 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Как высокопроизводительное литье под давлением способствует инновациям в автомобилестроении

Краткое содержание
Высокопроизводительное литье под давлением в автомобилестроении — это производственный процесс, при котором расплавленный металл, такой как алюминий или цинк, впрыскивается в форму под экстремальным давлением. Этот метод позволяет изготавливать прочные, легкие и чрезвычайно точные компоненты, необходимые для современных автомобилей. Данная технология имеет важнейшее значение для повышения топливной эффективности, улучшения общей производительности и реализации передовых конструкций, требуемых как для двигателей внутреннего сгорания (ICE), так и для электромобилей (EV).
Принципы высокопроизводительного литья под давлением в автомобилестроении
Литье под давлением в автомобильной промышленности — это базовый производственный процесс, позволяющий создавать сложные и точные по размерам металлические детали путем впрыска расплавленного металла в многоразовую стальную форму, известную как пресс-форма. В высокопроизводительных приложениях этот процесс совершенствуется для изготовления компонентов, отвечающих жестким требованиям к прочности, весу и точности. Использование высокого давления обеспечивает заполнение расплавленным металлом всех деталей формы, в результате чего получается деталь, близкая к окончательной форме, требующая минимальной дополнительной механической обработки.
Эта технология играет ключевую роль в производстве множества важных компонентов транспортных средств. Производители автомобилей используют литье под давлением для изготовления деталей, которые одновременно легкие и прочные, что напрямую способствует безопасности и эффективности транспортного средства. Как отмечают эксперты в Autocast Inc. , этот процесс имеет важное значение для производства всего: от блоков цилиндров и корпусов трансмиссий до конструктивных элементов шасси. Например, литые под давлением алюминиевые блоки цилиндров уменьшают общий вес двигателя, что улучшает динамику разгона и топливную экономичность, а их точная конструкция способствует эффективному отводу тепла.
Области применения охватывают весь автомобиль. Ключевые примеры деталей, полученных литьем под давлением, которые выделяются в аналитических отраслевых исследованиях от Transvalor включает:
- Компоненты двигателя: Головки блока цилиндров и блоки цилиндров, легкие и прочные.
- Корпуса коробок передач: Жесткие и размерно стабильные корпуса для эффективной передачи мощности.
- Шасси и конструктивные детали: Кронштейны подвески и поворотные кулаки с высоким соотношением прочности к массе.
- Корпуса электроники: Защитные кожухи для датчиков, коробок передач и электродвигателей.
- Тормозные компоненты: Тормозные суппорты, требующие высокой прочности и точности для обеспечения безопасности.
Применение литейного литья высокой производительности обеспечивает ряд преимуществ, которые напрямую способствуют созданию лучших транспортных средств. Создание легковесных деталей снижает снаряженную массу автомобиля — один из ключевых факторов повышения топливной эффективности и снижения выбросов. Кроме того, точность литых под давлением компонентов обеспечивает более плавную работу двигателя, более чуткое управление и повышенную общую долговечность. Данный процесс также отличается высокой эффективностью, позволяя сократить циклы производства и удешевить изготовление деталей в крупных объемах.
