 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Фиксированная или плавающая плита съемника: решение по матрице, которое определяет успех или провал вашего инструмента

Критическое решение по выбору съемной пластины, которое должен освоить каждый конструктор штампов
Представьте, что вы запускаете высокопроизводительную штамповку, и вдруг детали начинают прилипать к пуансонам, на кромках появляются неожиданные заусенцы, а ваша сервисная бригада спешит выяснить причину проблемы. В чём дело? Во многих случаях корень проблемы кроется в фундаментальном решении, принятом на этапе проектирования штампа: был выбран неподходящий тип съемной пластины для данного применения.
Независимо от того, делаете ли вы инженерные прогрессивные штампы для автомобильных компонентов или разработка оснастки для прецизионной электроники — понимание различия между фиксированной и плавающей съемной пластиной является необходимым. Этот выбор напрямую влияет на качество деталей, срок службы инструмента и ваши финансовые результаты.
Почему выбор съемной пластины определяет эффективность штампа
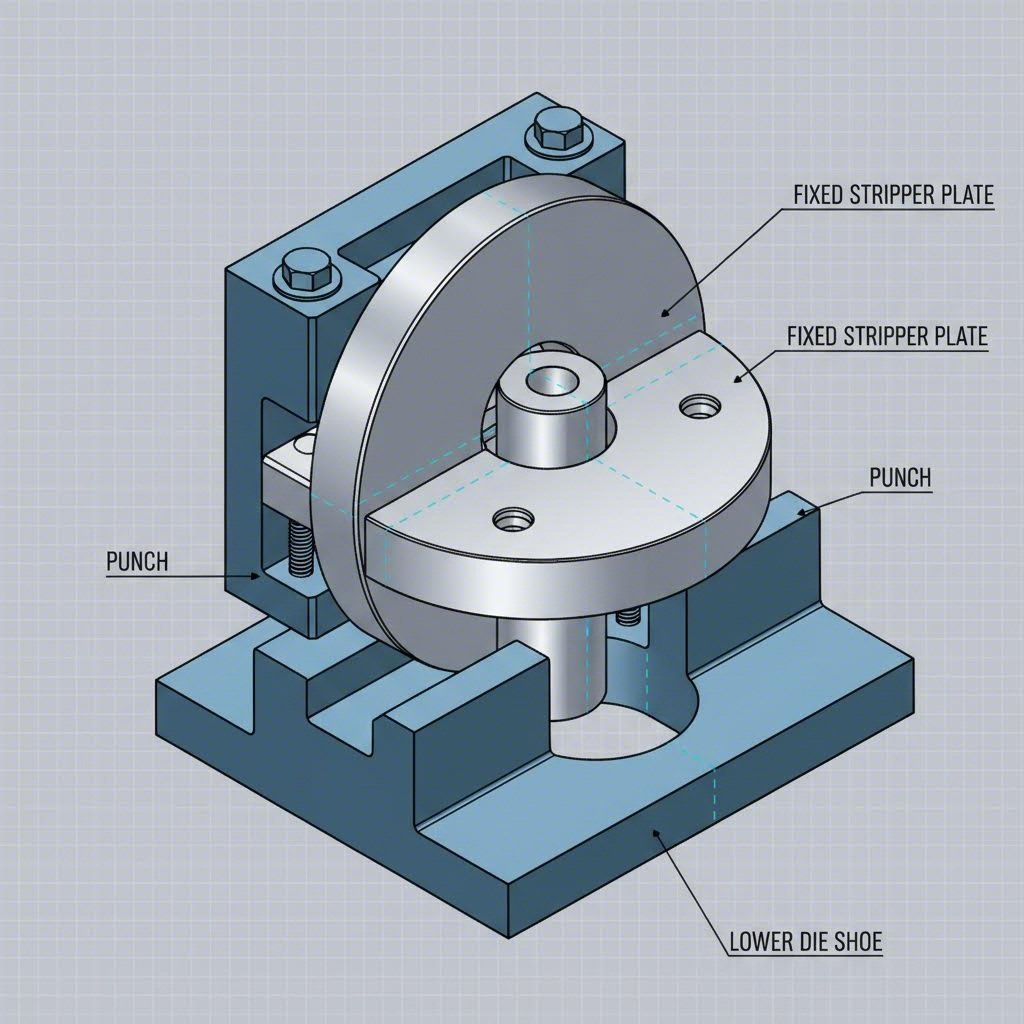
Так что такое, собственно, прижимная плита? Это компонент, который отводит материал заготовки от пуансона после каждого хода. Правильный выброс с прижимной плитой обеспечивает чистое отделение детали, предотвращает унос обрезков и поддерживает постоянное время цикла. При правильном выборе конфигурации ваш штамп будет работать без сбоев. При неправильном выборе вы столкнётся с чередой производственных проблем.
Прижимная плита делает больше, чем просто снимает материал — она направляет пуансоны, контролирует движение материала и влияет на общую устойчивость штампа. Это делает выбор между фиксированной и плавающей конструкцией ключевым решением, которое влияет на все аспекты производительности штампа.
Скрытые расходы неправильного выбора прижимной плиты
Выбор неподходящего типа прижимной плиты влечёт последствия, которые распространяются далеко за пределы первоначальной инвестиции в оснастку:
- Повреждение деталей: Царапины, деформации и несоответствие размеров из-за неправильного усилия снятия
- Ускоренный износ инструмента: Несоосность пробойников и чрезмерное трение сокращают срок службы компонентов
- Незапланированный простой: Частые регулировки и аварийные ремонты нарушают производственные графики
- Рост доли брака: Плохая выемка приводит к отбраковке деталей и потере материала
Создание условий для успешной прецизионной штамповки
Вот с какой проблемой сталкиваются многие проектировщики штампов: информация о выборе прижимной пластины разрознена — она содержится в технических руководствах, каталогах поставщиков и передаётся из уст в уста между инженерами. До настоящего момента не существовало единого источника, в котором была бы обобщена эта важная информация с чёткими и понятными критериями выбора — но теперь это стало возможным.
В этом руководстве представлен всесторонний анализ фиксированных и плавающих прижимных пластин, а также структурированные рамки для выбора и практические рекомендации. Вы узнаете, в каких случаях предпочтительна каждая из разновидностей, поймёте связанные с ними компромиссы и сможете уверенно принимать это важное решение при подборе оснастки для своих конкретных задач.
Критерии оценки при выборе прижимной пластины
Прежде чем углубляться в детали фиксированных и плавающих выталкивающих пластин, вам необходимо четкое руководство для принятия этого решения. Без четких критериев сравнение этих двух вариантов превращается в угадывание, а не в инженерный анализ. Давайте установим методологию оценки, которую специалисты используют при выборе правильной конфигурации выталкивающей пластины для форм с выталкивающей пластиной и штамповочных применений.
Пять факторов, определяющих успех выталкивающей пластины
Когда инженеры оценивают, какая выталкивающая пластина наилучшим образом подходит для их конкретного применения, они последовательно возвращаются к пяти ключевым параметрам. Каждый из этих факторов имеет различную степень важности в зависимости от ваших производственных требований:
- Требуемое усилие выталкивания :Усилие, необходимое для отделения материала от пуансонов, как правило, составляет от 10 до 25 % от усилия пробивки. Применения с более высокими требованиями выталкивания требуют более прочных конструкций пластины, способных обеспечивать постоянное давление.
- Совместимость с толщиной материала: Тонкие материалы ведут себя иначе, чем толстые заготовки, при снятии. Выбор вашей пластины должен учитывать конкретный диапазон толщин, с которым вы работаете, поскольку несоответствие может привести к повреждению деталей или неполному выбросу.
- Соображения объёмов производства: Операции с высоким объёмом требуют пластин съёмников, способных сохранять работоспособность в течение миллионов циклов. При низких объёмах можно использовать более простые конструкции, требующие более частой настройки.
- Требования к обслуживанию: Некоторые конструкции пластин съёмников требуют регулярной замены пружин, смазки или повторной регулировки. Понимание этих постоянных требований помогает вам рассчитать реальную стоимость эксплуатации.
- Экономическая эффективность: Начальная цена покупки отражает лишь часть картины. При оценке общей стоимости владения необходимо учитывать сложность установки, простои на регулировку, частоту замены компонентов и влияние на качество деталей.
Как мы оценивали каждый тип съёмной пластины
В ходе данного сравнения мы оценим фиксированные и плавающие съемные плиты по каждому из вышеперечисленных критериев. Вы увидите четкое разграничение, в каких аспектах каждый тип превосходит, а где проявляются ограничения. Такой структурированный подход исключает субъективные предпочтения и позволяет принимать решение на основе измеримых показателей производительности.
Рамки отбора, которые используют профессионалы
Опытные конструкторы матриц выбирают съемные плиты не по привычке или лишь на основании рекомендаций поставщиков. Они систематически сопоставляют требования применения с возможностями плит. По мере прохождения последующих детальных сравнений держите в уме эти критерии оценки — они направят вас к конфигурации, обеспечивающей оптимальную производительность для ваших конкретных задач штамповки.
