 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Выбор компании по прецизионной обработке листового металла: 8 ключевых факторов, которые чаще всего упускают покупатели

Что определяет компанию по точному изготовлению изделий из листового металла
Когда вы начинаете поиск партнёра по изготовлению изделий, вы быстро заметите, что многие цеха заявляют о предоставлении «точных» услуг. Однако что действительно отличает настоящую компанию по точному изготовлению изделий из листового металла от обычного цеха по обработке металла? Разница заключается не только в маркетинговых формулировках — она основана на измеримых технических характеристиках, которые напрямую влияют на то, будут ли ваши детали функционировать так, как задумано.
Точное изготовление изделий из листового металла представляет собой производство инженерного уровня с высочайшими требованиями к точности и качеству, при котором обычно соблюдаются допуски в диапазоне от ±0,005 дюйма до ±0,010 дюйма (от ±0,13 мм до ±0,25 мм) даже для сложных геометрических форм.
Это имеет значение, поскольку компоненты, не соответствующие точным техническим требованиям, могут привести к сбоям при сборке, отзыву продукции и дорогостоящей доработке. Понимание того, что определяет прецизионную обработку, помогает задавать правильные вопросы перед выбором партнёра по изготовлению деталей.
Что отличает прецизионное производство от стандартного
Представьте, что вы заказываете индивидуальный корпус для медицинского оборудования. При стандартном изготовлении вы можете получить детали с допусками ± ±1/16" до ±1/8" (±1,6 мм до ±3,2 мм) . Эта погрешность может показаться незначительной, однако при необходимости идеальной подгонки нескольких компонентов друг к другу отклонения быстро накапливаются.
Компании, специализирующиеся на прецизионном листовом металлоизготовлении, работают на совершенно ином уровне. Они используют передовые волоконно-оптические лазерные системы, координатно-измерительные машины (КИМ) и автоматизированные гибочные системы с технологией коррекции угла изгиба. Что ещё более важно — они глубоко понимают поведение материалов: как различные сплавы «отскакивают» после гибки, как направление зерна влияет на процесс формовки и как тепловое расширение сказывается на конечных размерах.
Ключевые отличия между стандартным и прецизионным производством включают:
- Сложность оборудования: Стандартные цеха используют простые штангенциркули и визуальный контроль; компании, специализирующиеся на прецизионной обработке листового металла, применяют координатно-измерительные машины (КИМ), оптические компараторы и лазерные измерительные технологии
- Экспертиза материалов: Прецизионные производители понимают, как сталь марки 316L ведёт себя иначе, чем сталь марки 304 при операциях формовки
- Инвестиции в оснастку: Специализированные инструменты и прецизионные приспособления, стоимость которых может быть в 3–5 раз выше стоимости стандартных инструментов, но которые обеспечивают воспроизводимую точность
- Системы качества: Статистический контроль процессов, проверка первого образца и полная прослеживаемость материалов
Понимание допусков в металлообработке
Допуски выполняют функцию «контракта на точность», действующего на протяжении всего жизненного цикла изделия. Каждая спецификация допусков влияет на будущие эксплуатационные характеристики, себестоимость производства и эффективность сборки. Представьте допуски как ограничительные барьеры вокруг номинальных размеров: если вы остаётесь в пределах этих барьеров, ваши детали будут функционировать корректно.
Согласно отраслевым стандартам, классы точности делятся на 18 уровней. Компании, специализирующиеся на высокоточной обработке листового металла, обычно работают в пределах классов точности IT5–IT7 для инженерных применений, тогда как стандартные цеха работают в диапазоне IT12–IT14.
Что это означает на практике:
- Лазерная резка: Современные волоконно-оптические лазерные системы обеспечивают допуски в пределах ±0,1 мм – ±0,3 мм, что зависит от толщины материала.
- Операции гибки: Высокоточные гибочные прессы обеспечивают угловые допуски приблизительно ±0,5°.
- Точная штамповка: Способны обеспечивать размерные допуски ±0,05 мм или более жёсткие.
Такие строгие требования предъявляются в таких отраслях, как авиакосмическая промышленность, производство медицинского оборудования и оборонная промышленность, поскольку отказ компонента может повлечь за собой серьёзные последствия. В авиакосмических применениях отклонение величиной 0,020 дюйма может сделать деталь полностью непригодной к использованию. Для корпусов медицинских устройств размерная точность напрямую влияет на соответствие требованиям FDA и безопасность пациентов.
В чём проблема? Применение излишне жёстких допусков значительно увеличивает сроки изготовления и повышает затраты. Цель — найти баланс: допуски должны быть достаточно строгими, чтобы обеспечить функциональность изделия, но при этом реалистичными с точки зрения эффективности производства. Понимание этого баланса — ваш первый шаг к выбору подходящего партнёра по точному листовому металлоизготовлению.
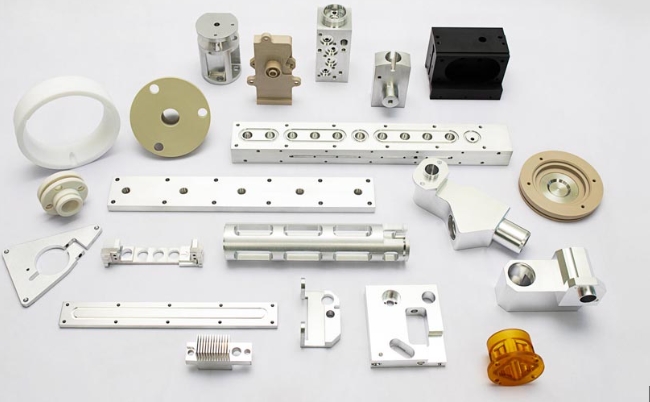
Основные процессы изготовления и технические возможности оборудования
Теперь, когда вы понимаете, что отличает точное производство от стандартного листового металлоизготовления, давайте рассмотрим конкретные технологические процессы, позволяющие соблюдать жёсткие допуски. Компания по точному листовому металлоизготовлению обладает не просто дорогостоящим оборудованием — она глубоко понимает, как каждый процесс влияет на размерную точность и качество поверхности. При оценке потенциальных партнёров знание возможностей этих процессов помогает задавать более содержательные вопросы и распознавать подлинный уровень компетенций.
Основные процессы, используемые компаниями по точному листовому металлоизготовлению делятся на несколько категорий, каждая из которых выполняет определённые функции при преобразовании плоских заготовок в готовые компоненты:
- Лазерная резка: Использует сфокусированную световую энергию для выполнения точных разрезов с минимальным искажением материала и обеспечивает высокое качество кромок, подходящее для видимых поверхностей
- Станция для сверления с помощью CNC: Позиционирует материал под пробойным пуансоном для быстрого создания отверстий и операций формовки в условиях массового производства
- Гибка и формовка: Преобразует плоские заготовки в трёхмерные формы с помощью гибочных прессов и специализированной оснастки
- СВАРКА: Соединяет несколько компонентов с использованием тепла и давления; существуют различные методы, подходящие для разных материалов и областей применения
- Водоструйная резка: Использует воду под высоким давлением (часто с абразивами) для обработки термочувствительных материалов или толстых заготовок, когда тепловое искажение недопустимо
Лазерная резка и её роль в прецизионной обработке
Когда вам требуются детали с чистыми кромками, строгими допусками по размерам и минимальной зоной термического влияния, лазерная резка становится основным методом изготовления. Современные компании по точному производству изделий из листового металла, как правило, используют две основные лазерные технологии: CO₂-лазеры и волоконные лазеры.
