 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Кованые алюминиевые сплавы для автомобилей: подбор правильного сплава для каждой детали

Почему кованые алюминиевые сплавы важны для автомобильных характеристик
Когда вы задумываетесь о том, что заставляет современный алюминиевый автомобиль работать на пике своих возможностей, ответ часто кроется под поверхностью — в самой структуре металла. Кованый алюминий стал неотъемлемой частью автомобильного производства, применяясь во всем: от компонентов подвески до высокопроизводительных колес. Но вот в чем заключается ключевой вопрос, с которым сталкиваются большинство инженеров и специалистов по закупкам: при таком большом количестве доступных алюминиевых сплавов, как правильно подобрать нужный сплав для каждой детали?
Понимание связи между выбором сплава и эксплуатационными характеристиками компонента может стать решающим фактором между автомобилем, превосходящим ожидания, и тем, который просто соответствует минимальным стандартам. Так что же такое алюминиевый сплав и почему метод формования имеет такое большое значение?
Почему ковка кардинально улучшает характеристики алюминия
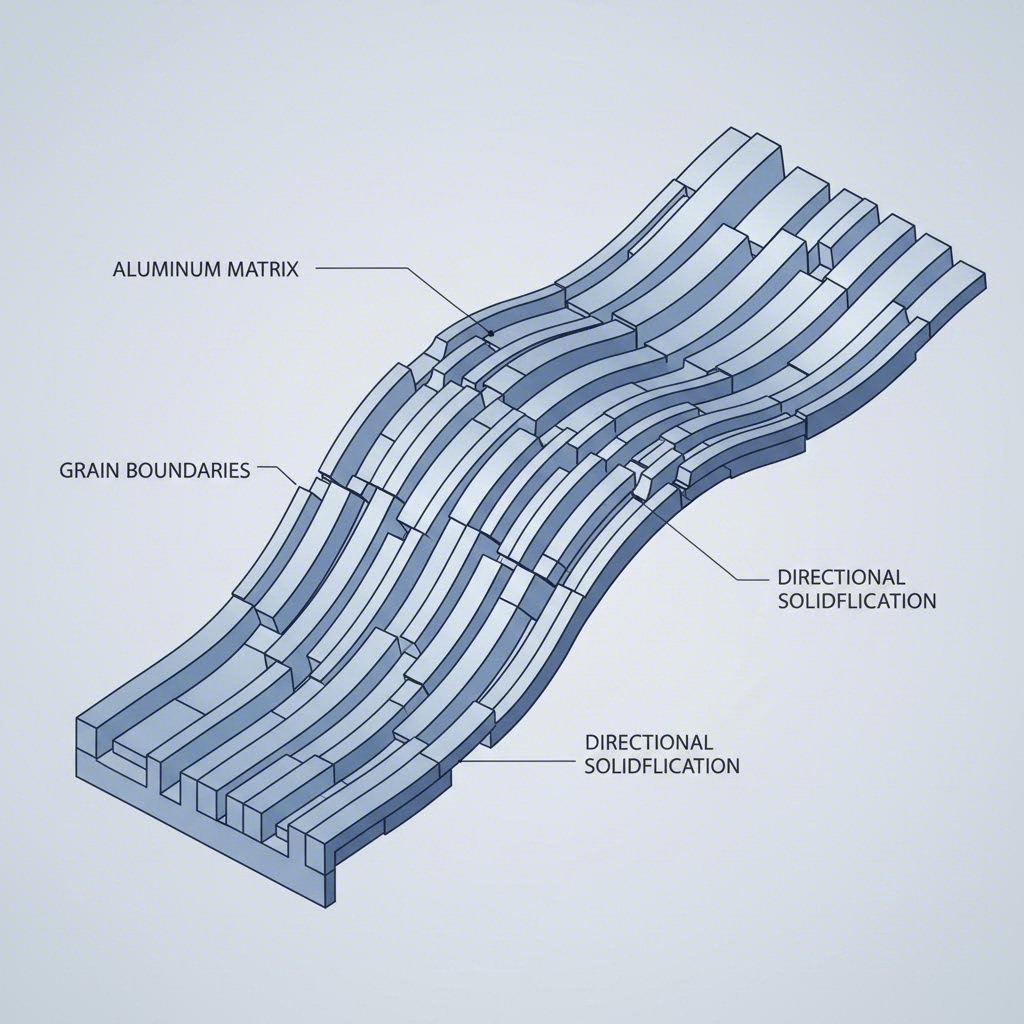
В отличие от литья — когда расплавленный алюминий заливается в формы — или экструзии, при которой нагретый металл продавливается через фильеру, ковка использует интенсивное давление для формирования алюминия при повышенных температурах. Этот процесс принципиально изменяет внутреннюю структуру материала. Результат? Более плотный и непрерывный поток зерен, следующий контурам готовой детали.
По словам экспертов в области производства, ковка сжимает зернистую структуру алюминия , значительно повышая прочность и вязкость по сравнению с литыми альтервиками. Эта улучшенная микроструктура также повышает устойчивость к усталости и ударопрочность — свойства, которые являются обязательными для алюминиевых применений в автомобильной промышленности, критичных с точки зрения безопасности.
Ковка улучшает зернистую структуру алюминия путем сжатия и выравнивания внутренних волокон, обеспечивая механические свойства, которые литые альтервикы просто не могут достичь — особенно для компонентов, подвергающихся повторяющимся циклам нагрузки.
Именно поэтому автомобиль из алюминия, построенный с использованием кованых компонентов в критических зонах, демонстрирует превосходную долговечность в реальных условиях эксплуатации. Процесс ковки устраняет внутренние пустоты и пористость, характерные для литых деталей, обеспечивая каждому алюминиевому компоненту способность выдерживать высокие нагрузки современных транспортных средств.
Проблема выбора марки алюминия в автомобильном производстве
Здесь всё становится интересным — и сложным. Не все марки алюминия одинаково хорошо поддаются ковке, и не каждая кованая марка подходит для любого применения. Выбор неподходящего сплава может привести к трудностям в производстве, преждевременному выходу детали из строя или ненужным расходам.
При выборе марки алюминия для автомобильных компонентов инженеры должны учитывать несколько конкурирующих факторов:
- Требования к прочности: Требуется ли детали максимальная прочность на растяжение или хорошая формовочная способность?
- Окружающая среда: Будет ли компонент подвергаться воздействию коррозионных условий или экстремальных температур?
- Производственные ограничения: Насколько сложна геометрия детали и какие температуры ковки являются допустимыми?
- Вопросы стоимости: Оправдывает ли применение использование премиальных сплавов или стандартных марок будет достаточно?
Эта статья служит вашим практическим руководством по выбору, в котором рассматриваются основные марки кованого алюминия, используемые в современных транспортных средствах. Вы узнаете, какие сплавы подходят для конкретных категорий компонентов, поймете важную роль термической обработки и научитесь избегать типичных ошибок при выборе. Независимо от того, подбираете ли вы материалы для рычагов подвески, колес или деталей трансмиссии, правильный выбор марки для каждого применения обеспечивает как производительность, так и экономическую эффективность.
Серии алюминиевых сплавов и их пригодность для ковки
Прежде чем подобрать подходящий сплав для автокомпонента, необходимо понять, как организованы алюминиевые сплавы. Алюминиевая ассоциация установила систему нумерации, которая разделяет литые алюминиевые сплавы на серии в зависимости от основного легирующего элемента. Эта классификация — от 1xxx до 7xxx — позволяет узнать многое о поведении сплава при ковке, а также о его конечных эксплуатационных характеристиках.
Но вот что многие технические спецификации не объясняют: почему некоторые марки алюминиевых сплавов отлично поддаются ковке, в то время как другие трескаются, деформируются или просто не поддаются обработке? Ответ кроется в металлургии, и понимание этих основополагающих принципов изменит ваш подход к выбору марки сплава для автомобильных применений.
Понимание системы алюминиевых серий
Каждая алюминиевая серия определяется преобладающим легирующим элементом, который задаёт основные свойства сплава. Подумайте об этом как о генеалогическом древе, где члены семьи имеют определённые общие признаки:
- серия 1xxx: По сути, чистый алюминий (99%+ Al). Отличная коррозионная стойкость и проводимость, но слишком мягкий для структурных автомобильных поковок.
- серия 2xxx: Медь является основной добавкой. Эти сплавы обеспечивают высокую прочность и отличную усталостную стойкость — идеальны для требовательных применений в аэрокосмической отрасли и автомобильных силовых агрегатах.
- серия 3xxx: Сплавы с марганцем. Умеренная прочность и хорошая формовка, но редко используются при ковке, поскольку не поддаются термообработке для достижения более высоких прочностных характеристик.
- серия 4xxx: С преобладанием кремния. Высокое содержание кремния обеспечивает превосходную износостойкость, что делает эти сплавы подходящими для поршней, хотя они создают трудности при механической обработке.
- серия 5xxx: На основе магния. Отличная коррозионная стойкость и свариваемость, обычно используются для морских и криогенных применений, а не для типичных автомобильных деталей.
- серия 6xxx: Комбинированные магний и кремний. Такой сбалансированный состав обеспечивает универсальность, делающую сплавы серии 6xxx основными материалами в автомобильной алюминиевой ковке.
- серия 7xxx: Цинк, наряду с магнием и медью, образует сверхпрочные сплавы. Эти сплавы представляют собой самые прочные алюминиевые сплавы, необходимые для аэрокосмической отрасли и высокопроизводительных автомобильных конструкций, где критична масса.
Согласно отраслевая документация из Ассоциации алюминия , эта система наименований возникла после Второй мировой войны, чтобы привнести порядок в постоянно расширяющийся каталог алюминиевых материалов. Понимание марок алюминиевых сплавов в рамках этой системы помогает быстро сузить выбор подходящих материалов для любого конкретного применения.
