 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Прочность заготовки против кованого коленчатого вала: какой выдержит ваши цели по мощности
Критическое решение по прочности, с которым сталкивается каждый сборщик двигателей
Когда вы стремитесь к высокой мощности, один вопрос не даёт покоя каждому специалисту по тюнингу двигателей: какой метод производства коленчатого вала действительно выдержит ваши цели по мощности? Независимо от того, собираете ли вы автомобиль для выходных гонок или специализированную машину для драг-заездов, понимание разницы между коленчатыми валами из прутка и коваными — это не просто технические знания, а гарантия сохранности вашего двигателя.
Вот суровая правда. Поломка коленчатого вала означает не просто сломанную деталь. Это означает катастрофическое разрушение двигателя. Речь идет о вращающейся сборке, вращающейся со скоростью тысячи об/мин, которая внезапно выходит из строя, посылая осколки через блок, головки и все остальное, во что вы вложились. Полная сборка двигателя может легко превысить от 20 000 до 50 000 долларов США для серьезных высокопроизводительных применений, и одна поломка коленчатого вала может уничтожить всё за миллисекунды.
Почему прочность коленчатого вала определяет выживание двигателя
Коленчатый вал находится в центре вашего двигателя, преобразуя интенсивное линейное движение поршней в полезную вращательную мощность. Согласно Engine Labs , опытные сборщики понимают, что выбор правильного коленчатого вала требует анализа факторов, выходящих далеко за рамки ожидаемой мощности в лошадиных силах. Каждое событие сгорания передает огромное усилие через этот единственный компонент, который должен выдерживать постоянный изгиб, крутильные нагрузки и температурные циклы — и всё это при сохранении идеального баланса.
Подумайте о том, что происходит в двигателе высокой производительности. Вы можете использовать мощный двигатель Boss Nine V8, выдающий экстремальную мощность, или тюнингованный уличный автомобиль с наддувом, где давление наддува превышает 20 PSI. В любом из этих сценариев коленчатый вал подвергается нагрузкам, которые уничтожили бы менее прочные компоненты. Разница между кованым и фрезерованным (бillet) коленчатым валом зачастую определяет, выдержит ли двигатель такие нагрузки или превратится в дорогой хлам.
Реальные последствия неправильного выбора
Неправильный выбор грозит не только потерей коленвала. Как отмечают эксперты отрасли в SoFi , одна лишь замена коленчатого вала может стоить более 3000 долларов США, включая детали и работу — а это для стандартного автомобиля. Для двигателя повышенной мощности эта сумма значительно возрастает. Но реальные расходы связаны с побочным ущербом: разрушенными поршнями, погнутыми шатунами, треснувшими блоками и испорченными головками цилиндров.
Это руководство помогает разобраться в маркетинговой шумихе и дает объективное, основанное на данных сравнение методов производства коленчатых валов. Вы узнаете:
- Как методы ковки и обработки из бруска создают принципиально разные характеристики прочности
- Конкретные пороги мощности, при которых становится необходим каждый тип коленчатого вала
- Распространенные заблуждения, из-за которых мастера переплачивают — или, что хуже, недостаточно надежно собирают двигатель
- Четкие рекомендации, основанные на ваших реальных целях по мощности и предполагаемом использовании
Как кованые заготовки, так и традиционно кованые коленчатые валы имеют законное применение в высокопроизводительных двигателях. Качественный кованый коленчатый вал прекрасно справляется с большинством уличных и гоночных сборок с высокой мощностью. Коленчатый вал из бильлета становится логичным выбором, когда вы стремитесь к экстремальному наддуву, нестандартным характеристикам или стабильной работе на высоких оборотах в течение длительного времени. Ключевое значение имеет правильный подбор метода производства под конкретные требования вашей сборки — поскольку требования к прочности значительно различаются в зависимости от уровня мощности, предполагаемого использования и частоты, с которой вы планируете выходить за эти пределы.
Как мы оценивали прочность и долговечность коленчатых валов
Кажется сложным? Понимание того, как мы сравниваем прочность кованых заготовок с производительностью из цельного бруска, не требует степени в металлургии. Однако это требует выхода за рамки заявлений производителей и маркетинговых словечек. Наша методология оценки фокусируется на измеряемых характеристиках, которые напрямую влияют на выживание вашего коленчатого вала при достижении целевых показателей мощности — или наоборот, на его превращение в слабое звено вращающейся системы.
При сравнении кованых коленчатых валов с валами, изготовленными из цельного бруска, мы отдаем приоритет реальной долговечности в условиях экстремальных нагрузок, а не теоретическим максимумам, имеющим значение только в лабораторных условиях. Кованый вал, который надежно выдерживает 1200 лошадиных сил в течение 500 проходов, более ценен, чем вал из бруска, рассчитанный на 2000 лошадиных сил, но непредсказуемо разрушающийся при 1500.
Показатели прочности, которые действительно имеют значение
Прежде чем переходить к методам изготовления, необходимо понять, что на самом деле означает «прочность» для коленчатого вала. Четыре основных показателя определяют, выдержит ли ваша вращающаяся сборка ваши мощностные амбиции:
Предел прочности при растяжении измеряет максимальное напряжение, которое материал может выдержать до разрушения при растяжении. Для коленчатых валов это особенно важно при работе на высоких оборотах, когда центробежные силы стремятся оторвать противовесы от коренных шеек.
Предел текучести указывает уровень напряжения, при котором начинается пластическая деформация. Коленчатый вал, который изгибается — даже незначительно — под нагрузкой, уже непригоден к использованию. Этот показатель показывает, какую нагрузку может поглотить ваш вал до того, как произойдёт необратимая деформация.
Сопротивление усталости характеризует способность коленчатого вала выдерживать многократные циклы напряжений без появления трещин. Согласно High Performance Academy , радиус галтели, где шейки соединяются с щеками, является одной из наиболее нагруженных частей коленчатого вала — именно здесь обычно начинается образование трещин, что сигнализирует об окончании полезного срока службы вала.
Крутильная жесткость описывает сопротивление крутящим усилиям. Каждое сгорание создает крутильные нагрузки, которые стремятся закрутить коленчатый вал подобно пружине. Недостаточная жесткость приводит к гармоническим вибрациям, ускоряющим усталостное разрушение и способным вывести из строя подшипники.
Как методы изготовления влияют на структуру зерна
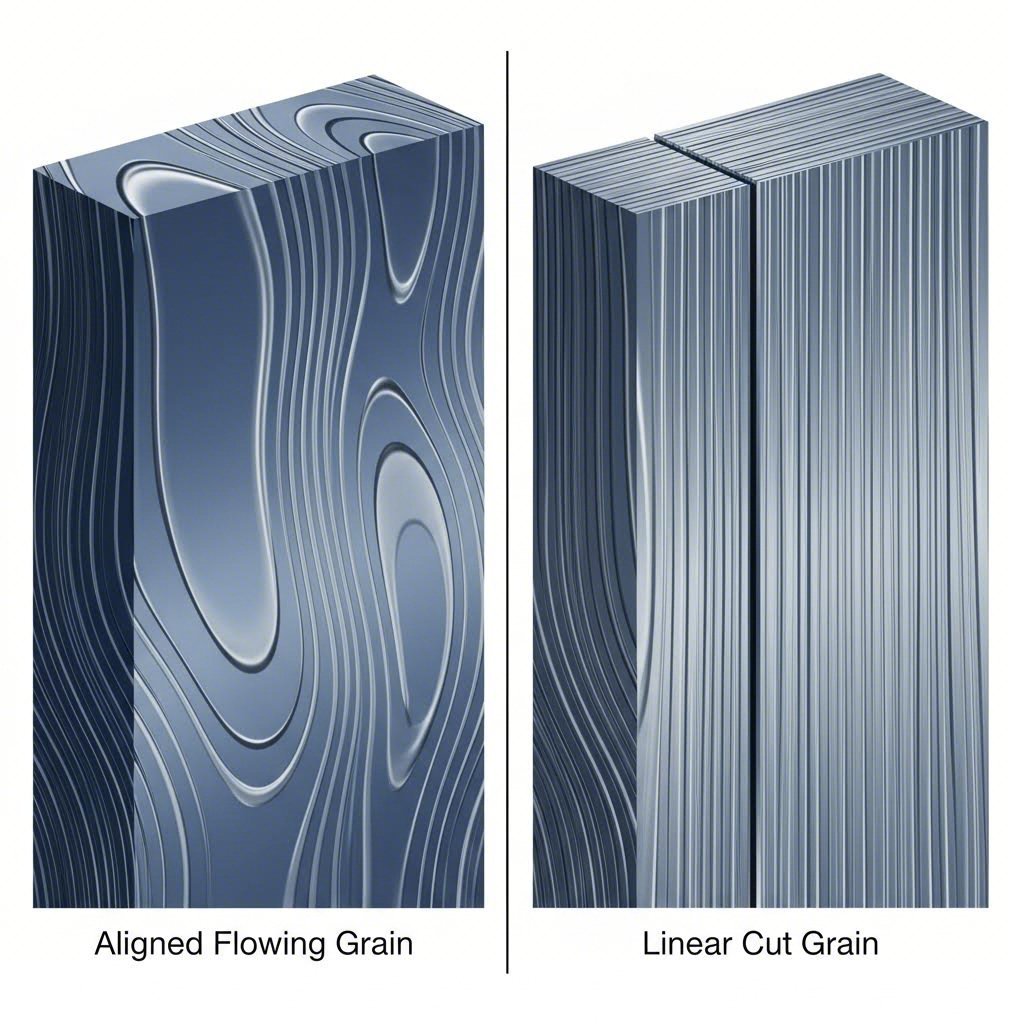
Здесь заключается главное различие между цельномачтовыми и штампованными коленчатыми валами. Когда вы обрабатываете цельномачтовой коленчатый вал из сплошного стального прутка, вы перерезаете существующую структуру зерна материала. При штамповке коленчатых валов с использованием тепла и давления зернистая структура непрерывно проходит вдоль контуров детали.
Представьте, что вы распиливаете кусок дерева. Распил поперек волокон создает слабое место, по которому древесина легко раскалывается. Но резка вдоль волокон обеспечивает максимальную прочность. Тот же принцип применим и к стали — хотя эффекты менее очевидны.
