 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Роторный кулачок против подвесного кулачка: какой из них первым выведет ваш штамп из строя?
Почему правильный выбор кулачка определяет эффективность матрицы
Представьте, что вы ведете высокопроизводительную штамповку, и вдруг механизм кулачка выходит из строя прямо посреди производственного процесса. Пресс останавливается. Детали накапливаются. А ваша сервисная бригада пытается понять, является ли это дефектом конструкции или просто был выбран не тот тип кулачка для данной задачи. Знакомая ситуация?
Сравнивая роторные и воздушные кулачковые системы, нельзя переоценить важность выбора. Неправильное решение вызывает не просто неудобства — оно приводит к цепочке задержек в производстве, дефектам качества и дорогостоящей переналадке, которая может обходиться в десятки тысяч долларов за каждый инцидент.
Скрытые расходы из-за неправильного выбора кулачка
Итак, что такое кулачок и какую функцию он выполняет в штамповочных операциях? По своей сути кулачок механически преобразует вертикальное движение и усилие ползуна в горизонтальное или полугоризонтальное движение и усилие. Это преобразование имеет решающее значение для операций резки, формовки и пробивки, где точное позиционирование крайне важно. Согласно Изготовитель , кулачки должны иметь отличные системы направляющих и быть спроектированы так, чтобы выдерживать естественный износ в течение тысяч — а то и миллионов — циклов.
Именно здесь многие проектировщики штампов допускают ошибку. Они выбирают тип кулачка, исходя из первоначальной стоимости или степени знакомства с ним, а не из требований конкретного применения. Результат? Преждевременный износ, проблемы, связанные с тепловым расширением, и прикипание ползунов кулачков в процессе производства. Каждый профиль кулачка на распределительном валу и каждый способ приведения кулачка в действие обладают определёнными эксплуатационными характеристиками, которые должны соответствовать вашим производственным требованиям.
Два механизма, две разные инженерные концепции
Понимание фундаментальных различий между этими двумя типами кулачковых механизмов является обязательным условием:
- Ротационные кулачки: Эти системы используют вращательное движение для приведения в действие кулачков, преобразуя вращение в поступательное движение с помощью точно спроектированных профилей кулачков. Они отлично подходят для компактных пространств и непрерывных операций.
- Верхние кулачки: В отличие от стандартных конфигураций, верхние кулачки устанавливают подвижную сборку ползуна на верхнюю плиту матрицы, а не на нижнюю. Такое расположение позволяет всему кулачковому ползуну двигаться вверх вместе с ползуном пресса, не мешая системам поперечной передачи — что обеспечивает пробивку отверстий практически под любым углом.
Это сравнение предоставляет рекомендации, не зависящие от производителя, исключительно на основе ваших требований к применению. Вы получите практическую основу для принятия решений, которая поможет подобрать подходящий кулачковый механизм для конкретных операций штамповки — до того, как произойдут дорогостоящие ошибки.
Наши критерии оценки при сравнении кулачковых механизмов
Как объективно сравнить два принципиально разных проекта кулачков? Вам нужна систематическая методология, которая исключает предположения и сосредотачивается на измеримых показателях производительности. Оценивая варианты роторного кулачка и аэриального кулачка, мы применили методологию, основанную на реальных требованиях штамповки, а не на теоретических идеалах.
Пять факторов, определяющих успех кулачка
Каждый механизм кулачка и толкателя должен надежно работать в жестких производственных условиях. Исследования, опубликованные в Mechanism and Machine Theory показывают, что допустимость работы системы кулачок-толкатель зависит от испытаний динамического отклика — в частности, измерений перемещения, скорости, ускорения и рывка. Опираясь на эти принципы, мы выделили пять ключевых факторов оценки:
- Грузоподъемность: Максимальное горизонтальное усилие, которое оборудование кулачка может генерировать и поддерживать на протяжении всего рабочего цикла. Это определяет, сможет ли ваш кулачок обрабатывать материалы большой толщины и выполнять сложные операции формовки.
- Точность профиля движения: Насколько точно кулачок преобразует вертикальное движение пресса в горизонтальное перемещение ползуна. Согласно исследованиям по оптимизации кулачков, соответствие между фактической реакцией и теоретическими предсказаниями зависит от точности изготовления и правильности параметров конструкции кулачка.
- Габариты установки: Физическое пространство, необходимое внутри вашей матрицы. Компактные конструкции обеспечивают большую гибкость в сложных конфигурациях матриц, тогда как более крупные габариты могут предлагать другие преимущества.
- Требования к обслуживанию: Доступность для осмотра, смазки и замены компонентов. Кулачки выдерживают трение и высокие нагрузки в течение миллионов циклов, поэтому доступность для обслуживания является важным фактором на долгосрочную перспективу.
- Целесообразность применения: Насколько хорошо каждый тип кулачков соответствует конкретным операциям штамповки, объемам производства и требованиям к материалам. В каких случаях тот или иной тип кулачков показывает наилучшие результаты в вашем конкретном применении?
Как мы оценивали каждый тип кулачков
Наш подход к оценке учитывает, что ни один тип кулачка не обладает абсолютным преимуществом. Рейтинги меняются в зависимости от конкретного случая применения. Роторный кулачок, отлично справляющийся в высокоскоростной прогрессивной матрице, может показать худшие результаты в крупной передаточной матрице, требующей максимальной боковой силы.
Технические характеристики из каталогов производителей легли в основу нашего сравнения, где они были доступны. Мы также использовали рецензируемые научные исследования по динамике кулачковых механизмов для подтверждения характеристик производительности. Это гарантирует, что наши рекомендации отражают как проверенные лабораторные принципы, так и практические условия производства.
После установления этих критериев оценки рассмотрим, как роторные кулачки работают по каждому фактору в приложениях с прецизионными матрицами.
Роторные кулачковые механизмы для применений с прецизионными матрицами
Представьте идеально синхронизированный танец между вращательным движением и линейной точностью. Именно это происходит внутри роторного кулачкового механизма каждый раз, когда работает ваш пресс. Этот вращающийся механизм преобразует непрерывное вращение кулачковой шестерни в контролируемое горизонтальное движение, необходимое для ваших операций с матрицей — всё в пределах исключительно компактного пространства.
Но как именно происходит такое преобразование? И что еще важнее, в каких случаях роторный кулачок превосходит свою альтернативу с вертикальным ходом? Давайте разберём механику и области применения, благодаря которым роторные кулачки становятся предпочтительным выбором в определённых штамповочных операциях.