Фиксированные съемные плиты для обеспечения стабильности и экономической эффективности
Теперь, когда вы понимаете систему оценки, давайте рассмотрим первого претендента в сравнении фиксированной и плавающей съемной пластины. Фиксированные съемные пластины представляют собой базовый подход к выбросу детали — концепцию проектирования, ориентированную на простоту, жесткость и стабильную производительность в определенных диапазонах применения.
Когда ваша операция штамповки требует предсказуемого поведения и экономичного инструментального оснащения, фиксированные съемники зачастую становятся разумным выбором. Однако понимание того, как они работают, и в каких случаях они наиболее эффективны, отличает успешные конструкции матриц от проблемных.
Как фиксированные съемники обеспечивают стабильную производительность
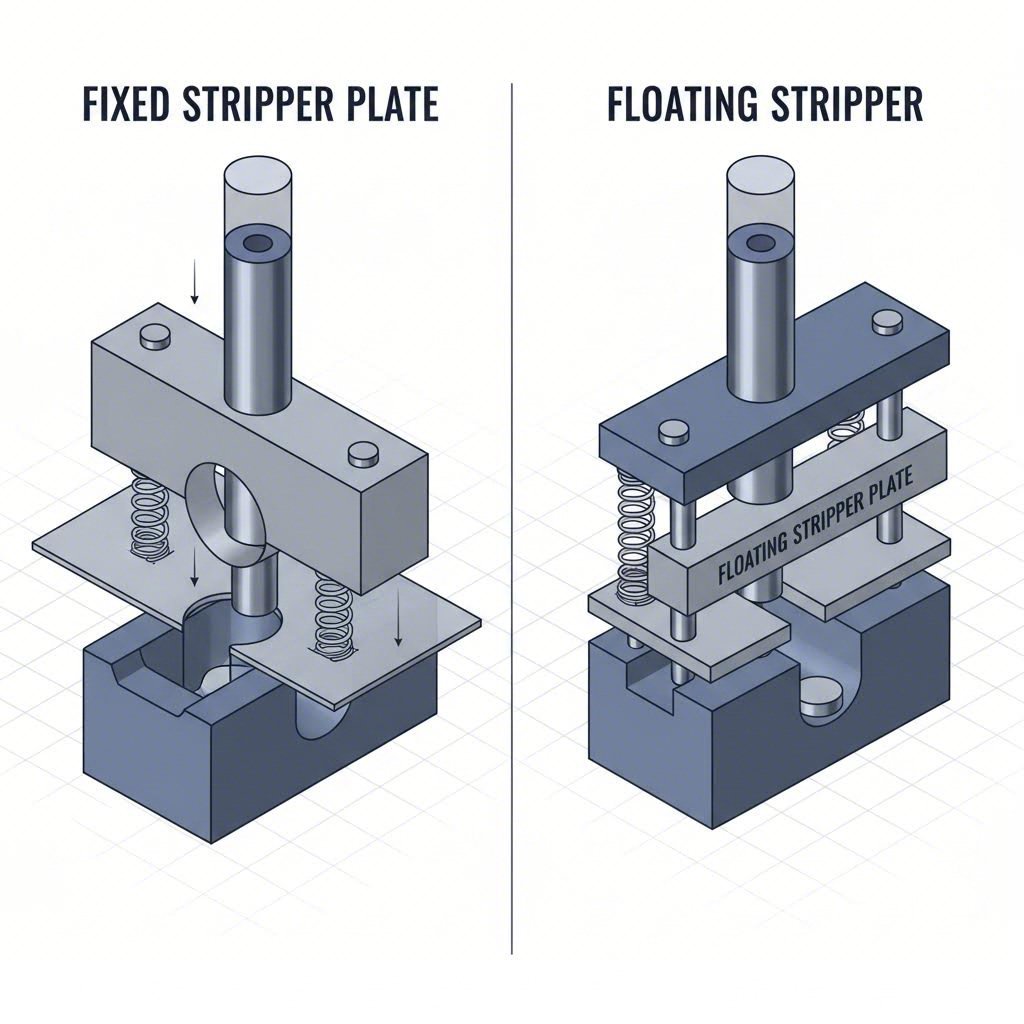
Фиксированные съемные пластины жестко крепятся к колодке матрицы или сборке держателя пуансонов и сохраняют постоянное положение относительно компонентов матрицы на протяжении всего хода пресса. В отличие от своих аналогов со встроенными пружинами, эти пластины не перемещаются независимо — они полагаются на сам ход пресса для отделения материала от пуансонов.
Эта жесткая конструкция крепления создает несколько эксплуатационных характеристик, которые вы сразу заметите:
- Направление пуансона: Пластина обеспечивает стабильную опорную поверхность, которая направляет направляющие пуансоны для крепления к съемным пластинам, сохраняя их выравнивание во время высокоскоростных операций
- Постоянные зазоры: Без влияния переменных прогиба пружин зазор между пуансоном и съемной пластиной остается постоянным, что обеспечивает равномерное действие съема
- Противодействие вибрации: Жесткое соединение с конструкцией матрицы гасит рабочие вибрации, которые могут повлиять на качество детали
При использовании прямых направляющих пуансонов для съемных пластин фиксированная конфигурация гарантирует, что эти критически важные компоненты выравнивания остаются точно зафиксированными. Эта стабильность особенно ценна в штампах последовательного действия, где возможное несовпадение может накапливаться на нескольких позициях.
Оптимальные области применения фиксированных съемных пластин
Фиксированные съемники наиболее эффективны в приложениях, соответствующих их основным преимуществам. Рассмотрите эту конструкцию, если ваш проект включает:
- Тонкостенные материалы: Заготовки толщиной менее 1,5 мм, как правило, легко отделяются без необходимости контролируемого давления, обеспечиваемого плавающими конструкциями
- Высокоскоростная штамповка: Операции со скоростью более 400 ходов в минуту выигрывают от меньшего количества подвижных частей и стабильного поведения
- Компоненты прецизионной электроники: Системы выводов, контактные клеммы и микроштампованные детали требуют устойчивости, которую обеспечивают фиксированные пластины
- Тонкостенные автомобильные компоненты: Кронштейны, зажимы и небольшие конструктивные элементы из тонколистовой стали или алюминия
- Простые операции вырубки: Одностаничные штампы с простой геометрией, где поведение материала предсказуемо
Ключевой момент здесь? Фиксированные прижимные пластины отлично работают, когда толщина материала находится в допустимом диапазоне, а взаимодействие пуансона с материалом остаётся предсказуемым. Они особенно эффективны, когда контакт верхней поверхности прижимной пластины с материалом минимален и контролируем
Преимущества и недостатки фиксированных прижимных пластин
Каждое решение по оснастке связано с компромиссами. Ниже — объективная оценка того, что фиксированные прижимные пластины дают вашей конструкции штампа:
Достоинства
- Низкая первоначальная стоимость: Упрощённая конструкция приводит к снижению производственных затрат — зачастую на 20–30 % по сравнению с аналогичными плавающими конструкциями
- Упрощённая конструкция и установка: Меньшее количество компонентов означает более быструю настройку, упрощённое выявление неисправностей и снижение вероятности ошибок при сборке
- Минимальные требования к обслуживанию: Нет пружин, подверженных усталости, нет механизмов регулировки, требующих настройки, нет движущихся частей, нуждающихся в смазке
- Отличная производительность при работе с тонким материалом: Обеспечивает надежное снятие материала в случаях, где контролируемое усилие не является критически важным
- Длительный срок службы: Благодаря меньшему количеству изнашиваемых компонентов правильно спроектированные фиксированные пластины зачастую служат дольше, чем плавающие аналоги
- Стабильное поведение от цикла к циклу: Исключает переменные, вызванные износом пружин или смещением регулировки
Недостатки
- Ограниченный диапазон толщины материала: Затруднения при работе с более толстым материалом, где становится необходимым контролируемое давление снятия
- Менее терпимо к несоосности пуансона: При отсутствии компенсации пружин даже незначительная несоосность напрямую передается на пуансон и матрицу
- Отсутствие предварительного снятия: Не может удерживать материал до входа пуансона, что ограничивает применение в сложных операциях формовки
- Сниженная адаптивность: Сложно точно настроить поведение с stripper-панели после завершения изготовления матрицы
- Проблемы упругого восстановления материала: Более толстые материалы могут вызывать прогиб пуансонов из-за отсутствия противодействующей силы, обеспечиваемой плавающими конструкциями
Фиксированные stripper-пластины представляют собой решение «80/20» в проектировании матриц — они охватывают 80 % применений при значительно меньшей сложности. Ключевым является понимание того, попадает ли ваше применение в эту основную группу.
При выборе фиксированных stripper-пластин важно учитывать подбор материала. Инструментальные стали, такие как D2, обеспечивают отличную износостойкость для высокотоннажных применений, тогда как OHNS (сталь, закаливаемая в масле, не дающая усадки) является экономически выгодной альтернативой для средних серий производства. Твердость обычно составляет от 58 до 62 HRC для поверхности stripper-пластины, что обеспечивает долговечность без чрезмерной хрупкости.
Понимание этих характеристик позволяет вам сделать обоснованный выбор — или понять, когда ваше применение требует дополнительных возможностей, которые обеспечивают плавающие пластины выталкивателя.