Факторы ковкости в различных семействах сплавов
Здесь проявляется подлинная инженерная экспертиза. Не все алюминиевые сплавы поддаются ковке одинаково, и различия не являются произвольными — они обусловлены тем, как химический состав каждого сплава влияет на его поведение под давлением и при нагреве.
Ковкость зависит от нескольких взаимосвязанных факторов:
- Сопротивление деформации: Какое усилие требуется для того, чтобы сплав заполнил полости штампа?
- Температурная чувствительность: Как сильно свойства изменяются в пределах температурного диапазона ковки?
- Склонность к образованию трещин: Выдерживает ли сплав сильную деформацию без появления поверхностных или внутренних дефектов?
- Обрабатываемость термической обработкой: Можно ли упрочнить кованую деталь с помощью последующей термической обработки?
Исследования ASM International показывает, что ковкость улучшается с повышением температуры металла для всех алюминиевых сплавов, но степень этого эффекта значительно варьируется. Сплавы серии 4xxx с высоким содержанием кремния проявляют наибольшую чувствительность к температуре, в то время как высокопрочные сплавы серии 7xxx имеют наиболее узкое рабочее температурное окно. Это объясняет, почему для сплавов серии 7xxx требуется точный контроль температуры: допуск на погрешность меньше.
Сплавы серии 6xxx, особенно такие как 6061, заслужили репутацию «высококовких», поскольку обеспечивают благоприятное сочетание умеренного напряжения течения и широких технологических диапазонов. Напротив, сплавы серии 2xxx и 7xxx имеют более высокие напряжения течения — иногда превышающие аналогичные показатели углеродистой стали при типичных температурах ковки, — что делает их более сложными в обработке, однако необходимыми для высокопроизводительных компонентов.
| Сплавная серия | Основной легирующий элемент | Оценка ковкости | Типичные автомобильные применения | Основные характеристики |
|---|---|---|---|---|
| 2xxx | Медь | Умеренный | Поршни, шатуны, компоненты двигателя | Высокая прочность при повышенных температурах, превосходная усталостная стойкость, поддающийся термообработке |
| 5xxx | Магний | Хорошо | Конструкционные компоненты в агрессивных средах, детали морского класса | Не поддающийся термообработке, исключительная стойкость к коррозии в морской среде, высокая прочность сварных соединений |
| 6xxx | Магний + Кремний | Отличный | Рычаги подвески, поперечные рычаги, колеса, общие конструкционные детали | Сбалансированная прочность и формовочная способность, хорошая коррозионная стойкость, поддающийся термообработке, экономически эффективный |
| 7xxx | Цинк (+ Mg, Cu) | Умеренная до сложной | Компоненты шасси для высоких нагрузок, колеса повышенной производительности, автомобильные детали авиационного класса | Сверхвысокая прочность, отличная сопротивляемость усталости, требует тщательного контроля процесса, поддаётся термообработке |
Почему химический состав так важен при ковке по сравнению с другими методами формования? Когда алюминий льют, металл затвердевает из жидкого состояния, часто захватывая пористость и образуя крупнозернистую структуру. При экструзии нагретый металл продавливается через фиксированные отверстия матрицы, что ограничивает геометрическую сложность. Ковка же сжимает металл под огромным давлением, улучшая зернистую структуру и устраняя внутренние пустоты — но только в том случае, если сплав может выдержать такую сильную деформацию без образования трещин.
Распространённые алюминиевые сплавы, используемые при ковке автомобилей — в первую очередь из серий 2xxx, 6xxx и 7xxx — имеют одну важную особенность: они поддаются термической обработке. Это означает, что их прочность может быть значительно повышена после ковки путём закалки и последующего старения. Сплавы, не поддающиеся термической обработке, такие как серия 5xxx, находят ограниченное применение в автомобильной ковке, поскольку не могут достичь уровня прочности, требуемого для большинства автомобильных компонентов.
Имея базовые знания о марках алюминиевых сплавов и их поведении при ковке, вы готовы перейти к изучению конкретных марок, доминирующих в автомобильном производстве, и понять, почему инженеры выбирают те или иные сплавы для определённых применений.
Основные марки кованого алюминия для автомобильных компонентов
Теперь, когда вы понимаете, как семьи алюминиевых сплавов различаются по поведению при ковке, давайте рассмотрим конкретные марки, доминирующие в автомобильном производстве. Эти пять сплавов — 6061, 6082, 7075, 2024 и 2014 — представляют основные варианты материалов, с которыми вы столкнётесь при выборе кованых компонентов. Каждый из них обладает определёнными преимуществами, а понимание их различий помогает принимать обоснованные решения, обеспечивающие баланс между производительностью, стоимостью и технологичностью.
Почему именно эти марки алюминиевых материалов так широко используются в автомобилях? Ответ заключается в их оптимальном сочетании прочности, формовочных свойств и характеристик, ориентированных на конкретные применения, которые были отработаны за десятилетия инженерного опыта в автомобилестроении.
6061 и 6082 для конструкционных элементов
Серия 6xxx доминирует в автомобильной ковке по веской причине. Эти магниево-кремниевые сплавы обеспечивают универсальность, необходимую инженерам для широкого спектра конструкционных применений, без повышенной стоимости или производственных сложностей, присущих более прочным альтернативам.
алюминий 6061 является наиболее широко используемым алюминиевым сплавом в общем машиностроении, и автомобильная промышленность не является исключением. Согласно Данным сравнения сплавов Protolabs , 6061 «обычно выбирается там, где требуется сварка или пайка, либо за высокую коррозионную стойкость во всех состояниях». Это делает его идеальным для автомобильных деталей, трубопроводов, мебели, потребительской электроники и конструкционных элементов, которые могут требовать соединения при сборке.
Ключевые характеристики 6061 включают:
- Состав: Основные легирующие элементы — магний (0,8–1,2%) и кремний (0,4–0,8%), с небольшими добавками меди и хрома
- Сварка: Отличная — хотя сварка может ослабить зону термического влияния, что требует последующей обработки после сварки для восстановления прочности
- Стойкость к коррозии: Очень хорошо подходит для всех температурных условий
- Типичное применение в автомобилестроении: Конструкционные рамы, кронштейны, общие детали, изготавливаемые на станках с ЧПУ, компоненты, требующие последующей сварки
алюминий 6082 представляет собой значительный шаг в развитии ковки алюминия в Европе, который многие североамериканские стандарты упускают. Этот сплав стал практически исключительно использоваться для подвески и элементов шасси в европейских автомобильных программах — по веским металлургическим причинам.
Согласно техническая документация Европейской ассоциации алюминия , «Благодаря превосходной коррозионной стойкости сплав EN AW-6082-T6 практически исключительно используется для компонентов подвески и шасси автомобилей». В документации указано, что крупные европейские производители используют 6082-T6 для рычагов подвески, поворотных кулаков, муфт, цилиндров сцепления и деталей карданных валов.
Что делает 6082 особенно подходящим сплавом алюминия для автомобильных применений?
- Состав: Более высокое содержание кремния (0,7–1,3 %) и марганца (0,4–1,0 %) по сравнению с 6061, а также магния (0,6–1,2 %)
- Преимущество по прочности: Немного более высокая прочность, чем у 6061 в состоянии T6, с лучшей производительностью при циклических нагрузках
- Сопротивление коррозии: Общее сопротивление коррозии считается очень хорошим, дополнительную защиту поверхности обеспечивает очистка дробеструйным способом с использованием алюминиевой дроби
- Усталостное поведение: Кованые детали из 6082-T6 выдерживают примерно вдвое большую амплитуду деформации по сравнению с литыми аналогами при одинаковом сроке службы
Исследования Европейской ассоциации алюминия показывают, что кованые изделия из 6082-T6 сохраняют свои характеристики усталостной прочности даже после умеренного воздействия коррозии — это важный фактор для элементов подвески, подвергающихся воздействию дорожной соли и влаги на протяжении всего срока эксплуатации.
7075 и 2024 для применения в условиях высоких нагрузок
Когда конструкционные требования превышают возможности сплавов серии 6xxx, инженеры обращаются к сплавам серий 7xxx и 2xxx. Эти сплавы стоят дороже и требуют более тщательной обработки, но обеспечивают уровень прочности, необходимый для наиболее ответственных автомобильных компонентов.
алюминий 7075 широко признан как самый прочный алюминиевый сплав, commonly available для ковки. По отраслевым спецификациям , 7075 «добавляет хром в состав для обеспечения хорошей устойчивости к коррозионному растрескиванию под напряжением» и используется «в качестве основного сплава для авиакосмических деталей, военных применений, велосипедного оборудования, снаряжения для кемпинга и спорта благодаря своим лёгким, но прочным характеристикам».
Критические аспекты применения 7075 в автомобильной промышленности:
- Состав: Основные легирующие элементы — цинк (5,1–6,1 %), магний (2,1–2,9 %) и медь (1,2–2,0 %), а также хром для повышения устойчивости к коррозии под напряжением
- Соотношение прочности к весу: Один из самых высоких показателей прочности среди алюминиевых сплавов — необходим для применений, где критична масса и высокие эксплуатационные характеристики
- Сварка: Плохая свариваемость — данный сплав плохо поддаётся сварке и может быть довольно хрупким по сравнению с менее прочными аналогами
- Типичное применение в автомобилестроении: Детали шасси, подвергающиеся высоким нагрузкам, колёсные диски для спортивных автомобилей, детали подвески для гоночных машин и компоненты, где максимальная прочность оправдывает повышенную стоимость материала
Для применений, требующих схожих характеристик высокой прочности, инженеры иногда рассматривают алюминий 7050 в качестве альтернативы 7075. Этот близкородственный сплав обладает отличной стойкостью к коррозии под напряжением и высокой вязкостью разрушения, что делает его особенно ценным для шасси, несущих нервюр и других критичных по усталостной прочности применений, где ограничения 7075 становятся проблемой.