Как роторные кулачки преобразуют движение
Основополагающий принцип работы роторного кулачка аналогичен тому, что используется в любом механизме кулачка и толкателя : преобразование вращательного движения во возвратно-поступательное с высокой точностью управления. Когда вращающийся двигатель приводит в движение кулачок, его специальная профилированная поверхность — кулачковый выступ — взаимодействует с толкателем, перемещая сборку ползуна по заданному пути.
Именно здесь кулачки с вращением проявляют свои преимущества. В отличие от механизмов, которые зависят от вертикального хода пресс-рамы для активации, роторные кулачки сохраняют собственное независимое вращение. Это означает:
- Постоянное приложение усилия: Кулачковый профиль обеспечивает постоянное давление на протяжении всего цикла вращения, устраняя колебания усилия, которые могут возникать в системах, зависящих от хода.
- Предсказуемые профили движения: Поскольку геометрия профиля кулачка напрямую управляет перемещением толкателя, инженеры могут спроектировать точные кривые скорости и ускорения. Исследования подтверждают, что конструкция профиля кулачка определяет траекторию движения, скорость и точность позиционирования толкателя.
- Плавные переходы: Круговая природа механизма вращения обеспечивает плавное включение и выключение, снижая ударные нагрузки на детали штампа.
Представьте себе принципы проектирования кулачковых валов с симметричными кулачками, применяемые в штамповальных операциях. Точно так же, как автомобильные распределительные валы требуют точно обработанных кулачков для оптимального газораспределения, ротационные кулачки в штампах нуждаются в столь же точных профилях для обеспечения постоянного качества деталей.
Где ротационные кулачки наиболее эффективны в работе штампов
Ротационные кулачки особенно эффективны в тех случаях, когда ограничения по пространству сочетаются с высокой частотой циклов. Прогрессивные штампы являются их естественной средой. Согласно анализу отрасли, опубликованному в The Fabricator, когда в прогрессивной оснастке требуется формовка или пробивка с помощью кулачков, конфигурация кулачка и привода существенно влияет на компоновку штампа. Ротационные кулачки зачастую требуют меньше места, чем альтернативные конструкции, освобождая ценное пространство в штампе для дополнительных станций формования.
Рассмотрите следующие типичные применения ротационных кулачков:
- Высокоскоростные прогрессивные штампы: Где частота ходов превышает 60 ударов в минуту, а стабильная работа кулачка предотвращает дефекты, связанные с рассинхронизацией
- Компактные конфигурации штампов: Когда несколько кулачковых операций должны размещаться в ограниченных габаритах штампа
- Непрерывные производственные циклы: Операции, требующие миллионы циклов с минимальным отклонением в работе кулачка
- Операции точного формования: Применения, при которых плавный профиль движения поворотного привода предотвращает растрескивание материала или проблемы упругой деформации
Преимущества поворотных кулачковых систем
- Эффективность использования пространства: Компактная конструкция позволяет интеграцию в штампы с ограниченной площадью
- Стабильная передача усилия: Равномерное приложение давления на протяжении всего цикла вращения улучшает качество детали
- Высокоскоростной: Независимое вращение подходит для быстрых циклов без потери точности
- Безупречная операция: Постепенное взаимодействие кулачка снижает ударные нагрузки и продлевает срок службы компонентов
- Гибкость дизайна: Индивидуальные профили кулачков обеспечивают выполнение сложных требований к движению
Недостатки роторных кулачковых систем
- Ограничения по грузоподъёмности: Может не соответствовать параметрам воздушных кулачков при экстремальных боковых нагрузках в тяжёлых применениях
- Доступность для обслуживания: Компактная интеграция может затруднить осмотр и замену компонентов
- Первоначальная сложность: Требует точной синхронизации с циклом пресса, что усложняет проектирование
- Производство тепла: Непрерывное вращение в высокоскоростных применениях требует надёжных систем смазки для управления тепловыделением
Взаимодействие шестерни и ролика в роторных системах выигрывает от достижений в области материаловедения. Современные конструкции используют закалённые стальные детали и керамические покрытия, которые значительно повышают износостойкость — это особенно важно, когда ваш штамп должен обеспечивать стабильную производительность в течение длительных производственных циклов.
Понимание этих характеристик поворотных кулачков даёт лишь половину картины для сравнения. Но что происходит, когда ваше применение требует максимальной силовой нагрузки и более лёгкого доступа для обслуживания? Вот где в разговор вступает архитектура подвесных кулачков.
Подвесные кулачковые системы для тяжёлых штамповочных операций
Что, если ваша штамповочная операция требует грубой мощности, а не компактной элегантности? Когда поворотные кулачки достигают своих пределов по усилию, подвесные кулачковые системы приходят на смену, чтобы справиться с большой нагрузкой. Эти механизмы — иногда называемые кулачками, устанавливаемыми в матрице, или широкими кулачками — принципиально по-другому подходят к преобразованию движения пресса в горизонтальное усилие.
Представьте, что вы устанавливаете всю свою сборку кулачкового ползуна на верхней плите матрицы, а не на нижней. Одно это изменение конфигурации открывает возможности, которые поворотные конструкции просто не могут обеспечить в определённых применениях. Давайте рассмотрим, что делает подвесные кулачки предпочтительным выбором для сложных штамповочных задач.
Основы архитектуры подвесных кулачков
Определяющей характеристикой воздушного кулачка является его вертикальная конфигурация крепления. В отличие от поворотных кулачков, которые зависят от независимого вращения, воздушные кулачки используют вертикальный ход пресс-рамы напрямую. Сборка кулачка и толкателя движется вверх вместе с рамой во время цикла пресса, создавая уникальное механическое преимущество.
Вот как эта конструкция отличается от поворотных решений:
- Крепление верхнего пуансона: Подвижная сборка ползуна крепится к верхней плите матрицы и перемещается вместе с рамой на протяжении каждого хода. Этот шаблон вращения рычага позволяет механизму оставаться вне зоны нижних компонентов матрицы и систем переноса.
- Взаимодействие привода: Неподвижный привод, установленный на нижней плите матрицы, взаимодействует с воздушным кулачком при обратном ходе, преобразуя вертикальное усилие в горизонтальное движение ползуна.
