 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Prensados metálicos automotrices: Claves de precisión técnica
Краткое содержание
Потерянный автомобильные металлические штампованные детали являются краеугольным камнем современного производства, позволяя преобразовывать металлические листы в высокоточные компоненты с помощью процессов штамповки. Их важность заключается в способности массово производить конструкционные и эстетические детали с исключительной технической согласованностью. Для производителей освоение этих методов имеет жизненно важное значение для обеспечения баланса между легкостью транспортного средства, безопасностью шасси и эффективностью эксплуатационных затрат.
Технические основы: различия между прессованием и штамповкой
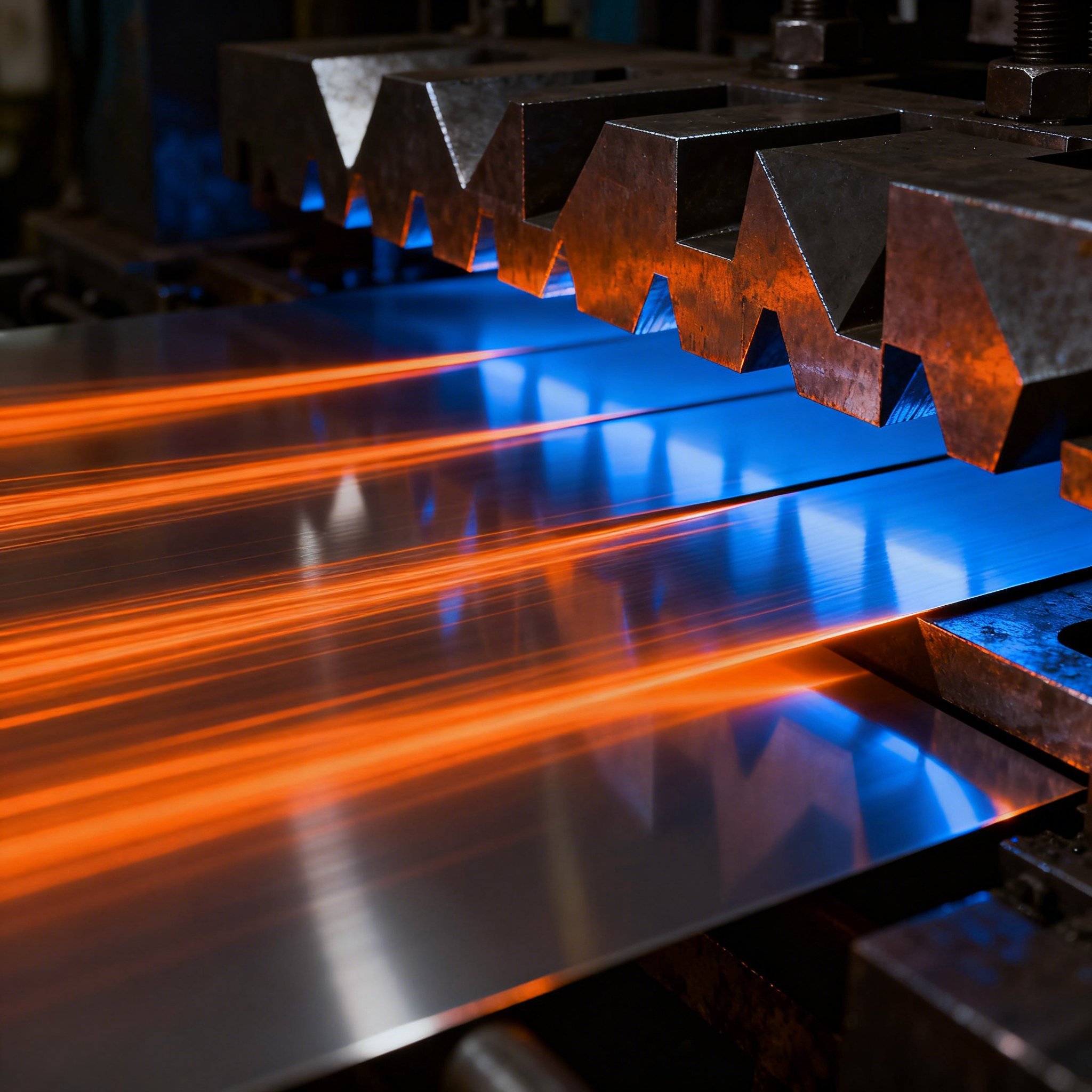
В промышленной среде термины «прессование» и «штамповка» часто используются как взаимозаменяемые, хотя имеют важные технические нюансы, значимые для инженерии. Как определяет Mursix Corporation , штамповка в автомобильной промышленности — это процесс, при котором плоские металлические листы преобразуются в определённые формы с помощью пресса и специальных матриц. В то время как прессование сосредоточено на приложении значительного усилия для формовки металла, штамповка охватывает экосистему операций, включающих резку, пробивку и гибку.
