 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Ключевая роль электроэрозионной обработки в изготовлении прецизионных штампов
Краткое содержание
Электрическая разрядная обработка (ЭДМ) играет незаменимую роль в современном изготовлении штампов. Это высокоточный производственный процесс, который использует контролируемые электрические искры для эрозии и формирования закаленных металлов в сложные и сложные формы. Эта технология имеет решающее значение для создания прочных высокоточных инструментов, форм для впрыска и штамповки, которые часто невозможно изготовить с помощью обычных методов обработки.
Понимание ЭДМ: основные принципы
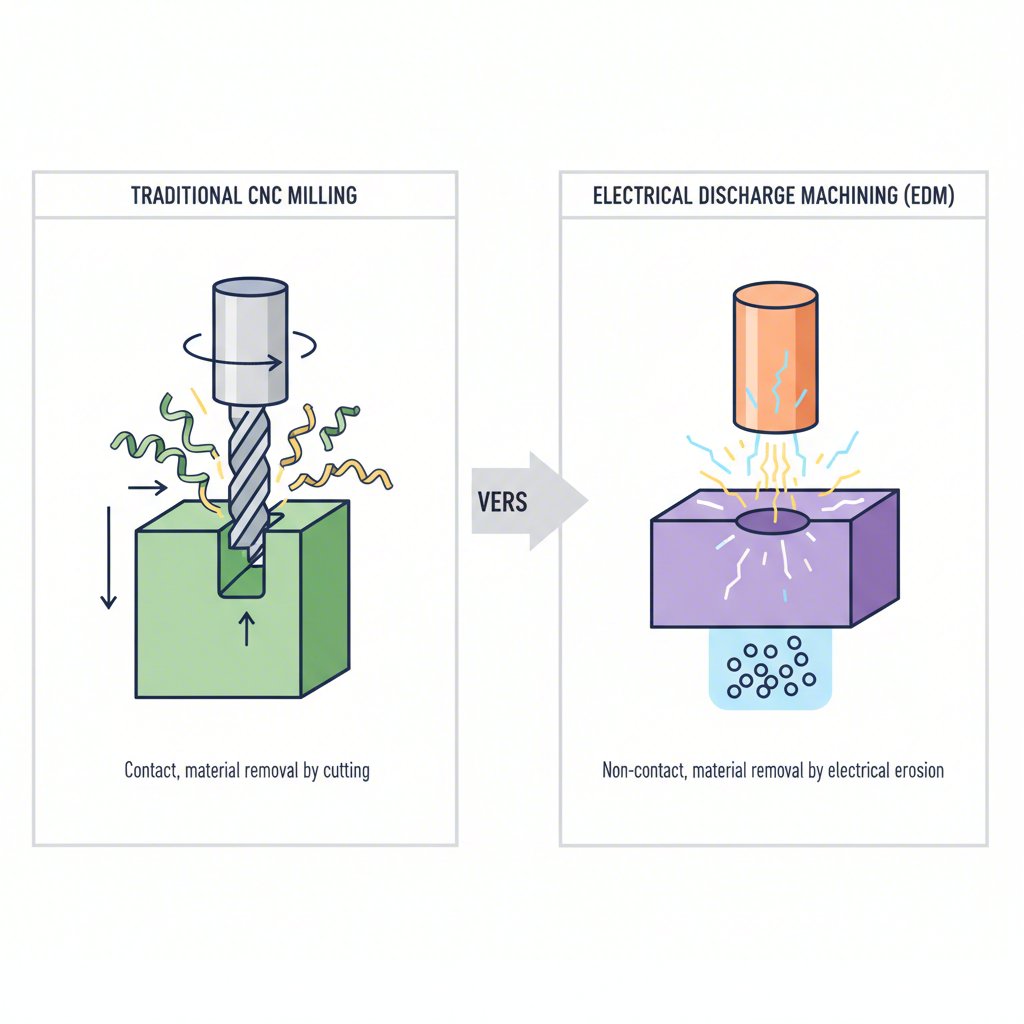
Электроэрозионная обработка, часто называемая обработкой искровым методом, представляет собой нетрадиционный способ производства, не подразумевающий механического контакта, основанный на тепловой энергии. В отличие от традиционных методов, использующих механическое усилие для резки материала, электроэрозионная обработка удаляет материал посредством серии быстрых, повторяющихся электрических разрядов — или искр — между электродом (инструментом) и заготовкой. Оба компонента погружены в диэлектрическую жидкость, которая действует как электрический изолятор до достижения определённого напряжения.