алюминий 2024 предлагает иной набор свойств для применений в условиях высоких нагрузок. Этот медесодержащий сплав превосходно сопротивляется усталости — свойство, которое делает его незаменимым для компонентов, подвергающихся циклическим нагрузкам.
Согласно производственным данным, алюминий 2024 обладает «высоким соотношением прочности к массе, превосходной усталостной стойкостью, хорошей обрабатываемостью и поддается термообработке». Однако инженеры должны учитывать его ограничения: «низкая коррозионная стойкость и непригодность для сварки».
Ключевые характеристики алюминия 2024 включают:
- Состав: Медь (3,8–4,9%) является основным легирующим элементом, а также добавляются магний (1,2–1,8%) и марганец
- Эксплуатационная прочность: Высокая устойчивость к циклическим нагрузкам — важна для вращающихся и возвратно-поступательных компонентов
- Обрабатываемость: Хорошая, обеспечивает точную отделку поковок
- Типичное применение в автомобилестроении: Поршни, шатуны и нагруженные компоненты трансмиссии, где сопротивление усталости важнее коррозионной стойкости
алюминий 2014 завершает основную линейку деформируемых сплавов, обеспечивая высокую прочность и лучшую обрабатываемость при штамповке по сравнению с некоторыми сплавами серии 7xxx. Данный сплав используется в конструкционных применениях, где требуется прочностной профиль на основе меди, как у сплавов серии 2xxx.
Сравнение механических свойств
Выбор между этими марками требует понимания различий в их механических свойствах при одинаковых условиях. В следующей таблице приведены относительные показатели производительности на основе отраслевых стандартов и данных производителей:
| Марка | Предел прочности при растяжении (состояние T6) | Предел текучести (состояние T6) | Относительное удлинение | Относительная твердость | Основное преимущество |
|---|---|---|---|---|---|
| 6061-T6 | Умеренный | Умеренный | Хорошая (8–10%) | Умеренный | Отличная свариваемость и коррозионная стойкость |
| 6082-T6 | Средний-высокий | Средний-высокий | Хорошая (8–10%) | Средний-высокий | Превосходная усталостная прочность в агрессивных средах |
| 7075-T6 | Очень высокий | Очень высокий | Умеренная (5–8%) | Высокий | Наивысшее соотношение прочности к весу |
| 2024-T6 | Высокий | Высокий | Умеренная (5–6%) | Высокий | Высокая усталостная прочность |
| 2014-T6 | Высокий | Высокий | Умеренная (6–8%) | Высокий | Хорошая ковкость при высокой прочности |
Обратите внимание на компромиссы, присущие данному сравнению. Наиболее прочные алюминиевые сплавы — 7075 и марки 2xxx — теряют в пластичности и коррозионной стойкости ради повышенной прочности. В то же время сплавы серии 6xxx обеспечивают более сбалансированный комплекс свойств, что делает их подходящими для большинства конструкционных элементов автомобилей.
Когда объёмы производства, ограничения по стоимости и требования к применению совпадают, сплав 6082-T6 зачастую становится оптимальным выбором для подвески и деталей шасси, предназначенных для европейского рынка. Для применений, где требуется максимальная прочность независимо от других факторов, используется сплав 7075-T6. А там, где главным критерием является сопротивление усталости, проверенным решением остаётся алюминиевый сплав 2024.
Понимание этих характеристик, присущих конкретным маркам сплавов, готовит вас к следующему важному решению: подбору соответствующего сплава для конкретных категорий компонентов на основе их уникальных эксплуатационных требований.

Сопоставление марок сплавов с требованиями к автомобильным компонентам
Теперь вы ознакомились с основными сортами кованого алюминия и их механическими свойствами. Но вот практический вопрос, который задаёт каждый инженер и специалист по закупкам: какой сорт подходит для той или иной детали автомобиля? Сопоставление конкретных сплавов с категориями компонентов превращает теоретические знания в пригодные к применению технические требования — и именно это даёт вам данный раздел.
Представьте разнообразные требования, предъявляемые к современным транспортным средствам. Рычаги подвески испытывают миллионы циклов напряжения при движении по неровным дорогам. Поршни подвергаются экстремальным температурам и взрывным нагрузкам. Колёса должны обеспечивать баланс между прочностью, весом и внешним видом. Каждая категория компонентов создаёт уникальные задачи, при решении которых одни алюминиевые сплавы оказываются предпочтительнее других.
Выбор марки алюминия для компонентов подвески и шасси
Подвеска и элементы шасси представляют одну из крупнейших областей применения алюминиевых деталей в автомобилях. Эти детали должны поглощать удары от дорожного полотна, сохранять точную геометрию под нагрузкой и устойчиво противостоять коррозии, вызванной дорожной солью и влагой — зачастую в совокупности. Алюминиевый каркас автомобиля и связанные с ним конструкционные элементы требуют материалов, обеспечивающих стабильные эксплуатационные характеристики на протяжении миллионов циклов нагрузки.
Рычаги управления и элементы подвески
Рычаги управления соединяют ступицу колеса с шасси автомобиля, регулируя вертикальное перемещение колеса и боковые усилия при прохождении поворотов. Согласно Документации Европейской алюминиевой ассоциации , кованые рычаги управления из сплава 6082-T6 стали стандартом в европейских автомобильных программах благодаря их исключительной усталостной прочности в агрессивных средах.
- 6082-T6: Предпочтительный выбор европейских производителей — превосходная коррозионная стойкость в сочетании с высокой усталостной долговечностью при циклических нагрузках; сохраняет свойства даже после воздействия солевого тумана
- 6061-T6: Экономически выгодная альтернатива, когда требуется свариваемость; несколько хуже усталостной выносливости по сравнению с 6082, но достаточна для многих применений
- 7075-T6: Используется в высокопроизводительных и гоночных приложениях, где максимальное соотношение прочности к весу оправдывает повышенную стоимость и сниженную коррозионную стойкость
Поворотные кулаки
Поворотные кулаки — точки поворота, соединяющие подвеску с колесами, — подвергаются сложным многонаправленным нагрузкам. Они должны сохранять размерную стабильность, передавая управляющие воздействия и обеспечивая опору для веса транспортного средства. Кованые алюминиевые кулаки обычно на 40–50 % легче чугунных аналогов, при этом обладают повышенной усталостной стойкостью.
- 6082-T6: Отраслевой стандарт для серийных автомобилей; сбалансированные свойства сплава эффективно выдерживают сочетание статических и динамических нагрузок
- 6061-T6: Подходит для применений, требующих сварки после ковки, или когда первостепенное значение имеет оптимизация стоимости
- 2014-T6: Рассматривается для тяжелых условий эксплуатации, требующих более высокой прочности, чем могут обеспечить сплавы серии 6xxx
Каркасы и несущие элементы
При изучении вопроса, из чего состоят кузова автомобилей в современных транспортных средствах, можно заметить увеличение содержания алюминия в каркасах и поперечных несущих элементах. Эти компоненты образуют основу архитектуры транспортного средства, поддерживают силовую установку и соединяют основные точки крепления подвески.
- 6061-T6: Отличный выбор, когда конструкция каркаса включает сварные соединения; сохраняет хорошие свойства в зонах, подверженных тепловому воздействию, при правильной термообработке после сварки
- 6082-T6: Предпочтительный вариант для закрытых профильных штампованных компонентов каркаса, где важны коррозионная стойкость и усталостная прочность
Применение в силовой передаче и колесах
Компоненты силовой передачи работают в сложных тепловых и механических условиях, что требует тщательного подбора сплавов. В то же время колеса должны соответствовать инженерным требованиям и отвечать эстетическим ожиданиям — это уникальное сочетание определяет выбор материалов
Поршней
Поршни подвергаются, пожалуй, самым экстремальным условиям в любом двигателе. Каждый цикл сгорания подвергает их взрывному давлению, резким перепадам температуры и быстрому возвратно-поступательному движению. Согласно отраслевым исследованиям, алюминий практически является единственным материалом, используемым для современных поршней, причём большинство поршней производится с применением литья под гравитационным прессованием или ковки.
- 2618 (низкокремниевый сплав Al-Cu-Mg-Ni): Стандарт для высокопроизводительных кованых поршней; сохраняет прочность при повышенных температурах и устойчив к термоусталости
- 4032 (эвтектический/гиперэвтектический сплав Al-Si с Mg, Ni, Cu): Обеспечивает более низкое тепловое расширение и повышенную износостойкость для специализированных применений при высоких температурах
- 2024-T6: Выбирается для гоночных поршней, где сопротивление усталости при экстремальных циклических нагрузках является определяющим фактором при проектировании
По мере того как справочная документация примечания, "Кованые поршни из эвтектических или гиперэвтектических сплавов обладают более высокой прочностью и используются в двигателях повышенной производительности, где поршни подвергаются большим нагрузкам. Кованые поршни с одинаковым составом сплава имеют более мелкую микроструктуру по сравнению с литыми поршнями, а процесс ковки обеспечивает большую прочность при более низких температурах, что позволяет делать стенки тоньше и уменьшать массу поршня."
Шатуны
Шатуны передают силы сгорания от поршня к коленчатому валу, испытывая как растягивающие, так и сжимающие нагрузки с высокой частотой. Согласно данным инженерии производительности , выбор материала в значительной степени зависит от конкретного применения двигателя.
- 2024-T6: Отличная усталостная стойкость делает этот алюминиевый сплав предпочтительным для высокооборотных двигателей с естественным всасыванием, где снижение веса имеет первостепенное значение
- 7075-T6: Обеспечивает максимальную прочность алюминия для применений с принудительным впуском, хотя многие производители предпочитают стальные сплавы (4340, 300M) при экстремальных уровнях наддува
Для большинства применений с высокими эксплуатационными характеристиками справочная литература указывает, что «алюминиевые шатуны, которые зачастую используются в драг-рейсинге, обеспечивают отличное поглощение ударных нагрузок и способны выдерживать кратковременные выбросы экстремальной мощности. Их малый вес способствует максимальному ускорению двигателя. Однако относительно низкая усталостная прочность алюминия и более короткий срок службы означают, что они не подходят для повседневной езды или гонок на выносливость».
