 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Металлическая штамповка корпусов датчиков: руководство по точной глубокой вытяжке
Краткое содержание
Штамповка металлического корпуса датчика является высокоточным производственным процессом, в котором в основном используются технологии глубокой вытяжки для создания герметичных, прочных защитных корпусов для чувствительных электронных компонентов. В отличие от механической обработки или литья пластика, этот метод обеспечивает превосходную защиту от электромагнитных помех (ЭМП), повышенную устойчивость к ударам и экономически эффективное масштабирование для серийного производства большого объема. Инженеры и специалисты по закупкам предпочитают металлические корпуса, полученные глубокой вытяжкой, благодаря их способности соблюдать жесткие допуски (часто в пределах ±0,001"), обеспечивая при этом герметичность в тяжелых условиях эксплуатации в автомобильной, медицинской и промышленной сферах.
Глубокая вытяжка: отраслевой стандарт для корпусов датчиков
Для цилиндрических или коробчатых корпусов датчиков, глубокое нанесение штампов превзошел традиционную обработку как по эффективности, так и по целостности конструкции. Этот процесс включает в себя радиальное затягивание металлического пустого материала в формовую форму механическим действием ударного. Определение "глубокого" рисунка обычно применяется, когда глубина рисованной части превышает ее диаметр.
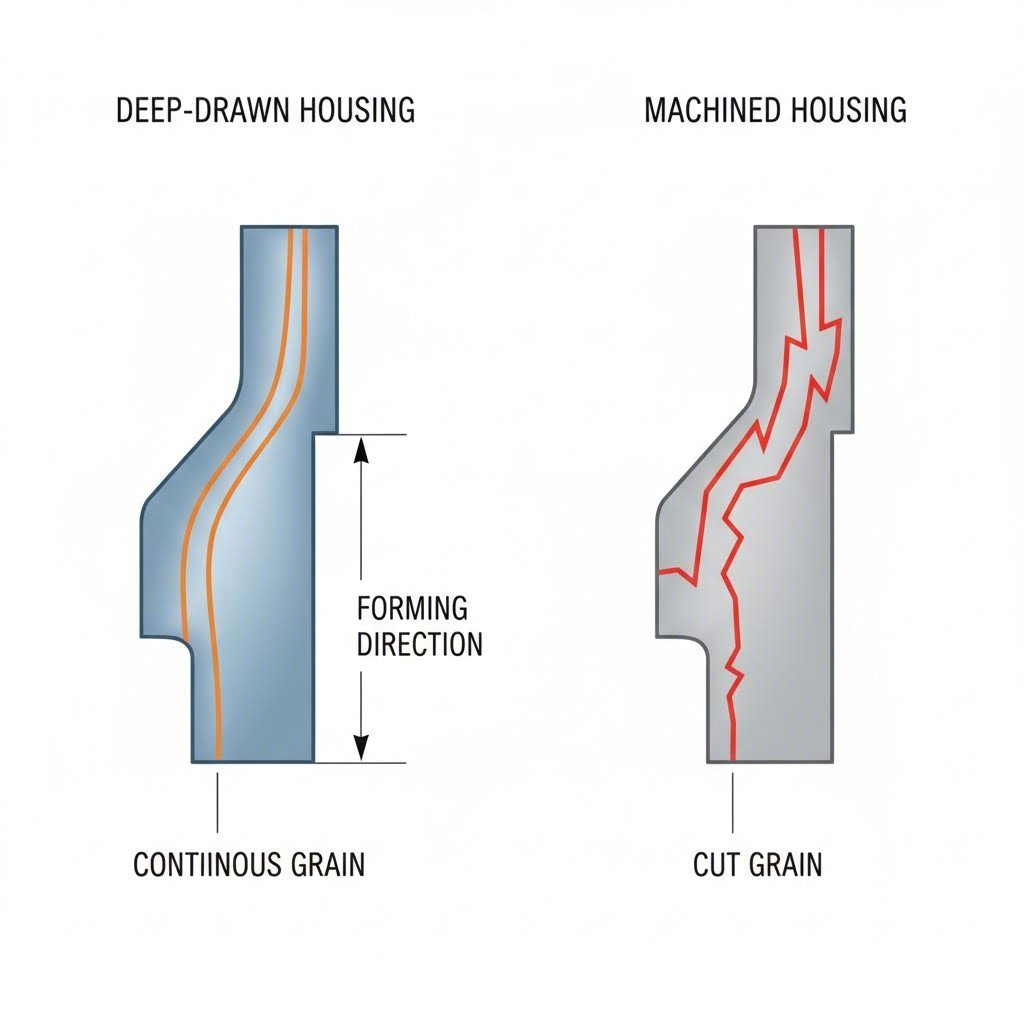
Основное инженерное преимущество глубокого рисования заключается в создании бесшовного, одночастичного компонента. В отличие от сварных труб или многочастичных сборок, глубоконатянутый корпус не имеет швов, которые могли бы служить потенциальными путями утечки влаги или газа. Это имеет решающее значение для датчиков, работающих в условиях давления или под водой. Стандартный Смерть отмечает, что глубокий штамповки идеально подходит для массового производства, поскольку он значительно сокращает отходы материалов и устраняет вторичные этапы сборки, что приводит к более низкой стоимости на единицу по сравнению с обработкой или станками с ЧПУ.