Волоконная лазерная резка стала отраслевым стандартом для большинства точных применений. Согласно отраслевым источникам, волоконные лазеры используют лазерные диоды, передаваемые по оптическим волокнам, для выполнения резов, обеспечивая высокую выходную мощность и исключительную эффективность. Эта технология особенно хорошо справляется с резкой отражающих материалов, таких как алюминиевые и медные сплавы, которые вызывали трудности у более ранних CO₂-систем.
Характеристики оборудования здесь имеют существенное значение. Учитывайте, как различные возможности лазеров влияют на варианты реализации вашего проекта:
| Тип лазера | Диапазон мощности | Лучшие применения | Возможная толщина материала |
|---|---|---|---|
| волоконный лазер мощностью 8 кВт | Высокая мощность | Общее машиностроение, резка толстых листов | Углеродистая сталь — до 30 мм; нержавеющая сталь — до 30 мм |
| cO₂-лазер мощностью 4 кВт | Средняя выходная мощность | Изготовление вывесок, декоративные работы, тонкие материалы | Углеродистая сталь толщиной до 16 мм; нержавеющая сталь толщиной до 12 мм |
| Электроэрозионная резка проволоки | Электрический разряд | Чрезвычайно жёсткие допуски, закалённые материалы | Ограничено размером ванны, а не твёрдостью материала |
Помимо самого лазера, обратите внимание на автоматизированные системы подачи материалов. Ведущие компании по точной обработке листового металла интегрируют размоточные линии, которые подают исходный материал непосредственно в системы резки, снижая повреждения при обработке и повышая производительность. Столы для плазменной резки служат вспомогательным оборудованием для более толстых материалов, где лазерная резка становится менее экономически выгодной.
Один из часто упускаемых из виду возможностей — обработка методом проволочной электроэрозии (Wire EDM), при которой заряженная тонкая металлическая проволока использует электрические искры для плавления материала без физического контакта с заготовкой. Проволока никогда не касается материала: вместо этого контролируемые искры «мостиком» перекрывают зазор, а диэлектрическая жидкость охлаждает зону реза и удаляет избыточный материал. Этот процесс обеспечивает допуски, недостижимые при традиционных методах резки.
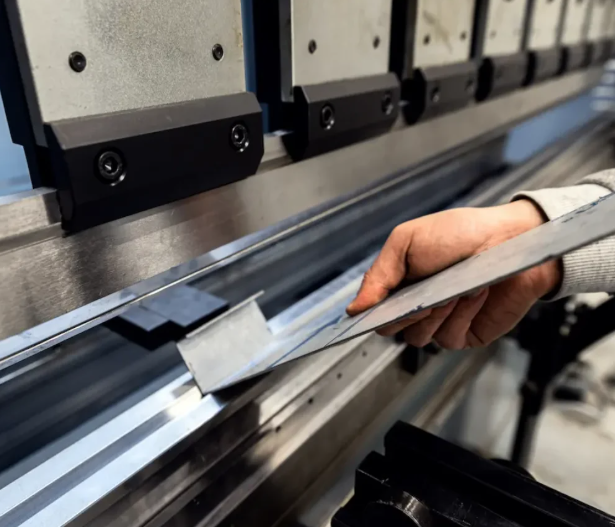
Сгибание, формовка и сварка: пояснение технологий
Резка плоских заготовок составляет лишь половину задачи изготовления. Преобразование этих заготовок в трёхмерные компоненты требует столь же сложных возможностей гибки и формовки.
Технология гидравлических пресс-тормозов претерпела значительную эволюцию. Современные ЧПУ-пресс-тормозы, такие как Серия Bystronic Xpert , обеспечивают усилие гибки до 150 тонн, рабочую скорость до 20 мм/с и максимальную скорость быстрого хода до 220 мм/с. Что ещё более важно, они оснащены системой измерения и коррекции угла в реальном времени: станок фактически измеряет угол гибки в процессе формовки и автоматически корректирует его для компенсации упругого отскока материала.
Почему это имеет значение для ваших деталей? Различные материалы по-разному проявляют упругий отскок после гибки. Например, для получения конечного угла 90 градусов при гибке нержавеющей стали марки 304 может потребоваться перегиб до 88 градусов. Без автоматической коррекции угла операторы вынуждены полагаться на свой опыт и метод проб и ошибок — что увеличивает время изготовления и вносит разброс в параметры деталей.
Сварочные возможности завершают процесс изготовления. Комплексная компания по точному изготовлению изделий из листового металла предлагает несколько сварочных методов, подобранных под конкретные задачи:
- Сварка TIG (Tungsten Inert Gas): Обеспечивает наиболее чистые сварные швы для видимых поверхностей и тонких материалов; предпочтительно используется при сварке нержавеющей стали и алюминия
- Сварка MIG (Metal Inert Gas): Быстрее, чем TIG-сварка, идеально подходит для длинных сварных швов и более толстых материалов
- Точечная контактная сварка: Создаёт отдельные точки соединения без видимых следов на поверхности; широко применяется при изготовлении корпусов и кронштейнов
- Лазерная сварка: Обеспечивает минимальный ввод тепла и минимальную деформацию, что важно для точных сборок, требующих строгого соблюдения геометрических размеров
Помимо основного изготовления, обратите внимание на дополнительные возможности, позволяющие полностью завершить производство ваших деталей. Профессиональные компании по точному изготовлению изделий из листового металла предлагают установку крепёжных элементов, зачистку и шлифовку для подготовки поверхностей, порошковое или жидкостное окрашивание для обеспечения коррозионной стойкости, а также сборочные услуги, благодаря которым вы получаете готовые изделия, а не отдельные компоненты.
Оборудование, с которым работает производитель, говорит о его максимальных возможностях — однако то, как он объединяет эти процессы в эффективные рабочие потоки, определяет, сможет ли он постоянно обеспечивать точные результаты.
Материалы и их влияние на точность результатов
Вы выбрали производителя с впечатляющим оборудованием и проверенными процессами. Но вот что часто упускают многие покупатели: выбранный вами материал влияет на размерную точность не меньше, чем станки, выполняющие обработку. Компания по точной гибке листового металла понимает, что каждый сплав ведёт себя по-разному при резке, гибке и сварке — а это поведение напрямую определяет, будут ли ваши детали соответствовать заданным спецификациям.
Представьте себе следующее: алюминий после гибки восстанавливает форму менее предсказуемо, чем низкоуглеродистая сталь. Нержавеющая сталь упрочняется при пластической деформации с изменением его свойств в процессе. Медные сплавы обладают настолько высокой теплопроводностью, что для их сварки требуются совершенно иные параметры. Это не мелкие детали — это скрытые переменные, которые определяют успех проекта или необходимость дорогостоящей переделки.
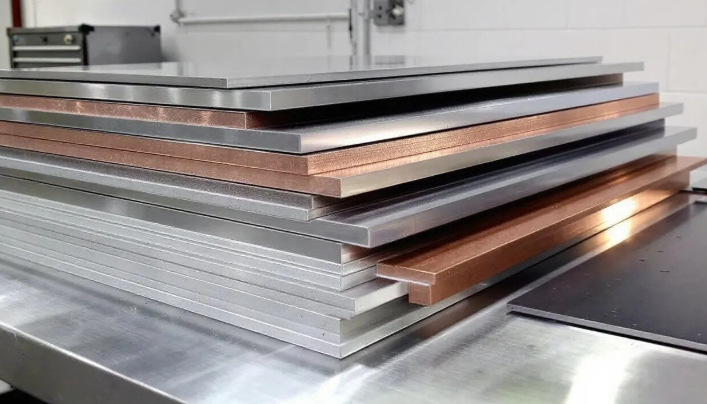
Нержавеющая сталь, алюминий и специальные сплавы
Компании по точному производству листового металла обычно работают с базовой группой материалов, каждый из которых выбирается исходя из конкретных эксплуатационных характеристик. Понимание этих вариантов помогает подобрать материал с нужными свойствами под требования вашей задачи.