Как отмечают эксперты по обработке металлов компании MetalTek, процесс ковки изменяет структуру зерна и может «направлять» или «ориентировать» её в определённом направлении, создавая деталь с направленной прочностью. Кованые детали являются анизотропными — имеют различные значения прочности в разных направлениях, — тогда как детали из прутка, полученные механической обработкой, более изотропны и обладают равномерными свойствами по всем направлениям.
Это различие в структуре зерна создаёт удивительный парадокс. При прочих равных условиях правильно изготовленный кованый коленчатый вал сохраняет превосходный поток зерна по сравнению с валом из прутка. Однако производители валов из прутка компенсируют это использованием более качественных материалов и прецизионной механической обработкой, устраняющей дефекты, связанные с ковкой. Результат? Оба метода могут производить исключительные коленчатые валы при правильном исполнении, но они лучше подходят для разных применений.
При подборе коленчатого вала вместе с другими компонентами вращающегося узла, такими как качественные распределительные валы Lunati или высокопроизводительные распредвалы Bullet Cams, понимание различий в материалах помогает создать сбалансированный комплект. Дискуссия о шатунах типа H-образный (h beam) и I-образный (i beam) основывается на аналогичных металлургических принципах — выбор оптимального метода конструкции в соответствии с конкретными требованиями к мощности и числу оборотов.
Значение материала: сравнение сталей
Помимо метода производства, базовый материал существенно влияет на конечные характеристики коленчатого вала. Следующие марки стали вы встретите на вторичном рынке:
сталь 4340: Промышленный стандарт для высокопроизводительных коленчатых валов. Этот сплав никель-хром-молибден обеспечивает превосходную прочность на растяжение (обычно 180 000–200 000 PSI при правильной термообработке), а также хорошую вязкость и сопротивление усталости. Большинство качественных кованых и цельнодеталейных коленчатых валов изготавливаются из стали 4340.
сталь 5140: Хромистая сталь, используемая во многих серийных кованых коленчатых валах. Более низкое содержание легирующих элементов означает меньшую стоимость, но также и более низкую предельную прочность по сравнению с 4340. Подходит для умеренных тюнинговых решений, но не идеальна для экстремальных применений.
сталь 4130: Часто применяется в аэрокосмической отрасли и в некоторых облегчённых конструкциях коленчатых валов. Обеспечивает хороший показатель прочности к весу, но имеет меньшую усталостную прочность по сравнению с 4340 в применении для коленчатых валов.
Сталь EN40B: Когда 4340 уже недостаточно, серьёзные производители переходят на этот материал повышенной спецификации. Согласно исследованиям High Performance Academy совместно с Nitto Performance Engineering, в двигателях, вырабатывающих более 2500 лошадиных сил на колесах, материал 4340 не обеспечивал достаточной жёсткости. Коленчатый вал изгибался под экстремальным давлением в цилиндрах и на высоких оборотах, что приводило к металлическому контакту между шейками и вкладышами — это создавало риск катастрофического разрушения. EN40B устраняет это ограничение в самых экстремальных применениях.
Наши пять критериев оценки
В ходе этого сравнения мы ранжируем варианты коленчатых валов по следующим конкретным критериям:
- Срок службы при усталостных нагрузках: Сколько циклов работы до появления трещин, проверено при реальных уровнях мощности
- Устойчивость к крутильным нагрузкам на целевых оборотах: Сопротивление скручиванию и гармоническим вибрациям в предполагаемом диапазоне эксплуатации
- Консистентность материала и уровень брака: Меры контроля качества, обеспечивающие соответствие каждого коленчатого вала заданным спецификациям
- Эффективность термообработки: Правильное закаливание, которое максимизирует свойства материала без возникновения хрупкости
- Соотношение стоимости и уровня мощности: Экономическая эффективность для достижения ваших конкретных целей по мощности — поскольку перерасход средств на прочность коленчатого вала, которая вам никогда не понадобится, тратит ресурсы впустую, их можно было бы лучше использовать в других местах
Эти критерии определяют приоритеты того, что действительно важно, когда ваш двигатель вырабатывает мощность: надежная работа в реальных условиях. Определив эту основу, мы можем теперь рассмотреть конкретные варианты коленчатых валов и определить, какой метод производства наилучшим образом подходит для различных уровней мощности и применений
Высококачественные коленчатые валы из цельного прутка для максимальной отдачи мощности
Когда сборка вашего двигателя требует абсолютно максимальной прочности без каких-либо компромиссов, коленчатый вал из цельного прутка становится окончательным решением. Представьте, что вы начинаете с цельного стального прутка — проверенного, сертифицированного и гарантированно свободного от внутренних дефектов, — который затем обрабатывается до точной формы коленчатого вала, необходимой именно для вашей сборки. Это и есть преимущество вала из цельного прутка в его чистейшем виде
Заготовка коленчатого вала представляет собой вершину инженерного искусства в создании вращающихся узлов. В отличие от штампованных деталей, формируемых с помощью матриц, коленчатый вал из бильета изначально представляет собой однородный пруток, как правило, из стали 4340 или EN40B, который затем подвергается точной обработке на станках с ЧПУ для получения готовой детали. По словам экспертов из Engine Builder Magazine , "Бильет означает, что вы начинаете с нуля. Это чистый лист. Вы не ограничены существующими формами матриц или ограничениями процесса ковки."
Когда максимальная прочность является обязательным требованием
Именно здесь конструкция из бильета проявляет себя в полной мере: применение, при котором пределы усталости штампованных коленчатых валов просто не выдерживают экстремальных нагрузок. Речь идет о двигателях, выдающих более 2000 лошадиных сил, системах закиси азота, создающих мощные мгновенные всплески крутящего момента, или драг-карах с двойным турбонаддувом, стартующих на полной мощности с коробкой передач типа lencodrive, рассчитанной на такие нагрузки.
Коленчатый вал Howards Cams Billet Reaper LS является примером таких экстремальных возможностей. Как сообщается в Dragzine , этот коленчатый вал «способен выдерживать более 2000 лошадиных сил» благодаря использованию материала E4230 из цельного бруска, обеспечивая исключительную прочность и увеличенный срок службы коренных подшипников. Он обрабатывается на станке с ЧПУ с точными допусками, а компьютерное проектирование противовесов позволяет снизить нагрузку на подшипники и повысить точность балансировки.
Что делает конструкцию из цельного бруска особенно подходящей для таких экстремальных применений? Три ключевых преимущества:
Проверка материала перед механической обработкой: Прежде чем начнется любая обработка, производители могут проверить соответствие пруткового материала точным техническим характеристикам. В нем отсутствуют скрытые включения, пористость или неравномерность зерна — проблемы, которые могут возникнуть при ковке и оставаться необнаруженными до момента выхода из строя.
Полная свобода дизайна: Нужен нестандартный ход для литого коленчатого вала SBC? Необычное расстояние между цилиндрами у большого блока Chevy? Особое расположение противовесов? Литые детали — это решение. Как объясняет Стив Арент из Scat Crankshafts: «Литые коленчатые валы могут быть полностью спроектированы по индивидуальному заказу — под нужный ход, конфигурацию противовесов, размер шеек, систему смазки или специальные применения».
Превосходная однородность материала: Структура зерна в литой стальной заготовке линейная и равномерная по всему объему, что обеспечивает предсказуемую усталостную прочность всей детали. Эта однородность становится критически важной при крутильных нагрузках, достигающих уровней, превышающих пределы усталостной прочности штампованных коленчатых валов.
Типичные области применения литых коленчатых валов
Когда же дополнительные затраты на литой вал действительно оправданы? Такие случаи относятся к определённым категориям, где штампованные аналоги просто не способны обеспечить требуемую производительность:
Гоночные автомобили для дрэг-рейсинга с мощностью свыше 1800–2000 л.с.: Когда ваша комбинация с наддувом или турбонаддувом вырабатывает серьёзную мощность, болванка из прутка обеспечивает необходимый запас прочности. Многие гонщики, ищущие Lenco CS1 4-скоростную трансмиссию для продажи, строят двигатель, который требует прочности коленчатого вала на уровне болванки из прутка.
Применение закиси азота: Мгновенные всплески крутящего момента от закиси азота создают уникальные паттерны напряжений, которые нагружают коленчатые валы иным образом, чем при наддуве. Болванка из прутка с её однородными свойствами материала более предсказуемо выдерживает такие внезапные нагрузки.
Требования по нестандартному ходу поршня: Строите двигатель с нестандартной длиной хода? Болванка из прутка зачастую является единственным практичным решением. Брук Пайпер из Callies Performance Products отмечает: "Даже в мире большого блока Chevrolet за эти годы у нас были варианты с межцентровым расстоянием 4,840", 4,900", 5,000", 5,250" и 5,300". Вы не можете оправдать отдельную поковку для каждой из этих комбинаций — болванка из прутка является единственным практичным решением."
Тракторный пул и высоконагруженные endurance-дисциплины: Применения, требующие длительных максимальных нагрузок, выигрывают от прочности литых заготовок. Согласно отраслевым данным, некоторые сборки для тракторного пуллинга требуют 25–32 часов машинного времени на единичный коленчатый вал из литой заготовки, чтобы достичь необходимых характеристик.