Литые колеса
Колёса представляют собой уникальное пересечение конструкционной инженерии и внешнего дизайна, ориентированного на потребителя. Сочетание алюминиевого кузова автомобиля и колёс существенно влияет как на эксплуатационные характеристики транспортного средства, так и на восприятие покупателем. Кованые колёса обеспечивают значительную экономию веса по сравнению с литыми аналогами — обычно на 15–30 % легче — при обеспечении превосходной прочности и сопротивления ударным воздействиям.
- 6061-T6: Наиболее распространённый выбор для серийных кованых колёс; обеспечивает баланс прочности, технологичности формования и экономической эффективности; отличная отделка поверхности для эстетических применений
- 6082-T6: Растущее применение в европейских колесных программах; несколько более высокая прочность по сравнению с 6061 при сопоставимых характеристиках производственных процессов
- 7075-T6: Зарезервировано для автоспорта и ультрапремиальных применений; наивысшее соотношение прочности к массе оправдывает значительно более высокие затраты на материал и обработку
Трубы отраслевые данные подтверждает, что «A365 — литой алюминиевый сплав с хорошими литейными свойствами и высокими общими механическими характеристиками, широко используемый для литых алюминиевых колес по всему миру». Однако кованые колеса из сплавов серий 6xxx и 7xxx обеспечивают повышенную прочность и меньший вес для применений, ориентированных на производительность
Конструктивные элементы кузова
Современные автомобили с алюминиевым кузовом всё чаще включают кованые структурные узлы и усиливающие элементы в своей архитектуре алюминиевого кузова. Эти компоненты обеспечивают критически важные пути передачи нагрузки и управление энергией при ударе в конструкциях транспортных средств с высоким содержанием алюминия
- 6061-T6: Предпочтительно там, где компоненты требуют сварки с листовыми или экструдированными алюминиевыми конструкциями кузова
- 6082-T6: Выбран для узлов с высокими нагрузками при строительстве пространственных рам; европейские производители автомобилей отдают предпочтение этому сорту для интегрированных структурных применений
- серия 7xxx: Используется выборочно для критически важных при столкновении компонентов, где требуется максимальное поглощение энергии
По мере эволюции архитектуры транспортных средств к увеличению содержания алюминия, выбор кованых сортов для структурных применений становится increasingly важным для выполнения требований безопасности при столкновении при одновременном минимизации веса
Теперь, когда чёткие рекомендации по сортам сопоставлены с каждой категорией компонентов, возникает следующий критически важный вопрос: как термическая обработка изменяет свойства кованого алюминия, чтобы достичь конкретных показателей производительности
Термическая обработка и выбор вида закалки для кованых деталей
Вы выбрали правильный сорт алюминия для своего автомобильного компонента, но ваша работа еще не завершена. Термическая обработка, применяемая после ковки, определяет, раскроет ли тщательно подобранный сплав свой полный потенциал или не оправдает ожиданий. Именно на этом этапе различные типы алюминия превращаются из перспективных материалов в высокопроизводительные автомобильные компоненты.
Звучит сложно? Представьте термическую обработку как финальный этап настройки, который раскрывает скрытые возможности сплава. Точно так же, как гитаре требуется правильная настройка, чтобы издавать нужные ноты, кованому алюминию необходима точная термообработка для достижения заданных свойств. Чтобы понять типы и свойства алюминия, нужно разобраться, как обозначения состояния (temper) определяют эту критически важную трансформацию.
Состояние T6 для применений, требующих максимальной прочности
Когда инженеры-автомобилестроители указывают необходимость максимальной прочности от поддающихся термообработке алюминиевых сплавов, они почти всегда требуют состояние T6. Согласно Документация ASM International по обозначениям состояния алюминиевых сплавов , T6 означает, что сплав был «подвергнут гомогенизирующему отжигу и, без существенной холодной обработки, искусственно состарен для достижения упрочнения за счёт выделения фаз»
Что именно включает этот двухэтапный процесс?
- Закалка: Откованная деталь нагревается до высокой температуры — обычно 480–540 °C в зависимости от сплава — и выдерживается достаточно долго, чтобы легирующие элементы равномерно растворились в алюминиевой матрице
- Закалка: Быстрое охлаждение, как правило, в воде, фиксирует эти растворённые элементы в пересыщенном твёрдом растворе
- Искусственное старение: Деталь затем выдерживается при умеренной температуре (150–175 °C для большинства сплавов) в течение нескольких часов, что позволяет микроскопическим упрочняющим частицам выпадать в осадок по всей структуре металла
Как технические данные производства объясняет: «Термообработка Т6 превращает обычный алюминий в высокопрочные компоненты благодаря тщательному контролю процессов нагрева и охлаждения. Этот процесс позволяет создавать металлы с идеальным балансом прочности и обрабатываемости, что востребовано во многих отраслях промышленности».
В автомобильной промышленности термообработка Т6 обеспечивает необходимый уровень прочности для рычагов подвески, ступиц колес и несущих элементов конструкции. Документация подтверждает, что, например, предел текучести алюминиевого сплава 6061 после обработки по режиму Т6 увеличивается более чем в три раза — с приблизительно 55 МПа в отожженном состоянии до около 275 МПа.
Однако повышение прочности достигается за счет снижения пластичности. Относительное удлинение обычно падает с примерно 25% до приблизительно 12%, поскольку материал становится тверже и прочнее. Для большинства конструкционных автомобильных компонентов такое снижение пластичности допустимо — детали проектируются с учетом характеристик материала после обработки Т6, а не с требованием к максимальной формовочной способности.
Альтернативные виды термообработки для специализированных требований
Хотя термообработка T6 доминирует в спецификациях ковки для автомобилей, несколько альтернативных обозначений состояний играют важную роль, когда требования к применению выходят за рамки максимальной прочности.
Состояние T651: Снятие напряжений для обеспечения размерной стабильности
Когда вы видите обозначение T651 в таблице марок алюминия, речь идет о свойствах T6 в сочетании со снятием остаточных напряжений. Согласно Справочнику по обозначениям состояний ASM , суффикс «51» указывает, что изделие подверглось снятию напряжений путем растяжения на 1,5–3% после закалки, но до старения.
Почему это важно для автомобильных компонентов? Закалка вызывает значительные остаточные напряжения в кованых деталях. При отсутствии снятия напряжений эти внутренние напряжения могут привести к:
- Искажению размеров при последующей механической обработке
- Снижению усталостной прочности из-за суммирования напряжений
- Повышенной склонности к коррозионному растрескиванию под действием напряжений в определённых средах
Для прецизионных обработанных компонентов, таких как поворотные кулаки или сложные рычаги подвески, сплав Т651 обеспечивает размерную стабильность, необходимую для соблюдения жестких допусков.
Термообработка Т7: повышенная коррозионная стойкость
Когда существует значительный риск коррозионного растрескивания под напряжением — особенно в сплавах серии 7xxx — инженеры указывают термообработку типа Т7. В документации ASM поясняется, что обозначение Т7 означает, что сплав был "подвергнут гомогенизирующей термической обработке и искусственно состарен до состояния переcтаривания (после достижения максимальной прочности)".
Такое преднамеренное перестаривание приводит к потере части прочности — обычно на 10–15 % ниже уровня Т6, — но значительно повышает сопротивляемость коррозионному растрескиванию под напряжением. Существует два важных варианта:
- Т73: Максимальная стойкость к коррозионному растрескиванию под напряжением, при этом предел текучести примерно на 15 % ниже, чем у Т6
- Т76: Повышенная стойкость к экзфолиационной коррозии при снижении прочности всего на 5–10 %
Для высокопрочных сплавов 7xxx, используемых в автомобильных деталях аэрокосмического класса, отпуска T7 часто обеспечивают оптимальный баланс между прочностью и долгосрочной надежностью в агрессивных средах.
Отпуск T5: Экономически эффективная обработка
Отпуск T5 предлагает упрощенный путь термообработки — кованая деталь охлаждается с температуры ковки, а затем подвергается искусственному старению, без отдельного этапа выжигания. Как отраслевая документация отмечает, T5 подходит «для среднепрочных применений, где требуется некоторая гибкость».
Хотя T5 обеспечивает более низкую прочность по сравнению с T6, он снижает затраты и циклы обработки. Это делает его подходящим для деталей, где максимальная прочность не требуется — например, для некоторых декоративных элементов отделки или неметаллических кронштейнов.