Плавающие выталкивающие пластины для максимальной универсальности
Что происходит, когда ваше применение выходит за комфортные пределы фиксированных выталкивающих пластин? Когда увеличивается толщина материала, геометрия детали становится сложнее, или требования к точности возрастают, вам потребуется более совершенное решение. На помощь приходят плавающие выталкивающие пластины — пружинные механизмы, справляющиеся со сложными задачами штамповки, с которыми не справляются фиксированные аналоги.
Плавающие выталкиватели представляют высший уровень в сравнении фиксированных и плавающих выталкивающих пластин, обеспечивая контролируемую подачу усилия и адаптивность, что превращает сложные операции штамповки в надежные производственные процессы.
Пружинная точность для сложных применений
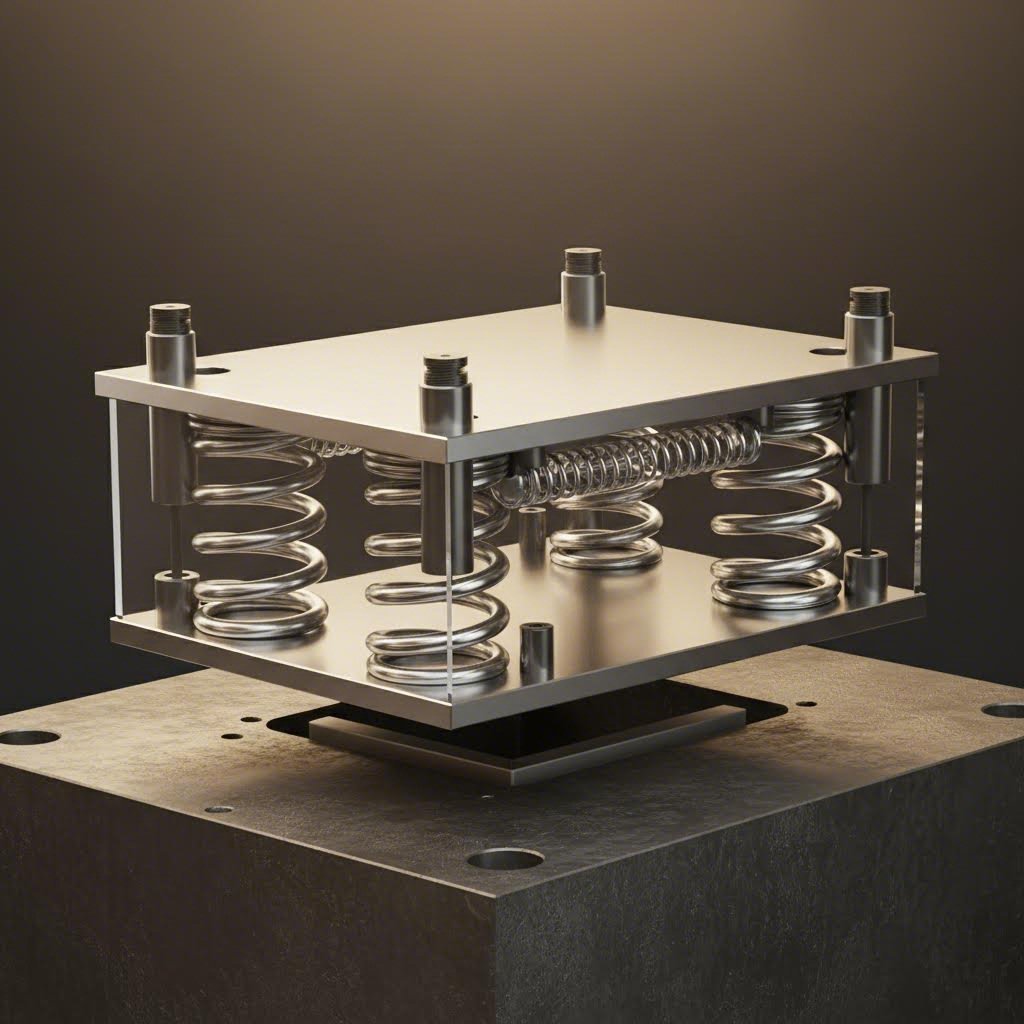
В отличие от своих жестких аналогов, плавающие прижимные пластины устанавливаются на пружины или другие упругие элементы, которые позволяют независимое вертикальное движение. Казалось бы, небольшое различие кардинально меняет то, как прижим взаимодействует с материалом вашей заготовки.
Вот как работает конструкция с пружинным приводом на практике:
- Контакт до начала обработки: По мере опускания пресса плавающая пластина соприкасается с материалом и фиксирует его до начала работы пуансонов — обеспечивая стабилизацию заготовки для более чистой резки
- Контролируемое давление во время пробивки: Пружины сжимаются по мере проникновения пуансонов, обеспечивая постоянное усилие вниз на материал на протяжении всего хода резки
- Активное снятие при обратном ходе: Во время хода вверх усилие пружин активно отталкивает материал от пуансонов, а не полагается исключительно на силу тяжести и трение
- Автоматическая компенсация износа: Конструкция с пружинной нагрузкой компенсирует незначительный износ пуансонов без необходимости регулировки штампа
Фиксаторы пружин пластины съемника играют ключевую роль в этой системе, надежно удерживая пружины на месте и обеспечивая при этом правильный ход сжатия. Эти компоненты должны выдерживать миллионы циклов без ослабления или выхода из строя — поэтому выбор качественных фиксаторов имеет решающее значение для долгосрочной надежности.
Волшебство происходит за счет контролируемой подачи давления. Тогда как фиксированные пластины обеспечивают единственное статическое взаимодействие с материалом, плавающие конструкции создают динамическое взаимодействие, которое адаптируется к вариациям материала, состоянию пуансона и эксплуатационным требованиям.
Когда плавающие съемники превосходят фиксированные аналоги
Некоторые применения практически требуют использования плавающих пластин съемников. Если ваш проект соответствует хотя бы одному из следующих сценариев, дополнительные затраты обычно окупаются повышением качества и производительности:
- Обработка толстых материалов: Заготовки толщиной более 1,5 мм требуют контролируемого усилия, предотвращающего подъем материала и обеспечивающего полное проникновение пуансона
- Операции в прогрессивных штампах: Многостанционные штампы выигрывают от контроля материала, обеспечиваемого плавающими пластинами, что поддерживает точность привязки между последовательными операциями
- Предотвращение вытягивания заготовок: Активное прижимающее давление во время снятия материала резко снижает склонность заготовок к протягиванию обратно через штамп
- Высокоточное позиционирование детали: Регулируемые прижимные пластины позволяют тонко настраивать прижим материала в приложениях с жесткими допусками позиционирования
- Переменные условия материала: При обработке материалов с вариациями толщины или различной твердости разных партий, податливость пружин компенсирует эти изменения
- Сложные геометрии деталей: Детали с формованными элементами, вытянутыми участками или сложными контурами выигрывают от контролируемой обработки материала
Рассмотрите использование съемных пластин в приложениях литья под давлением — они выполняют схожую функцию, применяя пружинящее усилие для чистого извлечения деталей из сложных полостных форм. Основополагающий принцип напрямую применим и к штамповке металла: контролируемое приложение силы решает задачи, с которыми не справляются жесткие системы.
Преимущества и ограничения плавающих съемных плит
Принятие обоснованного решения требует честной оценки как сильных сторон, так и ограничений. Плавающие съемные пластины предлагают значительные преимущества, но не лишены компромиссов.
Достоинства
- Превосходный контроль над деталью: Материал остается надежно зафиксированным на протяжении всего хода пуансона, исключая смещение, вызывающее изменение размеров
- Эффективная работа с более толстыми материалами: Усилие пружины противодействует упругой деформации материала и поднимающим силам, которые преодолевают фиксированные пластины
- Значительно снижает вытягивание отходов (слагов): Активное усилие съема удерживает отходы в отверстии матрицы, а не позволяет им возвращаться вместе с пуансоном
- Компенсирует износ пуансонов: По мере затупления режущих кромок упругость пружины обеспечивает эффективное снятие материала без необходимости немедленной регулировки
- Регулируемая подача усилия: Предварительное натяжение и выбор пружин позволяют настроить усилие снятия в зависимости от конкретных требований применения
- Защита пуансонов от повреждений: Контролируемое взаимодействие с материалом снижает боковую нагрузку, которая может привести к поломке или сколам режущих кромок
- Улучшение качества кромки: Надёжное прижатие материала минимизирует образование заусенцев и деформации вокруг пробитых элементов
Недостатки
- Более высокая первоначальная стоимость: Требования к пружинам, фиксаторам и точной обработке увеличивают первоначальные затраты на оснастку
- Требуется обслуживание пружин: Пружины сжатия со временем теряют упругость, поэтому требуется периодический осмотр и замена
- Более сложная настройка: Правильная регулировка предварительного натяжения пружин и хода требует высококвалифицированных наладчиков матриц и увеличивает время настройки
- Дополнительные точки износа: Пазы для пружин, направляющие штифты и поверхности фиксаторов добавляют компоненты, которые необходимо контролировать
- Возможность нестабильности: Изношенные или несопоставимые по характеристикам пружины могут создавать неравномерное усилие съёма по всей поверхности пластины
- Увеличенная высота штампа: Требования к ходу пружин увеличивают общую высоту штамповой сборки, что может ограничивать совместимость с прессом
Правильный выбор пружин имеет решающее значение для успешной работы плавающей съёмной пластины. Пружины должны обеспечивать достаточное усилие на всём протяжении рабочего хода и выдерживать миллионы циклов сжатия — это баланс, который требует тщательного инженерного расчёта, а не произвольного назначения.