Центральным механизмом этого процесса является взаимодействие между прессом, который обеспечивает необходимую энергию, и штампом или матрицей, которые определяют конечную геометрию детали. Эволюция этой технологии прошла путь от простых ручных методов до высокоскоростных автоматизированных систем, способных обрабатывать сотни деталей в минуту. Этот переход был обусловлен необходимостью соблюдения всё более строгих размерных допусков, что имеет принципиальное значение для роботизированной сборки на заводах по производству оригинального оборудования (OEM).
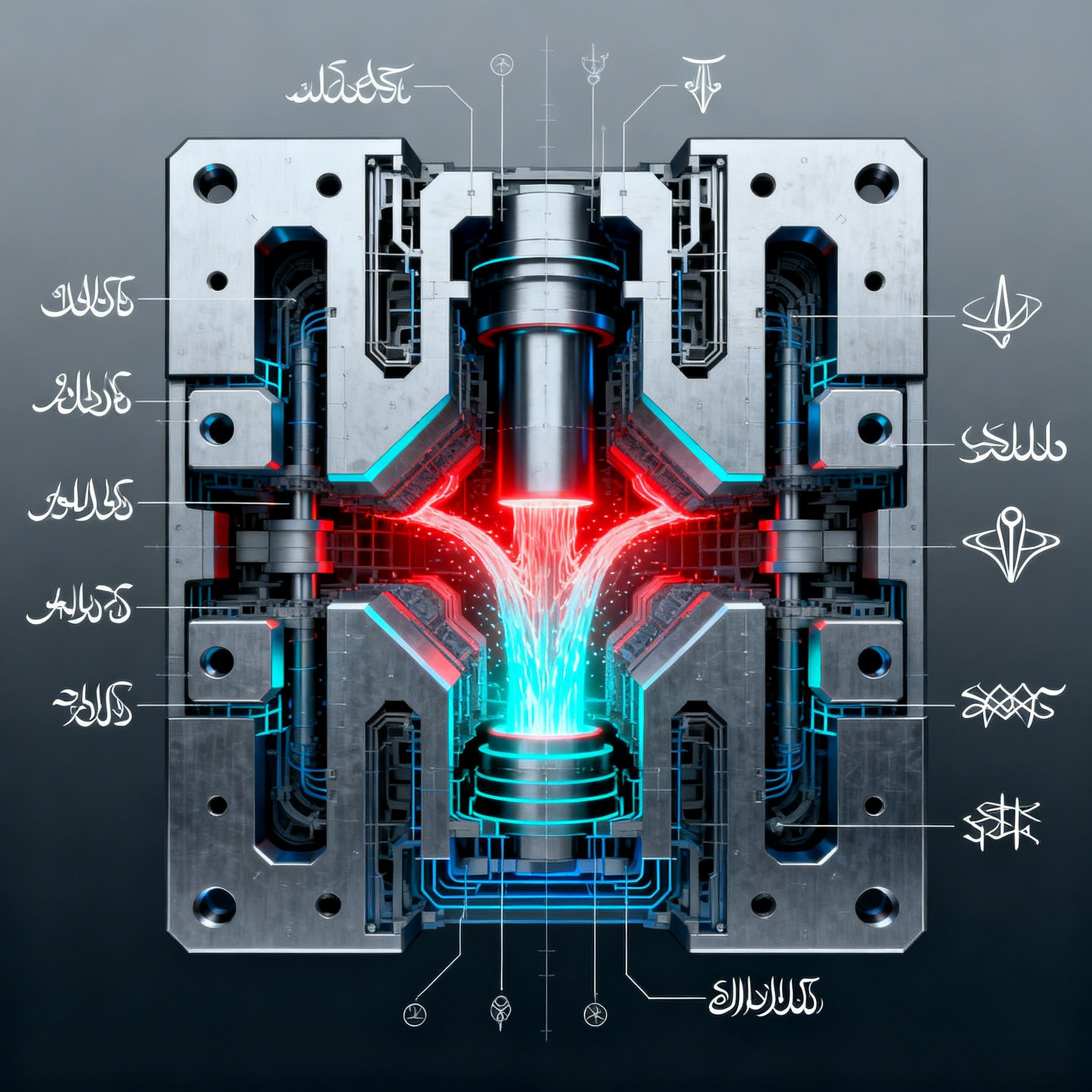
Определяющим фактором является конструкция инструмента. Создание матрицы требует точной инженерной проработки с учётом упругого возврата материала и распределения напряжений при формовке. Без оптимизированной конструкции матрицы дефекты, такие как разрывы или складки на металле, могут нарушить структурную целостность компонентов, особенно в критических деталях, таких как усилители стоек автомобиля или корпуса батарей в электромобилях.