Основные процессы и аспекты производства
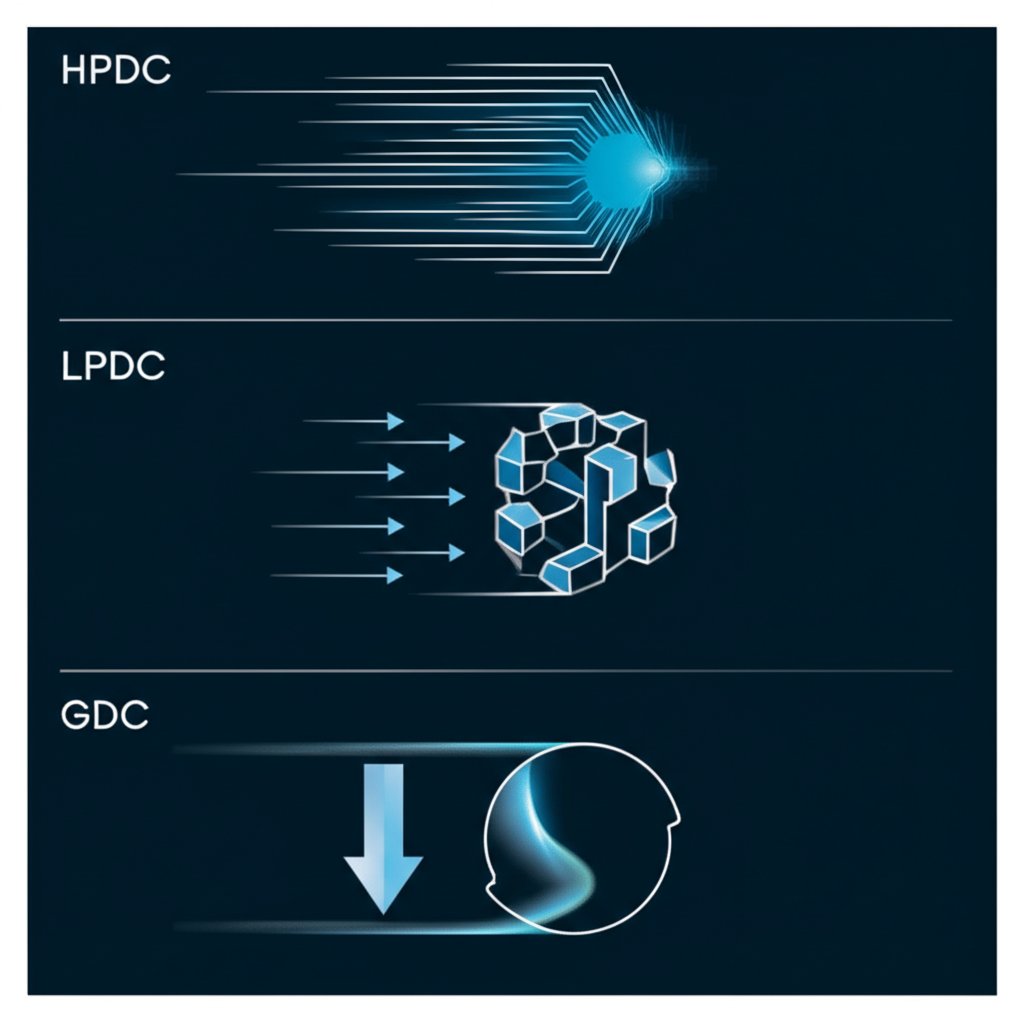
Мир литья под давлением не является однородным: существует несколько различных процессов, каждый из которых адаптирован под разные материалы и требования к компонентам. Три основных метода — это литье под высоким давлением (HPDC), литье под низким давлением (LPDC) и литье по гравитации (GDC). Понимание их различий имеет ключевое значение для осознания того, почему HPDC настолько широко применяется в высокопроизводительных автомобильных приложениях.
HPDC, как следует из названия, впрыскивает расплавленный металл с чрезвычайно высокой скоростью и под высоким давлением. Согласно DyCast Specialties Corporation , этот метод идеально подходит для производства большого объема сложных деталей с тонкими стенками, отличной точностью размеров и гладкой поверхностью. Сам HPDC делится на две основные категории: процесс горячей камеры, используемый для сплавов с низкой температурой плавления, таких как цинк, и процесс холодной камеры, применяемый для сплавов с высокой температурой плавления, таких как алюминий. Метод холодной камеры является доминирующим в автомобильной промышленности при производстве крупных конструкционных деталей, таких как блоки цилиндров и корпуса коробок передач.
Хотя литье под давлением отлично подходит для сложных деталей близких к окончательной форме, другие высокопроизводительные производственные процессы, такие как ковка, имеют важнейшее значение для компонентов, требующих максимальной прочности и устойчивости к усталости. Например, компании, такие как Shaoyi (Ningbo) Metal Technology специализируются на автомобильной ковке, предлагая другой путь создания прочных автомобильных деталей посредством процесса, формирующего металл за счет сжимающих усилий.