Расшифровка отпуска
При обращении к диаграмме отпуска алюминия или диаграмме сплавов алюминия для кованых автомобильных деталей вы наиболее часто встретите следующие обозначения отпуска:
| Термообработка | Процесс обработки | Изменения конечных свойств | Типичные автомобильные применения |
|---|---|---|---|
| Т4 | Закалка раствором, естественное старение при комнатной температуре | Средняя прочность, более высокая пластичность по сравнению с T6, хорошая обрабатываемость | Компоненты, требующие последующей обработки после формовки, промежуточные этапы производства |
| T5 | Охлаждение с температуры штамповки, искусственное старение | Средняя прочность, экономически выгодная обработка, подходит для некритичных деталей | Кронштейны, кожухи, неметаллические компоненты |
| Т6 | Закалка раствором, закалка, искусственное старение до максимальной прочности | Максимальная прочность и твердость, сниженная пластичность по сравнению с T4 | Рычаги подвески, поворотные кулаки, колеса, детали конструкции, испытывающие высокие нагрузки |
| T651 | Обработка T6 с дополнительным снятием напряжений путем растяжения (1,5–3%) | Свойства T6 с улучшенной размерной стабильностью и сниженным остаточным напряжением | Точные механически обработанные компоненты, детали с малыми допусками |
| T7 | Закалка растворов, сверхстарение после достижения максимальной прочности | Немного более низкая прочность по сравнению с T6, значительно улучшенная стойкость к коррозии под напряжением | Компоненты из высокопрочных сплавов в агрессивных средах |
| T73 | Закалка растворов, специально сверхстарение для максимальной стойкости к растрескиванию от коррозии | ~15% ниже предела текучести, чем у T6, отличная стойкость к коррозионному растрескиванию под напряжением | конструкционные компоненты серии 7xxx в сложных условиях эксплуатации |
| T76 | Закалка растворов, сверхстарение для повышения стойкости к экзфолиационной коррозии | на 5-10% ниже прочности по сравнению с T6, повышенная стойкость к коррозии расслоения | компоненты серии 7xxx, подвергающиеся воздействию влаги и сырости |
Связь выбора вида термообработки с требованиями к эксплуатационным характеристикам
Как выбрать подходящий вид термообработки для конкретного автомобильного компонента? Решение основывается на понимании того, каким видам разрушения должен противостоять элемент и какие существуют производственные ограничения.
Рассмотрим рычаг подвески из кованого материала. Данный компонент подвергается:
- Миллионам циклов усталостной нагрузки за срок службы транспортного средства
- Воздействию дорожной соли и влаги
- Возможному повреждению от ударов камней
- Точным размерным требованиям для правильной геометрии подвески
Для рычага из сплава 6082 вариант термообработки T6 обеспечивает необходимую прочность и сопротивление усталости. Если производственный процесс включает значительную механическую обработку после термообработки, то применяется T651 для обеспечения размерной стабильности. Вherentная коррозионная стойкость сплавов серии 6xxx, как правило, исключает необходимость применения сверхстарения типа T7.
Теперь рассмотрим компонент из кованого сплава 7075 для применения в высокопроизводительных условиях. Сверхвысокая прочность 7075-T6 обеспечивает максимальную производительность, однако склонность этого сплава к коррозионному растрескиванию под напряжением в состоянии T6 может быть неприемлемой для деталей, критичных с точки зрения безопасности. Применение состояния 7075-T73 снижает предельную прочность примерно на 15 %, но обеспечивает необходимую стойкость к коррозионному растрескиванию под напряжением, что гарантирует долгосрочную надёжность.
Ключевой вывод? Выбор вида термообработки заключается не просто в достижении максимальной прочности — речь идёт о соответствии всего комплекса свойств тем требованиям, которые предъявляются к каждой конкретной детали. Понимание влияния термообработки готовит к технологическим аспектам производства, определяющим, будут ли кованые алюминиевые детали стабильно соответствовать заданным спецификациям.
Параметры процесса ковки и производственные аспекты
Понимание того, какая марка алюминия подходит для вашей детали, — это только половина задачи. А вторая половина? Знание того, как успешно осуществлять ковку этого сплава. Параметры процесса — диапазоны температур, требования к давлению, нагрев матрицы и скорости деформации — значительно различаются в зависимости от марки алюминия. Ошибётесь в их выборе, и даже идеальный подбор сплава может привести к появлению трещин, неполному заполнению матрицы или преждевременному разрушению деталей в ходе эксплуатации.
Почему эти детали так важны? В отличие от алюминиевых сплавов для литья, где расплавленный металл свободно заполняет форму, при ковке требуется точный контроль пластической деформации в твёрдом состоянии. Каждый алюминиевый сплав по-разному реагирует на давление при различных температурах, поэтому выбор параметров процесса особенно важен для конструкционных применений алюминия.
Ключевые параметры ковки по маркам сплавов
Согласно Исследование из ASM Handbook по ковке алюминия , температура заготовки, пожалуй, является наиболее критической технологической переменной. Рекомендуемые диапазоны температур ковки для commonly используемых марок автомобилестевой стали удивительно узки — как правило, в пределах ±55°C (±100°F) — и превышение этих пределов чревато трещинами или недостаточной текучестью материала.
Вот что показывают исследования конкретных семей сплавов:
- алюминий 6061: Диапазон температур ковки 430–480°C (810–900°F). При ковке на верхнем пределе температуры этот сплав демонстрирует почти 50-процентное снижение напряжения течения по сравнению с нижними температурами, что делает контроль температуры крайне важным для получения стабильных результатов.
- алюминий 6082: Схожий диапазон температур по сравнению с 6061. Европейские производители часто куют этот сплав при температурах, близких к верхнему пределу, чтобы оптимизировать заполнение пресс-формы при изготовлении сложных подвесок.
- 7075 Алюминий: Более узкий диапазон температур ковки 380–440 °C (720–820 °F). Сплавы серии 7xxx обладают наименьшей чувствительностью к изменению температуры, но это также означает меньший запас по ошибке — сплав не «простит» ошибок при обработке так же, как более пластичные марки.
- алюминиевые сплавы 2014 и 2024: Температурный диапазон 420–460 °C (785–860 °F). Эти медесодержащие сплавы требуют тщательного контроля предварительного нагрева, поскольку они подвержены нагреву от деформации при быстрых ходах ковки.
Исследование подчёркивает, что «достижение и поддержание правильной температуры металла перед ковкой алюминиевых сплавов является критически важным технологическим параметром, от которого зависит успех процесса ковки». Время выдержки 10–20 минут на каждый дюйм толщины сечения обычно обеспечивает равномерное распределение температуры перед началом ковки.
Влияние температуры матрицы и скорости деформации
В отличие от ковки стали, при которой матрицы часто остаются относительно холодными, ковка алюминия требует нагретых матриц — и требования к температуре зависят от типа процесса:
| Процесс/Оборудование ковки | Диапазон температуры штампа °C (°F) | Ключевые моменты |
|---|---|---|
| Молотки | 95-150 (200-300) | Более низкие температуры из-за быстрой деформации; снижает риск перегрева вследствие адиабатического нагрева |
| Механические прессы | 150-260 (300-500) | Умеренные температуры обеспечивают баланс между сроком службы штампа и текучестью материала |
| Винтовые прессы | 150-260 (300-500) | Аналогично механическим прессам; отлично подходит для сложных алюминиевых лопастей |
| Гидравлические прессы | 315-430 (600-800) | Наивысшие температуры из-за медленной деформации; развивается изотермические условия |
| Прокатка колец | 95-205 (200-400) | Умеренные температуры сохраняют обрабатываемость металла при поэтапном формовании |
Скорость деформации также существенно влияет на результатов ковки. Исследование ASM показывает, что при скорости деформации 10 с⁻¹ по сравнению с 0,1 с⁻¹, напряжение течения алюминия 6061 увеличивается приблизительно на 70%, в то время как алюминий 2014 почти удваивает свое напряжение течения. Это означает, что ковка молотом (высокая скорость деформации) требует значительно большего усилия по сравнению с ковкой гидравлическим прессом (низкая скорость деформации) для одного и того же сплава.
Для высокопрочных сплавов серии 2xxx и 7xxx оборудование для штамповки при высоких скоростях деформации, такое как молоты, может вызывать определённые проблемы. В документации ASM указано, что «некоторые высокопрочные сплавы серии 7xxx не переносят возможных изменений температуры при штамповке на высоких скоростях деформации, и поэтому данный тип оборудования не используется при изготовлении поковок из этих сплавов». Производители часто снижают температуру предварительного нагрева до нижнего предела допустимых значений при использовании быстродействующего оборудования, чтобы компенсировать нагрев от деформации.
Соображения по свариваемости и сборке
После того как алюминиевые автомобильные компоненты были подвергнуты ковке и термообработке, многие из них необходимо соединить, чтобы создать полные конструкции транспортных средств. Понимание свариваемости алюминиевых марок и их ограничений позволяет избежать дорогостоящих сбоев при сборке и обеспечивает структурную целостность.
Свариваемость кованых алюминиевых сплавов значительно различается в зависимости от группы сплавов:
- 6061 и 6082: Отличная свариваемость — эти сплавы можно соединять с использованием традиционных процессов MIG и TIG с присадочными материалами 4043 или 5356. Однако сварка создает зону термического влияния (HAZ), в которой свойства при закалке T6 значительно ухудшаются. Согласно Исследованиям сварки компании Lincoln Electric , в критических применениях может потребоваться термообработка после сварки для восстановления прочности.
- 7075:Плохая свариваемость — этот сплав склонен к горячим трещинам при сварке и, как правило, не должен подвергаться дуговой сварке. Предпочтительными методами соединения для кованых деталей из сплава 7075 являются механическое крепление или клеевое соединение.
- 2024 и 2014: Ограниченная свариваемость — хотя технически эти медесодержащие сплавы можно сваривать, они подвержены образованию горячих трещин и обычно требуют специальных процедур. Во многих автомобильных применениях предписывается механическое крепление.
- серия 5xxx: Отличная свариваемость — эти немагнитные сплавы легко свариваются, хотя они реже используются в кованых алюминиевых автомобильных компонентах из-за более низких показателей прочности.
При сварке термообрабатываемых алюминиевых поковок, таких как 6061-T6 или 6082-T6, зона термического влияния может потерять до 40% предела текучести. Исследования Lincoln Electric в области передовых технологий управления формой волны показывают, что «вариации химического состава кардинально изменяют физические свойства сплава», и для конкретных сплавов можно разрабатывать специальные формы сварочных волн, чтобы минимизировать эти эффекты.