Ниже приведено сравнение основных понятий, используемых в прессовом цехе:
| Термин | Технический подход | Типичное применение |
|---|---|---|
| Штамповка (Stamping) | Многоступенчатые операции формовки и резки | Панели кузова, электрические клеммы |
| Прессование (Pressing) | Применение давления для пластической деформации | Тяжелые структурные компоненты, шасси |
| Трокеладо (очищение) | Corte inicial de la forma plana desde la bobina (начальная часть плоской формы с катушки) | Подготовка базовых деталей для последующих процессов |
Типы процессов штампования и их промышленная универсальность
Выбор подходящего процесса штамповки напрямую зависит от объема производства, геометрической сложности и требований к материалу. Четыре основных типа - прогрессивная штамповка, штамповка по передаче, глубокая штамповка и тонкая штамповка. Каждый метод предлагает стратегические преимущества, которые инженеры по закупкам и производству должны тщательно оценить для оптимизации возврата инвестиций.
La стендация прогрессивной является отраслевым стандартом для производства высокого объёма. В этой системе металлическая лента продвигается через ряд станций внутри единой матрицы. Каждая станция выполняет определённую операцию (резку, гибку, вытяжку), пока готовая деталь не отделяется от ленты на последнем этапе. Данный метод минимизирует ручное вмешательство и максимизирует производительность, что делает его идеальным для небольших компонентов, таких как разъёмы и крепления двигателя.
С другой стороны, глубокая вытяжка (Deep Draw) необходима для деталей, у которых глубина превышает диаметр. Специалисты, такие как Transmatic отмечают, что данный процесс имеет критическое значение при изготовлении корпусов датчиков, масляных фильтров и других цилиндрических компонентов, требующих тонких, но прочных стенок. Технология предполагает вытяжку металла над матрицей с контролем потока материала во избежание трещин, что обеспечивает получение бесшовных деталей с высокой механической прочностью.
Рабочий процесс прогрессивной матрицы можно разбить на следующие этапы:
- Подача: металлическая катушка разматывается и поступает в пресс с помощью прецизионного подающего устройства.
- Первичное пробивание: создаются направляющие отверстия для обеспечения точного позиционирования на последующих станциях.
- Постепенное формование: металл изгибается или деформируется поэтапно, чтобы избежать чрезмерных напряжений.
- Штамповка или калибровка: прикладываются высокие давления для детальной проработки элементов и обеспечения критически важных допусков.
- Финальная резка и выпуск: деталь отделяется от остаточной ленты и собирается для дальнейшей обработки.
Критические материалы и их влияние на производительность транспортного средства
Выбор материала для автомобильных штампованных деталей влияет не только на стоимость, но и на безопасность, а также энергоэффективность транспортного средства. Традиционно углеродистая сталь была преобладающим материалом благодаря низкой стоимости и высокой прочности. Однако тенденция к декарбонизации стимулирует использование высокопрочных сталей (AHSS) и алюминиевых сплавов, которые позволяют снизить общий вес без ущерба для защиты пассажиров в случае столкновения.
Алюминий представляет уникальные вызовы при штамповке из-за своей меньшей пластичности и склонности к упругому восстановлению по сравнению со сталью. Тем не менее, его использование в наружных панелях и элементах подвески растёт благодаря превосходному соотношению прочности к весу. В свою очередь, медь и латунь незаменимы при производстве клемм и компонентов электрической архитектуры автомобиля, где решающим фактором является проводимость. Ведущие компании, такие как Wiegel специализируются на обработке этих цветных металлов с микронными допусками, чтобы обеспечить надёжность электронных систем безопасности.
Для брендов, ищущих стратегического партнёра, способного управлять этой сложностью материалов, Shaoyi предлагает индивидуальные решения по металлической штамповке с сертификацией IATF 16949. Их опыт охватывает все этапы — от быстрого прототипирования до массового производства критически важных компонентов, таких как субрамы и рычаги подвески, с интеграцией анализа конструкции на пригодность к изготовлению (DFM), что обеспечивает техническую реализуемость и соответствие бюджету уже на концептуальном этапе.