При указании плавающих выталкивающих пластин особого внимания заслуживают расчеты усилия пружины. Усилие выталкивания должно преодолевать сопротивление материала на пуансоне, а также любые вакуумные эффекты, оставаясь достаточно мягким, чтобы избежать деформации детали. Этот расчет зависит от типа материала, толщины, периметра пуансона и зазора резки — параметров, уникальных для каждого конкретного случая. Вместо применения общих формул, консультируйтесь с опытными инженерами-штамповщиками или производителями пружин, которые могут оценить ваши конкретные требования.
Регулируемость, которую обеспечивают плавающие пластины, особенно ценна в период пробного запуска штампов и оптимизации производства. Если производительность выталкивания не совсем соответствует требованиям, можно отрегулировать предварительное натяжение пружины или заменить пружины с другим усилием, не прибегая к значительным переделкам штампа — гибкость, которой неподвижные пластины просто не могут сравниться.
Теперь, когда оба варианта — фиксированные и плавающие пластины — были тщательно изучены, вы готовы исследовать, как передовые инженерные возможности могут дополнительно повысить производительность выталкивающих пластин.
Точная инженерная разработка решений для снятия деталей для достижения совершенства в автомобилестроении
Теперь вы видели, как фиксированные пластины для снятия обеспечивают экономическую эффективность при работе с тонкими материалами, а плавающие конструкции справляются со сложными задачами при обработке толстых заготовок. Но что происходит, когда ваш проект требует лучшего из обоих миров? Когда автопроизводители требуют детали без дефектов, когда допуски сужаются до микронного уровня, а объёмы производства достигают миллионов единиц — стандартные подходы выходят на предел своих возможностей.
Именно здесь на помощь приходят точные инженерные решения для пластин снятия. Современная инженерия штампов сочетает передовые технологии моделирования, сертифицированные производственные процессы и экспертные методики проектирования для создания систем снятия, оптимизированных под конкретные требования применения. Независимо от того, нужна ли вам пластина снятия для литьевой формы пластиковых компонентов или пластина снятия для штамповки металлических деталей, принципы инженерного совершенства, лежащие в основе, остаются неизменными.
Инженерное совершенство в современном проектировании пластин снятия
Что отличает удовлетворительную производительность пластины выталкивателя от исключительных результатов? Ответ заключается в понимании того, что каждое применение предъявляет уникальные требования. Свойства материалов различаются у разных поставщиков. Геометрия деталей создает локализованные концентрации напряжений. Темп производства влияет на тепловое поведение. Квалифицированное инженерное проектирование учитывает эти переменные посредством системного анализа, а не общих технических характеристик.
Рассмотрим, что такое пластина выталкивателя в процессе литья под давлением: она должна выдерживать термоциклы, противостоять износу от наполненных полимеров и обеспечивать равномерное усилие выталкивания по всей поверхности детали. Пластины выталкивателей в штамповке металла сталкиваются с другими вызовами: динамическими нагрузками высокой частоты, абразивным контактом с материалом и требованиями к точному выравниванию. Профессиональное проектирование штампов решает эти специфические задачи за счёт:
- Оптимизации выбора материала: Соответствие марок инструментальной стали конкретным видам износа, условиям нагрузки и требованиям к отделке поверхности
- Анализ геометрии: Оценка распределения усилия снятия по периметру сложных деталей для предотвращения локальной перегрузки
- Тепловое управление: Учет выделения тепла при высокоскоростных операциях, влияющего на зазоры и поведение материала
- Планирование интеграции: Разработка систем с stripper-элементами, которые работают согласованно с другими компонентами штампа для достижения оптимальной общей производительности
Подход к проектированию пластины выталкивателя в конструкции литьевой формы дает ценные уроки для штамповочных применений. Конструкторы форм регулярно используют инструменты моделирования для прогнозирования поведения при выталкивании до начала обработки стали — методологию, которую инженеры-штамповщики всё чаще применяют для решения сложных задач, связанных с пластинами с stripper-элементами.
Как CAE-моделирование оптимизирует работу системы снятия
Звучит сложно? Не обязательно. Моделирование с использованием компьютерного инжиниринга (CAE) превращает оптимизацию пластины снятия из догадок в точную науку. До начала производства инженеры могут виртуально тестировать различные конфигурации, прогнозировать возможные проблемы и дорабатывать конструкции для достижения оптимальной производительности.
Моделирование МКЭ решает критически важные вопросы, которые традиционные методы не могут надежно ответить:
- Карта распределения сил: Визуализация распределения усилий снятия по поверхности пластины выявляет зоны, нуждающиеся в усилении или разгрузке
- Анализ прогиба: Прогнозирование прогиба пластины под нагрузкой позволяет выявлять конструкции, которые сохраняют критические зазоры на протяжении всего хода пресса
- Оптимизация жесткости пружины: Для плавающих конструкций моделирование помогает подобрать комбинации пружин, обеспечивающие постоянное усилие в рабочем диапазоне
- Прогнозирование износа: Выявление зон с высоким износом направляет решения по поверхностной обработке и планированию технического обслуживания
- Моделирование тепловых эффектов: Понимание изменений размеров, вызванных температурой, предотвращает проблемы с зазорами в процессе производства
Компании, такие как Shaoyi, используют передовое моделирование методом CAE для оптимизации конструкции выталкивающей пластины до начала изготовления инструментальной оснастки. Такой подход позволяет выявлять потенциальные проблемы на раннем этапе — когда изменения стоят копейки, а не доллары — и ускоряет переход от концепции к готовой производственной оснастке.
Методология, основанная на моделировании, оказывается особенно ценной при оценке выбора между фиксированной и плавающей конструкцией выталкивающей пластины. Вместо того чтобы полагаться исключительно на основанные на опыте правила, инженеры могут смоделировать обе конфигурации для конкретного применения и объективно сравнить их прогнозируемую эффективность. Иногда анализ показывает, что хорошо спроектированная фиксированная пластина справляется с задачей, традиционно решаемой с помощью плавающих конструкций — или наоборот.
Точное производство для получения бездефектного результата
Даже самый продуманный дизайн не даст результата без точного производства, которое воплотит его в жизнь. В автомобильной промышленности особенно высоки требования к производственным возможностям, обеспечивающим постоянное изготовление оснастки в строгом соответствии с жесткими техническими условиями. Именно здесь сертификаты, такие как IATF 16949, приобретают реальное значение, а не остаются просто формальностью.
Сертификат IATF 16949 свидетельствует о наличии системы менеджмента качества, специально разработанной для требований автотранспортной цепочки поставок. Для производства с stripper-плитами это означает:
- Документированный контроль процессов: Каждый производственный этап следует проверенным процедурам, гарантирующим воспроизводимость
- Валидация измерительных систем: Инспекционное оборудование регулярно проходит калибровку и проверку на соответствие характеристик
- Отслеживаемость: Сертификаты материалов и записи о технологических процессах связывают готовые компоненты с исходными материалами
- Постоянное совершенствование: Систематический анализ данных о качестве обеспечивает постоянное совершенствование процессов
Когда точность пластины выталкивателя напрямую влияет на качество детали — и автопроизводители отслеживают дефекты по всей цепочке поставок — такие производственные контрольные меры становятся необходимыми, а не факультативными. Например, покрытие пластины выталкивателя серебром требует постоянной подготовки поверхности и контроля толщины гальванического покрытия, которые могут обеспечить только строгие производственные процессы.
Разница между приемлемой и исключительной производительностью пластины выталкивателя зачастую сводится к точности изготовления — способности стабильно изготавливать компоненты, соответствующие проектным параметрам с точностью до микрон, а не до десятых долей миллиметра.
Профессиональные инженерные услуги по разработке штампов объединяют эти возможности — моделирование CAE, сертифицированное производство и экспертные знания в области применения — для создания решений с оптимизированными прижимными пластинами, адаптированными к конкретным требованиям. Инженерная команда Shaoyi является примером такого комплексного подхода, предлагая быстрое прототипирование всего за 5 дней и достигая показателя утверждения с первого раза на уровне 93% благодаря методологии проектирования, основанной на симуляциях. Их комплексные возможности проектирования и изготовления пресс-форм удовлетворяют высокие требования автомобильной отрасли, где как фиксированные, так и плавающие конструкции прижимных пластин требуют экспертного инженерного подхода для соответствия стандартам OEM.
