Часто задаваемые вопросы
1. В чем разница между одностадийным и последовательным штампом?
Одностадийный штамп выполняет только один процесс штамповки (например, резку или гибку) за каждый ход пресса. Напротив, последовательный штамп выполняет несколько операций штамповки на различных станциях внутри одного инструмента по мере продвижения через него непрерывной полосы металла.
2. Какие бывают типы штамповочных матриц?
Помимо одностадийных и прогрессивных штампов, к другим распространённым типам относятся комбинированные штампы, которые выполняют несколько операций резки на одной станции, и трансферные штампы, перемещающие отдельную деталь с одной станции на другую для последовательных операций. Каждый тип подходит для различных уровней сложности деталей и объёмов производства.
3. В чём разница между стадийной и прогрессивной оснасткой?
Стадийная оснастка — это другой термин для одностадийной оснастки. Основное различие заключается в скорости и объёме. Стадийная оснастка работает медленнее и лучше подходит для небольших серий с низким объёмом производства, тогда как прогрессивная оснастка (или прогрессивная штамповка) очень быстра и предназначена для крупносерийного производства.
4. Сколько стоит прогрессивный штамп?
Стоимость прогрессивного штампа значительно варьируется в зависимости от размера и сложности детали. Стоимость оснастки может колебаться от менее чем 10 000 долларов США для небольших простых деталей до более чем 100 000 долларов США для крупных и сложных конструкций. Высокая стоимость обусловлена сложной инженерной работой, необходимой для обеспечения идеальной синхронизации всех станций.