- Активация в зависимости от хода: В отличие от непрерывно вращающихся систем, воздушные кулачки активируются только в определённых фазах цикла пресса, когда привод соприкасается с поверхностью кулачка.
- Угловая гибкость: Повышенное положение крепления позволяет выполнять операции просверливания отверстий и формования практически под любым углом — что невозможно при использовании нижних конфигураций кулачков.
Представьте следующее: ротационные кулачки создают собственное движение независимо, тогда как воздушные кулачки заимствуют движение непосредственно от пресса. Такой подход с механизмом ролика кулачка означает, что воздушные системы могут использовать полную силовую мощность вашего пресса для боковых операций.
Эксцентриковые профили кулачков, используемые в воздушных конструкциях, зачастую имеют более агрессивную геометрию по сравнению с ротационными аналогами. Поскольку активация происходит в пределах определённого участка хода, а не при непрерывном вращении, инженеры могут оптимизировать геометрию кулачкового механизма для максимальной передачи усилия в критический момент формования цикла.
Когда воздушные кулачки превосходят ротационные варианты
Верхние кулачковые механизмы доминируют в применении, где важнее грубая сила и доступность, чем компактность. Основной их областью применения являются крупные штампы с передачей заготовки. Когда вы перемещаете тяжелые заготовки между позициями и требуются значительные боковые усилия для глубокой формовки или пробивки толстых материалов, верхние конфигурации обеспечивают необходимую производительность.
Рассмотрите следующие случаи, в которых верхние кулачки особенно эффективны:
- Операции с крупными штампами с передачей заготовки: Где значительные боковые усилия используются для пробивки, формовки или обрезки толстых материалов на нескольких позициях
- Сложные конфигурации штампов: Когда пространство на нижнем штампе занято геометрией детали или механизмами передачи, крепление сверху освобождает критически важное пространство
- Операции с высоким боковым усилием: Применения, требующие усилий, превышающих типичные характеристики поворотных кулачков
- Условия, требующие интенсивного обслуживания: Производственные условия, в которых частый осмотр и замена компонентов требуют удобного доступа
- Сверление под переменным углом: Операции, требующие отверстий или элементов под нестандартными углами относительно поверхности матрицы
Принципы конструкции распределительного вала значительно различаются между этими типами кулачков. В то время как вращающиеся системы ориентированы на непрерывную износостойкость всей поверхности кулачка, воздушные конструкции концентрируют износ на определённых контактных зонах, которые взаимодействуют только во время активных фаз каждого цикла. Такая схема контакта влияет как на первоначальный дизайн, так и на стратегии технического обслуживания в долгосрочной перспективе.
Преимущества воздушных кулачковых систем
- Более высокая грузоподъёмность: Использует усилие пресса напрямую для максимальной горизонтальной силы в сложных приложениях
- Улучшенный доступ при обслуживании: Крепление верхней матрицы обеспечивает хороший обзор и доступ инструментов для осмотра, смазки и ремонта
- Меньшая гибкость матрицы: Освобождает ценное пространство на нижней плите матрицы для сложных геометрий деталей или трансферных механизмов
- Угловая универсальность: Позволяет выполнять прокалывание и формовку под углами, которые непрактичны для нижних конфигураций кулачков
- Совместимость с системой передачи: Повышенное положение предотвращает помехи при работе с автоматизированным оборудованием для обработки деталей
Недостатки воздушных кулачковых систем
- Большая площадь расположения: Требует большего вертикального зазора и общей высоты штампа по сравнению с компактными роторными конструкциями
- Зависимость от хода: Приложение усилия ограничено определёнными участками цикла пресса, в отличие от непрерывного роторного приведения в действие
- Вес: Дополнительная масса на верхней плите штампа увеличивает инерционные нагрузки при высокоскоростных операциях
- Ограничения по синхронизации: Окна вхождения кулачка должны точно совпадать с ходом пресса, что ограничивает гибкость проектирования для определённых применений
- Факторы стоимости: Более крупные компоненты и сложные требования к монтажу могут увеличить первоначальные затраты
Динамика вращения рычага в подвесных системах создаёт уникальные характеры нагрузки. Во время зацепления поверхность кулачка подвергается сосредоточенному напряжению, когда привод перемещает каретку по горизонтали. Правильный выбор материала и поверхностная обработка становятся критически важными для долговечности — особенно в условиях производства с высоким числом циклов
Теперь, когда вы понимаете, как каждый механизм работает независимо, возникает главный вопрос: как они сравниваются друг с другом по параметрам, наиболее важным именно для вашего применения?
Сравнение эффективности роторного и подвесного кулачковых механизмов
Вы видели, как каждый механизм работает независимо. Но когда вы стоите у чертёжного стола с надвигающимся сроком сдачи, вам нужны прямые ответы. Какой тип кулачка лучше по усилию? Какой экономит место? И какой заставит вашу сервисную бригаду благодарить вас — или проклинать ваше имя?
Сравним роторные и аэриальные системы кулачков по каждому фактору, влияющему на производительность и долговечность вашего штампа. Никаких расплывчатых обобщений — только практические сравнения, которые вы сможете применить в следующем проекте.
| Критерий выбора | Ротационный кулачок | Верхний кулачок | Победитель в зависимости от применения |
|---|---|---|---|
| Диапазон грузоподъёмности | Умеренный; ограничен параметрами кулачковой передачи и подшипников | Высокий; использует полную силу пресса для бокового усилия | Аэриальный для толстолистовых материалов; роторный — для стандартных |
| Точность движения | Отличный; независимое вращение обеспечивает точные профили кулачков | Хороший; зависит от стабильности хода пресса | Роторный — для операций, критичных к точности |
| Установка пространства | Компактные габариты на нижней плите матрицы | Больший вертикальный зазор; крепится на верхней матрице | Поворотный механизм для матриц с ограниченным пространством |
| Частота обслуживания | Умеренный; непрерывное вращение увеличивает износ деталей | Меньший износ за цикл; сосредоточенные зоны контакта | Зависит от применения |
| Обслуживание и доступность | Затруднённый доступ; компактная интеграция ограничивает доступ инструмента | Отличный доступ; положение верхней матрицы обеспечивает свободный доступ | Верхнее расположение для условий с высокими требованиями к обслуживанию |
| Стоимость и финансовые соображения | Меньшие первоначальные затраты; более мелкие компоненты | Более высокая стоимость на начальном этапе; крупные узлы и крепления | Роторный вариант для проектов с ограниченным бюджетом |
| Идеальные применения | Высокоскоростные прогрессивные штампы; непрерывная работа | Крупные штампы передаточного типа; тяжелое формование и пробивка | Соответствие типу штампа и требованиям по усилию |
Сравнение усилия и скорости
Здесь философии инженерного подхода расходятся наиболее кардинально. При выборе типа кулачка вы фактически выбираете между двумя разными стратегиями создания усилия.