Нержавеющая сталь остаётся основным материалом для применений, где требуются прочность и коррозионная стойкость. Согласно анализу материалов от специалистов по прецизионному производству , разные марки нержавеющей стали выполняют различные функции:
- Аустенитные марки (304, 316): Отличная коррозионная стойкость, немагнитность в отожжённом состоянии, высокая пластичность и формоустойчивость — идеально подходит для медицинского оборудования и оборудования для пищевой промышленности
- Ферритные марки (430, 446): Магнитный, термостойкий, подходит для высокотемпературных применений, таких как промышленные печи и выхлопные системы
- Мартенситные марки (410, 420): Закаливаемые термообработкой, обладают превосходной прочностью и износостойкостью — обычно применяются для аэрокосмических компонентов и прецизионного инструмента
Алюминиевые сплавы обеспечивают наилучшее соотношение прочности к массе для применений, где важна минимизация массы. Сплав 6061 доминирует в прецизионной обработке благодаря чистой обрабатываемости, стабильному удержанию допусков ±0,01–0,02 мм при надёжных настройках станка и возможности анодирования для получения премиальных отделок. Для корпусов электроники, аудиооборудования и портативных устройств алюминий обеспечивает одновременно высокие эксплуатационные характеристики и эстетичный внешний вид.
Специальные сплавы вступают в игру, когда стандартные материалы не могут удовлетворить экстремальным требованиям. Титан обеспечивает исключительное соотношение прочности к массе и коррозионную стойкость для медицинских имплантатов и аэрокосмических применений — однако его низкая теплопроводность и склонность к упрочнению при обработке требуют специализированных навыков изготовления. Медь и латунь обладают превосходной электрической и теплопроводностью для электронных применений, однако их масса и стоимость ограничивают использование только компонентами, критичными по функциональным параметрам.
Как свойства материалов влияют на точность изготовления
Здесь выбор материала становится практически значимым. Каждое свойство, указанное в техническом паспорте, напрямую определяет технологические трудности или преимущества при изготовлении. Компания, специализирующаяся на прецизионном производстве изделий из листового металла, оценивает эти факторы до формирования коммерческого предложения по вашему проекту:
| Материал | Типичные достижимые допуски | Минимальный радиус изгиба | Свариваемость | Лучшие применения |
|---|---|---|---|---|
| Нержавеющая 304/316 | ±0,01–0,02 мм | ≥1,5–2× толщины | Легко сваривается методами TIG/ММА | Медицинские устройства, оборудование для пищевой промышленности, морские среды |
| Алюминий 6061 | ±0,01–0,02 мм | ≥1× толщины | Сваривается, но теряет 30–50 % прочности в зоне термического влияния | Легкие корпуса, радиаторы, конструкции для аэрокосмической отрасли |
| Мягкая сталь | ±0,05 мм (склонны к короблению) | ≥1× толщины | Отличная — наиболее щадящая при сварке | Конструкционные кронштейны, рамы, компоненты с ограниченным бюджетом |
| Медь/латунь | ±0,02–0,05 мм | ≥0,5–1× толщина | Сложно сваривать; предпочтительно пайка | Электрические контакты, теплообменники, декоративные элементы |
| Титан | ±0,02–0,05 мм | ≥1,5× толщина | Требуется специализированная инертная атмосфера | Медицинские импланты, аэрокосмическая отрасль, высокопроизводительные применения |
Обратите внимание, как низкоуглеродистая сталь — зачастую самый доступный вариант — указана в столбце «допуски» как «склонная к короблению». Это не ограничение оборудования, а особенность поведения материала. Тонколистовая низкоуглеродистая сталь часто деформируется при механической обработке или сварке, поэтому реалистичным допуском является ±0,05 мм, а не более жёсткие значения, достижимые при работе с алюминием или нержавеющей сталью.
Требования к радиусу изгиба выявляют ещё один важный аспект. Согласно мнению специалистов по изготовлению деталей, конструкторы, задающие острые изгибы под 90 градусов в нержавеющей стали без достаточного радиуса, зачастую сталкиваются с трещинами по кромкам при формовке. Безопасное базовое правило: радиус изгиба должен быть равен или превышать толщину материала для пластичных металлов и увеличиваться до 1,5–2 кратной толщины для менее пластичных сплавов, таких как нержавеющая сталь.
Эксплуатационные условия также влияют на выбор материала способами, которые покупатели зачастую упускают из виду. Нержавеющая сталь марок 304 или 316 становится обязательной для наружного применения, морских условий или стерилизуемых сред, где коррозия присутствует постоянно. Алюминий устойчив к коррозии при общем применении, однако в условиях солёной воды требует анодирования или защитных покрытий. Углеродистая сталь подходит для внутреннего использования при наличии надлежащего покрытия, но быстро начнёт ржаветь при контакте с влагой без защиты.
Главный вывод? Выбор материала не является независимым от ваших требований к точности — он является их неотъемлемой частью. Достижение одного и того же допуска ±0,010 дюйма обходится значительно дороже при обработке упрочняющегося титана по сравнению с хорошо поддающимся обработке алюминием марки 6061. Компетентная компания по точному производству изделий из листового металла поможет вам найти оптимальный баланс между этими параметрами, подбирая свойства материалов с учётом как функциональных требований, так и бюджетных ограничений.
После того как материалы поняты, вашей следующей задачей становится оценка того, могут ли потенциальные партнёры по производству действительно обеспечить заявленную точность. Эта оценка выходит за рамки перечня оборудования и включает сертификаты, системы качества и производственные подходы, которые позволяют отличить надёжных партнёров от рискованных вариантов.

Как оценить и выбрать партнёра по точной обработке листового металла
Вы изучили процессы, проанализировали технические характеристики оборудования и сравнили варианты материалов. Однако именно на этом этапе большинство покупателей допускают ошибку: они не умеют перевести полученные технические знания в надёжную систему оценки. Как же на практике убедиться, что компания-изготовитель точных деталей из листового металла способна обеспечивать стабильные результаты в течение месяцев или даже лет серийного производства?
Ответ заключается в понимании того, что именно подтверждают сертификаты качества, как оценить производственные подходы, выходящие за рамки перечней оборудования, и какие операционные показатели отличают партнёров мирового класса в области точности от посредственных исполнителей. Давайте составим практический контрольный список, который вы сможете применить к любому потенциальному партнёру по изготовлению изделий.
Сертификаты качества и их значение
Сертификаты — это не просто таблички на стене в фойе: они подтверждают наличие проверенных систем менеджмента качества, влияющих на каждую деталь, выпускаемую вашим поставщиком. Однако не все сертификаты имеют одинаковую значимость для каждой конкретной области применения. Понимание их иерархии помогает вам сформулировать адекватные ожидания.
ISO 9001 является основой. Согласно экспертам по сертификации в области производства — это международно признанный стандарт, устанавливающий требования к последовательному обеспечению качества во всех отраслях промышленности. Компания по точной обработке листового металла, сертифицированная по ISO 9001, продемонстрировала наличие официальной системы менеджмента качества, ориентированной на «удовлетворение потребностей клиентов, оптимизацию процессов с целью повышения эффективности и точности, а также мотивацию и вовлечение сотрудников на всех уровнях». Для поддержания сертификата требуется прохождение углублённого аудита каждые три года — таким образом, он свидетельствует о непрерывной приверженности качеству, а не о разовом достижении.