Для критически важных конструкционных алюминиевых применений рассмотрите следующие стратегии процессов:
- Сведите к минимуму тепловложение: Используйте импульсные процессы MIG для уменьшения общего количества тепла, передаваемого основному металлу
- Учитывайте расположение сварного шва при проектировании: По возможности располагайте сварные швы вдали от областей с максимальными напряжениями
- Определите постсварочную обработку: Для применений, требующих полного восстановления прочности, включите закалку с последующим старением после сварки
- Рассмотрите механическое соединение: Для высокопрочных поковок из сплавов серии 2xxx и 7xxx болтовые или заклёпочные соединения зачастую обеспечивают более высокую надёжность
Современные автомобильные конструкции increasingly сочетают кованые алюминиевые узлы с экструдированными и листовыми алюминиевыми компонентами. Стратегия соединения для этих сборок должна учитывать различные марки и сплавы, участвующие в процессе — кованая точка крепления подвески 6082-T6 может соединяться с экструдированной балкой 6063-T6 с использованием клеевого соединения в сочетании с самопробивными заклепками.
После понимания параметров процесса и соображений свариваемости логичный следующий вопрос заключается в следующем: как кованый алюминий сравнивается с альтернативными методами производства для одних и тех же компонентов? Это сравнение показывает, когда ковка действительно обеспечивает превосходную ценность.

Кованный против литого против цельного алюминия в автомобильных применениях
Вы изучили основные марки кованого алюминия и параметры их производства. Но вот вопрос, с которым часто сталкиваются специалисты по закупкам и инженеры: нужно ли вообще изготавливать этот компонент методом ковки? Понимание того, когда ковка обеспечивает превосходную ценность, а когда целесообразнее литье или обработка из прутка, позволяет значительно сэкономить, одновременно гарантируя оптимальные эксплуатационные характеристики.
Дело в том, что каждый метод производства существует потому, что он лучше альтернатив решает определённые задачи. При выборе подходящего материала для элементов кузова, трансмиссии или подвески технологический процесс имеет не меньшее значение, чем марка сплава. Давайте подробно рассмотрим, как соотносятся между собой эти три подхода.
Сравнение эксплуатационных характеристик различных производственных методов
Что именно происходит внутри металла при каждом из этих процессов? Различия носят принципиальный характер — и напрямую определяют эксплуатационные свойства каждого компонента в вашем автомобиле.
Литой алюминий
Согласно исследованиям автомобилестроения, ковка производит детали путем «деформации нагретого металла под давлением, что изменяет его внутреннюю структуру и повышает прочность». Этот процесс выравнивает зернистую структуру металла, создавая значительно более прочный материал по сравнению с литыми аналогами.
Процесс ковки обеспечивает несколько явных преимуществ:
- Превосходная механическая целостность: Выравнивание зернистой структуры позволяет кованым компонентам выдерживать большие нагрузки
- Повышенная усталостная прочность: Критически важно для компонентов, подвергающихся миллионам циклов напряжения
- Минимальное количество внутренних дефектов: Процесс сжатия устраняет пустоты и пористость, характерные для литых изделий
- Отличная вязкость: Идеально подходит для применений, подверженных ударам, таких как колеса и элементы подвески
Литой алюминий
Литье создает компоненты путем заливки расплавленного алюминия в формы и последующей его кристаллизации. При этом анализ производства поясняет, что этот процесс «позволяет создавать сложные формы за счёт контролируемой кристаллизации» и обеспечивает непревзойдённую гибкость в проектировании.
При оценке марок литого алюминия и сплавов алюминия для литья под давлением следует учитывать следующие характеристики:
- Возможность создания сложной геометрии: Можно реализовать сложные внутренние каналы и детализированные элементы
- Более низкие затраты на оснастку для сложных деталей: Формы для литья часто стоят дешевле, чем штампы для ковки при одинаковой сложности
- Риск пористости: Захваченные газы могут создавать внутренние пустоты, которые снижают прочность
- Переменные механические свойства: Алюминиевые литые сплавы обладают большей вариативностью свойств, чем их кованые аналоги
В исследовании отмечается, что достижения в технологии литья под высоким давлением значительно улучшили качество алюминиевых литых сплавов, «что делает возможным создание компонентов, которые одновременно легкие и долговечные». Однако для применений, критичных с точки зрения безопасности, присущие литьевому процессу ограничения остаются актуальными
Цельный алюминий
Обработка бильлетов начинается с цельного алюминиевого прутка — как правило, экструдированного или прокатанного — и предусматривает удаление материала с помощью станков с ЧПУ для получения конечной геометрии. Согласно отраслевая документация , такой подход «позволяет соблюдать жесткие допуски, что делает его идеальным для высокопроизводительных деталей»
Основные характеристики бильлетов:
- Максимальная точность: Обработка на станках с ЧПУ обеспечивает допуски, которых литье и штамповка не могут достичь напрямую
- Однородная структура зерна: Исходный материал имеет равномерные свойства по всему объему
- Высокие потери материала: Значительная часть алюминия снимается при обработке, что увеличивает эффективную стоимость материала
- Отсутствие затрат на оснастку: Изменения в программном обеспечении заменяют физическую модификацию штампов
Сравнение методов производства
| Критерии | Литой алюминий | Литой алюминий | Цельный алюминий |
|---|---|---|---|
| Прочность | Высочайшая — выровненная структура зерна максимизирует механические свойства | Ниже — структура зерна случайная; возможная пористость ослабляет материал | Высокая — однородный исходный материал, но механическая обработка удаляет благоприятное направление зерна |
| Оптимизация веса | Отличная — высокая прочность позволяет использовать более тонкие стенки без потери эксплуатационных характеристик | Хорошая — сложные формы позволяют оптимизировать размещение материала | Умеренная — ограничена геометрией исходной заготовки и возможностями обработки |
| Себестоимость единицы продукции | Умеренная до высокой — зависит от сложности и объема производства | Низкие при больших объемах — затраты на оснастку распределяются при крупносерийном производстве | Высокие — значительные затраты времени станка и потери материала на деталь |
| Инвестиции в оснастку | Высокие — точные штампы для ковки требуют существенных первоначальных вложений | Умеренные до высоких — зависят от метода литья и сложности изделия | Низкие — программирование ЧПУ заменяет физическую оснастку |
| Соответствие объему производства | Средние и высокие объемы — инвестиции в оснастку выгоднее при крупных сериях | Высокие объемы — литье под давлением идеально подходит для массового производства | Малые объемы — идеально подходит для прототипов и специальных деталей |
| Сложность конструкции | Умерочные — ограничены конструкцией пресс-формы и особенностями течения материала | Высокие — возможны внутренние каналы и сложные элементы | Очень высокая — практически любая геометрия, доступная инструменту ЧПУ |
| Типичные автомобильные применения | Рычаги подвески, колеса, шатуны, поворотные кулаки | Блоки цилиндров, картеры коробки передач, впускные коллекторы | Прототипные детали, небольшие партии спортивных компонентов, нестандартные крепления |
Когда ковка обеспечивает превосходную ценность
Учитывая указанные выше компромиссы, в каких случаях ковка становится явным лидером? Критерии выбора становятся очевидными, как только вы поймёте, что действительно требуется в каждом конкретном применении.
Выбирайте ковку, когда:
- Критически важна усталостная прочность: Компоненты, подвергающиеся циклическим нагрузкам — рычаги подвески, колеса, шатуны — извлекают наибольшую выгоду из направленной зернистой структуры кованых деталей. Исследования подтверждают, что кованые изделия «как правило обладают превосходной усталостной прочностью и вязкостью», что делает их «особенно подходящими для спортивных автомобилей».
- Критично важна максимальная прочность на единицу массы: Среди металлов, используемых в автомобильных кузовах и конструкционных применениях, кованый алюминий обеспечивает наибольшую прочность при минимальном весе. Там, где каждый грамм важен для производительности или эффективности, ковка оправдывает свою повышенную стоимость.
- Объёмы производства оправдывают затраты на оснастку: При годовых объёмах, превышающих несколько тысяч единиц, инвестиции в штампы для ковки эффективно амортизируются. Ниже этого порога механическая обработка заготовок может оказаться более экономичной, несмотря на более высокую стоимость детали.
- Критически важные с точки зрения безопасности применения требуют надёжности: Отсутствие внутренней пористости в поковках обеспечивает уверенность, которую литьё не может обеспечить. Для компонентов, последствия отказа которых могут быть серьёзными, стабильное качество ковки снижает риски.
Рассмотрите альтернативы, когда:
- Требуется сложная внутренняя геометрия: Литьё позволяет создавать каналы и полости, которые невозможно получить ковкой. Блоки цилиндров и корпуса трансмиссий являются примерами, где необходима гибкость проектирования, обеспечиваемая литьём.
- Объёмы производства чрезвычайно высоки: Для товарных компонентов, производимых ежегодно в миллионах экземпляров, экономика литья под давлением на единицу продукции становится привлекательной, несмотря на более низкую прочность.
- Прототипное или малосерийное производство: Обработка из болванки полностью исключает инвестиции в оснастку, что делает её идеальной для разработки деталей или специализированных применений с объёмами ниже экономических порогов ковки.
- Эстетические поверхности имеют первостепенное значение: Поверхности отливки и механической обработки зачастую требуют меньше отделки для декоративных применений по сравнению с поверхностями после ковки.
Выбор материалов в автомобильной промышленности для кузовов автомобилей increasingly отражает эти компромиссы. Узлы с высокой нагрузкой часто используют алюминий, полученный ковкой, в то время как сложные корпуса опираются на передовые методы литья, и программы прототипов используют обработку из болванки для ускоренной разработки.
Понимание того, когда ковка превосходит альтернативы, помогает с самого начала выбрать правильный процесс. Однако даже при наличии этих знаний ошибки при выборе марки всё равно случаются — и умение их избегать или заменять марки при необходимости позволяет предотвратить дорогостоящие проблемы в производстве.