Роторные кулачки создают горизонтальное усилие за счёт собственного механического преимущества — профиль кулачка, грузоподъёмность подшипников и приводной механизм в совокупности определяют максимальную силу. Такой автономный подход прекрасно работает при стандартной толщине материала и умеренных нагрузках при формовке. Однако возможности роторных кулачков по усилию ограничены размерами компонентов. В столь компактный корпус можно вложить лишь определённый потенциал.
Верхние кулачки работают совершенно по-другому. Устанавливаясь на верхней матрице и взаимодействуя с нижним приводом, они преобразуют часть вертикального усилия пресса напрямую в горизонтальную силу. Пресс мощностью 600 тонн может обеспечить значительно большее боковое усилие при использовании верхней конфигурации кулачка, чем любая аналогичная по размеру роторная система. Когда на диаграмме кулачка показаны операции пробивки толстостенного материала или глубокой вытяжки, это преимущество по усилию становится решающим.
Соображения скорости добавляют ещё один аспект к этому сравнению:
- Преимущество роторной системы: Независимое вращение означает, что движение кулачка не связано со скоростью пресса. Вы можете точно настроить момент срабатывания кулачка независимо от частоты ходов, что делает роторные системы идеальными для высокоскоростных прогрессивных операций с частотой более 60 ходов в минуту.
- Ограничение верхнего кулачка: Поскольку активация зависит от хода пресса, верхние кулачки должны завершить свой полный ход в определённой части каждого цикла. При очень высоких скоростях это временное окно сокращается, потенциально ограничивая время приложения усилия.
- Гибридное решение: Некоторые операции выигрывают от использования обоих типов — ротационных кулачков для быстрых, более легких операций и подвесных кулачков для тяжелых формовочных позиций в одной и той же матрице.
Динамика рычага распределительного вала в каждой системе отражает эти принципиальные различия. Ротационные системы сохраняют постоянную угловую скорость во время работы, тогда как подвесные механизмы испытывают ускорение и замедление, связанные с кинематикой пресса.
Требования к установке и пространству
Полезная площадь вашей матрицы очень ценна. Каждый квадратный дюйм, занимаемый кулачковыми механизмами, — это пространство, недоступное для формовочных позиций, направляющих или геометрии детали. Понимание того, как различия в креплении влияют на гибкость проектирования, может определить успех или провал сложных проектов матриц.
Ротационные кулачки незаменимы в стесненных условиях. Их нижнее крепление матриц и компактные габариты позволяют интегрировать их в прогрессивные штампы, где необходимо одновременное выполнение нескольких кулачковых операций. При изучении схемы распределительного вала для ротационной установки вы заметите, что механизм размещается в относительно небольшом пространстве — зачастую это критически важно, когда планировка ленты требует максимальной плотности станций.
Верхние кулачки требуют больше вертикального зазора, но при этом дают преимущество, которое многие конструкторы упускают: они полностью освобождают нижнюю плиту штампа. Учтите следующие особенности крепления:
- Совместимость с трансферными штампами: Верхнее крепление устраняет помехи с пальцами трансфера и автоматизированным оборудованием для перемещения, которые занимают пространство в нижней части штампа.
- Свобода геометрии детали: Сложные формованные элементы на лицевой стороне нижней матрицы не конкурируют с требованиями к монтажу кулачков.
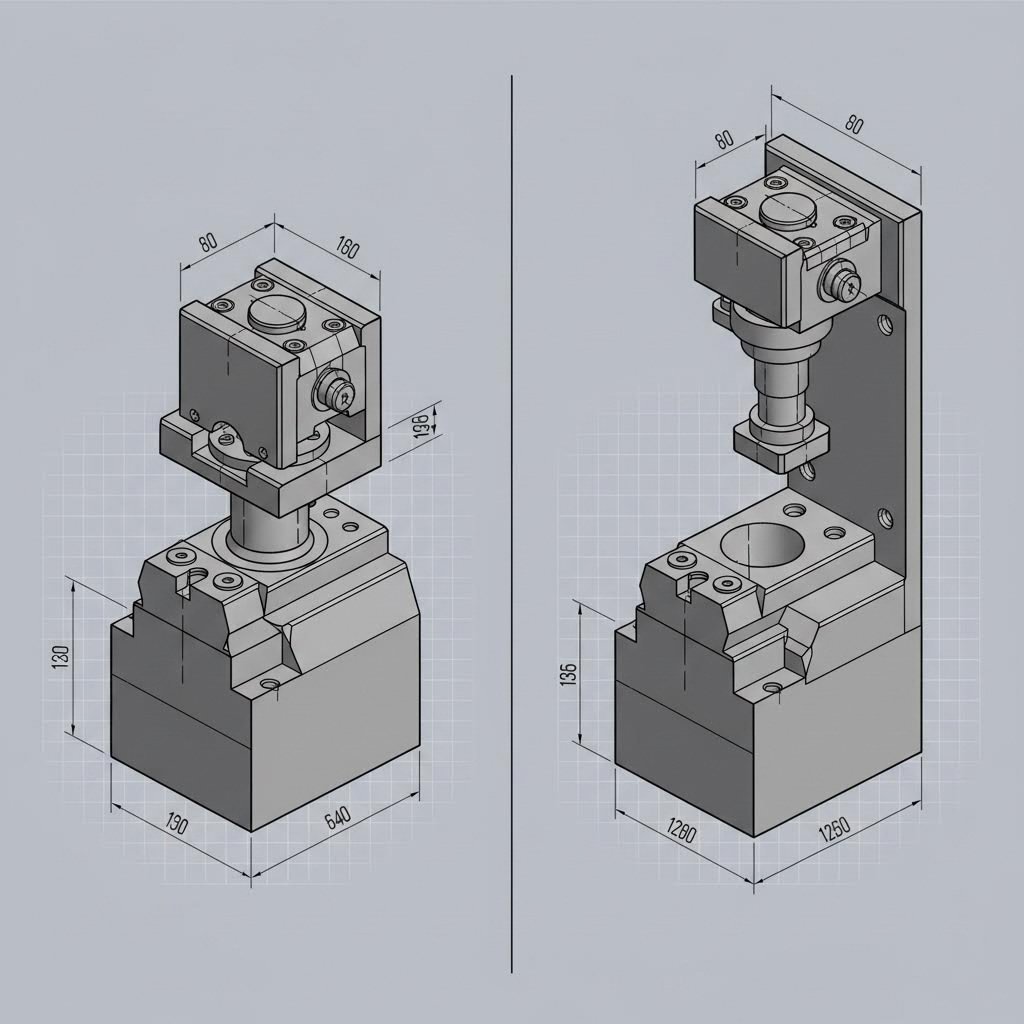
- Влияние на высоту штампа: Ожидайте увеличения рабочей высоты на 15–25% для размещения верхних узлов — перед окончательным решением проверьте технические характеристики пресса.