Механически процесс упрочняет материал, зачастую повышая жесткость конечной детали. Это позволяет производителям использовать более тонкие заготовки без потери прочности, оптимизируя соотношение веса и прочности — важный аспект для датчиков в аэрокосмической и автомобильной промышленности.
Выбор материала: баланс между защитой и формовостью
Правильный выбор сплава — первый шаг к обеспечению надежной работы датчика. Материал должен сочетать хорошую формовку (чтобы выдерживать процесс глубокой вытяжки без разрывов) и свойства защиты от внешней среды.
Нержавеющая сталь (304 против 316L)
Нержавеющая сталь является наиболее распространённым материалом для корпусов датчиков благодаря высокой твёрдости и устойчивости к деформации. CNstamping подчёркивает устойчивость нержавеющей стали к коррозии в качестве основного преимущества, хотя они отмечают, что его теплоотдача ниже по сравнению с цветными металлами. Марка 304 является отраслевым стандартом для общепромышленного применения и обеспечивает отличную обрабатываемость. Для морских или медицинских применений предпочтительна марка 316L благодаря превосходной стойкости к хлоридам и питтинговой коррозии, что гарантирует, что корпус не будет разрушаться в соленой среде.
Варианты из цветных металлов: алюминий и медь
Для применений, требующих отвода тепла или определённых магнитных свойств, используются цветные металлы:
- Алюминий: Обладает отличной теплопроводностью и легкий по весу, что делает его подходящим для датчиков в аэрокосмической отрасли. Однако требует тщательного анодирования для обеспечения коррозионной стойкости.
- Медь и латунь: Часто выбираются из-за их электропроводности и естественных свойств экранирования ЭМИ, хотя может потребоваться покрытие (никелем или золотом) для предотвращения окисления.
| Материал | Стойкость к коррозии | Образование формы | Экранирование ЭМИ | Типичное применение |
|---|---|---|---|---|
| Нержавеющая сталь 304 | Высокий | Отличный | Умеренный | Общепромышленные датчики |
| Нержавеющая сталь 316L | Очень высокий | Хорошо | Умеренный | Медицинские/морские зонды |
| Алюминий | Умеренно (требует покрытия) | Очень хорошо | Хорошо | Авиакосмические/лёгкие |
| Медь/латунь | Низкая (требуется покрытие) | Отличный | Отличный | Электроника/чувствительная к ЭМИ |
Почему металл? Аргументы против пластиковых корпусов
Хотя литье пластика под давлением является дешевым, оно зачастую не соответствует жестким требованиям критически важных применений датчиков. Выбор между металлом и пластиком часто сводится к трем факторам: экранирование, устойчивость к ударам и тепловая стабильность.