Однако у HPDC есть свои проблемы. Основным недостатком является возможность образования пористости, при которой внутри отливки образуются микроскопические пустоты или отверстия из-за захваченных газов. Это может ухудшить механические свойства компонента. Для борьбы с этим применяются передовые методы, такие как метод заполнения с переходом потока (TFFM), чтобы минимизировать захват газа, как отмечает AdvanTech International . Ниже приведено сравнение основных процессов литья:
| Процесс | Основные характеристики | Лучший выбор для | Распространенные автомобильные применения |
|---|---|---|---|
| Литье под высоким давлением (HPDC) | Очень высокая скорость, высокая точность, гладкая поверхность, возможна пористость. | Комплексные детали с тонкими стенками и высоким объёмом производства. | Блоки цилиндров, картеры коробок передач, корпуса электроники, конструкционные элементы. |
| Литье под низким давлением (LPDC) | Медленная скорость заполнения, хорошая структурная целостность, меньшая турбулентность. | Крупные, симметричные и прочные компоненты, требующие высокой надёжности. | Колёса, детали подвески и другие критически важные с точки зрения безопасности компоненты. |
| Литье с использованием гравитации (GDC) | Используется гравитационное заполнение формы, простой процесс, получение плотных деталей. | Производство прочных деталей с высокой целостностью и минимальной пористостью. | Тормозные суппорты, поршни и другие детали, требующие высокой прочности. |
Ключевые материалы в литье под давлением высокого качества
Выбор материала не менее важен, чем сам процесс литья. В автомобильном литье под давлением инженеры в основном выбирают из ряда цветных сплавов, при этом наиболее распространёнными являются алюминий, цинк и магний. Каждый материал обладает уникальным набором свойств, что делает его подходящим для конкретных применений и напрямую влияет на производительность, вес и долговечность транспортного средства.
Алюминий является основным материалом в индустрии автомобильного литья под давлением. Его сочетание лёгкого веса, высокой прочности, отличной коррозионной стойкости и хорошей теплопроводности делает его идеальным выбором для широкого спектра компонентов. Как подробно описано экспертами по производству в Dynacast , тонкостенные алюминиевые отливки выдерживают самые высокие рабочие температуры среди всех сплавов для литья под давлением, что делает их идеальными для блоков цилиндров, корпусов коробок передач и теплоотводов. Стремление к облегчению конструкции для повышения топливной эффективности сделало алюминий незаменимым материалом.
Сплавы цинка — еще один популярный выбор, особенно для деталей, требующих сложной детализации и высококачественной отделки поверхности. Благодаря текучести цинка удается с исключительной точностью заполнять тонкостенные сложные секции пресс-формы, зачастую устраняя необходимость вторичных операций. Он обычно используется для небольших деталей сложной формы, таких как корпуса электроники, декоративные элементы интерьера и сложные корпуса датчиков. Кроме того, пресс-формы, используемые при литье цинка, служат значительно дольше, чем при литье алюминия, что делает его экономически выгодным вариантом для крупносерийного производства.
Магний выделяется как самый лёгкий из всех конструкционных металлов. Его основное преимущество — исключительное соотношение прочности к весу, что делает его премиальным выбором для применений, где снижение массы является абсолютным приоритетом. Компоненты из магния часто используются в автомобилях высокого класса, например, во внутренних каркасах, основах рулевого колеса и панелях приборов. Использование передовых процессов, таких как тиксотермоформование (Thixomolding), может дополнительно расширить диапазон применения и улучшить качество магниевых деталей.
| Материал | Ключевые свойства | Стоимость | Типичные случаи использования в автомобилестроении |
|---|---|---|---|
| Алюминий | Лёгкий, высокая прочность, отличная теплоотдача, устойчив к коррозии. | Умеренный | Блоки цилиндров, корпуса трансмиссий, компоненты шасси, радиаторы, корпуса двигателей EV. |
| Цинк | Высокая текучесть для сложных форм, отличная отделка поверхности, высокая долговечность. | Ниже (с учётом срока службы инструмента) | Корпуса электроники, датчики, внутренние компоненты, разъёмы, шестерни. |
| Магний | Крайне лёгкий, отличное соотношение прочности к весу, хорошая жёсткость. | Выше | Панели приборов, каркасы рулевого колеса, каркасы сидений, подрамники. |

Будущее литья под давлением в автомобильной промышленности: инновации для электромобилей и электроники
Автомобильная промышленность переживает кардинальный переход к электрификации и автономному вождению, а технология литья под давлением быстро развивается, чтобы соответствовать этим новым вызовам. Будущее высокопроизводительного литья под давлением неразрывно связано с требованиями электромобилей (EV) и ростом количества передовых электронных систем. Это эволюция — не просто улучшение уже существующих деталей, а возможность создания совершенно новых архитектур транспортных средств.