- Распределение веса: Масса верхней матрицы увеличивается за счёт воздушных кулачков, что влияет на баланс и может потребовать корректировки противовесов.
Решение об использовании кулачков в конечном итоге сводится к этому пространственному компромиссу. Нужна ли вам большая гибкость нижней матрицы ценой уменьшения вертикального зазора? Или необходимо минимизировать высоту закрытия пресса, приняв ограничения для нижней матрицы? Конкретные возможности вашего пресса и требования к детали дают ответ на этот вопрос.
Один из факторов, который часто удивляет конструкторов: воздушные кулачки могут фактически упростить конструкцию матрицы, несмотря на больший общий размер. Когда сложность нижней матрицы уже высока — например, многопозиционные штампы с попеременной подачей с учётом сложной укладки деталей — перемещение кулачковых механизмов вверх устраняет проблемы интеграции, которые в противном случае потребовали бы значительных инженерных решений-обходов.
Когда эти сравнения проведены, может показаться, что выбор очевиден. Но опытные конструкторы штампов знают: игнорирование определённых факторов ведёт к дорогостоящим поломкам. Давайте рассмотрим ключевые ошибки, которые приводят к преждевременному выходу кулачков из строя, и способы их избежать.
Ключевые ошибки при выборе кулачков и как их избежать
Вы проанализировали технические характеристики. Сравнили усилия. Изучали схемы кулачковых валов, пока глаза не начали слипаться. И всё же, спустя шесть месяцев после начала производства, ваш кулачковый механизм внезапно выходит из строя. Что пошло не так?
Разница между кулачком, выдерживающим миллионы циклов, и тем, который разрушает ваш штамп, зачастую обусловлена ошибками выбора, которых можно было избежать. Чтобы понять, как работает правильно подобранный кулачок и как — неправильно, необходимо учиться на дорогостоящих ошибках, допущенных другими до вас.
Игнорирование требований к усилию под нагрузкой
Вот в какую ловушку попадают большинство конструкторов: они рассчитывают требования к усилию, исходя из идеальных условий. Чистый материал. Идеальная смазка. Комнатная температура. Но на вашем производстве условия не такие, как в лаборатории.
Когда толщина материала достигает верхнего предела допуска, когда смазочная пленка разрушается при длительной работе, когда матрица нагревается после тысяч циклов — усилия на контактах кулачка резко возрастают. Поворотной кулачок, рассчитанный на 15 тонн, внезапно сталкивается с боковым сопротивлением в 22 тонны. Определение «достаточного» усилия быстро меняется в реальных условиях эксплуатации.
Рассмотрим следующие сценарии отказов, связанные с усилиями:
- Недооценка упругого восстановления материала: Высокопрочные стали создают значительно большее обратное усилие, чем низкоуглеродистая сталь, перегружая механизмы кулачков, рассчитанные на более мягкие материалы
- Суммирование допусков: Каждая из нескольких формовочных станций добавляет сопротивление; операция кулачка в конце цепочки испытывает суммарную нагрузку
- Давление из-за скорости цикла: Более высокая скорость сокращает временной интервал для приложения усилия, требуя значительно большей мгновенной нагрузки для выполнения операций
Решение? Подбирайте кулачок с запасом по усилию в 125–150 % от рассчитанного максимального значения. Этот запас прочности учитывает реальные колебания параметров и позволяет избежать полного перепроектирования при изменении условий.
Игнорирование доступа для технического обслуживания при проектировании штампа
Это элегантное компактное расположение поворотного кулачка выглядит отлично на бумаге. Но когда вашему технику по обслуживанию нужно заменить изношенный центрирующий элемент кулачка, оказывается, что единственный способ получить доступ — демонтировать половину штампа.
Доступность для обслуживания — это не дополнительная удобная опция. Это обязательное условие непрерывности производства. Каждый час, потраченный на разборку соседних компонентов для доступа к кулачковому механизму, — это час потерянной производительности. Умножьте это на частоту технического обслуживания, требуемую объёмами вашего производства, и экономия места превратится в самое дорогое решение, которое вы принимали.
Умные конструкторы штампов изначально закладывают окна для технического обслуживания в свои конструкции. Они размещают критические изнашиваемые компоненты — роликовые направляющие, поверхности guides, точки смазки — в местах, доступных для техников без необходимости крупной разборки. При сравнении вариантов поворотного кулачка и подвесного кулачка именно удобство доступа зачастую склоняет выбор в пользу подвесной конфигурации, несмотря на её большие габариты.
Пять главных ошибок при выборе кулачков
Помимо соображений усилия и доступа, эти ошибки регулярно приводят к преждевременному выходу кулачков из строя и сбоям в производстве:
- Выбор по начальной стоимости вместо стоимости жизненного цикла: Более дешёвый кулачок, который требует замены каждые 500 000 циклов, обходится значительно дороже, чем высококачественный образец, рассчитанный на 2 миллиона циклов. При расчёте реальной стоимости необходимо учитывать простои, затраты на рабочую силу и запасные части. Что означает использование кулачков для вашего бюджета в течение пяти лет — а не пяти месяцев?
- Недооценка влияния теплового расширения: Температура матриц может превышать 150°F при продолжительных производственных циклах. Сталь расширяется примерно на 0,0065 дюйма на дюйм на каждые 100°F. В кулачковых узлах с малыми допусками такое расширение вызывает заклинивание, задиры и катастрофическое заедание. Конструкционные зазоры должны рассчитываться исходя из рабочей температуры, а не условий окружающей среды в цехе.