Ключевые преимущества сотрудничества со специалистами по точному проектированию штампов включают:
- Возможности быстрого прототипирования: Сокращение сроков разработки благодаря оперативному изготовлению оснастки для проверочных испытаний
- Высокий процент утверждения с первого раза: Подтверждённые симуляцией проекты сокращают количество итераций наладки и ускоряют выход на серийное производство
- Оснастка по стандартам OEM: Соответствие требованиям заказчиков из автомобильной отрасли к документации, качеству и прослеживаемости
- Оптимизация для конкретного применения: Воспользуйтесь инженерной экспертизой, которая подбирает конструкцию прижимной пластины в соответствии с вашими уникальными требованиями
Независимо от того, требуется ли вам покрытие прижимной пластины серебром для обеспечения коррозионной стойкости или специальная закалка для работы с абразивными материалами, точная инженерия гарантирует, что готовые инструменты будут работать должным образом — от первого изделия до конца срока эксплуатации.
Поскольку высокое качество инженерных решений закладывает основу для оптимальной работы прижимной пластины, рассмотрим ключевые компоненты и аксессуары, завершающие систему.
Основные компоненты и аксессуары прижимных пластин
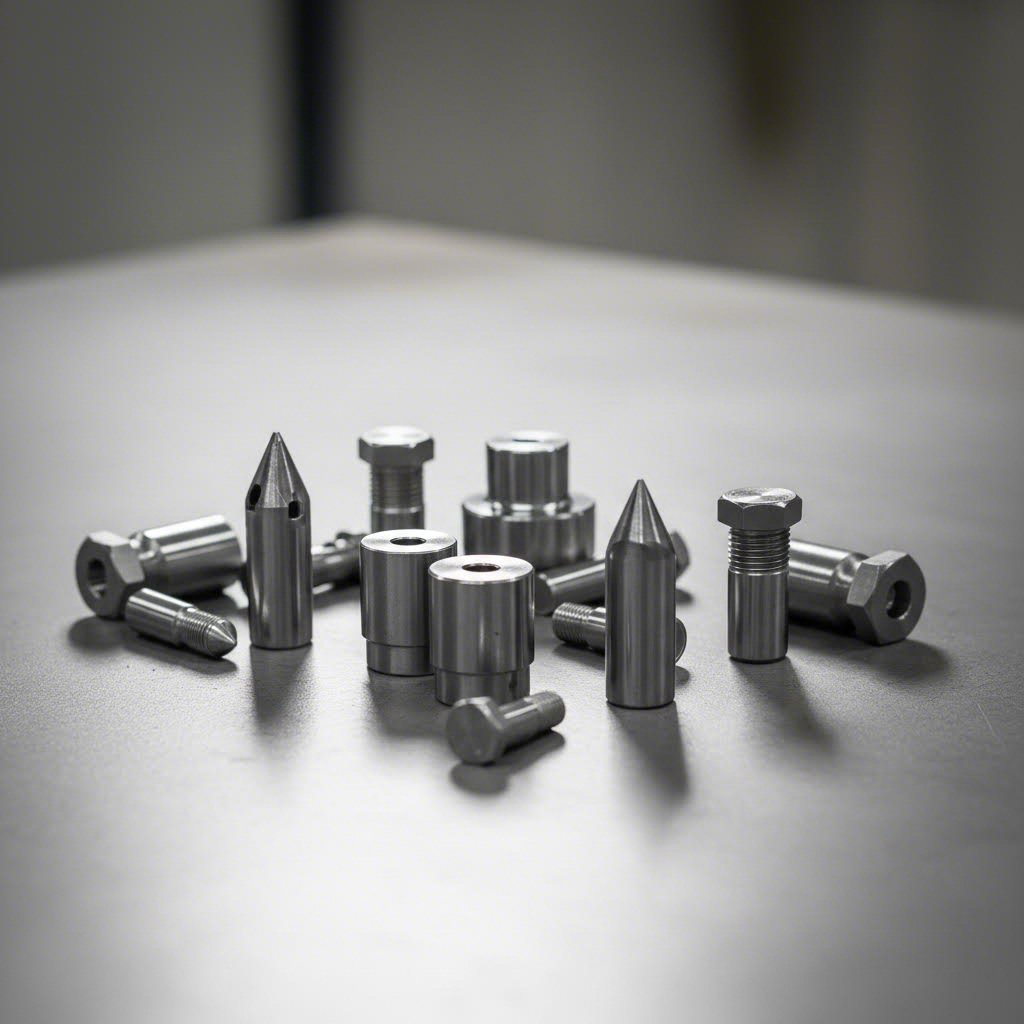
Выбор вашей прижимной пластины — будь то фиксированная или плавающая — представляет собой лишь часть полной системы. Компоненты вокруг этой пластины значительно влияют на общую производительность штампа, срок службы инструмента и качество деталей. Направляющие пробойники, держатели пружин и болты прижимной пластины работают совместно с выбранной конструкцией пластины, создавая надежную систему съёма.
Представьте себе следующее: даже самая лучшая плавающая выталкивающая плита работает неэффективно, если она используется с неподходящими направляющими пуансонами или неправильно подобранными пружинами. Понимание этих вспомогательных компонентов помогает вам создавать целостные системы, а не отдельные решения.
Выбор направляющих пуансонов для систем с выталкивающими пластинами
Направляющие пуансоны выполняют важную функцию, выходящую за рамки простого пробивания отверстий. Эти прецизионные компоненты обеспечивают точное позиционирование ленты на протяжении всех операций многопозиционного штампа, гарантируя, что каждая позиция взаимодействует с заготовкой строго в нужном месте. Выбирая карбидные направляющие пуансоны для крепления к выталкивающим пластинам, вы инвестируете в точность центровки, которая сохраняется на всех позициях штампа.
Прямые направляющие пуансоны для выталкивающих пластин должны соответствовать высоким требованиям:
- Коаксиальность: Диаметр направляющего пуансона должен быть соосен хвостовику с точностью до микрон, чтобы предотвратить накопление ошибок позиционирования
- Поверхностная отделка: Гладкая поверхность направляющего пуансона снижает трение при продвижении ленты и уменьшает износ отверстий
- Твердость: Кончик направляющей пробойки должен быть устойчив к износу при многократном контакте с материалом и сохранять стабильность размеров
- Точность длины: Правильная глубина вхождения направляющей пробойки обеспечивает точное позиционирование ленты до начала контакта пробивных пуансонов с материалом
Соотношение между вхождением направляющей пробойки и типом прижимной плиты требует тщательного внимания. В конструкциях с фиксированными прижимами направляющие должны полностью войти в ленту до того, как пробивные пуансоны пройдут через поверхность плиты. Плавающие прижимы обеспечивают большую гибкость — пружинная плита удерживает материал, пока происходит позиционирование направляющих, создавая контролируемую последовательность вхождения и снижая риск смещения
Ключевые компоненты, повышающие эффективность прижимной плиты
Помимо направляющих пробойков, на эффективность работы системы прижимной плиты в течение всего срока эксплуатации влияют несколько категорий компонентов:
- Варианты держателей пружин: Эти компоненты фиксируют пружины сжатия в плавающих прижимных пластинах. Качественные фиксаторы сохраняют положение пружин в течение миллионов циклов, предотвращая ослабление или смещение, которые вызывают неравномерное усилие снятия детали. Рассмотрите фиксаторы с буртиком для надежной установки пружины или конструкции с шестигранными головками для удобной регулировки.
- Конфигурации прижимных болтов: Болты, соединяющие плавающие пластины с элементами штампа, должны обеспечивать баланс между прочностью и регулируемостью. Резьба мелкого шага позволяет точно контролировать предварительное натяжение, тогда как стандартная резьба обеспечивает более простую замену. Выбор материала болтов — от стандартной легированной стали до высококачественных марок — влияет на срок службы при циклических нагрузках.
- Системы направляющих пальцев и втулок: Правильное направление пластин предотвращает боковое перемещение, которое вызывает трение пуансона о верхнюю поверхность прижимной пластины. Прецизионные шлифованные направляющие пальцы в паре с качественными втулками сохраняют выравнивание даже при накоплении износа.
- Фиксирующие пластины и опорные блоки: Эти вспомогательные компоненты распределяют усилия снятия по поверхности пластины, предотвращая локальные прогибы, которые влияют на качество деталей.
Расстояние перемещения пуансона — длина хода, на которую пуансоны продвигаются за пределы пластины съёмника — существенно влияет на выбор компонентов. Более длинный ход пуансона требует более надёжного направляющего контроля и большей длины хода пружин в плавающих конструкциях. Когда пластина съёмника пуансона трётся о верхнюю поверхность при несоосности, оба компонента подвергаются ускоренному износу.