Преимущества коленчатых валов из литой заготовки
- Максимальный потенциал прочности: Подтверждённое качество материала до обработки гарантирует максимально возможную прочность выбранного сплава
- Полная свобода выбора хода поршня: Любой ход, любое межосевое расстояние цилиндров, любая конфигурация противовесов — литая заготовка обеспечивает точное соответствие требованиям вашей сборки
- Однородность материала: Линейная, равномерная структура зерна по всему объёму обеспечивает предсказуемую сопротивляемость усталости
- Оптимизация зон с высокими нагрузками: Инженеры могут точно усилить шатунные шейки, коренные шейки и галтели в соответствии с потребностями
- Точность допусков: Точная обработка на станках с ЧПУ обеспечивает более высокую концентричность, баланс и точные размеры шеек по сравнению с возможностями штамповки
- Исключительный срок службы: Правильно обслуживаемые коленчатые валы из прутковой заготовки регулярно служат более 20 лет в тяжелых условиях эксплуатации
Недостатки коленчатых валов из прутковой заготовки
- Наивысшая стоимость: Коленчатые валы из прутка обычно стоят на 1000–1200 долларов США дороже аналогичных кованых изделий от производителей, таких как Callies; индивидуальные версии от Scat могут стоить на 2000–8000 долларов США больше, чем кованые варианты
- Более длительные сроки подготовки производства: Полный производственный процесс занимает несколько дней до пары недель в зависимости от сложности и загруженности производства
- Возможность возникновения концентраторов напряжений при механической обработке: Неправильно изготовленные коленчатые валы из прутка могут иметь зоны концентрации напряжений на обработанных поверхностях — поэтому контроль качества имеет огромное значение
- Не являются по своей природе прочнее кованых: Как отмечает Брук Пайпер из Callies: «Если у вас есть два коленчатых вала, изготовленных из одного и того же материала — один кованый, другой из прутка, — то кованый всегда будет прочнее благодаря сжатию зерна»
- Требуется правильная термообработка: Металл обладает «памятью», поэтому при механической обработке необходимо тщательно проводить термообработку, чтобы предотвратить изменение размеров
Главный вывод? Коленчатые валы из прутка становятся необходимыми, когда уровень мощности создает крутильные нагрузки, превышающие пределы усталостной прочности кованых коленчатых валов. Ниже этих пороговых значений вы платите повышенную цену за возможности, которые никогда не используете. Как честно признаёт Пайпер: «В девяти случаях из десяти наш кованый вал справится с задачей. Именно поэтому мы разъясняем это своим клиентам».
Качественный заготовок шатунный стержень, подобранный под коленчатый вал, завершает уравнение вращающейся сборки, но выбор коленчатого вала остаётся первостепенным. Понимание того, когда преимущества заготовка оправдывают инвестиции — по сравнению с тем, когда премиальный кованый альтернативный вариант обеспечивает равную производительность в реальных условиях — разделяет осведомлённых строителей и тех, кто просто гоняется за характеристиками, которые им никогда не понадобятся.

Кованые коленчатые валы из стали 4340 для подтверждённой производительности
Вот реальность, которая может вас удивить: для подавляющего большинства спортивных двигателей высококачественный кованый коленчатый вал из стали 4340 обеспечивает всё, что вам нужно — без премиальной цены заготовка. Когда вы поймёте, почему ковка создаёт коленчатые валы с изначально высокой прочностью, вы поймёте, почему такие производители, как Callies, построили свой успех на этой проверенной технологии.
Кованый коленчатый вал представляет собой оптимальную точку баланса, где пересекаются прочность, надёжность и стоимость. Согласно Callies Performance Products , "Девять раз из десяти наше кованое изделие справится с задачей." Это не рекламный слоган — это десятилетия гоночного опыта, превращённые в практические рекомендации для серьёзных проектов.
Оптимальное решение для высокопроизводительных сборок
Что делает коленчатый вал Callies высокого качества или аналогичный премиальный кованый коленчатый вал таким привлекательным выбором? Всё начинается с самого производственного процесса. В отличие от литья, при котором расплавленный металл заливают в формы, или обработки заготовок резанием, при которой материал удаляется из цельного прутка, ковка формирует нагретую сталь под огромным давлением. Этот процесс принципиально изменяет внутреннюю структуру металла в лучшую сторону.
Когда сталь нагревается и сжимается в штампах на прессе весом в несколько тонн, зернистая структура непрерывно следует по контурам коленчатого вала. Как объясняет Брук Пайпер из Callies: «Если у вас есть два коленвала, изготовленных из одного и того же материала — один кованый, другой из бруска (билинг), — то кованый всегда будет прочнее». Это происходит потому, что при ковке зерна сжимаются и выравниваются, создавая направленную прочность именно там, где она нужна больше всего.
Цифры говорят сами за себя. Качественные кованые коленчатые валы из стали 4340 от авторитетных производителей надежно выдерживают мощность от 1200 до 1800 лошадиных сил в правильно спроектированных применениях. Для двигателей, используемых на дороге и треке, с мощностью от 800 до 1200 л.с. — что охватывает подавляющее большинство серьёзных спортивных моторов — кованые коленвалы обеспечивают исключительное соотношение цены и качества. Согласно Spool Imports , их кованые коленвалы для двигателей LS с ходом поршня 3,622" и 4,000" прекрасно справляются с такими уровнями мощности при балансировке с качественными коваными шатунами H-образного или Drag Pro типа.
Почему важен поток зерна для сопротивления усталости
Представьте себе пучок стальных тросов, скрученных вместе и изогнутых вдоль определенного пути. Каждый трос сохраняет свою целостность, в то время как весь пучок приобретает совокупную прочность благодаря единому направлению. Примерно то же происходит со структурой зерна стали при ковке — кристаллическая структура выравнивается и повторяет форму детали.
Такое выравненное течение зерна обеспечивает превосходную усталостную прочность по сравнению с деталями, изготовленными механической обработкой из заготовки, во многих областях применения. Вот почему это важно:
Упрочнение при деформации: Сам процесс ковки вызывает упрочнение стали. По мере сжатия и формования металла его кристаллическая структура становится более плотной и устойчивой к деформации. Такое внутреннее упрочнение происходит на протяжении всего процесса ковки — вы не просто придаете металлу форму, вы делаете его прочнее.
Непрерывные границы зерен: В кованом коленчатом вале границы зерен непрерывно проходят от коренной шейки к шатунной шейке и противовесу. Нет резких переходов, где может концентрироваться напряжение. Сравните это с обработкой из прутка, при которой структура зерна перерезается независимо от окончательной формы коленчатого вала.
Сопротивление усталостным трещинам: Усталостные разрушения обычно начинаются на границах зерен, где имеется концентрация напряжений. Благодаря выровненному потоку зерен, повторяющему контуры коленчатого вала, кованые валы более равномерно распределяют напряжения и лучше сопротивляются образованию трещин по сравнению с деталями, имеющими нарушенную зернистую структуру.
Качество также во многом зависит от источника материалов и способа их обработки. Как отмечает Брук Пайпер из Callies: «Термин 4340 сталь является довольно широким. Во многих регионах мира возникают проблемы с чистотой материала, однако он всё ещё соответствует параметрам стали 4340». Именно поэтому так важно выбирать кованые коленчатые валы от производителей, контролирующих цепочку поставок материалов.
Например, Callies закупает сырьё со всего мира, чтобы создать, по их мнению, самый чистый заготовочный материал SAE 4340, используемый в линии их кованых коленчатых валов Magnum. Их линия Compstar предлагает более доступный вариант — ковка за рубежом в принадлежащих Callies формах, черновая обработка до предварительных размеров, а затем окончательная обработка в штате Огайо. Этот подход обеспечивает выгодное соотношение стоимости и качества для гоночных применений до приблизительно 1000 лошадиных сил.
Уровни качества кованых коленчатых валов
Не все кованые коленчатые валы равны между собой. Понимание уровней качества помогает сопоставить ваши инвестиции с целями по мощности:
Премиум отечественный кованый (Callies Magnum и аналогичные): Произведено в США из отечественного материала 4340 с максимальным содержанием никеля и оптимальной термообработкой. Надёжен при правильном проектировании до 1500–1800 лошадиных сил. Повышенная твёрдость поверхности достигается передовыми процессами нитрирования.
Средний уровень кованого (Callies Compstar и аналогичные): Изготовлены за рубежом в контролируемых по качеству матрицах, окончательная обработка — на отечественных предприятиях. Брук Пайпер утверждает, что они идеально подходят для «энтузиаста, которому нужен коленчатый вал большого объёма для мощности 800 лошадиных сил. Наш Compstar справится с этим без проблем». Экономически выгодны для сборок мощностью до 1000 лошадиных сил.
Экономичный кованый: Импортные заготовки с менее строгими стандартами материалов. Подходят для умеренных тюнинговых сборок, но не рекомендуются для серьёзной мощности, где важен ресурс усталостной прочности.
При сочетании кованого коленчатого вала с шатунами Carrillo высокого качества или аналогичными коваными шатунами вы создаёте вращающийся узел с согласованными характеристиками прочности. Это взаимодействие между компонентами максимизирует надёжность и при этом сохраняет разумный уровень затрат.
Преимущества кованых коленчатых валов 4340
- Отличный ресурс усталостной прочности: Ориентированная структура зерна обеспечивает превосходную устойчивость к образованию трещин и их распространению при циклических нагрузках
- Проверенная надежность: Десятилетия успеха в гонках доказывают, что кованые коленчатые валы справляются со значительной мощностью при правильном выборе параметров
- Лучшее соотношение цены и качества по сравнению с фрезерованными: Премиальные кованые коленчатые валы стоят на 1000–1200 долларов США меньше, чем аналогичные варианты из прутка, при этом подходят для 90 % применений, требующих высокой производительности
- Широкая доступность: Несколько производителей предлагают кованые варианты для популярных двигателей с разумными сроками поставки
- Повышенная прочность за счёт упрочнения при деформации: Сам процесс ковки создаёт внутренние преимущества по прочности, превосходящие базовые свойства материала
- Установленные пороги мощности: Существуют чёткие и проверенные рекомендации по использованию кованых коленчатых валов и по моменту необходимости их замены
Недостатки кованых коленчатых валов из стали 4340
- Ограниченный выбор нестандартного хода поршня: Ковка требует дорогостоящих штампов, что делает нестандартные ходы поршня непрактичными для небольших серий производства
- Возможность дефектов при ковке: Если контроль качества недостаточен, внутренние дефекты могут остаться незамеченными до возникновения отказа — всегда выбирайте проверенных производителей
- Изменчивость источников материалов: Заготовки из-за рубежа могут использовать сталь 4340, которая формально соответствует спецификациям, но с более низким содержанием никеля или менее оптимальной чистотой
- Ограниченный предел мощности: При мощности свыше 1800 лошадиных сил даже высококачественные кованые коленчатые валы приближаются к пределу усталостной прочности при длительной эксплуатации
Итог? Для 90 % спортивных двигателей с мощностью до 1500 лошадиных сил качественный кованый коленчатый вал из стали 4340 — это разумный выбор. Вы инвестируете в проверенную технологию с подтвержденной надежностью и освобождаете бюджет для других компонентов вращающегося узла, где это действительно имеет значение.