AS9100 берёт требования стандарта ISO 9001 и расширяет их применительно к аэрокосмической, авиационной и оборонной отраслям. Если ваши компоненты могут повлиять на безопасность людей — например, конструкции летательных аппаратов, медицинские устройства или оборонные системы — данный сертификат становится обязательным, а не факультативным. Стандарт AS9100 вводит строгие протоколы в следующих областях:
- Управление рисками с назначением ответственности за их минимизацию конкретным подразделениям
- Предотвращение использования контрафактных компонентов и их верификация
- Протоколы хранения оборудования с чётко определёнными графиками технического обслуживания
- Проверка информации путем независимых испытаний и инспекции
IATF 16949 представляет собой стандарт управления качеством в автомобильной промышленности, акцентирующий внимание на предотвращении дефектов и сокращении потерь на всех этапах производственной цепочки поставок. Для компонентов шасси, деталей подвески или конструктивных узлов данная сертификация свидетельствует о том, что изготовитель понимает специфические требования автомобильной отрасли.
На что следует обратить внимание в вашей конкретной ситуации? Используйте следующую структуру:
| Ваше приложение | Минимально необходимая сертификация | Предпочтительная сертификация | Почему это важно |
|---|---|---|---|
| Общие коммерческие изделия | ISO 9001 | ISO 9001 | Гарантирует документированность процессов обеспечения качества и непрерывное совершенствование |
| Компоненты для авиационной или оборонной промышленности | AS9100 | AS9100 + NADCAP | Обязательна для большинства авиастроителей (OEM); подтверждает способность обеспечивать безопасность критически важных систем |
| Автомобильные детали | ISO 9001 | IATF 16949 | Соответствует требованиям производителей автомобилей (OEM) к цепочке поставок и ориентирована на предотвращение дефектов |
| Медицинские устройства | ISO 9001 | ISO 13485 | Обеспечивает соответствие нормативным требованиям и требованиям к прослеживаемости |
Оценка инвестиций в оборудование и технологии
Сертификаты подтверждают соответствие систем и процессов. Но как быть с фактическими производственными возможностями? Здесь необходимо выйти за рамки простого перечня оборудования и понять, как компания по точной обработке листового металла организует своё производство.
Клеточная организация производства является одним из наиболее очевидных показателей операционной зрелости. Вместо того чтобы группировать оборудование по типу технологического процесса — все лазерные станки в одном месте, все пресс-тормоза — в другом, клеточная организация объединяет станки в группы, ориентированные на конкретные семейства изделий. Согласно мнению специалистов по бережливому производству , такой подход значительно сокращает объём незавершённого производства и сроки выполнения заказов, одновременно повышая стабильность качества.
Почему это важно для точности? Когда детали проходят более короткие расстояния между операциями, снижается вероятность повреждений при транспортировке и обработке. Когда одна и та же команда отвечает за полное семейство изделий, она накапливает глубокую экспертизу в отношении допусков и поведения материалов этого семейства. Результат: меньше дефектов, более высокая пропускная способность и более предсказуемое качество.
Дисциплина такт-времени является ещё одним показателем качества. Предприятия, которые рассчитывают и поддерживают производственный ритм — темп, с которым изделия должны выпускаться для удовлетворения спроса, — демонстрируют зрелость управления процессами. Как отметил один из опытных специалистов отрасли: «Неподвижные детали не приносят дохода». Крупные партии незавершённой продукции, лежащие на стеллажах, свидетельствуют о непредсказуемости потока, что зачастую коррелирует с нестабильностью качества.
При оценке оборудования задавайте вопросы, раскрывающие операционную философию:
- Как вы разделяете работу по контрактам с высоким объёмом и изготовление прототипов малыми партиями?
- Каков ваш типичный уровень запасов незавершённой продукции, выраженный в днях производства?
- Насколько быстро вы можете реагировать на изменения в инженерной документации в ходе производства?
- Какой процент деталей требует доработки или списания?
Ответы на эти вопросы говорят о возможностях обеспечения точности больше, чем любые технические характеристики оборудования.
Чек-лист для оценки партнёра
Прежде чем заключить соглашение с партнёром по точной обработке листового металла, проработайте этот исчерпывающий чек-лист. Не все пункты применимы к каждому проекту, однако проверка этих областей позволяет избежать дорогостоящих неожиданностей:
- Проверка сертификации: Запросите копии действующих сертификатов и проверьте даты их окончания; аудит сертификаций проводится раз в три года
- Документация по системе качества: Запросите образцы отчётов по контролю, процедуры контроля первой партии и примеры корректирующих действий
- Возможности оборудования: Уточните, способны ли конкретные станки обрабатывать ваши типы материалов, толщины и соответствовать требованиям по допускам
- Прослеживаемость материалов: Убедитесь, что у партнёра ведутся полные записи, связывающие готовые детали с сертификатами на исходные материалы
- Инспекционное оборудование: Ищите системы КИМ, оптические компараторы и аттестованные измерительные инструменты, соответствующие вашим требованиям к допускам
- Статистический контроль процесса: Уточните, отслеживают ли они способность процесса (значения Cpk) для критических размеров
- Прозрачность сроков изготовления: Запросите реалистичные сроки и выясните, что на них влияет — ограничения производственных мощностей, доступность материалов или сложность технологического процесса
- Оперативность коммуникации: Обратите внимание, насколько оперативно они отвечают на запросы коммерческих предложений и технические вопросы в ходе оценки
- Наличие образцов или прототипов: Рассмотрите возможность запроса образцов деталей до перехода к серийному производству
- Рекомендательные клиенты: Запросите рекомендации клиентов из вашей отрасли или с аналогичными требованиями к точности
Лучшие компании по высокоточной обработке листового металла приветствуют такой уровень проверки. Они вложили средства в системы и возможности специально для подтверждения качества — и понимают, что тщательная оценка закладывает основу для успешного долгосрочного партнёрства.
Определив критерии оценки, вы готовы рассмотреть ещё один фактор, который отличает успешные проекты от проблемных: то, как ваши проектные решения способствуют достижению требуемой точности или, наоборот, ограничивают его.
Проектирование с учётом технологичности изготовления в проектах из листового металла
Вот реальность, которая застаёт многих заказчиков врасплох: ваши проектные решения влияют на результаты обработки не меньше, чем оборудование, выполняющее работу. Даже компания по высокоточной обработке листового металла может столкнуться с трудностями при изготовлении деталей, игнорирующих базовые технологические ограничения, тогда как простые конструкции проходят производственный цикл без задержек, обеспечивая стабильное качество и более низкую себестоимость.
Проектирование с учётом технологичности изготовления (DFM) представляет собой мост между тем, что вы видите на экране, и тем, что физически достижимо в металле. Согласно специалистам по DFM для листового металла эта концепция означает проектирование ваших деталей таким образом, чтобы их было легко — а значит, экономически выгодно — изготавливать. Игнорирование этих принципов приведёт к тому, что производители называют «производственным трением»: рост цен, увеличение сроков ожидания и повышение риска ошибок.
Независимо от того, являетесь ли вы опытным инженером или владельцем бизнеса, разрабатывающим прототип, понимание этих основных принципов DFM помогает вам эффективно взаимодействовать с партнёром по изготовлению деталей и выявлять потенциальные проблемы до того, как они превратятся в дорогостоящие трудности.