- Игнорирование требований к системе смазки: Вращающиеся кулачки требуют постоянной смазки; для подвесных кулачков требуется точечное нанесение смазки в зонах контакта кулачков. Несоответствие стратегии смазки приводит к экспоненциальному ускорению износа. Указывайте тип смазки, частоту и способ подачи на этапе проектирования.
- Неспособность проверить профили движения под нагрузкой: Кулачок, который плавно перемещается при испытаниях на стенде, может демонстрировать поведение типа «заедание-проскальзывание» под действием производственных нагрузок. Всегда проверяйте работу кулачка с характерными формовочными нагрузками до начала изготовления производственного инструмента. Эта проверка позволяет выявить проблемы с зазорами, недостаточным зацеплением привода и непредвиденными прогибами.
- Игнорирование временных соотношений с циклом пресса: Верхние кулачки должны совершать полный ход в пределах определённого окна хода. Ротационные кулачки требуют синхронизации с позиционированием детали. Ошибки в тайминге приводят к незавершённым операциям, авариям матриц и дефектам деталей. Постройте график работы кулачков по всему циклу пресса — включая периоды выдержки — перед окончательной установкой приводов.
Предотвращение этих ошибок с помощью правильных протоколов
Профилактика всегда эффективнее ремонта. Внедрите следующие протоколы спецификации и тестирования, чтобы выявить проблемы до их появления на производстве:
- Проведите динамический анализ сил: Используйте имитационное моделирование CAE для расчёта усилий на кулачках в условиях экстремальных значений материала и температуры — а не только при номинальных значениях
- Создайте макеты для обслуживания: Перед окончательным утверждением конструкции штампа физически проверьте, что техники могут получить доступ ко всем изнашиваемым компонентам кулачков стандартными инструментами
- Укажите температурный диапазон эксплуатации: Ожидаемое повышение температуры матрицы и проверка зазоров кулачков с учетом расширения при максимальной рабочей температуре
- Требовать испытаний под нагрузкой в циклическом режиме: Обязательное тестирование механизма кулачка под нагрузкой 80–100% от проектной перед утверждением матрицы
- Документировать временные интервалы: Создать подробные временные диаграммы, показывающие включение кулачка относительно положения пресса, времени перемещения и местоположения детали
Камфорованное значение успеха в работе матриц заключается не только в выборе правильного типа кулачка. Речь идет о реализации решений по выбору с той строгостью, которую требуют эти прецизионные компоненты.
Теперь, когда вы знаете, каких ошибок следует избегать, вопрос становится более конкретным: какой тип кулачка соответствует вашему конкретному применению матрицы? Давайте подберем типы кулачковых механизмов под определенные виды матриц и производственные условия.
Подбор типов кулачков для ваших конкретных применений матриц
Вы сравнивали грузоподъемность, анализировали требования к пространству и изучали режимы отказов. Но вот практический вопрос, который не даёт вам покоя по ночам: какой механизм кулачка следует использовать в вашем конкретном штампе?
Ответ полностью зависит от вашей задачи. Выбор кулачкового механизма, отлично работающего в высокоскоростном последовательном штампе, может привести к катастрофическому отказу при использовании в крупной передающей операции. Давайте подберём типы кулачков под конкретные виды штампов, чтобы вы могли с уверенностью принимать решения для своего следующего проекта.
Лучший выбор кулачка по типу штампа
Разные конфигурации штампов создают принципиально разные требования к кулачковым механизмам. В таблице ниже приведены прямые рекомендации по типу штампа, с выделением оптимального выбора для каждой ситуации:
| Тип кристалла | Оптимальный выбор кулачка | Альтернативный вариант | Ключевое обоснование выбора |
|---|---|---|---|
| Прогрессивные штампы | Ротационный кулачок | Aerial (только для толстолистового) | Компактная конструкция максимизирует плотность станций; непрерывное вращение соответствует требованиям высокоскоростного циклирования |
| Передача умирает | Верхний кулачок | Rotary (для лёгких операций) | Крепление верхнего штампа устраняет помехи от переносных пальцев; более высокая грузоподъёмность позволяет обрабатывать тяжелые заготовки |
| Составные штампы | Ротационный кулачок | Верхний (сложная геометрия) | Эффективное использование пространства критично в одностаничных конструкциях; плавное движение предотвращает деформацию материала |
| Штампы для многопозиционных линий | Верхний кулачок | Гибридный подход | Требуемые усилия обычно превышают возможности роторных систем; доступность для обслуживания имеет важное значение для бесперебойной работы линии |
| Специальные / Прототипные штампы | Зависит от применения | Оценивать отдельно по каждому случаю | Необычная геометрия или требования к углам могут быть преимуществом для верхнего механизма; ограничения по объёму производства могут благоприятствовать роторному механизму |
Обратите внимание, как последовательные и комбинированные штампы предпочтительнее использовать с роторными механизмами, тогда как штампы переноса и многопозиционные операции склоняются к верхним конфигурациям. Эта закономерность отражает основную зависимость между компактностью и грузоподъёмностью, которая определяет выбор между роторным и верхним кулачковыми механизмами.
Рассмотрите требования к кулачковым шейкам в каждом сценарии. Многопозиционные штампы быстро совершают миллионы ходов, что требует износостойких кулачковых шеек, способных сохранять точность при непрерывном вращении. Переносные штампы работают на более низких скоростях, но требуют кулачковых шеек, способных выдерживать сосредоточенные нагрузки при операциях объемной формовки.
Рассмотрение объема производства
Ваш годовой объем производства существенно влияет на выбор кулачка — иногда это важнее рекомендаций по типу штампа, приведённым выше. Вот как объём изменяет ситуацию:
- Низкий объём (менее 50 000 деталей в год): Первоначальная стоимость важнее долговечности в течение всего срока службы. Ротационные кулачки часто выигрывают по стоимости, а их несколько более частое техническое обслуживание остаётся приемлемым при ограниченных часах производства.
- Средний объём (50 000–500 000 деталей в год): Необходим баланс. Оценивайте совокупную стоимость владения, включая простои, запасные части и трудозатраты на техническое обслуживание. Любой тип кулачков может быть предпочтительным в зависимости от конкретных требований применения.