Как говорит Брук Пайпер из Callies: «Допустим, энтузиаст хочет коленчатый вал с большим блоком для 800 лошадиных сил. Наш Compstar выдержит это без проблем в течение всего дня. Если же они хотят изделие made in USA с более длительным сроком службы, им придётся потратить 3000 долларов на литой коленчатый вал, но именно этим мы и занимаемся. Мы садимся и пытаемся удовлетворить потребности клиента». Честный подход — подбор коленчатого вала в соответствии с реальными требованиями, а не максимальными характеристиками — вот что отличает осведомлённых строителей от тех, кто просто гонится за правом похвастаться.
Точные горячекованные коленчатые валы с сертифицированным качеством
Что отличает хороший кованый коленчатый вал от великолепного? Это не просто стальной сплав или базовый процесс ковки — это точность, стабильность и контроль качества каждого компонента, выходящего с производственной линии. Для профессиональных сборщиков двигателей и гоночных команд, которые не могут позволить себе вариативность, кованые коленчатые валы горячей штамповки, произведённые в соответствии с сертификатом IATF 16949, представляют собой профессиональное решение, которое заполняет разрыв между стандартными коваными вариантами и премиальными цельноточёными конструкциями.
Когда вы сравниваете литые и кованые коленчатые валы, различия очевидны. Однако даже внутри категории кованых валов качество производства может сильно различаться. Точный коленчатый вал горячей штамповки, произведённый с применением передовых методов контроля процесса и сертифицированной системы управления качеством, обеспечивает стабильность, недостижимую для обычных поковок, — и при этом по цене, оправданной для серьёзных проектов.
Сертифицированный контроль качества для критически важных компонентов
Вы, вероятно, сталкивались с сертификатом IATF 16949, не до конца понимая, что он означает для качества коленчатых валов. Этот международно признанный стандарт управления качеством специально ориентирован на требования к производству в автомобильной промышленности и предъявляет жесткие требования к контролю процессов, документированным процедурам и протоколам непрерывного совершенствования. Когда производитель имеет этот сертификат, вы получаете не просто коленчатый вал — вы получаете гарантию стабильности производства.
Почему это важно для вашей вращающейся сборки? Подумайте, что происходит во время литья или основных операций ковки коленвала без строгого контроля:
- Колебания температуры при нагреве создают неоднородную зернистую структуру
- Износ штампов приводит к размерным отклонениям между партиями продукции
- Недостаточный контроль позволяет поставлять дефектные компоненты
- Замена материалов или их загрязнение остаются незамеченными
Сертифицированная прецизионная штамповка устраняет эти переменные. По словам Queen City Forging, процесс штамповки способствует более однородной структуре материала, уменьшая наличие включений или ликваций, которые могут выступать в качестве концентраторов напряжений и приводить к разрушению. В сочетании с протоколами качества IATF 16949 каждый коленчатый вал соответствует заданным спецификациям — не только большинство из них.
Сертификация также обеспечивает прослеживаемость. В случае возникновения проблемы сертифицированные производители могут отследить материалы, процессы и проверки по всей производственной цепочке. Для автогоночных команд, использующих несколько двигателей, или сборщиков двигателей, которым необходимо защищать свою профессиональную репутацию, такая документация дает бесценное спокойствие.
Как прецизионная штамповка максимизирует преимущества структуры зерна
Передовые процессы горячей штамповки используют врожденные преимущества кованой конструкции и усиливают их за счет инженерной оптимизации. Когда сталь нагревается до точных температур и формируется в тщательно разработанных матрицах в контролируемых условиях, преимущества структуры зерна, о которых мы говорили ранее — выравнивание потока, упрочнение деформацией и направленная прочность — достигают своего максимального потенциала.
Вот что обеспечивает прецизионная штамповка по сравнению со стандартными процессами:
Оптимизированный дизайн матриц: Внутренние инженерные команды используют компьютерное моделирование для проектирования штампов, которые максимизируют поток зерна через критические зоны напряжения. Все радиусы скруглений, переходы шеек и основания противовесов получают целенаправленную ориентацию зерна, а не просто ту структуру, которую даёт базовый процесс штамповки.
Контролируемые скорости деформации: Скорость и давление, прилагаемые во время ковки, влияют на конечные свойства. Как отмечается в исследованиях по ковке, степень упрочнения деформацией можно контролировать путем регулировки степени деформации и температуры во время ковки, что позволяет оптимизировать механические свойства материала. Предприятия точной ковки точно контролируют эти параметры.
Стабильная термообработка: Послековочные процессы термообработки, такие как закалка, отпуск и отжиг, дополнительно улучшают механические свойства. Аттестованные предприятия документируют и контролируют эти процессы, чтобы каждый коленчатый вал проходил одинаковую обработку — устраняя вариации от партии к партии, характерные для менее строгих производств.
Оптимизация качества поверхности: Процесс ковки может производить компоненты с превосходным качеством поверхности, что важно для усталостной прочности. Гладкая, бездефектная поверхность снижает риск возникновения трещин, что способствует общей прочности и долговечности. Прецизионная ковка обеспечивает такое качество поверхности последовательно.
Для профессиональных строителей двигателей, закупающих компоненты от производителей, подобных тем, что можно найти через callies com, или ищущих эквиваленты Carrilo rods, нахождение партнёра по ковке с такими возможностями решает проблему согласованности, с которой страдает серийное производство.
Быстрое прототипирование в производство
Команды гонок и профессиональные строители двигателей часто сталкиваются с жёсткими сроками разработки. Вам нужны прототипные компоненты быстро, чтобы подтвердить конструкции, а затем плавный переход к производству в требуемых объёмах, когда спецификации окончательно определены. Прецизионные установки горячей ковки с собственными инженерными возможностями эффективно обеспечивают этот рабочий процесс.
Например, Shaoyi (Ningbo) Metal Technology предлагает быстрое прототипирование всего за 10 дней, подкрепленное сертификацией IATF 16949 и инженерной экспертизой для оптимизации конструкций по прочности и технологичности. Их расположение рядом с портом Нинбо обеспечивает быструю доставку по всему миру для международных автоспортивных программ или производителей двигателей, закупающих компоненты по всему миру.
Эта возможность прототипирования важна, потому что при проектировании коленчатого вала приходится идти на компромиссы. Расположение противовесов влияет на балансировку и обдувание. Размеры шеек влияют на толщину масляной пленки и несущую способность подшипников. Длина хода определяет углы шатунов и скорость поршней. Наличие инженерной поддержки на этапе проектирования — а не просто получение того, что дают штампы поковок — приводит к созданию оптимизированных компонентов, максимизирующих соотношение прочности к весу для вашего конкретного применения.
Преимущества прецизионных горячештампованных коленчатых валов
- Сертифицированное качество: Сертификация IATF 16949 гарантирует стабильные производственные процессы и документированную прослеживаемость
- Оптимизированная зернистая структура: Передовой дизайн штампов и контролируемые параметры ковки максимизируют присущие преимущества прочности при изготовлении методом горячей штамповки
- Конкурентные цены при крупных объемах: Профессиональные сборщики двигателей и гоночные команды получают выгоду от эффекта масштаба без потери качества
- Быстрый переход от прототипа к производству: Собственные инженерные разработки и возможности быстрого прототипирования сокращают сроки разработки
- Исключение дефектов ковки: Тщательный контроль качества выявляет включения, пористость и неоднородность зерна, которые снижают прочность в стандартных поковках
- Глобальное соответствие: Сертифицированное производство соответствует международным стандартам качества для гоночных организаций и программ OEM
Недостатки прецизионных коленчатых валов горячей ковки
- Может требовать минимальных объемов заказа: Индивидуальные технические характеристики, как правило, требуют минимальных объемов заказа для оправдания затрат на разработку и настройку оснастки
- Не подходит для единичных проектов: Отдельные любители, нуждающиеся в одном коленчатом вале, могут обнаружить, что готовые решения более практичны
- Сроки изготовления специальной оснастки: Хотя прототипирование осуществляется быстро, разработка новой оснастки для уникальных конструкций требует дополнительного планирования
Выбор профессиональных сборщиков
Точность горячей штамповки коленчатых валов с сертифицированным контролем качества занимает особое положение в дискуссии о прочности между литыми и штампованными коленчатыми валами. Они обеспечивают преимущества структуры зерна, присущие штамповке — упрочнение при деформации, ориентированное течение зерна и устранение внутренних пустот — при одновременном обеспечении стабильности производства, требуемой в профессиональных приложениях.
Для гоночных команд, эксплуатирующих несколько автомобилей, производителей двигателей с объемными потребностями или для любого, кто не может допустить изменчивость компонентов, данная категория предлагает оптимальное сочетание прочности, стабильности и стоимости. Вы не платите цену за детали из цельного металла за возможности, которые вам, возможно, никогда не понадобятся, но при этом не рискуете использовать экономичные штамповки с неопределенным качеством контроля.
Ключевым моментом является сотрудничество с производителями, которые совмещают опыт в ковке с сертифицированными системами качества и инженерной поддержкой. Когда ваша репутация — или весь гоночный сезон — зависит от надежности коленчатого вала, точная горячая штамповка на сертифицированном предприятии обеспечивает уверенность в том, что каждый компонент соответствует точным техническим требованиям.

Чугунные коленчатые валы и их пределы производительности
Прежде чем инвестировать в высококачественный кованый или цельномодульный коленчатый вал, вы должны понимать, что именно вы заменяете — и зачем. Литые стальные коленчатые валы представляют собой базовый вариант, который по умолчанию устанавливается в большинстве серийных автомобилей. Хотя они отлично справляются со своими задачами в стандартных условиях, понимание их ограничений помогает принимать более обоснованные решения при создании двигателей с мощностью выше заводской.
Подумайте сами: каждый двигатель, сошедший с конвейера — будь то малолитражный Chevy, применение коленчатого вала 283 или даже прямой шестицилиндровый Ford 300 — вероятно, оснащён литым коленчатым валом. Производители выбирают литьё, потому что это экономически выгодно при массовом производстве, а не потому что оно обеспечивает превосходную прочность. Когда ваши цели по мощности превышают то, на что рассчитывали инженеры завода, литой вал становится самым слабым звеном во всей вращающейся системе.