Сравнение направляющих пуансонов из карбида и стандартных
Одним из наиболее значимых решений по компонентам является выбор материала направляющего пуансона. Выбор между карбидными направляющими и стандартной инструментальной сталью влияет на срок службы инструмента, интервалы технического обслуживания и долгосрочные эксплуатационные расходы.
| Характеристика | Карбидные прямые направляющие пуансоны | Стандартные направляющие из инструментальной стали |
|---|---|---|
| Износостойкость | Исключительный — сохраняет диаметр в течение миллионов циклов | Хороший — постепенный износ требует периодической замены |
| Начальные затраты | в 3-5 раз выше, чем у стандартных аналогов | Меньшие первоначальные вложения |
| Лучшие применения | Массовое производство, абразивные материалы, жесткие допуски | Средние объемы, неабразивные материалы, стандартные допуски |
| Риск разрушения | Повышенная хрупкость требует аккуратного обращения | Более устойчив к ударам и несоосности |
| Возможность переточки | Ограничена — обычно заменяются, а не перетачиваются | Множественная переточка продлевает срок службы |
Цельные твердосплавные направляющие пуансоны для крепления к съемным пластинам обеспечивают значительные преимущества в сложных условиях эксплуатации. При обработке абразивных материалов, таких как нержавеющая сталь или электротехническая сталь, твердосплавные направляющие значительно дольше сохраняют точный диаметр по сравнению со стандартными аналогами. Для производств, работающих в три смены с минимальным плановым простоем, снижение частоты замены зачастую оправдывает более высокие первоначальные затраты.
Однако хрупкость карбида требует осторожности. Неправильная установка матрицы, случайный удар или сильное несовпадение осей могут мгновенно привести к разрушению карбидных направляющих, в то время как инструментальная сталь пережила бы такие повреждения, ограничившись лишь поверхностными дефектами. Эти особенности влияют не только на выбор материала, но и на тип выбранной прижимной пластины: последовательность контролируемого зацепления плавающих прижимных пластин снижает динамические нагрузки, угрожающие карбидным компонентам.
Решения на уровне отдельных компонентов суммируются по всей системе штампа. Использование высококачественных карбидных пробойников, закреплённых на прижимной пластине, при одновременном пренебрежении качеством пружинных фиксаторов создаёт систему, производительность которой ограничена самым слабым элементом.
При выборе направляющих пинолей и аксессуаров для вашей системы выталкивателя, учитывайте полные условия эксплуатации. Согласуйте уровни качества компонентов по всей системе, подберите материалы, подходящие для вашего объема производства, и обеспечьте согласованную работу всех элементов с выбранной конструкцией фиксированной или плавающей пластины.
Стрипперные бары и кольца как альтернативные решения
До сих пор мы сосредотачивались на выборе между фиксированной и плавающей плитой выталкивателя — но что, если пластина вообще не является правильным решением? Иногда лучшее решение не в выборе между фиксированной и плавающей конструкцией. Иногда нужно отойти назад и понять, что стрипперные бары или кольца могут более эффективно удовлетворить ваши потребности.
Эти альтернативные методы выталкивания занимают важные ниши в конструкции штампов. Понимание, в каких случаях каждый из подходов наиболее эффективен, помогает избежать излишней сложности в простых приложениях и гарантирует, что сложные штампы получают соответствующие решения.
Когда стрипперные бары превосходят пластины
Представьте простую операцию вырубки — один пуансон изготавливает простые круглые или прямоугольные детали из листового материала. Нужна ли для этого применения полная прижимная плита со всей сопутствующей сложностью и стоимостью? Часто ответ — нет.
Прижимные планки предлагают упрощённую альтернативу для более простых конфигураций штампов. Эти узкие полосы из закалённой инструментальной стали устанавливаются поперёк отверстия матрицы и контактируют с заготовкой по обе стороны от пуансона. Когда пресс возвращается, планки удерживают материал, пока пуансон выходит.
Рассмотрите использование прижимных планок, если ваше применение включает:
- Простые штампы для вырубки: Одностадийные операции с несложной геометрией деталей выигрывают от снижения сложности конструкции
- Большие размеры пуансона: Когда требуются прижимные плиты шире, чем доступный материал, планки, перекрывающие отверстие матрицы, обеспечивают практичное решение
- Быстросменные инструменты: Планки позволяют быстрее получить доступ к пуансону для замены или заточки по сравнению с демонтажом полных плит
- Ограниченная высота штампа: Минимальный вертикальный профиль планок сохраняет закрытую высоту в приложениях с ограниченным ходом пресса
- Проекты с ограниченным бюджетом: Планки требуют меньше материала и механической обработки по сравнению с полными пластинами, что снижает затраты на оснастку
Какой компромисс? С stripper-планки обеспечивают меньший контроль над материалом по сравнению с пластинами. Они контактируют с заготовкой только по узким линиям, а не по всей поверхности. Для тонких материалов или операций, где плоскостность детали не критична, это ограничение редко имеет значение. Для применений, требующих точного удержания материала, stripper-пластины остаются более предпочтительным выбором.
Кольцевые stripper'ы для специализированных применений
Что насчет круглых пуансонов, работающих автономно? Кольцевые stripper'ы — также называемые stripper-кольцами или втулочными stripper'ами — концентрически охватывают отдельные пуансоны, обеспечивая локализованное усилие выталкивания точно там, где это необходимо.
Эта альтернатива plate stripper'ам отлично зарекомендовала себя в определенных сценариях:
- Операции пробивки одиночным пуансоном: Когда одно круглое отверстие доминирует в функции матрицы, кольцевой съемник обеспечивает эффективный съем без необходимости использования полной пластины
- Инструменты для тавотного пробивного пресса: Отдельные пробивные станции выигрывают от автономных систем съема, которые перемещаются вместе с каждым инструментом
- Пробойники большого диаметра: Массивные круглые пробойники создают значительные усилия съема, сосредоточенные на небольшой площади — кольца эффективно справляются с такими нагрузками
- Применение при модернизации: Добавление функции съема к существующим матрицам зачастую проще выполнить с помощью колец, чем устанавливать полноценные пластинчатые системы
- Варианты со встроенными пружинами: Кольцевые съемники могут оснащаться индивидуальными пружинами, обеспечивая плавающее поведение для каждого пробойника отдельно
Кольцевые съемники, как правило, устанавливаются в матричную плиту или держатель с небольшим натягом или с помощью установочных винтов. Внутренний диаметр кольца обеспечивает направление пробойника, в то время как его нижняя поверхность контактирует с заготовкой при съеме. Такая двойная функция — направление и съем — делает кольца особенно ценными для длинных тонких пробойников, склонных к прогибу
Выбор между пластинами, планками и кольцами
Как определить, какой метод снятия подходит для вашего применения? Решение зависит от сложности матрицы, геометрии детали и производственных требований:
| Метод снятия | Лучшие применения | Основные преимущества | Основные ограничения |
|---|---|---|---|
| Съемные пластины (фиксированные/плавающие) | Пошаговые штампы, сложные геометрии, прецизионные детали | Полный контроль материала, направление пуансона, универсальность | Более высокая стоимость, более сложная конструкция |
| Съемные планки | Простое вырубание, крупные детали, быстросменные штампы | Более низкая стоимость, простой доступ к пуансону, минимальная высота | Ограниченное удержание материала, меньшая точность |
| Съемники колец | Круглые пуансоны, инструменты для башенной головки, применение при модернизации | Сконцентрированное усилие, направляющие для пуансонов, модульная конструкция | Только круглые пуансоны, требуется отдельная настройка |
При оценке вариантов задайте следующие ориентирующие вопросы:
- Сколько пуансонов требуют снятия? Несколько пуансонов, расположенных близко друг к другу, предпочтительнее с пластинами; изолированные пуансоны могут подходить для реек или колец
- Какую геометрию детали я производлю? Сложные контуры требуют использования пластин; простые формы работают с планками или кольцами
- Насколько критична плоскостность материала? Жесткие требования к плоскостности предполагают использование полных прижимных плит
- Каковы ограничения моего бюджета? Ограниченный бюджет может сделать предпочтительными более простые решения с планками в соответствующих случаях
- Как часто я буду менять пуансоны? Частая смена предполагает использование планок или колец для более легкого доступа
Наилучшее решение для съёма соответствует реальным требованиям применения — а не самому сложному из доступных вариантов. Простые вырубные штампы с прижимными пластинами являются избыточно спроектированными; прогрессивные штампы, оснащённые только прижимными планками, — недостаточно продуманными.
Многие производственные штампы стратегически комбинируют эти методы. Прогрессивный штамп может использовать плавающую прижимную плиту на большинстве позиций, одновременно применяя кольцевые прижимы для отдельных крупногабаритных пуансонов, создающих значительные усилия съёма. Такой гибридный подход оптимизирует систему съёма каждой позиции под конкретные требования.
Теперь, когда альтернативные решения для снятия заготовок понятны, вы готовы к всестороннему сравнению, которое объединяет все эти варианты в единую систему выбора.
Полное сравнение фиксированной и плавающей матриц
Вы изучили фиксированные матрицы, плавающие конструкции, прецизионные решения и альтернативные методы снятия. Теперь пришло время объединить всё это в исчерпывающее сравнение, которого вы ждали — пошаговый анализ, объединяющий все ключевые факторы в практические рекомендации по принятию решений.
Речь не идет о выборе универсального победителя. Вместо этого вы получите четкую структуру, позволяющую подбирать каждый тип матрицы под конкретные требования применения. Правильный выбор полностью зависит от ваших уникальных производственных потребностей, характеристик материала и приоритетов производительности.