- Высокий объем (более 500 000 деталей в год): Прочность и доступность для обслуживания являются определяющими факторами при принятии решений. Конструкция с цилиндрическим кулачком из высококачественных материалов может стоить на 40 % дороже изначально, но обеспечивает срок службы, превышающий в 3 раза — явное преимущество при массовом производстве.
Толщина материала добавляет ещё одну переменную в это уравнение. Тонкие материалы толщиной менее 1,5 мм редко нагружают кулачковые механизмы до предела, что делает роторные системы жизнеспособными в большинстве применений. Материалы большой толщины свыше 3 мм создают значительно более высокие усилия формовки, зачастую превышая практические возможности роторных кулачков и делая предпочтительными подвесные конструкции.
Сложность детали также имеет значение. Простые операции вырубки и пробивки обеспечивают предсказуемый профиль усилий на протяжении всего хода кулачка. Сложное формование с несколькими изгибами, глубокой вытяжкой или поэтапным движением материала создаёт пики усилий, которые могут превышать номинальные расчёты на 30–50 %. Если требования к кулачку вашей детали включают сложную геометрию, выбирайте механизм с учётом пиковых нагрузок, а не средних значений.
Гибридные подходы: использование обоих типов кулачков
Кто сказал, что нужно выбирать только один? Опытные конструкторы матриц часто применяют гибридные конфигурации, использующие преимущества обоих типов кулачков в одной матрице.
Представьте себе большую прогрессивную матрицу, производящую сложные автомобильные кронштейны. На первых позициях выполняются легкие операции пробивки и вырубки — идеальный вариант для компактных ротационных кулачков, которые сохраняют гибкость размещения заготовок. На последующих позициях выполняются тяжелые операции формовки, требующие значительного бокового усилия. Верхний кулачок справляется с этими сложными операциями, в то время как ротационные механизмы продолжают свою точную работу на предыдущих этапах.
Такой гибридный подход особенно эффективен, когда:
- Требования к усилию значительно различаются между позициями: Легкие операции — ротационные кулачки; тяжелые операции — верхние блоки
- В определенных участках матрицы существуют ограничения по месту: Используйте ротационные там, где ограничена площадь; переходите на верхние, где есть достаточный зазор
- Окна технического обслуживания различаются в зависимости от операции: Размещайте кулачки с воздушным приводом там, где требуется частый доступ; ротационные кулачки — там, где доступ менее критичен
- Требования к синхронизации противоречат друг другу: Независимая ротационная синхронизация может выполнять операции, которые не укладываются в зависимое от хода окно воздушного кулачка
Представьте гибридные конфигурации как механический эквивалент кулачковой коробки автомата — несколько кулачковых механизмов, работающих в согласованной последовательности, каждый из которых оптимизирован для своей конкретной функции в рамках общей системы. Приводной двигатель кулачка, управляющий ротационным механизмом, работает независимо, в то время как воздушные кулачки синхронизируются с движением пресса, обеспечивая взаимодополняющие возможности.
Варианты винтовых кулачков добавляют ещё одно измерение в гибридные стратегии. Когда ваше применение требует наклонных траекторий движения, которые стандартные ротационные или воздушные конфигурации эффективно не обеспечивают, винтовые профили могут обеспечить диагональное или спиральное движение внутри одной и той же матрицы.
Ключом к успешному внедрению гибридной системы является четкая документация. Зафиксируйте момент срабатывания каждого кулачкового механизма, требования к усилию и график технического обслуживания. Когда несколько типов кулачков работают последовательно, ошибки в настройке времени одного из них могут привести к сбоям во всей матрице.
Теперь, когда определены эти рекомендации, ориентированные на конкретные применения, вы готовы принимать обоснованные решения в соответствии с вашими требованиями к матрице. Но как объединить всю эту информацию в практический процесс выбора?
Окончательные рекомендации по оптимальному выбору кулачков
Вы проанализировали грузоподъёмность, сравнили габариты установки, изучили возможные виды отказов и сопоставили типы кулачков с конкретными применениями матриц. Теперь пришло время объединить всё это в структуру принятия решений, которую можно сразу применить. Больше никаких сомнений — только чёткие критерии, которые помогут вам выбрать подходящий поворотный кулачок или верхний кулачок именно для вашего производства.
Цель заключается не в поиске универсально «лучшего» кулачкового механизма. Речь идет о подборе подходящего инструмента под ваши уникальные производственные требования. Ниже приведено, как уверенно сделать такой выбор.
Чек-лист для принятия решения
При оценке вариантов кулачков для вашего следующего штамповочного проекта последовательно пройдитесь по данной системе принятия решений. Каждый критерий указывает на конкретную рекомендацию, основанную на приоритетах вашей задачи:
Выберите роторный кулачок, когда:
- Основное ограничение — это пространство: Для прогрессивных штампов с малым расстоянием между позициями, компактными габаритами матрицы или ограниченным вертикальным зазором предпочтительны роторные механизмы, которые легко интегрируются, не занимая ценной площади
- Крайне важна непрерывность движения: Высокоскоростные операции свыше 60 ходов в минуту выигрывают от применения роторных кулачковых выключателей, которые сохраняют независимое управление временем срабатывания независимо от скорости пресса
- Важны точные профили движения: Задачи, требующие плавных кривых ускорения, точного контроля скорости или постепенного включения во избежание дефектов материала
- Решения определяются бюджетными ограничениями: Меньшие первоначальные вложения делают роторные кулачки привлекательными для прототипных штампов, мелкосерийного производства или проектов с ограниченным бюджетом
- Доминируют стандартные толщины материала: Тонкие и средние материалы толщиной менее 2,5 мм редко превышают предельную нагрузку роторной системы
Выбирайте верхний кулачок, когда:
- Максимальная сила является обязательным требованием: Пробивка толстолистового материала, глубокая вытяжка или обработка высокопрочных материалов, требующих боковых усилий, превышающих характеристики роторной системы
- Приоритетом является удобный доступ для технического обслуживания: Среды массового производства, где простои требуют быстрой проверки, смазки и замены компонентов без разборки всего штампа
- Используется меньше пространства в нижней части штампа: Переносные штампы, сложные геометрии деталей или автоматизированные системы обработки, занимающие нижнюю плиту штампа
- Требуются угловые операции: Пробивка или формовка под нестандартными углами относительно поверхности матрицы — конфигурации с поворотными вставками и наклонные ползуны выигрывают от верхнего расположения
- Важен зазор для транспортировочных пальцев: Операции, при которых нижние механизмы будут мешать автоматическому оборудованию для обработки деталей
Рассматривайте гибридные решения, когда:
- Требуемые усилия значительно различаются между станциями штампа
- Некоторые операции требуют точного согласования по времени, а другие — высокой силы
- Ограничения по пространству существуют в отдельных зонах, но не по всему штампу
- Разные графики технического обслуживания предполагают разный уровень доступности по станциям
Подбирайте кулачковый механизм в соответствии с требованиями конкретного применения, а не из привычки, предпочтений бренда или только по начальной стоимости. Правильный механизм для вашей конкретной операции обеспечивает миллионы циклов без проблем.