Понимание ограничений литых коленчатых валов
Чем литые коленчатые валы принципиально отличаются от кованых или изготовленных из цельного куска металла? Разница заключается в способе формовки металла и полученной внутренней структуре.
Как отмечает Street Muscle Magazine , литые коленчатые валы изготавливаются путем заливки расплавленного материала — как правило, литой стали — в форму, чтобы получить заготовку. Преимущества этого процесса включают низкую стоимость, дешевое оснащение и минимальную механическую обработку, необходимую для получения готового изделия. Именно поэтому подавляющее большинство коленчатых валов OEM производятся этим способом.
Вот где начинаются проблемы для строителей производительных двигателей. Когда металл затвердевает из жидкого состояния в форме, структура зерна формируется случайным образом. Нет выровненного потока, следующего контурам коленчатого вала, как при ковке, и нет подтверждённой однородности материала, какую обеспечивает заготовка из цельного куска. Эта случайная ориентация зерна создаёт несколько критических слабых мест:
Сниженная усталостная прочность: Случайные границы зерен действуют как точки концентрации напряжений, где могут зарождаться трещины. При циклических нагрузках — именно тех, которые испытывает коленчатый вал во время нормальной работы — эти слабые места накапливают повреждения быстрее, чем структуры с выровненными зернами.
Пониженная прочность на растяжение: Согласно тому же источнику, литые коленчатые валы имеют прочность на растяжение около 60 000 фунтов на квадратный дюйм, в то время как штампованные могут более чем удвоить этот показатель, достигая значения до 125 000 фунтов на квадратный дюйм. Это существенная разница, когда ваш двигатель развивает значительную мощность.
Хрупкость под нагрузкой: Показатель относительного удлинения — по сути, насколько материал может деформироваться перед разрушением — раскрывает истинную картину. У серийных литых коленвалов показатель удлинения составляет около 3 процентов, что означает их относительную хрупкость. Даже шаровидный чугун улучшает этот показатель лишь до примерно 6 процентов по сравнению с более чем 20 процентами у высококачественных штампованных коленвалов.
Для двигателей большого объема или любых сборок, где вы стремитесь к значительному увеличению мощности, эти ограничения превращаются в риски выхода из строя, а не в теоретические соображения.
Когда штатные литые коленчатые валы достаточны
Несмотря на свои ограничения, литые коленчатые валы имеют законное применение. Не каждая сборка двигателя требует высококачественных компонентов, и понимание ситуаций, в которых литые валы остаются приемлемыми, помогает избежать лишних расходов на возможности, которые вам никогда не понадобятся.
Согласно Технические специалисты Summit Racing , литые или шаровидные чугунные коленчатые валы обычно надежно выдерживают мощность от 300 до 400 лошадиных сил и могут переносить occasional использование на треке по выходным. Карл Приттс из технического отдела Summit отмечает, что литые коленчатые валы идеально подходят для стандартных или слабо модифицированных уличных двигателей.
Распространенное отраслевое руководство предполагает, что литые коленчатые валы становятся кандидатами на замену при создании мощности свыше 450–500 лошадиных сил. Этот порог не является произвольным — он соответствует моменту, когда уровень напряжения начинает приближаться к пределу усталости литой конструкции при многократном использовании.
Вот практические рекомендации по применению литых коленчатых валов:
- Штатные сборки: Если вы восстанавливаете двигатель в соответствии с заводскими характеристиками, оригинальный литой коленчатый вал является вполне достаточным
- Умеренная уличная производительность: Простые модификации, такие как установка нового впускного коллектора, выпускных коллекторов и распредвала, при которых мощность остается ниже 400–450 лошадиных сил, хорошо работают с литыми коленвалами
- Повседневные автомобили с низкой нагрузкой: Двигатели, которые редко достигают красной зоны и никогда не работают под длительной высокой нагрузкой, могут использовать литые коленвалы неограниченно долго
- Сборки с ограниченным бюджетом: Когда средства ограничены, заводской литой коленчатый вал позволяет направить бюджет на головки блока цилиндров, распределительный вал или систему принудительного наддува
Как объясняет Майк Маклафлин из Lunati для Street Muscle Magazine, прочность коленчатого вала — это не только способность выдержать одиночную экстремальную нагрузку. Заводские коленвалы были разработаны автопроизводителями так, чтобы служить 100 000 миль и более — буквально миллионы циклов — и этот срок службы зависит от большего, чем просто предел прочности при растяжении. Даже самый слабый литой коленвал может прослужить неограниченно долго, если двигатель работает на низких оборотах и уровнях мощности.
В чём ключевое различие? Время работы под высокой нагрузкой и на высоких оборотах определяет необходимость кованого коленвала не менее, чем пиковая мощность. Маленький блок мощностью 400 л.с. в повседневном уличном автомобиле может хорошо работать с литым коленвалом, но тот же двигатель на катере для прогулок — работающий часами под постоянной высокой нагрузкой — потребует кованых компонентов.
Преимущества литых стальных коленчатых валов
- Наименьшая стоимость: Литые коленвалы стоят значительно дешевле кованых или изготовленных из прутка аналогов, что делает их выгодным выбором для умеренных сборок
- Легко доступны для стандартных применений: Запасные литые коленчатые валы широко доступны для большинства популярных двигателей
- Достаточно для умеренных сборок: При мощности до 400–450 лошадиных сил в уличных применениях литые коленчатые валы работают надежно
- Не требуется специальная термообработка: Чугунные шейки закаляются в процессе механической обработки, что исключает необходимость термообработки, требуемой для кованых коленвалов
- Легкий источник поставок: Автомобильные кладбища, магазины автозапчастей и онлайн-поставщики поддерживают обширные запасы литых коленвалов
Недостатки стальных литых коленчатых валов
- Наименьшая прочность: Прочность на растяжение около 60 000–80 000 PSI значительно ограничивает возможности по передаче мощности по сравнению с коваными вариантами
- Непредсказуемые режимы отказа: Случайная зернистая структура означает, что трещины могут возникать в различных местах, что затрудняет прогнозирование отказов
- Не подходит для серьезных динамических нагрузок: Любая сборка, рассчитанная на мощность свыше 500 л.с. или длительную работу на высоких оборотах, требует перехода на кованые детали вместо литых
- Хрупкость: Низкие показатели относительного удлинения означают, что литые коленчатые валы склонны к внезапному разрушению, а не к изгибу или предупреждению перед отказом
- Ограниченный ресурс усталостной прочности при нагрузках: Циклические высокие нагрузки накапливают повреждения быстрее, чем в кованых аналогах
Как отличить литой коленчатый вал от кованого
Прежде чем начать сборку, вы должны знать, с чем имеете дело. Определение того, является ли ваш коленчатый вал литым или кованым, включает несколько простых методов осмотра:
Ищите следы литья: У литых коленчатых валов обычно видна линия разъема, где соприкасались две половины формы. Эта линия проходит вдоль противовесов и зачастую заметна без очистки. У кованых валов линия разъема тоже может присутствовать, но она обычно уже и аккуратнее.
Проверьте состояние поверхности: Литые валы часто имеют слегка шероховатую, более пористую текстуру поверхности на немеханически обработанных участках. Кованые валы, как правило, демонстрируют более гладкие и плотные поверхности даже до окончательной механической обработки.
Изучите номера деталей: Заводские номера деталей обычно указывают, является ли коленчатый вал литым или кованым. Для двигателей Chevrolet номера отливок на валу можно сопоставить с известными литыми и коваными моделями. Многие кованые заготовки из стали 4340 четко маркируются сторонними производителями.
Сравнение веса: Кованые стальные валы зачастую немного тяжелее литых чугунных аналогов с тем же ходом поршня из-за более высокой плотности материала. Если у вас есть доступ к техническим характеристикам, сравнение фактического веса с известными значениями может подтвердить тип конструкции.
Испытание магнитом: Хотя это не является окончательным методом, чугунные коленчатые валы по-разному реагируют на магниты по сравнению с кованой сталью. Для правильной интерпретации этого метода требуется опыт, однако он может дать дополнительное подтверждение.
Когда вы создаёте двигатель для серьёзных нагрузок — будь то фордовская рядная шестёрка объёмом 300 или монстр на базе большого блока — знание исходного состояния помогает вам спланировать соответствующие улучшения. Чугунный коленчатый вал в двигателе, который будет развивать 600 и более лошадиных сил, нуждается в замене независимо от своего текущего состояния. Тот же чугунный вал в умеренной уличной версии может исправно служить ещё много лет.
Разумный подход заключается в соответствии конструкции коленчатого вала реальным целям по мощности и предполагаемому использованию. Чугунные коленчатые валы имеют своё место в спектре производительности — просто убедитесь, что это место соответствует требованиям вашей сборки, прежде чем предполагать, что заводской компонент выдержит ваши амбиции.
Полная таблица сравнения прочности и пороговые значения мощности
Теперь, когда мы рассмотрели каждый метод производства коленчатого вала по отдельности, давайте сравним их все между собой. Когда вы рассчитываете рабочий объём с помощью калькулятора кубических дюймов или определяете, как рассчитать кубические дюймы для своего стродера, выбранный вами коленчатый вал должен соответствовать вашим целям по мощности — не только текущим показателям, но и тем, к которым вы стремитесь.
Это всестороннее сравнение объединяет всё, что мы рассмотрели, в практические рекомендации. Независимо от того, собираете ли вы спокойный уличный автомобиль или специализированную дрэг-машину, вы найдёте чёткие границы выбора конструкции коленчатого вала под ваши конкретные требования.