Сравнение фиксированной и плавающей матриц
При оценке выбора между съемной и плавающей пластиной наибольшее значение имеют шесть параметров. В следующей сравнительной таблице представлены все три уровня решений — прецизионные, плавающие и фиксированные — по этим критическим факторам производительности:
| Критерий оценки | Точное инженерное проектирование решений | Плавающие пластины съема | Фиксированные пластины съема |
|---|---|---|---|
| Возможности по усилию съема | Оптимизировано с помощью моделирования МКЭ для конкретных требований применения; выдерживает 10–25% усилия пуансона благодаря точной калибровке | Регулируется подбором пружин; как правило, эффективно справляется с более высокими усилиями съема | Ограничено усилиями, допустимыми при жестком креплении; наилучшим образом подходит для применений с низкими нагрузками |
| Диапазон толщины материала | Полный диапазон возможностей — от тонких до толстых материалов с оптимизацией под конкретное применение | Превосходно работает с материалами толще 1,5 мм; справляется с толстым прокатом, требующим контролируемого давления | Оптимально для тонколистовых материалов толщиной менее 1,5 мм; испытывает трудности с более толстым прокатом |
| Требования к обслуживанию | Прогнозирующее техническое обслуживание, обеспечиваемое данными моделирования; оптимизированные интервалы обслуживания | Регулярный осмотр и замена пружин; требуется периодическая регулировка | Минимальное техническое обслуживание; меньше изнашивающихся компонентов, требующих контроля или замены |
| Начальные затраты | Премиальные инвестиции; самые высокие первоначальные затраты компенсируются оптимизацией производительности | Умеренные до высоких; на 20–40 % выше, чем у фиксированных альтернатив | Наименьшие первоначальные инвестиции; экономически выгодно для соответствующих применений |
| Лучшие применения | Требования автопроизводителей (OEM), производство без дефектов, сложные ступенчатые штампы | Толстые материалы, ступенчатые штампы, предотвращение отрыва облоя, точное позиционирование | Штамповка тонколистовых материалов, высокоскоростные операции, простая вырубка, электронные компоненты |
| Соответствие объему производства | Производство больших объемов с жесткими требованиями к качеству; миллионы циклов | Средние и высокие объемы; замена пружин требует периодического технического обслуживания | Все объемы; особенно экономически выгодно для высокоскоростных процессов с высоким объемом тонких материалов |
Обратите внимание, как каждый вариант занимает отдельную область производительности. Точные инженерные решения обеспечивают максимальные возможности, но требуют соответствующих инвестиций. Плавающие конструкции сочетают универсальность и приемлемую сложность. Фиксированные пластины предлагают простоту и экономичность для задач, соответствующих их возможностям
Матрица выбора по типу применения
Помимо общего сравнения, конкретные сценарии применения указывают на четкие рекомендации. Используйте эту матрицу, чтобы сопоставить характеристики вашего проекта с наиболее подходящим типом выталкивающей пластины:
| Сценарий применения | Рекомендуемое решение | Обоснование |
|---|---|---|
| Конструкционные компоненты автомобилей с требованиями IATF | Точностное проектирование | Требования OEM к прослеживаемости, ожидание нулевых дефектов и сложные геометрии оправдывают использование высококачественной оснастки |
| Многопозиционные штампы с 5 и более позициями | Плавающая или прецизионная инженерная конструкция | Контроль материала на всех операциях предотвращает накопление погрешностей позиционирования |
| Вырубка толстого стального листа (свыше 2 мм) | Плавающая | Сила пружины компенсирует упругую деформацию материала; предотвращает вытягивание облоя |
| Высокоскоростная штамповка контактных площадок разъединителя | Установлено | Тонкие материалы и экстремальные скорости требуют жесткой стабильности вместо эластичной податливости |
| Прототипное и мелкосерийное производство | Установлено | Меньшие инвестиции целесообразны, когда оснастка может измениться до запуска массового производства |
| Применение нагреваемых пластин выталкивателя | Точностное проектирование | Тепловой контроль требует проектирования на основе моделирования для сохранения зазоров |
| Разработка форм с пластинами выталкивателя для прототипных форм | Плавающая или прецизионная инженерная конструкция | Регулировка позволяет вносить изменения в конструкцию; контролируемый выброс защищает поверхности детали |
| Простые круглые операции вырубки | Фиксированные (или кольцевые съемники) | Прямолинейная геометрия не оправдывает применение плавающих решений |
Когда ваше применение охватывает несколько категорий — например, прогрессивная штамповка тонких материалов на высокой скорости — соответствующим образом взвешивайте все факторы. Преобладающее требование обычно определяет выбор, а второстепенные факторы подтверждают или корректируют первоначальное направление
Компромиссы между стоимостью и производительностью раскрыты
Начальная цена покупки отражает лишь часть общей стоимости. Разумный выбор инструмки учитывает полную экономическую картину на протяжении всего производственного цикла:
- Первоначальные инвестиции: Фиксированные пластины стоят на 20-30% меньше, чем плавающие альтернативы; решения с прецизионной инженерии имеют более высокую цену
- Время настройки: Фиксированные пластины устанавливаются быстро с минимальной настройкой; плавающие конструкции требуют калибровки предварительного натяжения пружин; прецизионные решения включают оптимизированные процедуры настройки
- Частота обслуживания: Пружины в плавающих системах требуют проверки каждые 500 000–1 000 000 циклов; фиксированные пластины могут работать без обслуживания в течение многих лет
- Стоимость простоев: Остановка производства из-за съемника приводит к потерям времени независимо от первоначальных инвестиций в оснастку — выбор неподходящего типа создает постоянные расходы
- Снижение отходов: Правильный выбор съемника напрямую влияет на выход годных изделий с первого прохода; премиальные решения зачастую окупаются благодаря снижению уровня брака
- Влияние на срок службы инструмента: Подходящее усилие съема продлевает срок службы пуансона и матрицы; несоответствующие системы ускоряют износ всех режущих компонентов
Рассмотрите подход с использованием ствольных пластин и эжекторной трубки U-образной формы, применяемый в некоторых приложениях литьевых форм: первоначальные затраты на сложность обеспечивают стабильное качество деталей, что сокращает дополнительные операции и возвраты от клиентов. Тот же принцип применим к штамповке: адекватные инвестиции в системы ствольных пластин часто приносят положительную окупаемость за счет улучшения качества на последующих этапах.
Самая дорогая плита отжима — это неправильная плита, независимо от её цены. Недорогая фиксированная плита, вызывающая дополнительный брак в 2% при производстве миллиона деталей, приводит к гораздо большим расходам, чем премиальная плавающая система, обеспечивающая стабильное качество.
При расчёте окупаемости инвестиций в отжимные пластины учитывайте следующие часто упускаемые из виду факторы:
- Время инженеров: Сложные применения могут потребовать нескольких итераций настройки с использованием простых отжимных пластин — время, которое исключают решения с прецизионной инженерией
- Альтернативные издержки: Задержка запуска производства из-за устранения проблем с отжимной пластиной влечёт потерю рыночных позиций и доверия клиентов
- Каскадные эффекты: Повреждение деталей из-за отжимной пластины может вызвать проблемы на последующих этапах сборки, претензии по гарантии и негативное влияние на репутацию
- Ценность гибкости: Регулируемость плавающих отжимных пластин позволяет компенсировать различия в партиях материала и износ пуансонов без модификации штампа
Для критически важных применений — компоненты безопасности автомобилей, медицинские устройства, детали авиакосмической промышленности — гарантия производительности прецизионных или правильно подобранных плавающих систем, как правило, оправдывает их более высокую стоимость. Для стандартных деталей с допустимыми допусками фиксированные выталкиватели обеспечивают экономически эффективное решение.
Имея в распоряжении эту всестороннюю сравнительную основу, вы готовы перейти от анализа к действиям, применяя конкретные рекомендации, адаптированные к типичным производственным ситуациям.
Окончательные рекомендации по выбору плиты выталкивателя
Вы изучили технические детали, оценили компромиссы и рассмотрели весь спектр решений для съёмных пластин. Теперь пришло наиболее важное момент — преобразование всех этих знаний в уверенное действие, соответствующее вашему конкретному применению. Независимо от того, проектируете ли вы новый прогрессивный штамп, решаете проблемы в существующей штамповке или планируете запуск высокотиражного производства, эти приоритетные рекомендации направят вас к правильному выбору пластины съёма.
Помните: цель не в том, чтобы найти «лучшую» съёмную пластину в абсолютных терминах. Цель заключается в соответствии уникальным требованиям вашего применения решению, которое обеспечит оптимальную производительность, надёжность и ценность в вашей конкретной ситуации.
Ваша карта выбора съёмной пластины
После анализа бесчисленного количества применений и всесторонней оценки выбора между фиксированной и плавающей съёмной пластиной чёткие паттерны становятся очевидны. Эти приоритетные рекомендации отражают процесс принятия решений, которому следуют опытные инженеры-штамповщики:
- Для прецизионной штамповки в автомобилестроении, требующей соответствия стандарту IATF: Сотрудничайте с сертифицированными специалистами по проектированию штампов, которые совмещают возможности моделирования CAE с производством, подтверждённым сертификатами качества. Высокие требования к автомобильным применениям — последствия для безопасности, необходимость прослеживаемости у OEM-производителей и ожидание отсутствия дефектов — требуют решений, разработанных с высокой точностью, а не типовых подходов. Компании, такие как Shaoyi, демонстрируют такой уровень возможностей, предлагая быстрое прототипирование всего за 5 дней и достигая показателя утверждения с первого раза на уровне 93% благодаря методологии проектирования, основанной на моделировании. Их сертификация IATF 16949 и всесторонний опыт в проектировании пресс-форм делают их ценным ресурсом, когда ваше применение требует профессиональной поддержки в области проектирования штампов.