Конструкторские элементы, обеспечивающие точное изготовление
Представьте листовой металл как картон с чётко определёнными правилами сгибания. Каждый изгиб, отверстие и вырез взаимодействуют со свойствами материала предсказуемым образом — если знать, на что обращать внимание. Эти ключевые принципы DFM направляют проектирование изделий, которые компании по точному изготовлению листового металла могут надёжно выпускать:
- Размер радиуса изгиба: Внутренний радиус изгиба должен быть как минимум равен толщине материала. Как поясняют эксперты по конструктивно-технологической совместимости (DFM), чрезмерно острый изгиб металла приводит к образованию трещин или «сетки микротрещин» на его внешней стороне. Если все изгибы выполнены с одинаковым радиусом, изготовители могут использовать один и тот же инструмент для всех операций сгибания — это сокращает время наладки и снижает ваши затраты.
- Расстояние от отверстия до изгиба: Расстояние от отверстий до линий изгиба должно составлять не менее 2,5 толщины материала плюс один радиус изгиба. Отверстия, расположенные слишком близко к линиям изгиба, деформируются в овальную форму при гибке, что делает невозможной правильную установку винтов или штифтов.
- Элементы разгрузки изгиба: Если изгиб заканчивается на плоском крае детали, добавьте небольшие прямоугольные или круглые вырезы в местах пересечения линии изгиба с краем. Это предотвращает концентрацию напряжений и образование трещин в зонах перехода от изогнутого участка к прямому.
- Минимальная длина полки: Длина фланца должна быть как минимум в четыре раза больше толщины материала. Для надёжного удержания заготовки при гибке пресс-тормозам требуется достаточная площадь контакта; короткие фланцы требуют применения специального дорогостоящего инструмента, что может удвоить производственные затраты.
- Учет направления волокон: Листовой металл имеет «зернистость» от процесса прокатки на прокатном стане. Изгибы, выполненные параллельно направлению зерна, значительно чаще трескаются. Конструируйте детали так, чтобы сгибы выполнялись поперёк зерна по возможности.
- Ширина прорезей и вырезов: Минимальная ширина узких вырезов должна быть не менее чем в 1,5 раза больше толщины материала. Лазерная резка создаёт интенсивный нагрев — узкие прорези и «пальцы» деформируются или скручиваются под действием термических напряжений, что нарушает плоскостность и точность прилегания.
Понимание коэффициента K становится критически важным для деталей с несколькими изгибами. Согласно технической литературе, коэффициент K представляет собой отношение расстояния от нейтральной оси до внутренней поверхности изгиба к толщине материала и находится в диапазоне от 0,25 до 0,50 в зависимости от материала и способа гибки. Корректное задание этого значения в CAD-программе обеспечивает точность развёрток и предотвращает накопление погрешностей в сложных сборках.
Распространённые ошибки проектирования, снижающие качество
Даже опытные конструкторы допускают ошибки, создающие трудности при производстве. Обратите внимание на типичные ошибки, с которыми компании по точной обработке листового металла сталкиваются регулярно:
- Избыточное назначение допусков для некритичных параметров: Указание допусков ±0,005 дюйма для размеров, не оказывающих существенного влияния на функциональность, значительно увеличивает время и стоимость контроля. Будьте гибкими в выборе допусков там, где это не требуется: стандартные допуски для листового металла позволяют удерживать проект в рамках бюджета, сохраняя высокое качество там, где это действительно важно.
- Нестандартные размеры отверстий: Указание отверстий диаметром, например, 5,123 мм, может потребовать изготовления специальных свёрл. Использование стандартных размеров (5 мм, 6 мм, 1/4 дюйма) позволяет производителям выполнять ваш заказ с помощью имеющихся в наличии инструментов, обеспечивая почти мгновенное выполнение заказа на высокоскоростном оборудовании.
- Игнорирование упругого восстановления: Металл обладает небольшой упругостью. Изгиб, выполненный под углом 90 градусов, естественным образом стремится «отскочить» до 88 или 89 градусов. Производители точной листовой штамповки компенсируют этот эффект, однако чрезмерно жёсткие угловые допуски без учёта упругого отскока приводят к несоответствиям при контроле.
- Недостаточное расстояние между отверстиями: Отверстия должны располагаться на расстоянии примерно в 1,5 толщины материала от краёв и на расстоянии в две толщины друг от друга. Более близкое расположение вызывает деформацию материала при пробивке.
- Учёт отсутствующего покрытия: Порошковое покрытие и анодирование добавляют к размерам детали дополнительную толщину. Конструкция должна учитывать это изменение, особенно на сопрягаемых поверхностях и резьбовых элементах. Кроме того, для процесса нанесения покрытия детали требуют точек подвеса — уточните, где допустимо наличие непокрытых участков.
Самоцентрирующие элементы — это часто упускаемая возможность. По возможности проектируйте детали так, чтобы они автоматически выравнивались при сборке, минимизируя необходимость в кондукторах и приспособлениях. Использование крепёжных элементов PEM или заклёпок вместо сварки может значительно сэкономить время и средства, если функциональные требования позволяют: сварка требует высококвалифицированного труда и вызывает тепловую деформацию, тогда как механическое крепление обеспечивает более точный контроль геометрических размеров.
Деловой эффект от грамотного проектирования для производства (DFM) выходит за рамки повышения эффективности производства. Детали, спроектированные с учетом этих принципов, как правило, проходят первичный контроль без необходимости доработки, обеспечивают стабильное качество на протяжении всех серийных выпусков и обходятся дешевле, поскольку производители могут использовать стандартные инструменты и технологические процессы. Когда вы представляете проект, демонстрирующий понимание принципов DFM, компании по точной обработке листового металла распознают в вас заказчика, осведомленного о реалиях производства — что зачастую приводит к более выгодным ценовым предложениям, ускоренному формированию коммерческих предложений и приоритетному планированию работ.
После определения принципов проектирования следующим этапом в вашем пути точной обработки становится понимание того, как процессы изготовления прототипов и вывода новых изделий на рынок позволяют проверить проекты до перехода к полномасштабному серийному производству.
Услуги по изготовлению прототипов и выводу новых изделий на рынок
Вы спроектировали деталь с учетом ее технологичности. Но как убедиться, что она действительно будет работать, прежде чем вложить тысячи долларов в производство оснастки? Именно здесь услуги по прототипированию точных деталей из листового металла становятся незаменимыми — они превращают цифровые модели в физические детали, которые можно взять в руки, протестировать и доработать.
Внедрение нового продукта (NPI) представляет собой структурированный процесс, который переводит вашу идею от первоначального замысла к подтвержденной готовности к серийному производству. Согласно мнению специалистов в области производства, NPI охватывает весь цикл — от создания концепции до разработки и выпуска конечного продукта, минимизируя возможные риски и одновременно используя возможности для достижения успеха.
Для покупателей, оценивающих компанию, специализирующуюся на NPI для точных деталей из листового металла, понимание этого процесса помогает определить, какие партнёры действительно способны ускорить ваши сроки, а какие просто принимают заказы, не добавляя ценности.
От концепции до утверждения первой опытной партии
Представьте, что вы разрабатываете новый корпус для промышленного оборудования. У вас есть файлы CAD, технические требования к материалам и допускам — однако остаются вопросы. Будут ли изгибы обеспечивать требуемые углы? Совпадут ли монтажные отверстия с соответствующими компонентами? Выявятся ли в процессе сборки непредвиденные случаи интерференции?