Рейтинг прочности по методам производства
В следующей таблице представлены варианты коленчатых валов, упорядоченные от оптимального соотношения прочности и стоимости до начального уровня с существенными ограничениями. Используйте её как отправную точку, а затем учтите конкретные факторы, обсуждавшиеся для каждой категории:
| Способ производства | Типичный материал | Предел прочности (psi) | Сопротивление усталости | Рекомендуемый диапазон мощности | Типовой диапазон стоимости |
|---|---|---|---|---|---|
| Точное горячее штампование (сертифицировано по IATF) | сталь 4340 | 180,000-200,000 | Отличный | 600–1 800 л.с. | $1,200-$2,500 |
| Премиальный бильярдный | сталь 4340/EN40B | 180,000-220,000 | Отличный | 1500–3000+ л.с. | $2,500-$8,000+ |
| Стандартный штампованный 4340 | сталь 4340 | 125,000-180,000 | Очень хорошо | 500–1500 л.с. | $800-$1,800 |
| Экономичный штампованный | сталь 5140/4130 | 95,000-125,000 | Хорошо | 400–800 л.с. | $400-$900 |
| Литая сталь/чугун | Узловатый чугун | 60,000-80,000 | Справедливый | Менее 500 л.с. | $150-$400 |
Обратите внимание, что прецизионные горячештампованные коленчатые валы занимают верхнюю позицию — а не премиальные из бруска. Эта рейтинговая оценка отражает реальные эксплуатационные характеристики, при которых подтверждённый контроль качества и оптимизированная структура зерна обеспечивают исключительную надёжность в самом широком диапазоне мощности. Заготовки из бруска превосходны на экстремальных верхних пределах, однако для большинства серьёзных высокопроизводительных сборок прецизионная штамповка предлагает оптимальный баланс.
Пороги мощности для каждого типа коленчатого вала
Эти конкретные пороговые значения лошадиных сил основаны на общепринятой практике в отрасли, выработанной за десятилетия гоночного опыта и анализа зафиксированных поломок. Используйте их как ориентир, но помните, что тип применения имеет не меньшее значение, чем максимальная мощность:
Менее 500 лошадиных сил: Литые коленчатые валы остаются приемлемыми для автомобилей, эксплуатируемых на дорогах общего пользования с редким использованием на треке. Инженеры-разработчики изначально рассчитывали эти компоненты на надёжную работу в рамках указанного диапазона мощности. Однако если вы планируете дальнейшие доработки, приобретение кованых деталей уже сейчас позволит избежать дорогостоящих разборок в будущем.
500–1 200 лошадиных сил: Кованые коленчатые валы становятся минимально рекомендуемым вариантом. Согласно данным Engine Labs, поставщики послепродажного оборудования обычно указывают предельную мощность в 500 лошадиных сил для литых коленвалов — этот порог существует не случайно. Кованая сталь марки 4340 высокого качества обеспечивает надёжную работу в указанном диапазоне мощности при использовании автомобиля как на улице, так и на дрэг-стрипе.
1 200–1 800 лошадиных сил: Премиальные кованые коленчатые валы с сертифицированным контролем качества становятся необходимыми. Как отмечают в Callies Performance Products, их премиальные кованые варианты надежно справляются с этим диапазоном мощности при использовании соответствующих компонентов вращающегося узла. Экономичные кованые изделия не обладдают требуемым качеством материала и контролем процесса для длительной работы на таких уровнях.
Свыше 1800 лошадиных сил: Коленчатые валы из цельного бруска становятся рекомендуемым выбором, особенно для применений с закисью азота, агрессивными системами нагнетателей или длительной работой на высоких оборотах. Возможность проверить качество материала до обработки и достичь индивидуальных параметров хода оправдывает повышенные затраты на таком уровне мощности.
Как термообработка влияет на конечную прочность
Независимо от метода производства, процессы термообработки значительно влияют на конечные свойства коленчатого вала. Как объясняют эксперты отрасли , «Ключ к литому коленчатому валу — это термообработка. Литые детали требуют иного типа термообработки, чем штампованные». Этот принцип применим ко всем типам конструкций.
Термообработка включает три ключевых этапа:
- Закалка: Быстрое охлаждение с высокой температуры закаляет кристаллическую структуру стали
- Отпуск: Контролируемый повторный нагрев снижает хрупкость, сохраняя твёрдость
- Снятие напряжений: Заключительная обработка устраняет внутренние напряжения, возникшие при механической обработке или штамповке
Некоторые производители добавляют криогенную обработку — охлаждение до примерно -300 °F сразу после первоначальной термообработки. Этот этап помогает завершить процесс закалки и увеличивает плотность материала. Качественные компании по производству коленчатых валов для вторичного рынка либо содержат собственные мощности по термообработке, либо сотрудничают с ближайшими специалистами, где меры контроля качества могут контролироваться непосредственно.
Том Либ из Scat Crankshafts отмечает, что «Когда мы проводим термообработку самостоятельно, мы по сути тестируем коленчатые валы. Потому что если с металлом что-то не так, валы возвращаются с трещинами, деформированными или раздутыми». Эта встроенная проверка качества объясняет, почему термообработку никогда не следует передавать на аутсорсинг в неизвестные организации.
Заблуждение о бильярном и штампованном материалах
Вот факт, который противоречит тому, во что верят многие энтузиасты: бильярный материал автоматически не прочнее штампованного. Это заблуждение стоило сборщикам денег и в некоторых случаях приводило к поломкам двигателей, когда они предполагали, что дорогая конструкция из бильярного материала гарантирует превосходные результаты.
Как ясно заявляет Брук Пайпер из Callies Performance Products: «Если у вас есть два вала, изготовленных из одного и того же материала — один штампованный, другой из бильярного материала, — штампованный всегда будет прочнее». Процесс штамповки сжимает и выравнивает структуру зерна, создавая направленную прочность, которую механически обработанный бильярный материал просто не может повторить.
В чем заключается преимущество заготовки? Три конкретные области:
- Выбор материала: Производители заготовок могут использовать сплавы более высокой спецификации, такие как EN40B, которые непрактичны для штампов ковки
- Предварительный контроль обработки: Профильный пруток можно проверить на наличие дефектов до начала любой механической обработки
- Свобода дизайна: Можно реализовать индивидуальные ходы и конфигурации противовесов без дорогостоящей разработки штампов
Однако плохо обработанная механическим способом коленчатая заготовка с недостаточной релаксацией напряжений может фактически демонстрировать худшую усталостную стойкость по сравнению с правильно изготовленной кованой альтернативой. Сам процесс механической обработки может создавать концентраторы напряжений, если он выполнен неправильно, а резка через структуру зерна устраняет преимущества направленной прочности, обеспечиваемые ковкой.
Практический вывод? Не считайте заготовку лучшей только из-за более высокой цены. Коленчатый вал, изготовленный методом горячей штамповки с высокой точностью от сертифицированного производителя, зачастую превосходит бюджетный коленчатый вал из цельной заготовки от менее строгого поставщика. Подбирайте деталь в соответствии с реальными требованиями по мощности и делайте ставку на качество изготовления независимо от метода производства.
Особые соображения применения
Максимальная мощность в лошадиных силах — это лишь часть картины. Не менее важно, как вы используете эту мощность при выборе типа конструкции коленчатого вала:
Работа на высоких оборотах в течение длительного времени: Двигатели NASCAR, работающие на гонках протяжённостью 500 миль при более чем 9000 об/мин, требуют коленчатых валов из цельной заготовки не из-за пиковой мощности, а из-за накопленных циклов усталости материала. Коленвалы из заготовки используются в 900-сильных двигателях NASCAR, тогда как в 1500-сильных драгстерских двигателях могут применяться штампованные — разница заключается в продолжительности работы под нагрузкой.
Мгновенные всплески крутящего момента: Оксид азота и агрессивные системы наддува создают ударные нагрузки, которые отличаются от кривых мощности двигателей с естественным впуском. Эти внезапные усилия могут превышать предел прочности материалов, даже если средние уровни мощности указывают на достаточность кованой конструкции.
Универсальный для улицы/трека: Двигатели, используемые как в повседневной эксплуатации, так и время от времени на треке, выигрывают от кованой конструкции благодаря её сопротивлению усталости. Повторяющиеся термические циклы и изменяющиеся условия нагрузки делают структуру выровненного зерна более предпочтительной по сравнению с обработанной из цельного слитка.
Специализированный спорт: Гоночные двигатели однозначного назначения могут оптимизировать выбор коленчатого вала под конкретные условия. Малый блок для дрэг-заездов, стабильно проходящий заезды за 10 секунд, имеет другие требования, чем автомобиль для спорта голова-к-голове, который работает на полной мощности с минимальным охлаждением между заездами.
Понимание этих нюансов помогает избежать как перерасхода на возможности, которые вы никогда не будете использовать, так и недостаточной прочности компонентов, которые выйдут из строя при достижении предельных нагрузок. Таблица сравнения прочности даёт отправную точку, но вдумчивое применение этих принципов гарантирует, что выбранный вами коленчатый вал действительно соответствует целям вашей сборки.
Понимание режимов отказа коленчатых валов и их предотвращение
Знание того, какой метод изготовления коленчатого вала подходит для ваших целей по мощности, — это лишь половина дела. Важно также понимать, как эти компоненты фактически выходят из строя, и вовремя распознавать признаки проблемы до катастрофического разрушения, чтобы сохранить весь ваш двигатель. Будь у вас кованый или цельномачтовый (billet) коленчатый вал, механизмы отказа значительно различаются в зависимости от способа изготовления, а раннее обнаружение проблем — ваша лучшая защита.
Вот неудобная правда: даже самый прочный коленчатый вал в конечном итоге выйдет из строя, если эксплуатировать его в условиях, превышающих проектные ограничения. Согласно автомобильные эксперты , дополнительная нагрузка на двигатель, возникающая при постоянном резком разгоне с места, заставляет коленчатый вал поглощать резкие всплески крутящего момента, которые он не может выдерживать вечно. В конечном итоге температура становится слишком высокой, а нагрузка на подшипники — чрезмерной. Понимание механизмов таких поломок помогает предотвратить их.
Как коленчатые валы выходят из строя под экстремальными нагрузками
Кованые и цельные коленчатые валы ломаются по разным механизмам — знание которых поможет вам обнаружить проблемы до того, как они превратятся в катастрофу.
Типичные случаи поломок кованых коленчатых валов: Кованые валы обычно ломаются из-за усталостных трещин, возникающих в точках концентрации напряжений. Наиболее распространённые места начала разрушения включают:
- Места пересечения масляных каналов: В местах соединения масляных каналов с поверхностями шеек напряжение концентрируется на переходе. Многократные циклы нагрузки могут вызывать микроскопические трещины, которые со временем распространяются.