Основной механизм начинается с подачи высокого напряжения, в результате чего диэлектрическая жидкость пробивается и образует плазменный канал между электродом и заготовкой. Это создает интенсивную искру с температурой от 14 500 до 21 500 °F, которая мгновенно плавит и испаряет ничтожно малое количество материала заготовки. После окончания цикла разряда диэлектрическая жидкость вымывает испарённые частицы (отходы) из зоны обработки. Этот цикл повторяется тысячи раз в секунду, постепенно разрушая заготовку таким образом, чтобы она соответствовала форме электрода или следовала запрограммированному пути.
Этот процесс кардинально отличается от традиционного фрезерования или точения на станках с ЧПУ. Поскольку между инструментом и заготовкой нет физического контакта, электроэрозионная обработка позволяет с исключительной точностью обрабатывать чрезвычайно твердые и прочные материалы, такие как закаленная инструментальная сталь, титан и вольфрамокобальтовые сплавы, не вызывая механических напряжений. Эта возможность делает EDM незаменимой технологией для задач, требующих мелких деталей и высокой точности, которые невозможно достичь другими методами.
Ключевая роль EDM в производстве прецизионных пресс-форм и матриц
В мире производства инструментов и штампов точность — это не просто цель; это основное требование. Технология электроэрозионной обработки (EDM) является краеугольным камнем этой точности, позволяя создавать пресс-формы и штампы с уровнем сложности и точности, который ранее был немыслим. Её основная задача — изготовление сложных элементов, таких как острые внутренние углы, глубокие и узкие рёбра и сложные полости, которые зачастую невозможно создать с помощью традиционных режущих инструментов из-за ограничений геометрии и доступа инструмента.
Одним из наиболее значимых применений EDM является производство пресс-форм для литья пластмасс под давлением и штампов для литья и штамповки металлов. Например, в автомобильной промышленности производство высококачественных компонентов зависит от идеально изготовленных инструментов. Ведущие поставщики изготовления нестандартных автомобильных штампов и производства металлических компонентов , такие как Shaoyi (Ningbo) Metal Technology Co., Ltd., используют передовые процессы для обеспечения точности, необходимой OEM-производителям и поставщикам первого уровня. В этом контексте EDM играет ключевую роль при создании прочных сложных штампов, которые формуют листовой металл в автомобильные детали с безупречной согласованностью.
Кроме того, EDM особенно подходит для обработки уже закалённых материалов. Традиционные методы часто требуют предварительной обработки более мягкого материала, который затем подвергается термообработке — этапу, способному вызвать коробление и отклонения размеров. Станки EDM работают с предварительно закалёнными стальными сплавами, устраняя риск искажений и гарантируя, что готовый штамп или пресс-форма соответствуют самым строгим допускам. Это напрямую обеспечивает более высокое качество конечной продукции — будь то потребительские пластиковые товары, медицинские импланты или компоненты аэрокосмической отрасли — и продлевает срок службы самих инструментов.
Основные технологии EDM для изготовления штампов: проволочно-вырезной EDM и объемный электроэрозионный станок
Производители пресс-форм в основном используют два различных типа электроэрозионной обработки, каждый из которых подходит для разных применений: объемная электроэрозионная обработка и проволочно-вырезная ЭДМ. Понимание различий между ними имеет ключевое значение для оценки универсальности этой технологии в производственной среде.
Объемная ЭДМ , также известная как ЭДМ погружением или обработка полостей, использует специально изготовленный электрод, обычно из графита или меди, имеющий форму, обратную требуемой детали. Этот электрод медленно опускается или «погружается» в заготовку, а электрические искры вытравливают материал, формируя полость, повторяющую форму электрода. Этот метод идеально подходит для создания сложных трехмерных полостей, глухих отверстий и детализированных рельефов, необходимых для литейных форм и штампов.
Электроэрозионная резка проволоки , или WEDM, работает скорее как высокотехнологичная ленточная пила. В нем используется очень тонкая, непрерывно подаваемая металлическая проволока (обычно латунная) в качестве электрода. Проволока направляется по точной траектории, заданной с помощью ЧПУ, чтобы прорезать всю толщину заготовки, создавая сложные 2D-профили и формы. Этот метод чрезвычайно эффективен для изготовления пуансонов, инструментов и матриц из толстых плит закалённой стали, а также для создания деталей со сложными контурами и плотно прилегающими компонентами.
