 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Ключевые стратегии смазки автомобильных штампов для повышения производительности
Краткое содержание
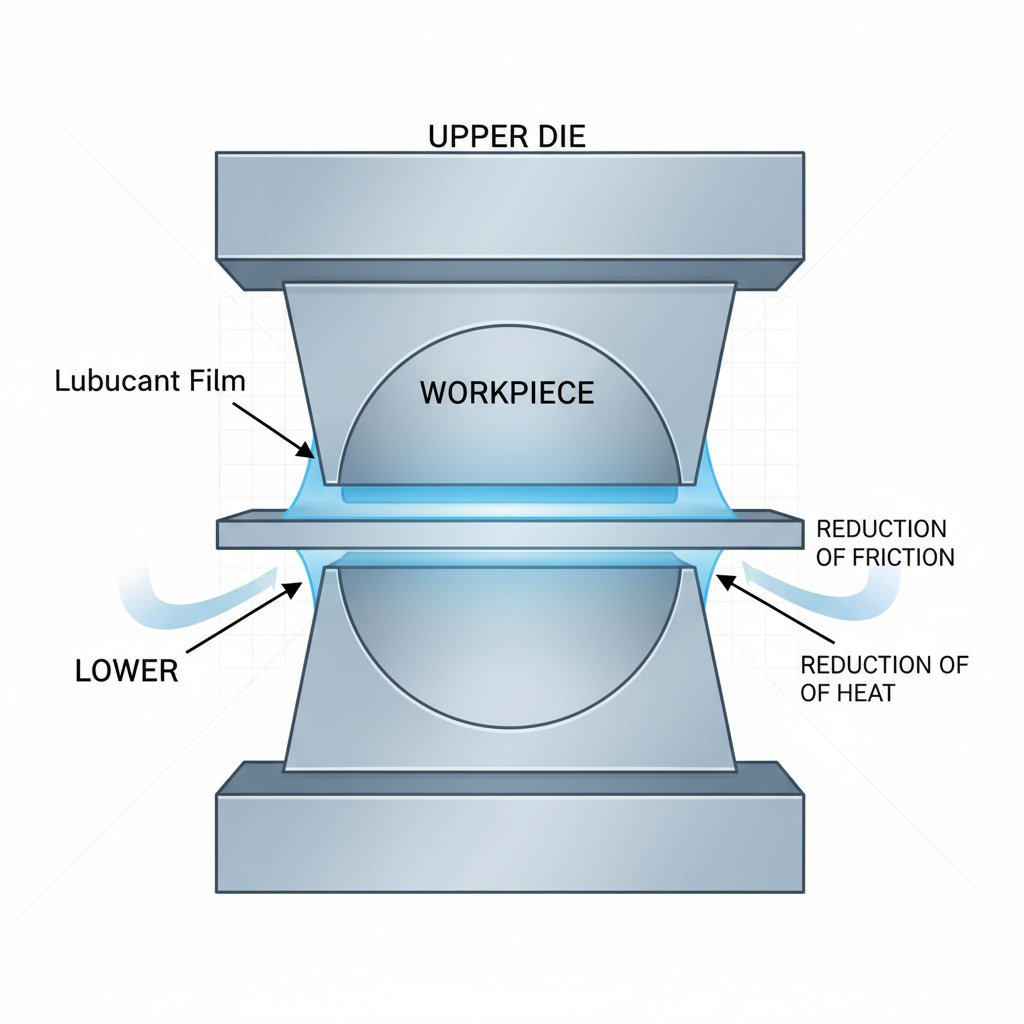
Смазка матриц в автомобильной промышленности — это критически важный процесс нанесения специализированного состава для образования защитной пленки между матрицей и заготовкой при операциях штамповки или литья. Эффективная стратегия смазки необходима для снижения трения и нагрева, предотвращения преждевременного износа инструмента, обеспечения качественного отделения изготовленных деталей и увеличения срока эксплуатации дорогостоящих матриц.
Ключевая роль смазки в операциях с матрицами в автомобильной промышленности
В любом штамповочном, формовочном или производственном цехе взаимодействие между инструментом и заготовкой сопровождается высоким трением и выделением тепла. Основная цель смазки матриц — создание прочной пленки на этой границе контакта для управления этими силами. Данный процесс заключается не просто в нанесении жидкости; это фундаментальный элемент успешного производственного процесса, влияющий на всё — от качества деталей до эксплуатационных расходов. При правильной реализации грамотно разработанная стратегия смазки может обеспечить значительное повышение эффективности всего производственного цикла.