- Для тонких материалов толщиной менее 1,5 мм: Фиксированные прижимные пластины обеспечивают экономичную и надежную работу. Жесткая конструкция крепления обеспечивает отличное направление пуансона, минимальные требования к обслуживанию и стабильную работу на протяжении миллионов циклов. К этой категории относятся высокоскоростная штамповка электроники, тонкостенные автомобильные кронштейны и простые операции вырубки. Не усложняйте конструкцию для таких применений — сохраните бюджет на дорогостоящую оснастку для проектов, которым действительно требуются плавающие или прецизионные решения.
- Для толстых материалов или многооперационных штампов: Плавающие прижимные пластины обеспечивают контролируемое давление и требуемую обработку материала. Конструкция с пружинной нагрузкой компенсирует упругую деформацию материала, предотвращает вытягивание облоя и компенсирует износ пуансона в ходе длительных производственных циклов. При обработке заготовок толщиной более 1,5 мм или использовании многооперационных штампов с несколькими позициями регулируемость и активное усилие съема в плавающих конструкциях, как правило, оправдывают их более высокую первоначальную стоимость.
- Для прототипа и разработки: Начинайте с фиксированных съемников, если конкретные требования применения не указывают однозначно иное. Более низкие первоначальные затраты оправданны, когда конструкция может изменяться до запуска в производство. Вы всегда можете перейти к плавающим системам при изготовлении производственной оснастки, если результаты пробного запуска указывают на такую потребность.
- Для специализированного оборудования: Рассмотрите конкретные требования вашего оборудования. Плита съемника для дровокола Yardmax, например, сталкивается с совершенно другими условиями по сравнению с точной штамповочной оснасткой — сильные ударные нагрузки, воздействие внешней среды и другие характеристики материала. Подбирайте тип съемника в соответствии с реальными условиями эксплуатации, а не применяйте универсальные правила штамповочных матриц. Аналогично, применение плит съемника Ingun в испытательном оборудовании требует высокой точности центровки, что может предпочтительнее при фиксированной конструкции, несмотря на другие факторы, указывающие на плавающие альтернативы.
Подберите правильный тип съемника для вашего применения
Помимо приоритетных рекомендаций, рассмотрите следующие специфические рекомендации, которые помогут точнее подобрать необходимое оборудование:
- Когда важна плоскостность детали: Плавающие выталкиватели с контролируемым усилием прижима предотвращают подъем материала, вызывающий геометрические искажения во время резки
- При обработке материалов разной толщины: Регулируемые пластины выталкивателя оправдывают себя благодаря возможности адаптации к различным материалам без изменения штампа
- Когда удержание облоя вызывает проблемы с качеством: Активное прижимное усилие плавающих конструкций значительно снижает задержку облоя на рабочих поверхностях пуансонов
- Когда ограничена высота штампа: Фиксированные выталкиватели с минимальным вертикальным габаритом экономят ценное закрытое пространство в условиях ограниченной высоты пресса
- Когда интервалы для технического обслуживания ограничены: Сниженное количество компонентов в фиксированных конструкциях означает, что требуется проверять, регулировать или заменять меньше деталей
- При обработке абразивных материалов: Подбирайте выбор съемника в паре с соответствующими покрытиями и высококачественными материалами направляющих пуансонов для увеличения срока службы
Учтите, что специализированные применения, такие как замена плит съемников для дровоколов Yardmax, полностью следуют иным критериям отбора — с акцентом на прочность и устойчивость к ударным нагрузкам, а не на точность, которая является определяющей при выборе штампов
Рекомендации экспертов для типовых ситуаций
Для читателей, сталкивающихся с конкретными решениями, ниже приведены прямые рекомендации, основанные на наиболее распространенных сценариях применения:
- Запуск новой программы последовательного штампа: Инвестируйте в компьютерное моделирование (CAE) на этапе проектирования, чтобы оптимизировать конфигурацию плиты съемника до начала обработки стали. Стоимость моделирования составляет лишь небольшую долю от расходов на доработку при пробной эксплуатации
- Нестабильное качество деталей: Оцените, соответствует ли текущий тип съемника требованиям по толщине и сложности материала. Переход от фиксированного к плавающему типу часто устраняет постоянные проблемы с качеством.
- Планирование производства автомобилей в больших объемах: На ранних этапах программы привлекайте специалистов по проектированию штампов, сертифицированных по IATF. Инженерная команда Shaoyi предоставляет экономичные, высококачественные инструменты, разработанные в соответствии со стандартами OEM, с возможностями производства высокого объема, которые масштабируются в соответствии с вашими производственными потребностями.
- Сочетание ограничений бюджета с требованиями к производительности: Используйте фиксированные съемники там, где это уместно, чтобы сохранить бюджет для применения плавающих или прецизионных решений в тех случаях, когда они действительно необходимы.
- Модернизация существующих штампов: Кольцевые съемники предлагают практичный путь модернизации, позволяя добавить съемку по типу плавающего съемника на отдельные позиции пуансонов без полной замены плит.
Решение о выборе между фиксированной и плавающей выталкивающей пластиной в конечном итоге сводится к одному принципу: соответствие вашего решения реальным требованиям. Недостаточная инженерная проработка вызывает проблемы с качеством; чрезмерная — ведёт к потере ресурсов. Оптимальное решение заключается в честной оценке того, что действительно требуется от вашего применения.
При выборе выталкивающей пластины помните, что это решение связано со всеми другими аспектами проектирования штампа. Наилучший выбор выталкивающей пластины учитывает геометрию пуансона, характеристики материала, объёмы производства, требования к качеству и возможности обслуживания как взаимосвязанные факторы, а не изолированные переменные. Если возникают сомнения, обратитесь к опытным инженерам-штамповщикам, которые смогут оценить полную картину вашего применения и порекомендовать решение, оптимизированное для вашего конкретного успеха.
Часто задаваемые вопросы о фиксированных и плавающих выталкивающих пластинах
1. Что такое выталкивающая пластина в пресс-форме?
Пластина-съемник является важным компонентом штампа, который удаляет материал заготовки с пуансонов после каждого хода. Она может быть фиксированной (жестко закрепленной) или плавающей (с пружинным приводом). Фиксированные съемники удаляют материал, но не удерживают его во время работы, тогда как плавающие съемники активно прижимают материал в процессе штамповки и используют пружинное усилие для контролируемого выталкивания. Выбор между типами напрямую влияет на качество деталей, срок службы инструмента и эффективность производства.
2. Что такое усилие снятия в приложениях пресс-инструментов?
Усилие снятия — это сила, необходимая для отделения материала, прилипшего к пуансону после резки. Обычно оно составляет от 10 до 25 % от силы вырубки. Плавающие пластины-съемники обеспечивают регулируемое усилие снятия за счет выбора пружин, тогда как фиксированные пластины зависят от хода пресса. Правильное усилие снятия предотвращает вытягивание облоя, обеспечивает чистое разделение деталей и поддерживает стабильное время цикла в операциях штамповки.
3. Когда следует использовать фиксированную пластину-съемник вместо плавающей?
Фиксированные прижимные пластины идеально подходят для тонких материалов толщиной менее 1,5 мм, высокоскоростной штамповки с частотой более 400 ходов в минуту и простых вырубных штампов. Они на 20–30% дешевле плавающих аналогов, требуют минимального обслуживания и обеспечивают отличную стабильность при штамповке прецизионных электронных компонентов. Выбирайте фиксированные прижимы, когда поведение материала предсказуемо, а регулируемое усилие прижима не является критичным.
4. Каковы основные преимущества плавающих прижимных пластин?
Плавающие прижимные пластины отлично работают с толстыми материалами свыше 1,5 мм, прогрессивными штампами и приложениями, требующими точного позиционирования деталей. Ключевые преимущества включают превосходный контроль материала во время пробивки, снижение вероятности протягивания облоя благодаря активному нижнему давлению, автоматическую компенсацию износа пуансонов и регулируемое усилие пружин. Они незаменимы, когда переменная упругая деформация материала, сложные геометрии или требования к производству без дефектов требуют контролируемого усилия снятия.
5. Чем отличаются съемные планки и кольца от съемных плит?
Съемные планки — это узкие закаленные стальные полосы, перекрывающие отверстие матрицы; они идеально подходят для простой вырубки, крупных деталей и быстросменных инструментов по более низкой цене. Кольцевые съемники охватывают отдельные круглые пуансоны и отлично подходят для одиночных операций и инструментов для револьверной головки. Плиты обеспечивают полный контроль над материалом в сложных последовательных штампах. Выбор зависит от сложности штампа: плиты — для точной многооперационной работы, планки — для простых операций, кольца — для изолированных круглых пуансонов.