Партнерство с правильным производителем штампов
Даже при наличии четкой системы принятия решений, оптимизация проектирования кулачков требует экспертных знаний, выходящих за рамки выбора механизма. Геометрия интерфейса кулачковой пробки, временные зависимости с кинематикой пресса и тепловое поведение под производственными нагрузками требуют инженерного анализа, который невозможно обеспечить с помощью ручных расчетов.
Именно на этом этапе производители прецизионных штамповочных матриц с передовыми возможностями компьютерного инженерного анализа (CAE) обеспечивают исключительную ценность. Вместо создания пробных матриц и выявления проблем на этапе пробной эксплуатации, проектирование на основе моделирования позволяет обнаружить проблемы с зазорами, ошибки в расчетах усилий и конфликты во времени ещё до начала обработки металла. Результат? Сокращение циклов «проб и ошибок» и значительно более высокий процент успешного первого прохождения проверки.
Учтите, что надежное проектирование поворотных и подвесных кулачковых механизмов требует:
- Моделирования динамических усилий: Прогнозирования реальных нагрузок на кулачки в самых неблагоприятных условиях материала и температуры — а не только номинальных расчетов
- Проверка профиля движения: Подтверждение того, что теоретические кривые перемещения реализуются в реальных условиях без эффекта залипания-проскальзывания
- Анализ теплового расширения: Обеспечение зазоров кулачков с учётом повышения рабочей температуры без заклинивания или чрезмерного люфта
- Обнаружение интерференции: Проверка того, что кулачковые механизмы не задевают компоненты штампа на протяжении всего цикла прессования
В частности для автомобильных применений важна сертификация IATF 16949. Этот стандарт управления качеством гарантирует, что поставщик штампов соблюдает требования к производственным процессам, документации и системам непрерывного улучшения, которые предъявляют отделы качества автопроизводителей. Когда ваши штампованные детали используются в критически важных узлах, сертифицированные поставщики снижают нагрузку при аудитах и ускоряют утверждение программ.
Хотите узнать, что такое поворотный переключатель в контексте систем управления кулачками, или как передовое моделирование оптимизирует как поворотные кулачковые переключатели, так и конфигурации с воздушными кулачками? Ответ заключается в сотрудничестве с инженерными командами, которые понимают как теоретические принципы, так и практические условия на производстве при изготовлении прецизионных штампов.
Когда вы будете готовы перейти от выбора кулачков к готовым производственным инструментам, изучите комплексные возможности проектирования и изготовления пресс-форм которые сочетают в себе моделирование методом МКЭ, системы качества, сертифицированные по IATF 16949, и инженерную экспертизу, обеспечивающую 93% одобрения с первого раза. Правильный производственный партнёр превращает ваш выбор механизма кулачка в штампы, безупречно работающие с первого дня.
Часто задаваемые вопросы о роторных и воздушных кулачках
1. Что такое роторный кулачок?
Ротационный кулачок — это механизм, преобразующий вращательное движение в поступательное за счёт точно спроектированного профиля кулачка. В штамповальных матрицах ротационные кулачки работают независимо от хода пресса и используют собственный вращающийся двигатель для приведения в действие кулачка. Это делает их идеальными для высокоскоростных прогрессивных штампов, где требуется непрерывное и плавное движение. Их компактная конструкция позволяет интегрировать их в ограниченные по пространству конфигурации матриц, обеспечивая при этом постоянное приложение усилия на протяжении всего цикла вращения.
2. Что такое вращающийся кулачок?
Вращающийся кулачок — это механический компонент, преобразующий вращательное движение во возвратно-поступательное. Профилированная поверхность кулачка, называемая кулачковым выступом, взаимодействует с толкателем, перемещая его по заданному пути. В штамповочных операциях вращающиеся кулачки обеспечивают точный контроль скорости и ускорения, что делает их пригодными для формовочных операций, где плавные переходы предотвращают дефекты материала. Их предсказуемый характер движения помогает инженерам обеспечивать стабильное качество деталей на протяжении миллионов производственных циклов.
3. Что происходит при вращении кулачка?
Когда кулачок вращается, его специальный профиль кулачка взаимодействует с толкателем, преобразуя круговое движение во возвратно-поступательное линейное движение. Такое механическое преобразование позволяет кулачку перемещать ползун горизонтально, в то время как сам кулачок продолжает вращаться. Геометрия профиля кулачка напрямую определяет характеристики перемещения, скорости и ускорения движения толкателя — обеспечивая точный контроль операций формовки, пробивки и резки в штампах.
4. Когда следует выбирать воздушный кулачок вместо вращающегося кулачка?
Выберите верхний кулачок, если для вашего применения требуется максимальная боковая нагрузка, удобный доступ для технического обслуживания или отсутствие ограничений по месту в нижней части матрицы. Верхние кулачки крепятся на верхнем основании матрицы и используют усилие пресса напрямую для пробивки толстолистового материала и глубокой формовки. Они отлично подходят для крупных штампов с передаточной подачей, где автоматизированные системы обработки занимают пространство в нижней части матрицы, а их верхнее расположение обеспечивает свободный доступ для осмотра и замены компонентов без значительной разборки штампа.
5. Могу ли я использовать как поворотные, так и верхние кулачки в одном и том же штампе?
Да, гибридные конфигурации, сочетающие оба типа кулачков, зачастую обеспечивают оптимальные результаты. Опытные конструкторы штампов используют ротационные кулачки для более легких высокоскоростных операций, требующих точного согласования по времени, оставляя подвесные кулачки для тяжелых формовочных позиций, где требуется максимальное усилие. Такой подход особенно эффективен, когда требования к усилию различаются между позициями, существуют ограничения по месту в отдельных областях штампа или разные графики технического обслуживания предполагают различный уровень доступности в разных частях сборки штампа.