- Радиусы галтелей: Криволинейные переходы между шейками и щеками подвергаются наибольшей концентрации напряжений в процессе работы. Недостаточный радиус галтели или плохая шероховатость поверхности в этих областях ускоряют образование трещин.
- Корни противовесов: Место соединения противовесов с основным телом подвержено значительным изгибающим напряжениям, особенно при высоких оборотах.
Поскольку кованые коленчатые валы имеют вы-aligned зернистую структуру, трещины обычно распространяются по предсказуемым путям. Это даёт небольшое преимущество — усталостные трещины зачастую растут достаточно медленно, чтобы проявить признаки до полного разрушения. Кованый коленчатый вал может работать в течение нескольких заездов или тысяч миль с развивающейся трещиной, предоставляя возможность обнаружить проблему.
Схемы разрушения бильлетных коленчатых валов: Бильлетные валы могут разрушаться более внезапно и непредсказуемо при наличии проблем. Два основных вида разрушения преобладают:
Напряжения, вызванные обработкой: Когда обработка на станке с ЧПУ разрезает структуру зерна материала, любые следы инструмента, острые внутренние углы или поверхностные дефекты становятся потенциальными точками зарождения трещин. В отличие от ковки, при которой зернистая структура непрерывно проходит через напряжённые участки, механическая обработка нарушает структуру зерна при каждом резе. Если качество обработки низкое, эти нарушения превращаются в места разрушения под нагрузкой.
Необнаруженные дефекты материала: Хотя использование заготовок позволяет проводить проверку материала до обработки, внутренние дефекты могут остаться незамеченными. Включения, пустоты или локальные скопления сплава внутри прутка могут проявиться только тогда, когда коленчатый вал испытывает максимальные нагрузки — зачастую это приводит к внезапному и катастрофическому разрушению без предупреждения.
Характер отказа также во многом зависит от того, работает ли ваш двигатель при длительных высоких оборотах или испытывает мгновенные всплески крутящего момента. Двигатель с порядком работы цилиндров 351w, работающий при стабильных оборотах на кольцевых гонках, постепенно накапливает усталостные повреждения. Порядок работы цилиндров 351 Windsor создает предсказуемые импульсы воспламенения, которые нагружают коленчатый вал одинаковым образом, позволяя усталостным трещинам развиваться постепенно.
Напротив, двигатель для драг-рейсинга с системой закиси азота испытывает огромные мгновенные всплески крутящего момента, которые могут внезапно превысить предел прочности материала. Порядок работы цилиндров 351 Windsor или любой другой порядок для 351 Windsor имеет меньшее значение по сравнению с резкими ударными нагрузками, которые могут вызвать немедленный отказ, если коленчатый вал уже был поврежден.
Предупреждающие признаки перед катастрофическим отказом
Обнаружение неисправного коленчатого вала до того, как он разрушит двигатель, требует бдительности. Эти предупреждающие признаки указывают на развивающиеся проблемы, требующие немедленного внимания:
- Необычные вибрации: Появление новых вибраций, которых ранее не было, особенно в определённых диапазонах оборотов, может указывать на образование трещин или проблемы с подшипниками. Обратите внимание на гармонические частоты, которые со временем изменяют свои характеристики.
- Характер износа подшипников: При разборке внимательно осматривайте коренные и шатунные вкладыши. Неравномерный износ, задиры или просвечивание меди сквозь материал вкладышей свидетельствуют о проблемах с соосностью или повреждении шеек, что приводит к неравномерным нагрузкам на коленчатый вал.
- Показатели анализа масла: Регулярный анализ масла позволяет обнаружить повышенное содержание железа, хрома или частиц материала вкладышей до появления видимых повреждений. Анализ динамики этих показателей во времени выявляет развивающиеся неисправности.
- Необычные звуки: Стуки, гул или ритмичные звуки, соответствующие частоте вращения двигателя, зачастую указывают на увеличенные зазоры в подшипниках или повреждение шеек, влияющие на нагружение коленчатого вала.
- Проблемы с демпфером крутильных колебаний: Неисправный или неподходящий по характеристикам демпфер позволяет крутильным колебаниям повредить коленчатый вал. Регулярно проверяйте демпферы на наличие признаков старения резины или утечки жидкости.
- Колебания давления масла: Неустойчивое давление масла, особенно на холостом ходу или при замедлении, может указывать на изменение зазоров в подшипниках из-за износа шеек или прогиба коленчатого вала.
Как отмечает эксперты отрасли , дешёвые подшипники, неоригинальные болты и плохо обработанные компоненты хуже сохраняют допуски, что увеличивает риск несоосности, неправильных масляных зазоров и неравномерной нагрузки на шейки коленвала. Коленчатый вал настолько надёжен, насколько надёжны поддерживающие его детали.
Профилактика путём правильной настройки
Лучший способ избежать поломки коленчатого вала — это предотвратить её. Несколько факторов значительно продлевают срок службы коленвала независимо от метода производства:
Правильная балансировка: Точно сбалансированный вращающийся узел устраняет вибрационные нагрузки, которые ускоряют усталостное разрушение. Профессиональная балансировка учитывает поршни, пальцы, кольца, шатуны и всю вращающуюся массу для достижения максимально возможной точности балансировки.
Выбор демпфера крутильных колебаний: Гармонический демпфер контролирует крутильные колебания, которые иначе закручивали бы коленчатый вал подобно пружине при каждом импульсе воспламенения. Соответствие характеристик демпфера гармоническим частотам вашего двигателя имеет критическое значение — неправильный демпфер может фактически усиливать вредные вибрации.
Термическая обработка и поверхностная отделка: Правильная термообработка максимизирует свойства материала, а соответствующая поверхностная отделка устраняет концентраторы напряжений. Обкатка галтелей — процесс упрочнения критических зон радиусов галтелей — значительно повышает усталостную прочность как штампованных, так и цельнокованых коленчатых валов.
Качество сопутствующих компонентов: Ваш коленчатый вал зависит от надежности коренных и шатунных вкладышей, а также правильной смазки. Использование оригинальных или высококачественных неоригинальных компонентов, изготовленных по точным спецификациям, обеспечивает плавное вращение коленчатого вала вокруг истинной оси, полностью поддерживаемой масляной пленкой.
При создании мощных комбинаций — независимо от того, используете ли вы топливный насос Holley Blue для обеспечения высоких потребностей в топливе или изучаете варианты дополнительного топливного насоса на форуме C6 для наддувной установки — помните, что возможности топливной системы ничего не значат, если ваш вращающийся узел выйдет из строя. Коленчатый вал должен выдерживать мощность, которую позволяет развить ваша топливная система.
Рекомендации опытных сборщиков остаются неизменными: избегайте резкого ускорения, внезапного торможения и ненужных высоких оборотов во время обкатки. Эти небольшие привычки со временем накапливаются, способствуя тому, чтобы коленчатый вал, подшипники и весь нижний блок служили намного дольше. Как только двигатель будет правильно обкатан, подстраивайте стиль вождения под возможности коленчатого вала — и никогда не считайте какой-либо компонент неуничтожимым.
Окончательные рекомендации для любого уровня мощности
После анализа металлургии, производственных процессов, режимов разрушения и данных реальной эксплуатации пришло время отделить главное от второстепенного и дать вам четкие рекомендации. Независимо от того, собираете ли вы автомобиль для поездок на выходных с двигателем Ford 460 или специализированный драг-кар с мощностью более тысячи лошадиных сил, правильный выбор коленчатого вала в соответствии с вашими реальными целями по мощности позволит избежать как перерасхода средств, так и катастрофических поломок.
Спор о прочности литых и штампованных коленчатых валов сводится к следующему: что именно требуется для вашего конкретного двигателя? Не то, что звучит впечатляюще на автосалоне, а то, что надежно выдержит ваши целевые показатели мощности в течение длительного времени. Давайте рассмотрим это по областям применения.
Соответствие типа коленчатого вала целям вашей сборки
Выбор коленчатого вала должен основываться на логической схеме, учитывающей уровень мощности, предполагаемое использование и приоритеты бюджета. Ниже приведены окончательные рекомендации, упорядоченные по типу применения:
- Сборки с мощностью менее 600 лошадиных сил: Кованые коленчатые валы из стали 4340 высокого качества обеспечивают отличное соотношение цены и надежности для данного диапазона мощности. Независимо от того, собираете ли вы двигатель Ford 460 для эксплуатации на дорогах общего пользования или малоблочный двигатель для гонок на выходных, премиальная кованая конструкция легко справляется с такими уровнями мощности, обеспечивая значительный запас прочности. Вы потратите от 800 до 1800 долларов США на коленчатый вал, который надежно выдержит ваши цели по мощности, оставив бюджет на другие компоненты вращающейся сборки. Преимущества структуры зерна при ковке — упрочнение деформацией и ориентированное течение зерна — обеспечивают усталостную прочность, превышающую требования большинства применений на дороге и треке.
- сборки для дороги и трека мощностью 600–1500 л.с.: Премиальные кованые коленчатые валы с сертифицированным контролем качества становятся оптимальным выбором. Здесь чрезвычайно важна стабильность производства — вам необходимы подтверждённое качество материала, правильная термообработка и документально оформленные процессы контроля. Будь то двигатель Ford 460 с наддувом или турбированная импортная платформа, сертифицированные кованые валы от авторитетных производителей обеспечивают необходимую прочность без ценника на бильярдные заготовки. По данным Engine Labs, производители, такие как Callies, доказали, что кованые коленвалы надёжно выдерживают мощность в диапазоне 1200–1800 лошадиных сил в правильно спроектированных применениях.
- Специализированные автомобили для драг-рейсинга с мощностью свыше 1500 лошадиных сил: Рассмотрите заготовки коленчатых валов, когда нестандартные ходы поршня, экстремальные давления наддува или применение закиси азота выходят за пределы усталостной прочности штампованных деталей. Если вы выбираете двигатель Ford 460 в сборке для создания серьезного соревновательного образца или разрабатываете индивидуальную комбинацию с увеличенным ходом поршня, свобода проектирования и подтверждённое качество материала заготовок оправдывают инвестиции в размере 2500–8000 долларов США и более. Возможность задать точные размеры хода, расположение противовесов и размеры шеек становится практической необходимостью, а не роскошью при таких уровнях мощности.