Для электромобилей снижение веса имеет еще большее значение, чем для традиционных автомобилей, поскольку напрямую влияет на запас хода и производительность. Литье под давлением играет ключевую роль в производстве крупных конструктивных элементов из одного куска — тенденция, часто называемая «гигалитьем». Этот процесс предполагает изготовление массивных деталей, таких как целый каркас автомобиля или лоток аккумулятора, в виде единой детали. Такой подход объединяет сотни более мелких штампованных и сваренных деталей в одну, что значительно упрощает сборку, снижает вес и уменьшает затраты. Эти крупные алюминиевые отливки необходимы для размещения и защиты тяжелых аккумуляторных блоков, а также способствуют повышению жесткости конструкции автомобиля.
Одновременно с этим рост популярности передовых систем помощи водителю (ADAS) и подключения устройств в автомобиле привел к резкому увеличению количества датчиков, камер и электронных блоков управления (ECU) в транспортном средстве. Каждый из этих компонентов требует наличия точно изготовленных корпусов с электромагнитной экранировкой. Литье под давлением, особенно с использованием цинковых и алюминиевых сплавов, является идеальным способом производства таких сложных тонкостенных корпусов. Возможность получения готовой формы при литье позволяет напрямую интегрировать в деталь сложные элементы, такие как радиаторы и точки крепления, что экономит пространство и улучшает тепловое управление чувствительной электроникой.
Технологические достижения в самом процессе литья также расширяют границы возможного. Инновации, такие как литье с вакуумным усилением и передовое программное обеспечение для моделирования течения расплава в форме, позволяют производить детали с меньшей пористостью, повышенной прочностью и даже свариваемыми свойствами. Эти достижения имеют критическое значение для создания структурных компонентов, важных для безопасности, и герметичных корпусов аккумуляторов для электромобилей. По мере развития отрасли литье под давлением будет оставаться ключевым фактором в создании более безопасных, эффективных и экологически устойчивых транспортных средств.
Часто задаваемые вопросы
1. Каковы недостатки литья под давлением (HPDC)?
Основным недостатком литья под высоким давлением (HPDC) является риск возникновения пористости. Поскольку расплавленный металл впрыскивается на высокой скорости, газы могут оказаться запертыми внутри формы, образуя крошечные пустоты в готовой детали. Эта пористость может ослабить компонент и сделать его непригодным для применения, требующего термообработки или сварки. Однако современные методы, такие как использование вакуума и передовые конструкции пресс-форм, помогают устранить эту проблему.
2. В чём разница между HPDC, LPDC и GDC?
Как подробно описано в основной части статьи, ключевое различие заключается в давлении и скорости заполнения формы. HPDC использует очень высокое давление для быстрого производства большого объёма сложных деталей. LPDC использует более низкое давление для более медленного и контролируемого заполнения, что идеально подходит для структурно прочных компонентов, таких как колёса. GDC полагается исключительно на силу тяжести, в результате чего получаются плотные и прочные детали, но с гораздо более медленным циклом производства.
3. Каково соотношение заполнения формы при HPDC?
Коэффициент заполнения в процессе литья под высоким давлением (HPDC) определяется как объем расплавленного металла, заливаемого в инжекционную гильзу, по отношению к общему объему гильзы. Исследования показывают, что зачастую рекомендуется коэффициент заполнения в диапазоне 60–70 %. Это помогает минимизировать количество воздуха, который попадает в полость формы вместе с металлом, тем самым снижая задержку газов и пористость конечного изделия.