Рабочий процесс изготовления прототипов систематически отвечает на эти вопросы. Согласно отраслевым практикам, типичный процесс включает следующие этапы:
- Определение и формулирование целей: Ваш партнёр по изготовлению совместно с вами уточняет ключевые требования — функциональные спецификации, эстетические ожидания, протоколы испытаний и временные ограничения. Этот этап закладывает основу для всех последующих действий.
- Анализ конструкции и оптимизация с учётом технологичности производства (DFM): Инженеры анализируют ваши данные CAD на предмет технологичности изготовления и предлагают корректировки, повышающие точность результатов без ущерба для функциональности. На этом совместном этапе зачастую выявляются проблемы, которые впоследствии могли бы вызвать задержки в производстве.
- Изготовление прототипа: Используя то же оборудование, которое предназначено для серийного производства, производители создают первоначальные образцы. Такой подход гарантирует, что прототипы точно отражают то, что будет получено при полномасштабном производстве.
- Тестирование и валидация: Прототипы проходят функциональные испытания, проверку на соответствие посадочным размерам сопрягаемых компонентов и оценку эксплуатационных характеристик в реальных условиях эксплуатации. Метод конечных элементов (МКЭ) может использоваться для моделирования распределения напряжений, а физические испытания подтверждают поведение в реальных условиях.
- Итерация проектирования: На основе результатов испытаний конструкции дорабатываются, а при необходимости создаются новые прототипы. Как отмечает один из отраслевых экспертов: «Не каждая концепция оказывается удачной — важно как можно скорее выяснить, что работает, а что требует корректировки».
- Утверждение конструкции и подготовка коммерческого предложения на производство: После того как прототипы соответствуют техническим требованиям, конструкция окончательно утверждается, и разрабатываются детализированные коммерческие предложения на серийное производство. Производители, изготовившие ваши прототипы, могут подготовить точные коммерческие предложения, поскольку они уже апробировали технологический процесс производства.
- Первичный контрольный осмотр (FAI): Первые производственные детали проходят всестороннюю проверку геометрических размеров в соответствии со спецификациями, что позволяет зафиксировать документальные подтверждения того, что производственные процессы обеспечивают выпуск деталей, соответствующих требованиям.
Такой структурированный подход значительно снижает риск возникновения дорогостоящих сюрпризов на этапе серийного производства. При оценке услуг по прототипированию точных изделий из листового металла обращайте внимание на партнёров, предлагающих всестороннюю поддержку DFM (анализ технологичности конструкции) на этапе проверки проекта — такое взаимодействие зачастую определяет, завершится ли проект успехом или столкнётся с трудностями.
Быстрое прототипирование против серийного производства
Скорость имеет различное значение на каждом этапе разработки продукта. На этапе прототипирования быстрое выполнение заказа обеспечивает оперативную итерацию — философию «быстрее терпеть неудачу», которая помогает быстро понять, соответствует ли конструкция задуманному функционалу. Как поясняют специалисты по прототипированию, если конкретная конструкция нежизнеспособна, выявление этого факта на ранней стадии оказывается значительно более ресурсоэффективным решением, чем затрата продолжительного времени и усилий.
Чем отличаются сроки быстрого прототипирования от стандартных сроков изготовления? Ведущие компании по точной обработке листового металла создают выделенные отделы прототипирования, изолированные от производственных графиков. Такое разделение гарантирует, что работы по созданию прототипов не конкурируют с крупносерийными заказами за время работы оборудования — это принципиальное различие, когда вы стремительно проводите валидацию конструкций перед закрытием рыночных окон.
Рассмотрим, как на практике выглядит возможность быстрого прототипирования. Shaoyi (Ningbo) Metal Technology такие партнёры высшего уровня, как , обеспечивают быстрое прототипирование в течение 5 дней в сочетании с комплексной поддержкой DFM (анализом технологичности конструкции) и формированием коммерческого предложения в течение 12 часов — такая оперативность существенно ускоряет циклы разработки. Их сертификация по стандарту IATF 16949 подтверждает наличие систем обеспечения качества, необходимых для производства автомобильных шасси, подвесок и несущих компонентов, где точные допуски являются обязательным требованием.
Переход от этапа прототипирования к серийному производству предполагает изменение приоритетов:
| Коэффициент | Быстрое прототипирование | Серийное производство |
|---|---|---|
| Основная цель | Валидация конструкции и скорость итераций | Стабильное качество при серийном выпуске |
| Типичные сроки | 3–10 дней для первоначальных образцов | 2–6 недель в зависимости от сложности и объёма |
| Подход к оснастке | Мягкие оснастки или прямое изготовление | Оснастка производственного уровня для обеспечения повторяемости |
| Структура затрат | Более высокая стоимость одной детали, но меньшие общие капитальные затраты | Более низкая стоимость одной детали, но более высокие затраты на оснастку |
| Диапазон объема | типичный объём — от 1 до 50 штук | Сотни или тысячи штук |
Пилотное производство служит связующим звеном между этими этапами. Перед масштабированием до полного объёма производители выпускают небольшие партии — как правило, от 50 до 200 штук — чтобы подтвердить повторяемость и стабильность производственных процессов. На этом этапе выявляются возможные проблемы технологичности, которые не проявились на стадии прототипирования, а также проверяется, способны ли системы контроля качества обеспечивать соответствие заданным спецификациям в ходе длительных серийных поставок.
При выборе компании, специализирующейся на подаче листового металла с высокой точностью с использованием сервопривода, или партнёра по быстрому прототипированию при изготовлении изделий из листового металла, оцените весь спектр их возможностей. Лучшие партнёры сопровождают проекты от первоначальной концепции до подтверждённого серийного производства, применяя на каждом этапе единые системы обеспечения качества. Они понимают, что прототипирование — это не просто быстрое изготовление деталей, а возможность быстро получать знания, необходимые для принятия более обоснованных решений до того, как инвестиции в производство зафиксируют окончательный вариант конструкции.
Разобравшись в процессах прототипирования, вы готовы перейти к теме, которую большинство производственных компаний стараются не обсуждать открыто: какие факторы действительно определяют цену при выполнении работ с высокой точностью из листового металла и как можно оптимизировать затраты без ущерба для качества?
Понимание факторов ценообразования и структуры себестоимости
Вот разговор, которого большинство производителей избегают: что на самом деле определяет стоимость вашего проекта? Хотя получение коммерческих предложений на изготовление нестандартных деталей из листового металла зачастую напоминает получение загадочных цифр из «чёрного ящика», реальность оказывается проще, чем можно было бы ожидать. Понимание факторов, влияющих на стоимость точного листообрабатывающего производства, позволяет принимать обоснованные решения — и, возможно, сократить расходы без ущерба для качества.
Согласно специалистам по точному изготовлению изделий, на ценообразование влияет несколько взаимосвязанных факторов. Ключевое значение имеет понимание того, какие из этих факторов вы можете контролировать, какие требуют компромиссов, а какие являются неизменными физическими закономерностями производства.
Стоимость материалов и факторы сложности
Начнём с самых очевидных факторов, влияющих на стоимость точной обработки металлических листов: из какого материала изготавливаются ваши детали и насколько сложно их производить.