Рекомендации по замене и выбору марок
Даже при полном знании свойств алюминиевых сплавов и параметров ковки в реальном производстве возникают непредвиденные трудности. Сбои в цепочке поставок, проблемы с доступностью материалов или ценовое давление иногда вынуждают инженеров рассматривать альтернативы предпочитаемой марке алюминия. Умение определить, какие замены допустимы, а какие создадут проблемы, отличает успешные проекты от дорогостоящих неудач.
Помимо сценариев замены, многие ошибки при выборе марок возникают просто потому, что инженеры применяют подходы, используемые при проектировании стальных конструкций, к алюминиевым. Понимание этих типичных ошибок помогает избежать дорогостоящих переделок и выхода компонентов из строя ещё до их появления.
Руководство по замене марок
Когда указанная вами алюминиевая сплав становится недоступным, не поддавайтесь искушению просто взять следующий доступный вариант из списка. Разные марки алюминия по-разному ведут себя при ковке, термической обработке и в условиях эксплуатации. Успешная замена требует соответствия наиболее критичным требованиям к эксплуатационным характеристикам с принятием компромиссов по второстепенным свойствам.
Ниже приведены проверенные пары замены для распространённых марок алюминия, применяемых в автомобильной промышленности при ковке:
- 6082 → 6061: Наиболее распространённая замена в автомобильной ковке. Следует ожидать несколько более низкий предел текучести (примерно на 5–10 % ниже) и несколько сниженные характеристики усталостной прочности в агрессивных средах. Оба сплава обладают отличной свариваемостью и коррозионной стойкостью. Допустимо применение в большинстве подвесок и несущих конструкций, где 6082 был указан в первую очередь из соображений доступности, а не из-за незначительных преимуществ по прочности.
- 6061 → 6082: Хорошо работает при наличии материала — 6082 фактически обеспечивает немного лучшую прочность. Заметного снижения свойств нет, хотя стоимость 6082 может быть выше в зависимости от региональной доступности. В европейских производственных цепочках чаще предпочитают 6082, тогда как в Северной Америке источники обычно быстрее поставляют 6061.
- 7075 → 7050: Оба материала обеспечивают сверхвысокую прочность, но 7050 предлагает улучшенную стойкость к коррозионному растрескиванию под напряжением и лучшую вязкость. Такая замена зачастую представляет собой улучшение, а не компромисс. Следует ожидать схожей или несколько меньшей предельной прочности при улучшенной вязкости разрушения.
- 7075 → 2024: Используйте с осторожностью — хотя оба сплава обладают высокой прочностью, их эксплуатационные характеристики значительно различаются. 2024 обеспечивает превосходную усталостную прочность, но более низкую предельную прочность по сравнению с 7075. Подходит в случаях, когда циклические нагрузки являются определяющими в конструкции, но не тогда, когда требуется максимальная статическая прочность.
- 2024 → 2014: Оба медесодержащих сплава имеют схожие характеристики при ковке. 2014 обеспечивает несколько лучшую ковкость при сопоставимой прочности. Допустимо применение в большинстве силовых агрегатов, где изначально был указан 2024.
- 6061 → 5083: Как правило, не рекомендуется для кованых деталей. Хотя сплав 5083 обладает отличной коррозионной стойкостью, он не поддается термообработке и не может достичь уровней прочности сплава 6061-T6. Рассматривайте эту замену только для неметаллических применений, где коррозионная стойкость важнее требований к прочности.
При оценке любой замены убедитесь, что альтернативный сорт соответствует всем критическим характеристикам — включая совместимость по температуре ковки, реакцию на термообработку и любые требования к последующей сборке, такие как свариваемость. Сорт, который подходит с металлургической точки зрения, может всё равно оказаться непригодным, если ваше производственное оборудование не сможет правильно его обработать.
Избегание распространенных ошибок выбора
Согласно Рекомендации по проектированию от Lincoln Electric , одной из наиболее распространённых ошибок при проектировании изделий из алюминия является простой выбор самого прочного доступного сплава без учёта других критически важных факторов. Как указано в их технической документации: «Очень часто конструктор выбирает самый прочный из доступных сплавов. Эта практика является плохим подходом к проектированию по нескольким причинам.»
Почему выбор самого прочного алюминиевого сплава иногда дает обратный эффект?
- Прогиб зачастую определяет конструкцию, а не прочность: Модуль упругости большинства алюминиевых сплавов — как слабых, так и прочных — приблизительно одинаков (составляет одну треть от стали). Если критическим пределом вашей детали является жесткость, а не предел текучести, то использование более дорогого сплава 7075 вместо 6061 не даст вам никаких преимуществ.
- Многие высокопрочные сплавы не поддаются сварке: Исследования компании Lincoln Electric подчеркивают, что «многие из самых прочных алюминиевых сплавов невозможно сваривать с использованием обычных методов». Указание сплава 7075 для детали, которую необходимо приварить к более крупной сборке, делает производство невозможным. В документации особо отмечается, что сплав 7075 «никогда не следует использовать для сварки в конструкционных целях».
- Свойства зоны сварки отличаются от свойств основного материала: Даже при использовании свариваемых марок, таких как 6061, «сварной шов редко будет таким же прочным, как основной материал». Проектирование на основе свойств основного материала в состоянии T6 без учёта ухудшения характеристик в зоне термического влияния приводит к недостаточному размеру сварных швов и возможным разрушениям.
Вот дополнительные ошибки при выборе, которых следует избегать:
- Указание деформационно-упрочнённых состояний для сварных сборок: Для немагнитных сплавов (серии 1xxx, 3xxx, 5xxx) сварка действует как локальная операция отжига. Исследования подтверждают: «Независимо от исходного состояния, свойства в зоне термического влияния будут соответствовать состоянию О — отожженному материалу». Покупка дорогостоящего деформационно-упрочнённого материала, который будет подвергаться сварке, является пустой тратой денег — зона термического влияния всё равно вернётся к отожжённому состоянию.
- Игнорирование требований к постсварочной обработке: Закаливаемые сплавы, такие как 6061-T6, подвержены значительному снижению прочности в зоне сварки. Исследования показывают, что «минимальная прочность на растяжение после сварки составляет 24 тыс. фунтов на кв. дюйм» по сравнению с «40 тыс. фунтов на кв. дюйм» у базового материала в состоянии T6 — это снижение на 40%. Отказ от указания необходимости старения после сварки в случаях, когда требуется восстановление прочности, ставит под угрозу целостность конструкции.
- Игнорирование склонности к коррозионному растрескиванию под напряжением: Высокопрочные сплавы серии 7xxx в состоянии поставки T6 могут быть склонны к коррозионному растрескиванию под напряжением. Указание сплава 7075-T6 для компонентов, подвергающихся воздействию влаги и длительным нагрузкам, без учёта состояний поставки T73 или T76 создаёт риск преждевременного выхода изделий из строя в эксплуатации.
- Смешение литейных сплавов с деформируемыми сплавами: Некоторые технические условия ошибочно указывают алюминиевые марки для литья, когда требуются деформируемые детали. Сплавы A356 и A380 отлично подходят для литья под давлением, но непригодны для ковки — их химический состав оптимизирован для текучести в расплавленном состоянии, а не для деформации в твёрдом состоянии.
Работа с сертифицированными партнёрами по ковке
Многие трудности при выборе марки материала становятся решаемыми, если вы работаете с опытными поставщиками поковок, которые понимают требования автомобильной промышленности. Специальные сплавы для автомобильных применений зачастую требуют точного контроля процесса, который могут стабильно обеспечивать только проверенные производители.
При оценке потенциальных партнёров по ковке следует учитывать их возможности инженерной поддержки. Могут ли они проконсультировать вас по вопросу оптимального выбора марки материала для вашего конкретного компонента? Имеют ли они опыт работы с видами термообработки и послековаными обработками, необходимыми для вашего применения? Производители, сертифицированные по IATF 16949, такие как Shaoyi обладают системами качества и технической экспертизой, которые помогают превратить решения по выбору марки материала в надёжные компоненты серийного производства.
Их возможности быстрого прототипирования — доставка первоначальных деталей уже через 10 дней — позволяют вам проверить выбор марки материала до начала изготовления оснастки для крупносерийного производства. Для компонентов, таких как рычаги подвески и карданные валы, где качество алюминия напрямую влияет на безопасность автомобиля, наличие инженерных партнёров, понимающих как металлургию, так и требования автопромышленности, оказывается бесценным.
Сочетание знаний о правильном выборе марок материала и квалифицированных производственных партнёрств создаёт основу для успешных программ кованого алюминия. Наличие этих компонентов позволяет вам принимать окончательные решения по материалам, эффективно сбалансировав требования к эксплуатационным характеристикам, производственные ограничения и стоимостные соображения.
Выбор подходящей марки кованого алюминия для вашего применения
Теперь вы ознакомились с полным спектром марок кованого алюминия для автомобилей — от понимания обозначений серий сплавов до подбора конкретных марок в соответствии с требованиями компонентов, а также от особенностей термической обработки до производственных параметров. Но как объединить все эти знания в конкретные решения? Давайте выделим основные рекомендации, которые превращают технические знания в успешные результаты закупок.
Независимо от того, указываете ли вы алюминий для автомобилей в новой автомобильной программе или оптимизируете существующую цепочку поставок, процесс выбора марки следует логической последовательности. Правильное соблюдение этой последовательности предотвращает дорогостоящие ошибки и гарантирует, что алюминиевые детали будут обеспечивать ту производительность, которую требуют ваши автомобили.
Ключевые выводы по выбору марки
После изучения всего спектра вариантов автомобильного алюминия несколько факторов принятия решений постоянно определяют успех:
- Начинайте с требований к нагрузкам, а не с предпочтений в материале: Определите, с какими нагрузками фактически сталкивается ваш компонент — статические нагрузки, циклическая усталость, ударные силы или их комбинации. Подвеска, испытывающая миллионы циклов движения по дороге, требует иных свойств, чем кронштейн, подвергающийся только статическим нагрузкам. Подбирайте семейство сплавов в соответствии с реальными требованиями: 6xxx для сбалансированных характеристик, 7xxx для максимальной прочности, 2xxx для превосходной устойчивости к усталости.