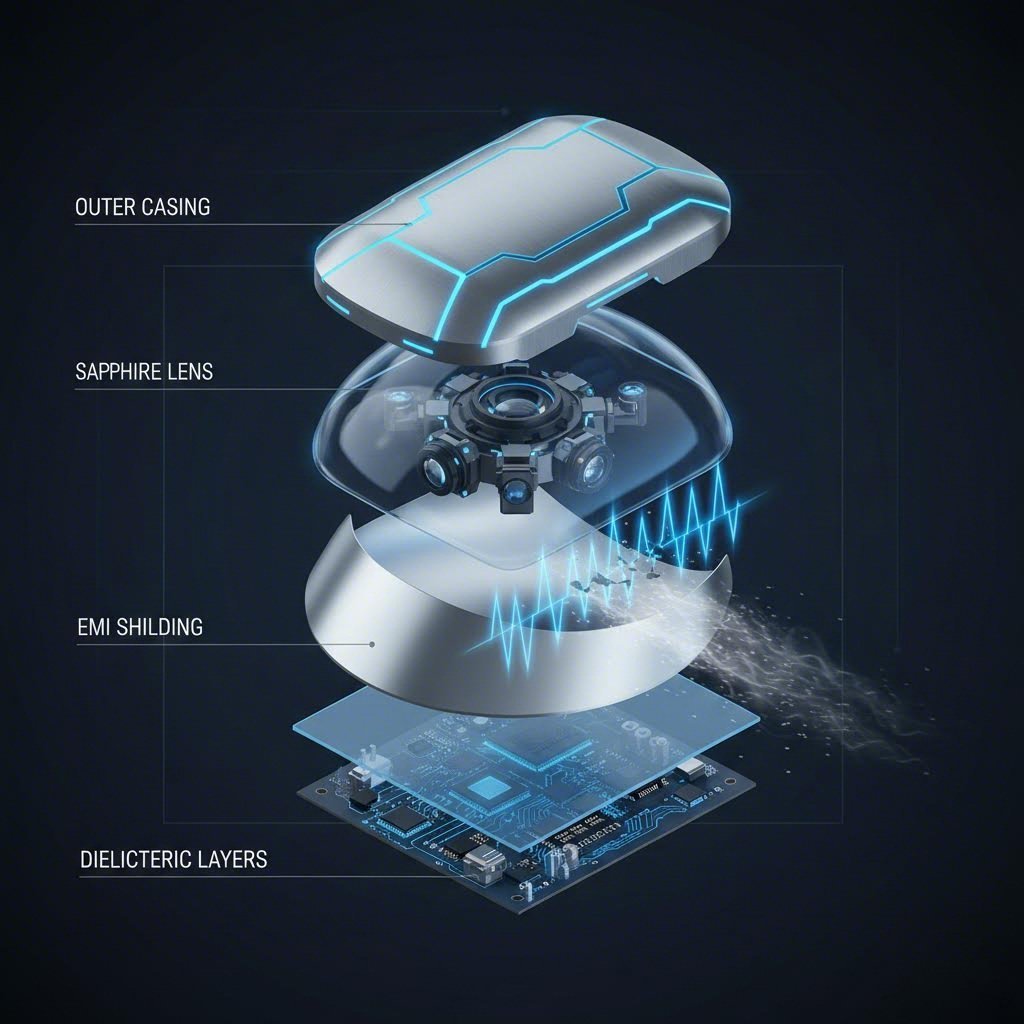
Экранирование электромагнитных помех (EMI): Электронные датчики все чаще используются в «зашумленных» средах, наполненных беспроводными сигналами и электрическими токами. Henli подчеркивает, что металлические корпуса естественным образом действуют как клетка Фарадея, защищая внутренние компоненты от внешних электромагнитных помех, которые могут исказить показания данных. Пластиковые корпуса требуют дорогостоящих проводящих покрытий для достижения аналогичного результата.
Прочность конструкции: Металлические корпуса обеспечивают превосходную устойчивость к ударам. В автомобильных применениях под капотом или в промышленном оборудовании датчики подвергаются постоянной вибрации и возможному воздействию посторонних частиц. Штампованный металлический корпус сохраняет свою структурную целостность и размерную точность под действием этих нагрузок, тогда как пластик может трескаться, деформироваться или становиться хрупким со временем, особенно при воздействии ультрафиолетового излучения или экстремальных температурных циклов.