Выбор материала представляет собой одну из самых значительных переменных в вашем коммерческом предложении. Как поясняют отраслевые источники, такие металлы, как алюминий, нержавеющая сталь и углеродистая сталь, различаются как по цене за фунт, так и по технологичности обработки:
- Алюминий имеет небольшой вес и устойчив к коррозии, однако требует повышенной аккуратности при операциях гибки и сварки
- Нержавеющая сталь отличается высокой прочностью и долговечностью, но стоит значительно дороже за фунт и зачастую требует применения специализированных отделочных процессов
- Углеродистая сталь остаётся доступным и универсальным материалом, однако обычно требует нанесения защитных покрытий для предотвращения коррозии
Толщина материала напрямую усугубляет эти затраты. Более толстый прокат дольше режется, требует большего усилия при гибке и увеличенного времени сварки — всё это приводит к росту трудозатрат на производство и повышению конечной стоимости.
Сложность конструкции создаёт второй основной множитель стоимости. Компоненты с несколькими изгибами, сложными вырезами или жёсткими допусками требуют больше времени на программирование, дополнительных операций настройки оборудования и частых циклов контроля. Разница в стоимости между простой кронштейновой деталью с двумя изгибами и корпусом с двенадцатью изгибами, резьбовыми вставками и сварными узлами может быть колоссальной — даже при использовании одинаковых материалов.
Вот практическая схема, помогающая понять, как различные факторы ценообразования при изготовлении изделий из листового металла влияют на вашу прибыль:
| Фактор стоимости | Уровень воздействия | Что обуславливает эту стоимость | Как оптимизировать |
|---|---|---|---|
| Тип материала | Высокий | Рыночные цены на сырьё, спецификации сплавов | Указывайте стандартные сплавы; рассмотрите альтернативные варианты со схожими эксплуатационными характеристиками |
| Толщина материала | Средний-высокий | Скорость резки, усилие гибки, время сварки | Используйте минимальную толщину, соответствующую конструкционным требованиям |
| Геометрическая сложность | Высокий | Программирование, переналадка оборудования, специализированный инструмент | Упрощайте конструкции; стандартизируйте радиусы изгибов и размеры отверстий |
| Требования к допускам | Высокий | Снижение скорости механической обработки, частый контроль, риск переделки | Применяйте жёсткие допуски только к критически важным размерам |
| Окончание поверхности | Средний | Дополнительные технологические операции, материалы для нанесения покрытий, время отверждения | Указывайте отделку только в тех случаях, когда она функционально необходима |
| Операции сборки | Средний-высокий | Трудозатраты (в человеко-часах), стоимость комплектующих, контрольные точки | Конструируйте изделия с учётом упрощённой сборки; используйте самонаводящиеся элементы |
| Настройка и программирование | Средний | Первоначальная настройка станка, подготовка оснастки | Разрабатывайте семейства деталей, совместно использующих одни и те же требования к оснастке |
Обратите внимание, что требования к допускам имеют «высокий» рейтинг влияния. Согласно мнению экспертов в области производства, чем выше точность допусков, тем выше себестоимость — выполнение строгих размерных требований требует более частого контроля, снижения скорости механической обработки и применения высокоточных измерительных средств, таких как координатно-измерительные машины (КИМ) и лазерные системы контроля.
Учёт объёмов выпуска и компромиссы по срокам изготовления
Количество определяет всё в ценообразовании при прецизионном производстве. Один прототип или небольшая партия обойдутся значительно дороже на единицу продукции по сравнению с крупносерийным заказом, поскольку затраты времени на настройку и программирование распределяются на меньшее количество деталей.
Подумайте об этом с практической точки зрения: независимо от того, заказываете ли вы 10 деталей или 1000, изготовитель всё равно должен запрограммировать лазер, настроить гибочный пресс и настроить протоколы контроля качества. Эти постоянные затраты распределяются по-разному в зависимости от объёма вашего заказа:
- Прототипные партии (1–10 штук): Затраты на подготовку доминируют; ожидайте самой высокой цены за единицу изделия, но при этом минимальных общих инвестиций
- Мелкосерийное производство (50–500 штук): Затраты на подготовку распределяются более выгодно; цена за единицу изделия значительно снижается
- Крупносерийное производство (1000+ шт.): Эффект от повышения эффективности максимален: автоматизированная обработка и оптимизированная раскладка снижают отходы и трудозатраты
Срок исполнения добавляет ещё одно измерение затрат, которое многие покупатели недооценивают. Согласно специалистам по расчёту себестоимости изготовления , срочные заказы или проекты, требующие ускоренной поставки, зачастую связаны с работой в сверхурочное время или корректировками производственного графика — и то, и другое влечёт дополнительные надбавки.
Взаимосвязь между сроком исполнения и стоимостью порождает важные компромиссы:
| Сценарий срока исполнения | Влияние на стоимость | Типичные сроки | Лучший выбор для |
|---|---|---|---|
| Стандартное производство | Базовая цена | 2-4 недели | Планируемое производство при стабильном спросе |
| Ускоренная доставка | Применяются премиальные сборы | 1-2 недели | Критические сроки с гибкостью бюджета |
| Срочный/аварийный заказ | Значительная премия | Дни, а не недели | Настоящие чрезвычайные ситуации, когда стоимость является второстепенной |
| Гибкий/запланированный | Возможна скидка | 4–6+ недель | Несрочные заказы, сроки выполнения которых согласовываются |
Как отмечают специалисты по срокам изготовления, чем проще ваш дизайн и чем стандартнее используемые материалы, тем быстрее вы получите детали — а более короткие сроки зачастую означают меньшую стоимость, поскольку позволяют избежать срочных премиальных сборов.
Один из часто упускаемых из виду факторов стоимости — это доставка и логистика. Согласно отраслевым источникам, производство может быть завершено в срок, однако сроки доставки всё ещё могут повлиять на ваш график. Ускоренная логистика с использованием приоритетных перевозчиков сокращает сроки поставки, но, как правило, обходится дороже. При международных заказах рассмотрите возможность запроса раздельных поставок, если скорость важнее минимизации расходов на фрахт.
Наиболее экономически эффективный подход сочетает продуманные решения на этапе проектирования с реалистичным планированием сроков. Начните сотрудничество с вашим партнёром по точной обработке листового металла как можно раньше — на стадии проектирования, а не после окончательного утверждения чертежей. Опытные производители могут выявить возможности оптимизации затрат, которые вы могли упустить: от рекомендаций использовать стандартные размеры отверстий (что снижает количество замен инструментов) до предложений альтернативных материалов, обеспечивающих сопоставимые эксплуатационные характеристики по более низкой цене.
Поняв факторы ценообразования, вы сможете грамотно оценивать коммерческие предложения и вести осознанные переговоры с потенциальными партнёрами по изготовлению деталей — обсуждая, откуда берутся затраты и где можно добиться экономии без ущерба для точности, требуемой вашим применением.
Принятие правильного решения в области высокоточной листовой штамповки
Вы уже прошли значительный путь: от понимания того, что на самом деле означают допуски высокой точности, до оценки сертификатов, принципов конструктивной технологичности (DFM), процессов прототипирования и факторов, влияющих на стоимость. Теперь пришло время объединить эти знания в практические рекомендации, которые помогут вам уверенно двигаться вперёд.
Независимо от того, являетесь ли вы техническим специалистом, сравнивающим производственные возможности, или руководителем, оценивающим потенциальных партнёров по цепочке поставок, критерии отбора высокоточных изделий из листового металла, рассмотренные нами, имеют одну общую черту: подтверждённые производственные возможности важнее маркетинговых заявлений.
Ключевые выводы для вашего следующего проекта высокой точности
Прежде чем запрашивать коммерческие предложения или планировать посещение производственных площадок, держите в поле зрения следующие ключевые критерии оценки:
Лучшая компания по точной обработке листового металла демонстрирует три обязательных качества: сертификаты, соответствующие отрасли и подтверждённые действующими документами; технические возможности оборудования, соответствующие вашим конкретным требованиям к допускам; инженерную поддержку на основе тесного взаимодействия, позволяющую улучшать ваши конструкции ещё до начала производства.