- Учитывайте объём производства на раннем этапе: Экономика ковки ориентирована на средние и высокие объёмы производства, при которых затраты на оснастку эффективно амортизируются. При объёмах ниже нескольких тысяч в год убедитесь, что ковка остаётся конкурентоспособной по стоимости по сравнению с альтернативами механической обработки из заготовки. Крупносерийные программы получают наибольшую выгоду от сочетания превосходных свойств и эффективного производства при ковке.
- Учитывайте последующие технологические процессы: Если ваш компонент требует сварки в более крупную сборку, это единственное требование исключает из рассмотрения целые семейства сплавов. Указывайте 6061 или 6082, когда свариваемость имеет значение; избегайте 7075 для любых структурных сварных применений. Аналогично, учитывайте требования по механической обработке после ковки — состояния Т651 обеспечивают размерную стабильность, необходимую для точной обработки.
- Оценивайте общую стоимость, не только цену материала: Самый дешёвый алюминий для автомобилей не всегда является наиболее экономичным выбором. Премиальный сплав, который позволяет уменьшить толщину стенок, снизить объём отделки или упростить термообработку, может обеспечить более низкую общую стоимость компонента по сравнению с более дешёвым сортом, требующим дополнительной обработки. Рассчитывайте полную картину перед окончательным утверждением спецификаций.
- Обеспечьте устойчивость цепочки поставок: Определите допустимые альтернативные марки до начала производства. Знание того, что 6061 может заменить 6082 или что 7050 является усовершенствованной версией 7075, даёт вам варианты на случай перебоев с поставками. Закрепите эти альтернативы в технических спецификациях, чтобы закупочные команды могли оперативно реагировать на изменения доступности.
Наиболее важный принцип выбора: выбирайте сплав, который наилучшим образом соответствует реальным эксплуатационным требованиям вашей детали, а не самый прочный из доступных вариантов. Избыточная спецификация приводит к ненужным расходам и может вызвать производственные сложности, тогда как недостаточная спецификация чревата выходом изделий из строя в процессе эксплуатации, что подрывает как надёжность автомобилей, так и репутацию компании.
Партнёрство для успеха в автомобильной штамповке
Вот реальность, которую понимает каждый опытный инженер: даже идеальный выбор марки ничего не значит без производственного партнёра, способного стабильно выполнять работы. Преодолеть разрыв между спецификацией материала и качественными компонентами можно только с помощью экспертизы, которой обладают лишь квалифицированные поставщики штамповок.
Когда алюминий в автомобилях должен соответствовать высоким стандартам производительности, выбор поставщика становится столь же важным, как и выбор сплава. Согласно отраслевым рекомендациям по оценке поставщиков поковок , наибольшее значение имеют три фактора: сертификаты и системы качества, производственные возможности и оборудование, а также строгие стандарты контроля качества.
В частности для автомобильной промышленности сертификат IATF 16949 свидетельствует о том, что поставщик внедрил системы управления качеством, требуемые автомобильной отраслью. Этот сертификат — основанный на стандарте ISO 9001 с дополнительными требованиями, специфичными для автомобильной отрасли — подтверждает, что производитель обеспечивает прослеживаемость, контроль процессов и непрерывное совершенствование на уровне, необходимом для ваших автопрограмм.
Помимо сертификации, следует оценивать практические возможности, позволяющие преобразовывать технические требования в готовые детали:
- Инженерная поддержка: Может ли поставщик порекомендовать оптимальный сорт материала для вашей конкретной геометрии и условий нагрузки? Понимает ли он последствия термической обработки и может ли порекомендовать подходящие состояния материала?
- Скорость прототипирования: Современные графики разработки автомобилей требуют быстрой итерации. Партнёры, предлагающие прототипные поковки в сжатые сроки — некоторые всего за 10 дней — позволяют провести проверку конструкции до начала производства оснастки.
- Опыт в компонентах: Поставщики с подтверждённым опытом в вашей категории компонентов — будь то рычаги подвески, карданные валы или структурные узлы — обладают специфическими знаниями, которые могут отсутствовать у обычных компаний, выполняющих ковку.
- Инфраструктура контроля качества: Передовые технологии контроля, мониторинг в процессе производства и комплексные системы документирования обеспечивают соответствие каждого компонента техническим требованиям. В справочных материалах подчёркивается, что ведущие поставщики инвестируют в координатно-измерительные машины, оборудование для неразрушающего контроля и возможности анализа материалов.
Для инженеров и специалистов по закупкам, ищущих производство компонентов автомобилей из алюминия, Shaoyi (Ningbo) Metal Technology служит примером профиля партнёра, необходимого для успешных программ. Их сертификация IATF 16949 подтверждает качество систем, соответствующее требованиям автомобильной промышленности, а собственная команда инженеров предоставляет техническое сопровождение, которое помогает преобразовать решения по выбору марок материалов в готовые к производству спецификации. Расположенные возле порта Нинбо, они сочетают возможности быстрого прототипирования — с возможностью получения первых деталей уже через 10 дней — с высокой мощностью серийного производства для зрелых программ.
Их продемоннированный опыт в производстве сложных алюминиевых автомобильных деталей, таких как рычаги подвески и карданные валы, отражает специфические знания в области компонентов, которые делают рекомендации по выбору марок алюминия практичными. Когда спецификации требуют рычаги управления из 6082-T6 или высокопроизводственные детали из 7075-T6, наличие производственного партнера, который понимает как металлургию, так и требования качества в автомобильной промышленности, обеспечивает, что выбор материала приводит к надежным компонентам.
Путь от спецификации сплава до производительности транспортного средства проходит через качественное производство. Сочетая знания о выборе марок алюминия, полученные с помощью этого руководства, с квалифицированными партнерами в области ковки, разделяющими вашу приверженность качеству, вы создаете предпосылки для успеха ваших автомобильных программ — обеспечивая прочность, снижение веса и надежность, которые современные транспортные средства требуют от кованых алюминиевых деталей.
Часто задаваемые вопросы о марках кованого алюминия для автомобилей
1. Какие марки алюминия используются в ковке?
Наиболее распространённые марки алюминия, используемые для ковки в автомобильной промышленности, включают 6061, 6063, 6082 из серии 6000, а также 7075 из серии 7000. Сплавы 6xxx обладают превосходной ковкостью, коррозионной стойкостью и сбалансированной прочностью, что делает их идеальными для подвески и колёс. Сплавы серии 7xxx обеспечивают сверхвысокую прочность для критически важных элементов производительности. Дополнительно, 2024 и 2014 из серии 2xxx обеспечивают превосходную усталостную стойкость для деталей трансмиссии, таких как поршни и шатуны. Производители, сертифицированные по IATF 16949, такие как Shaoyi, могут помочь в выборе оптимальной марки алюминия в зависимости от конкретных требований детали.
2. Какая марка алюминия используется в автомобилях?
В автомобильных применениях используется множество марок алюминия в зависимости от требований к компонентам. Распространённые марки включают 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 и 2024. Для кованых компонентов, в частности, марка 6082-T6 доминирует в европейских подвесках и шасси благодаря превосходной усталостной прочности в агрессивных средах. Марка 6061-T6 остаётся популярной в Северной Америке за счёт хорошей свариваемости. В высоконагруженных применениях часто используется 7075-T6 для достижения максимального соотношения прочности к массе, в то время как 2024-T6 превосходно подходит для усталостно-нагруженных силовых агрегатов.
3. Какой алюминий прочнее — 5052 или 6061?
алюминий 6061 значительно прочнее, чем 5052. В состоянии T6, 6061 достигает предела прочности около 310 МПа по сравнению с приблизительно 220 МПа у 5052. Однако прочность не является единственным фактором — 5052 обладает превосходной коррозионной стойкостью и лучшей формовостью, поскольку он является сплавом, не поддающимся термообработке. Для кованых автомобильных деталей, требующих структурной целостности, предпочтителен 6061-T6, поскольку он может быть подвергнут термообработке для достижения более высоких уровней прочности, необходимых для рычагов подвески, колес и элементов шасси.
4. Чем отличаются кованые алюминиевые колеса от литых?
Кованые алюминиевые диски изготавливаются путем сжатия нагретого алюминия под экстремальным давлением, что обеспечивает упорядоченную структуру зерна и превосходную прочность и усталостную стойкость. Литые диски производятся путем заливки расплавленного алюминия в формы, что приводит к хаотичной структуре зерна и возможной пористости. Кованые диски обычно весят на 15–30 % меньше, чем литые аналоги, при обеспечении лучшей стойкости к ударным нагрузкам и повышенной долговечности. Для спортивных автомобилей кованые диски из алюминиевого сплава 6061-T6 или 7075-T6 обеспечивают соотношение прочности и веса, которое литые альтернативы не могут достичь.
5. Как выбрать правильный сорт алюминия для ковки в автомобильной промышленности?
Начните с определения реальных требований по нагрузке для вашего компонента — статические нагрузки, циклическая усталость или ударные силы. Для сбалансированных конструкционных применений сплавы серии 6xxx, такие как 6082-T6 или 6061-T6, обеспечивают превосходные эксплуатационные характеристики. Когда критически важна максимальная прочность, выбирайте 7075-T6. Для превосходной усталостной прочности в деталях трансмиссии рассмотрите 2024-T6. Учитывайте потребности в свариваемости (сплавы серии 6xxx хорошо поддаются сварке; 7075 — не сваривается), объемы производства и требования по термообработке. Работа с опытными партнерами в области ковки, такими как Shaoyi, которые предлагают быстрое прототипирование и сертификацию IATF 16949, помогает подтвердить выбор марки сплава до начала производства оснастки.