Ниже приведены типовые применения в зависимости от типа металла:
| Материал | Ключевые свойства | Применение в транспортном средстве |
|---|---|---|
| Сталь AHSS | Максимальная прочность и способность поглощать энергию | Стойки A/B, лонжероны шасси |
| Алюминий (серии 5000/6000) | Легкость и устойчивость к коррозии | Капоты, двери, опоры подвески |
| Медь / Бериллий | Высокая электрическая и тепловая проводимость | Датчики, разъёмы аккумулятора, электронные блоки управления (ECU) |
| Нержавеющая сталь | Устойчивость к нагреву и окислению | Системы выхлопа, инжекторы |
Технология прессов: от механических систем к сервотехнологии
Инфраструктура современного прессового цеха определяется типом используемого оборудования. Традиционные механические прессы, работающие с помощью маховика, по-прежнему популярны благодаря своей скорости при операциях резки и простого формования. Как объясняет HTT Inc. , эти машины идеальны для быстрых производственных циклов, где максимальное усилие требуется в конце хода поршня.
Однако наиболее революционной инновацией является серво-пресс . В отличие от механических, серво-прессы используют двигатели с высоким крутящим моментом, которые обеспечивают полный контроль над скоростью и положением поршня в любой точке цикла. Это позволяет выполнять сложные операции, такие как формовка трудных геометрий на пониженных скоростях для предотвращения разрывов, а затем увеличивать скорость на этапах возврата для сохранения производительности. Точность серво-прессов снижает износ матриц и значительно улучшает качество поверхности деталей.
Преимущества внедрения серво-технологии в производство включают:
- Полная гибкость цикла: Возможность программировать остановки или колебательные движения для оптимизации течения металла.
- Снижение вибраций: Более плавное движение продлевает срок службы режущего инструмента до 30%.
- Энергоэффективность: Системы рекуперации энергии в сервопрессах снижают эксплуатационное энергопотребление.
- Размерная стабильность: Повышенная повторяемость при формовании сложных деталей из высокопрочных сталей.
Эффективность затрат и перспективы Индустрии 4.0
Рентабельность металлоштамповки в автомобильной промышленности — это вопрос масштаба. Хотя первоначальные затраты на оснастку и проектирование штампов могут быть высокими, удельная стоимость резко снижается при крупносерийном производстве. Экономический анализ должен учитывать не только стоимость материала и оборудования, но также время простоя при смене инструмента и количество отходов материала (обрезь). Современные компоненты — от внешних панелей до внутренних датчиков, как отмечают в Clamason , требуют конструкции, минимизирующей избыток материала для обеспечения устойчивости и конкурентоспособности.
Индустрия 4.0 трансформирует отрасль за счёт цифровизации прессовых линий. Установка интеллектуальных датчиков в матрицы позволяет в реальном времени отслеживать давление, температуру и смазку. Это обеспечивает возможность предиктивного обслуживания, выявляя потенциальные неисправности до того, как будут произведены дефектные детали или повреждено оборудование. Интеграция цифровых двойников на этапе проектирования позволяет моделировать поведение металла с поразительной точностью, сокращая циклы проб и ошибок в физическом цехе.
В заключение, будущее металлического штампования в автомобильной промышленности связано с устойчивостью и интеллектуальной обработкой данных. Способность производить более легкие компоненты с помощью более чистых и автоматизированных процессов станет ключевым фактором для поставщиков, желающих сохранить свою значимость в глобальной цепочке поставок. Инвестиции в передовые технологии и сотрудничество с экспертами гарантируют, что производители смогут решать задачи, связанные с электромобильностью и автономным вождением, обеспечивая высочайшую надежность компонентов.
Часто задаваемые вопросы о металлическом штамповании
1. Какие четыре основных типа металлического штампования?
Основными методами являются прогрессивное штампование (идеально подходит для небольших деталей высокого объема), штампование с переносом (для крупных деталей), глубокая вытяжка (для цилиндрических или полых форм) и микрощтампование для крошечных электронных компонентов.
2. Дорогой ли процесс металлической штамповки?
Первоначальные инвестиции в пресс-формы и матрицы значительны, зачастую достигая нескольких тысяч евро. Однако при массовом производстве стоимость единицы продукции крайне низка, что делает этот метод наиболее экономически выгодным для автомобильной промышленности в долгосрочной перспективе.
3. В чем разница между прессованием и штамповкой металла?
Хотя эти термины часто используются как синонимы, штамповка — это комплексный процесс, включающий различные операции резки и формования листового материала, тогда как прессование относится конкретно к механическому приложению давления для деформации материала.
4. Какие материалы чаще всего используются в автомобильных штампованных деталях?
Сталь повышенной прочности остается лидером по соображениям безопасности, вслед за ней следует алюминий, используемый для снижения веса. Медь необходима для всех компонентов электрической связи в гибридных и электрических транспортных средствах.