Вот сжатая методика оценки партнёра по точному изготовлению:
- Проверяйте сертификаты в актуальном виде: Запросите действующие сертификаты с указанием даты окончания срока их действия. ISO 9001 применим для общих задач; AS9100 обязателен для аэрокосмической отрасли; IATF 16949 свидетельствует о готовности поставщика к работе в автомобильной цепочке поставок.
- Соотносите технические возможности с требованиями: Не переплачивайте за возможности, которые вам не нужны, но не идите на компромиссы в вопросах допусков, предписанных вашим применением.
- Оценивайте сотрудничество по DFM (анализ технологичности конструкции): Партнёры, улучшающие ваши конструкции на этапе прототипирования, предотвращают дорогостоящие проблемы в ходе последующего производства.
- Оцените оперативность ответов на раннем этапе: Скорость, с которой потенциальные партнёры отвечают на запросы коммерческих предложений, позволяет прогнозировать характер их коммуникации в случае производственных сложностей
- Поймите факторы, влияющие на стоимость: Выбор материала, геометрическая сложность детали, требования к допускам и сроки поставки — всё это влияет на цену; оптимизируйте там, где возможна гибкость
Движение вперед с уверенностью
Ваши дальнейшие действия зависят от того, на каком этапе покупательского пути вы находитесь. Если вы ещё уточняете технические требования, сосредоточьтесь на спецификациях допусков и выборе материала — эти решения оказывают влияние на все последующие этапы. Если вы уже активно сравниваете поставщиков, приоритетом должны стать проверка наличия соответствующих сертификатов и запрос образцов деталей, демонстрирующих их точностные возможности.
Для автомобильных применений выбор подходящего партнёра в области прецизионной обработки становится ещё более критичным. Как отмечают специалисты по прецизионной штамповке, наличие сертификатов, таких как IATF 16949, свидетельствует о том, что производитель понимает специфические требования автопрома, включая предотвращение дефектов, обеспечение прослеживаемости и соблюдение протоколов непрерывного совершенствования.
Подумайте, каким должен быть идеальный партнер в области точного производства на практике. Shaoyi (Ningbo) Metal Technology соответствует критериям, о которых шла речь в данном руководстве: сертификация по стандарту IATF 16949 для автомобильных шасси, подвесок и конструкционных компонентов; быстрое прототипирование за 5 дней, ускоряющее ваш график разработки; всесторонняя поддержка DFM (анализ технологичности конструкции), позволяющая выявлять конструкторские недостатки до начала производства; и формирование коммерческого предложения в течение 12 часов, что обеспечивает непрерывное продвижение ваших проектов. Такое сочетание проверенных систем обеспечения качества, оперативного сервиса и технического взаимодействия как раз и представляет собой то, что следует искать в партнере по точному листовому металлообработке.
На рынке точной листовой металлообработки преимущество получают осведомленные заказчики. Вооружившись методикой оценки, знаниями в области DFM и пониманием структуры затрат, приобретенными в этом руководстве, вы сможете выбирать партнеров, обеспечивающих стабильное качество — не только при первом заказе, но и в течение многих лет совместного производства.
Часто задаваемые вопросы о компаниях, специализирующихся на точной листовой металлообработке
1. Что такое точная обработка листового металла?
Точное листовое металлообработка — это процесс производства деталей и компонентов из листового металла с чрезвычайно высокой точностью, обычно с соблюдением допусков в диапазоне от ±0,005 дюйма до ±0,010 дюйма (от ±0,13 мм до ±0,25 мм). Для этого используются специализированное оборудование, например волоконно-оптические лазерные системы, ЧПУ-гибочные прессы с технологией коррекции угла и координатно-измерительные машины (КИМ) для контроля. Отрасли, предъявляющие строгие требования к точности — такие как аэрокосмическая промышленность, производство медицинского оборудования и автомобилестроение — полагаются на точную листовую обработку, поскольку выход из строя компонентов из-за неточностей размеров может привести к проблемам при сборке, отзыву продукции и вопросам безопасности.
2. Кто является лучшим производителем листовых металлических изделий в мире?
Лучший производитель зависит от ваших конкретных требований к применению, необходимых отраслевых сертификатов и требуемых допусков точности. Для автомобильных применений ищите партнёров, сертифицированных по стандарту IATF 16949, например, компанию Shaoyi (Ningbo) Metal Technology, предлагающую экспресс-изготовление прототипов за 5 дней, всестороннюю поддержку при проектировании с учётом технологичности (DFM) и расчёт стоимости в течение 12 часов для компонентов шасси, подвески и несущих конструкций. Для авиационных работ обязательна сертификация по стандарту AS9100. Оценивайте потенциальных партнёров по возможностям их оборудования, системам обеспечения качества, экспертизе в области материалов и оперативности взаимодействия, а не по общим рейтингам.
3. Сколько стоит установка листового металла?
Стоимость точного листового металлоизделия значительно варьируется в зависимости от нескольких факторов: типа и толщины материала, геометрической сложности, требований к допускам, необходимости поверхностной отделки и объёма заказа. В то время как простые проекты могут обойтись в несколько сотен долларов, сложные прецизионные компоненты с жёсткими допусками могут стоить тысячи долларов. Затраты на наладку и программирование остаются относительно фиксированными независимо от объёма партии, поэтому себестоимость единицы изделия для прототипов существенно выше, чем для серийного производства. Чтобы оптимизировать затраты, указывайте строгие допуски только для критически важных размеров, используйте стандартные диаметры отверстий и радиусы изгиба, а также планируйте реалистичные сроки выполнения заказа, чтобы избежать надбавок за срочность.
4. Какими сертификатами должна обладать компания, специализирующаяся на точной обработке листового металла?
Требуемые сертификаты зависят от вашей отрасли. Стандарт ISO 9001 служит основой для общих коммерческих применений и подтверждает наличие документированной системы менеджмента качества. Стандарт AS9100 расширяет требования ISO для аэрокосмической, авиационной и оборонной отраслей, где обязательным является производство критически важных для безопасности изделий. Стандарт IATF 16949 свидетельствует о готовности поставщика к работе в автомобильной цепочке поставок и делает акцент на предотвращении дефектов и непрерывном улучшении. Стандарт ISO 13485 регулирует соответствие требованиям законодательства в области медицинских изделий. Всегда запрашивайте действующие сертификаты с указанием даты окончания срока их действия, поскольку для поддержания актуальности сертификатов требуется проведение аудитов раз в три года.
5. Как выбрать подходящего партнёра в области точной обработки листового металла?
Начните с проверки соответствия отраслевых сертификатов требованиям вашей задачи. Оцените технические возможности оборудования с учётом ваших конкретных требований к допускам и типов используемых материалов. Проанализируйте поддержку партнёрами подхода DFM (проектирование для производства) на этапе разработки — партнёры, улучшающие конструкции до начала производства, предотвращают дорогостоящие проблемы в дальнейшем. Оцените оперативность ответов на этапе подготовки коммерческого предложения как индикатор качества будущего взаимодействия. Запросите образцы изделий или контактные данные заказчиков с аналогичными требованиями к точности. Учитывайте возможности партнёра в области прототипирования, если вам необходима быстрая итерация, а также убедитесь, что его системы обеспечения качества включают прослеживаемость материалов и статистический контроль процессов для критических размеров.