Ключевые принципы проектирования с учетом технологичности
Для максимального использования преимуществ штамповки металла инженеры должны разрабатывать конструкции с учетом производственного процесса (проектирование с учетом технологичности, DFM). Соблюдение этих правил предотвращает распространенные дефекты, такие как образование складок или разрывов при вытяжке.
- Радиусы углов: Избегайте острых углов. Радиус на дне стакана и фланца должен быть не менее чем в 4–8 раз больше толщины материала. Достаточно большие радиусы снижают концентрацию напряжений и обеспечивают плавное течение металла.
- Единообразие толщины стенок: Глубокая вытяжка естественным образом приводит к некоторому утончению стенок. Конструкции должны учитывать эту особенность, как правило, предусматривая снижение толщины на 10–15% в критических точках растяжения.
- Углы выталкивания: Хотя наклон под углом и не является строго обязательным для всех штампованных деталей, его наличие может облегчить извлечение детали из матрицы, продлить срок службы инструмента и уменьшить риск появления царапин.
- Вспомогательные операции: Как отмечает Precipart , сложные корпуса датчиков зачастую требуют дополнительной отделки. Это может включать пассивацию для удаления поверхностного железа из нержавеющей стали или покрытие драгоценными металлами для улучшения паяемости и контактного сопротивления.
Обеспечение качества и масштабируемость при высоком объеме производства
Рынок датчиков — движимый автономным вождением и Интернетом вещей — требует производства без дефектов. Точность недопустима к компромиссам; для корпусов часто требуются допуски до ±0,001 дюйма, чтобы обеспечить идеальную посадку с соединительными элементами и уплотнениями.
Достижение такой согласованности в масштабах требует передового инструментария и строгого контроля качества. Производители используют системы сенсорного контроля в матрице и оптической инспекции для проверки размеров в режиме реального времени. Для критически важных отраслей, таких как автомобильная промышленность, поставщики часто должны соблюдать стандарты IATF 16949, регулирующие управление качеством в автомобильной цепочке поставок.
Для производителей, стремящихся преодолеть разрыв между прототипированием и массовым производством, партнерство со способным поставщиком имеет решающее значение. Комплексные решения для штамповки от Shaoyi Metal Technology иллюстрируют эту возможность, используя прецизионное оборудование с сертификацией IATF 16949 и пресс-оборудование мощностью до 600 тонн для поставки важнейших автомобильных компонентов, соответствующих глобальным стандартам OEM.
В конечном счете, надежность датчика определяется качеством его корпуса. Используя метод глубокой вытяжки металлических заготовок, инженеры обеспечивают защиту своих устройств прочным, бесшовным и экранированным корпусом, способным выдерживать самые суровые эксплуатационные условия.
Часто задаваемые вопросы
1. В чем преимущество глубокой вытяжки при штамповке корпусов датчиков по сравнению с механической обработкой?
Глубокая вытяжка значительно более экономична для массового производства, поскольку она приводит к минимальным потерям материала по сравнению с механической обработкой, при которой материал удаляется с заготовки. Кроме того, процесс вытяжки создает бесшовную деталь с непрерывной зернистой структурой, обеспечивая повышенную прочность и исключая возможные пути утечки, связанные с корпусами, имеющими сварные швы или соединения.
2. Можно ли наносить покрытия на штампованные корпуса датчиков?
Да, металлические штампованные корпуса часто подвергают гальваническому покрытию для улучшения эксплуатационных характеристик. Распространенные виды обработки включают никелирование для защиты от коррозии, золочение для электропроводности и серебрение для улучшения паяемости. Эти поверхностные покрытия позволяют стандартным базовым металлам, таким как медь или латунь, эффективно работать в агрессивных химически или электрически чувствительных средах.
3. Какой металл лучше всего подходит для корпусов датчиков, используемых под водой?
Нержавеющая сталь 316L обычно является предпочтительным материалом для корпусов датчиков, используемых под водой или в морских условиях. Она содержит молибден, который обеспечивает exceptionalную стойкость к питтинговой и щелевой коррозии, вызванной хлоридными средами (морской водой), гарантируя долгосрочную герметичность уплотнения.