Чтобы уточнить, когда мастер по изготовлению штампов может выбрать один метод вместо другого, рассмотрим следующее сравнение:
| Особенность | Объёмная электроэрозионная обработка (метод погружения) | Электроэрозионная резка проволоки |
|---|---|---|
| Тип электрода | Сплошной электрод специальной формы (из графита или меди) | Тонкая одножильная металлическая проволока (обычно латунная) |
| Основное применение | Создание 3D-полостей, форм, глухих отверстий и сложных рельефов | Резка 2D-профилей, пуансонов, матриц и сложных контуров сквозь заготовку |
| Форма изделия | Сложные трёхмерные выемки | Сложные двухмерные контуры, конические формы и сквозные пропилы |
| Взаимодействие заготовки | Электрод погружается в заготовку, образуя полость | Проволока полностью проходит через заготовку для вырезания профиля |
Основные преимущества и выгоды использования электроэрозионной обработки в инструментальной промышленности
Широкое применение электроэрозионной обработки (EDM) в производстве инструментов и штампов объясняется уникальным набором преимуществ, которые напрямую решают наиболее важные задачи отрасли. Эти преимущества выходят за рамки простого удаления материала, обеспечивая высокое качество, свободу проектирования и эффективность по сравнению с традиционными методами механической обработки.
Наиболее значительные преимущества включают:
- Обработка чрезвычайно твёрдых материалов: EDM нечувствителен к твёрдости материала, поскольку его механизм является тепловым, а не механическим. Он легко обрабатывает закалённые инструментальные стали, твёрдые сплавы на основе вольфрама, а также экзотические сплавы, которые быстро изнашивали бы или невозможно было бы обработать с помощью традиционных инструментов.
- Создание сложных и детализированных геометрических форм: Поскольку процесс является бесконтактным, отсутствуют силы резания, которые могут деформировать тонкие элементы. Это позволяет создавать острые внутренние углы, глубокие и узкие пазы, а также тонкие стенки, которые невозможно получить с помощью фрезерных инструментов.
- Непревзойдённая точность и высокое качество поверхности: Электроэрозионная обработка может обеспечить чрезвычайно малые допуски, часто в пределах ±0,0002 дюйма. Процесс можно точно настроить для получения гладкой поверхности, что сводит к минимуму или полностью устраняет необходимость ручной полировки, значительно экономя время и трудозатраты.
- Отсутствие механических напряжений на заготовке: Отсутствие прямого контакта между инструментом и деталью означает, что механические напряжения не возникают. Это имеет решающее значение для сохранения размерной стабильности тонких или имеющих тонкие стенки компонентов и предотвращения коробления или растрескивания.
В конечном итоге, эти преимущества делают электроэрозионную обработку незаменимой технологией для любого современного производителя инструментов и штампов. Она позволяет изготавливать инструменты более высокого качества и с увеличенным сроком службы, которые, в свою очередь, обеспечивают производство улучшенных конечных деталей, подтверждая ключевую роль этой технологии в конкурентных и ответственных отраслях, таких как аэрокосмическая, медицинская и автомобильная промышленность.
Часто задаваемые вопросы
1. В чём заключается принцип электроэрозионного копирования (прошивки)?
Электроэрозионное копирование, также известное как обработка с помощью электрода-матрицы, заключается в создании формового электрода (часто из графита или меди), который представляет собой негатив полости, подлежащей обработке. Этот электрод погружается в диэлектрическую жидкость и приближается к заготовке. Между электродом и заготовкой возникают электрические разряды (искры), которые разрушают материал, формируя точное отпечаток формы электрода.
2. Для чего используется станок ЭДС при изготовлении пресс-форм?
В изготовлении пресс-форм метод ЭДМ используется для создания сложных полостей и элементов в предварительно закалённой инструментальной стали, которые формируют конечные пластиковые или металлические детали. Он необходим для производства таких элементов, как глубокие рёбра, острые внутренние углы и сложные текстуры, которые трудно или невозможно получить с помощью традиционного фрезерования на станках с ЧПУ. Такая точность обеспечивает соответствие готовых отформованных деталей точным техническим требованиям.
3. Какова роль ЭДМ?
Основная роль ЭДМ заключается в формировании и обработке электропроводящих материалов с использованием тепловой энергии от контролируемых электрических разрядов. Он особенно ценится за способность обрабатывать очень твёрдые материалы с высокой точностью, создавать сложные геометрические формы без механического воздействия и обеспечивать высокое качество поверхностной отделки. Его основная функция — удаление материала в тех случаях, когда традиционные методы оказываются неэффективными.
4. Что такое ЭДМ в обработке на станках с ЧПУ?
Электроэрозионная обработка — это специализированный вид фрезерования с ЧПУ (числовым программным управлением). В то время как традиционное фрезерование предполагает контакт режущего инструмента с материалом и его удаление, электроэрозионная обработка с ЧПУ использует компьютерное управление для перемещения электрода. Система ЧПУ контролирует движение электрода (в проволочно-вырезных или прошивочных станках ЭДМ), создавая искры точно в тех местах, где необходимо удалить материал, что позволяет автоматизированно изготавливать детали высокой сложности и точности.