- Профессиональные гоночные команды и крупные производители: Точные горячештампованные компоненты с сертификацией IATF 16949 предлагают наилучшее сочетание прочности, стабильности и стоимости. Когда вы собираете несколько двигателей или ваш гоночный сезон зависит от надёжности компонентов, сертифицированные производственные процессы устраняют вариативность, характерную для стандартных штамповок. Партнёры, такие как Shaoyi (Ningbo) Metal Technology обеспечиваем быстрое прототипирование всего за 10 дней в сочетании со способностью к массовому производству — именно то, что требуется профессиональным программам для разработки и соревнований.
Итоговый вывод по выбору прочности
Вот что понимают опытные сборщики двигателей, а обычные энтузиасты часто упускают: преимущество литой заготовки (billet) становится значимым только при определённых порогах мощности. Как отмечает Брук Пайпер из Callies Performance Products: «В девяти случаях из десяти нашей штамповкой достаточно». Это не принижение значения billet — это честное признание того, что большинство проектов никогда не достигают пределов, при которых конструкция из billet даёт ощутимые преимущества.
Рассмотрим математику. Премиальный кованый коленчатый вал стоит на 1000–1200 долларов США меньше, чем аналогичный вариант из цельного куска металла. Если ваш двигатель выдаёт 1200 лошадиных сил и вы используете кованые коленчатые валы, рассчитанные на 1800 лошадиных сил, где дополнительные затраты на цельный кусок металла принесут реальную пользу? Никогда. Эти 1200 долларов лучше потратить на более качественные шатуны, поршни высокого класса или точный гармонический гаситель колебаний — компоненты, которые действительно повышают надёжность и производительность вашей комбинации.
Исключение подтверждает правило. Когда вы стремитесь достичь мощности уровня большого блока 460, доходящей до 2000 и более лошадиных сил, или строите двигатели, в которых порядок работы цилиндров фордовского 460 создаёт жёсткие всплески давления в цилиндрах при принудительном наддуве, конструкция из цельного куска металла становится разумным выбором. Подтверждённое качество материала и свобода проектирования оправдывают инвестиции, потому что вы действительно используете эти возможности.
Большинству мастеров лучше инвестировать в качественные кованые коленчатые валы и сопутствующие компоненты, вместо того чтобы гнаться за характеристиками из прутка, которые им никогда не понадобятся.
Стратегия полного комплекта вращающихся деталей
Выбор коленчатого вала никогда не должен осуществляться изолированно. Вращающийся узел работает как система — коленчатый вал, шатуны, поршни, подшипники и демпфер крутильных колебаний должны работать совместно, чтобы выдерживать запланированную мощность. Несоответствие компонентов создает слабые места, сводя на нет выгоды от использования дорогого коленчатого вала.
Вот как следует подходить к этому стратегически:
- Соответствие прочности шатунов возможностям коленчатого вала: Использование премиального кованого коленчатого вала вместе с недорогими шатунами создает ненужную точку отказа. Заложите в бюджет H-образные или качественные кованые шатуны, соответствующие вашему выбору коленвала.
- Выбор поршней влияет на нагрузку на коленчатый вал: Более тяжелые поршни увеличивают возвратно-поступательную массу и нагрузку на коленчатый вал. Облегченные кованые поршни снижают нагрузку, но требуют тщательного подбора комплекта колец. Учитывайте эти компромиссы при выборе целевых оборотов.
- Качество подшипников имеет огромное значение: Ваш коленчатый вал работает на масляной пленке, поддерживаемой коренными и шатунными подшипниками. Согласно Tomorrow's Technician , основной причиной выхода из строя подшипников и коленчатых валов является попадание загрязнений. Высококачественные трехслойные или покрытые подшипники обеспечивают ту защиту, которая необходима для серьезных сборок.
- Выбор демпфера крутильных колебаний: Неправильный демпфер может не сглаживать, а усиливать вредные вибрации. Подбирайте характеристики демпфера под конкретные гармонические частоты вашего двигателя — особенно важно при повышении уровня мощности.
Для профессиональных сборщиков двигателей, закупающих компоненты для нескольких проектов, или гоночных команд, которым требуется стабильное качество продукции в рамках своих программ, сотрудничество с производителями, сертифицированными по IATF 16949, упрощает закупки и гарантирует соответствие спецификациям. Внутренняя инженерная поддержка на этапе проектирования позволяет оптимизировать соотношение прочности и веса для вашего конкретного применения, а не использовать то, что получается из стандартных штампов для ковки.
Ваша система принятия решений
Когда вы будете готовы выбрать коленчатый вал, ответьте на следующие вопросы:
- Какова ваша реалистичная целевая мощность на пике — не та цифра, которую вы называете друзьям, а фактическая мощность, которую выдаст ваш двигатель?
- Как будет использоваться двигатель: как повседневный автомобиль, для выездов по выходным, исключительно для соревнований или для профессиональных гонок?
- Каков ваш общий бюджет на вращающийся узел? Можете ли вы позволить себе премиальный кованый вал с качественными сопутствующими компонентами, или цена фрезерованного вала вынудит вас идти на компромиссы в других местах?
- Вам нужны нестандартные параметры хода, или стандартные кованые варианты соответствуют вашим требованиям?
- Насколько важна согласованность производства? Одноразовые проекты допускают больше вариабельности, чем профессиональные программы, требующие идентичных компонентов в нескольких двигателях.
Ответьте честно, и выбор коленчатого вала станет очевидным. Спор между цельнокованым и кованым коленвалом разрешается, когда вы подбираете метод изготовления в соответствии с реальными требованиями, а не гоняется за характеристиками, которые звучат впечатляюще, но не дают практической пользы.
Независимо от того, строите ли вы умеренный уличный двигатель или монстр для драг-заездов, цель остается одной и той же: собрать вращающуюся систему, которая надежно выдержит ваши цели по мощности в долгосрочной перспективе. Выбирайте осознанно, инвестируйте в качественное производство, и ваш коленчатый вал будет последним, о чём вы беспокоитесь, когда нажимаете педаль в пол.
Часто задаваемые вопросы о прочности коленчатого вала
1. Какой коленчатый вал самый прочный?
Самый прочный коленчатый вал зависит от вашей конкретной задачи. Биллетные коленчатые валы премиум-класса, изготовленные из стали EN40B или 4340, обеспечивают максимальную прочность для экстремальных применений с мощностью свыше 2000 лошадиных сил. Однако качественные кованые коленчатые валы из стали 4340 от таких производителей, как Callies, обладают повышенной усталостной прочностью благодаря выровненному потоку зерна и упрочнённому материалу. Для большинства спортивных двигателей мощностью до 1500 лошадиных сил предпочтительны прецизионные горячекованые коленчатые валы, сертифицированные по стандарту IATF 16949, которые обеспечивают оптимальное сочетание прочности и надёжности. Производители, сертифицированные по IATF, такие как Shaoyi Metal Technology, гарантируют стабильное качество за счёт строгого контроля процессов и подтверждённых характеристик материалов.
2. Является ли биллет по своей природе прочнее кованого?
Нет, заготовка из прутка изначально не прочнее кованой. По мнению отраслевых экспертов, если два коленчатых вала изготовлены из одинакового материала — один кованый, другой из прутка — то кованый вал будет прочнее благодаря сжатой и выровненной структуре зерна, повторяющей контуры детали. Преимущества заготовки из прутка заключаются в свободе проектирования, возможности проверки материала перед обработкой и использовании сплавов более высокой спецификации. Процесс ковки создает упрочненную сталь с направленной прочностью, тогда как при механической обработке прутка происходит разрезание существующей зернистой структуры. Оба метода производят исключительные коленчатые валы при правильном исполнении, однако они лучше подходят для разных диапазонов мощности и применений.
3. На какой мощности следует переходить с литого на кованый коленчатый вал?
Отраслевой консенсус рекомендует переход с литых на кованые коленчатые валы при создании двигателей мощностью свыше 450–500 л.с. У литых коленчатых валов прочность на растяжение составляет около 60 000–80 000 PSI, тогда как у кованых — 125 000–200 000 PSI. При мощности в диапазоне 500–1 200 л.с. минимальной рекомендацией становятся качественные кованые валы из стали 4340. При мощности выше 1 200 л.с. требуется премиальное кованое исполнение с сертифицированным контролем качества. Применения, превышающие 1 800 л.с., как правило, требуют изготовления из цельного бруска (billet) для максимальной прочности и индивидуальных характеристик.
4. Что вызывает поломку коленчатого вала в высокопроизводительных двигателях?
Поломки коленчатого вала обычно возникают из-за усталостных трещин в точках концентрации напряжений, включая места пересечения отверстий для масла, радиусы галтелей и основания противовесов. Кованые коленчатые валы обычно разрушаются постепенно вследствие усталостного трещинообразования, что даёт предупреждающие признаки, в то время как литые заготовки могут сломаться внезапно из-за повышения напряжений, вызванных обработкой, или необнаруженных дефектов материала. Факторы, способствующие поломкам, включают неправильную термообработку, низкое качество подшипников, несоответствие гармонических гасителей колебаний и превышение допустимой мощности коленчатого вала. Регулярный анализ масла, осмотр подшипников и внимание к необычным вибрациям помогают выявить проблемы до катастрофического разрушения.
5. Как структура зерна влияет на долговечность коленчатого вала?
Структура зерна оказывает существенное влияние на усталостную прочность и долговечность коленчатого вала. Ковка выравнивает кристаллическое зерновое течение металла вдоль контуров коленчатого вала, создавая направленную прочность в местах с наибольшей концентрацией напряжений. Такая выровненная структура лучше сопротивляется образованию и распространению трещин по сравнению со случайной или прерывистой зерновой структурой. При механической обработке заготовок из прутка происходит перерезание существующей линейной зерновой структуры, что потенциально создаёт точки концентрации напряжений на обработанных поверхностях. У литых коленчатых валов зерновая ориентация является случайной, что приводит к наличию непредсказуемых слабых участков. Правильная термообработка дополнительно усиливает преимущества зерновой структуры независимо от метода производства.