Функции смазки матриц многообразны и выходят далеко за рамки простого снижения трения. Качественная смазка создает физическое разделение между поверхностью матрицы и деталью, что крайне важно для предотвращения повреждений и обеспечения чистого отделения. Долговечность высокоточных инструментов, таких как специализированные автомобильные штампы, разработанные экспертами вроде Shaoyi (Ningbo) Metal Technology Co., Ltd. , напрямую зависит от тщательно выполненной программы смазки. Без нее даже самые прочные матрицы будут страдать от преждевременного износа.
Эффективная смазка матриц обеспечивает несколько ключевых преимуществ:
- Управление трением и тепловыделением: Минимизируя сопротивление между матрицей и заготовкой, смазочные материалы рассеивают интенсивное тепло, выделяемое во время формовки, что имеет решающее значение для поддержания размерной стабильности как инструмента, так и детали.
- Защита матрицы: Пленка смазки действует как защитный барьер, предотвращая заедание, царапины и другие формы износа, возникающие при прямом контакте металл-металл. Это напрямую приводит к увеличению срока службы инструмента и сокращению простоев на техническое обслуживание.
- Повышенное качество деталей: Правильная смазка обеспечивает плавное течение материала по поверхности матрицы, предотвращая разрывы, трещины и косметические дефекты. Она также способствует чистому отделению детали от матрицы, избегая деформации.
- Контроль коррозии: Многие формовочные смазки содержат добавки, которые защищают как матрицу, так и готовую деталь от окисления и коррозии во время и после производственного процесса.
Напротив, последствия недостаточной смазки могут быть серьезными. Недостаточное или неправильное нанесение жидкости приводит к увеличению количества брака, дорогостоящему ремонту штампов и незапланированным остановкам производства. В автомобильной промышленности, где все чаще используются легкие материалы, такие как алюминий, для повышения топливной эффективности, требования к технологиям смазки становятся еще выше. Эти материалы требуют специализированных стратегий смазки, чтобы учитывать их уникальные характеристики при формовке и предотвращать проблемы, такие как прилипание в операциях литья под давлением.
Разработка комплексной стратегии смазки
Достижение совершенства в смазке требует перехода от хаотичного, реактивного подхода к плановому, комплексному стратегическому подходу. При разработке плана смазки, особенно в условиях быстрой смены инструмента (QDC), компании никогда не должны рассматривать компоненты изолированно. Эффективная стратегия обеспечивает согласованную работу всех элементов — от выбора и разбавления смазочного материала до методов нанесения и процессных контролов — с целью сокращения времени наладки и предотвращения ошибок.
Комплексная стратегия начинается с понимания того, что разные задачи предъявляют разные требования. Например, автопроизводители часто используют специальные утверждённые жидкости для своих инструментов. Важной частью стратегии является выбор между реактивным подходом по расписанию и более продвинутой системой, основанной на состоянии оборудования. Хотя смазка по расписанию проще в реализации, стратегия, основанная на состоянии, отслеживает фактическое состояние смазочного материала и механизмов для оптимизации подачи, снижая потери и повышая производительность. Такой проактивный подход имеет важнейшее значение для современного производства с высокой вариативностью.
Для разработки надёжной стратегии смазки рассмотрите следующий контрольный список:
- Анализ применения: Оцените материал заготовки (например, высокопрочную сталь, алюминий), сложность детали и тип операции (например, штамповку, глубокую вытяжку, литьё под давлением).
- Проконсультируйтесь с поставщиками: Совместно с поставщиком смазочных материалов подберите подходящую жидкость. Они могут предоставить важную информацию о характеристиках формовки и совместимости с последующей обработкой, такой как окраска или покрытие.
- Определите параметры применения: Выберите оптимальный метод нанесения (например, распыление, валик), расположение сопел, объем и тайминг. Интеллектуальные контроллеры могут сохранять эти «профили распыления», обеспечивая воспроизводимость и исключая неопределенность при смене настроек.
- Обеспечьте правильное разбавление и контроль: Используйте таблицу концентраций, предоставленную поставщиком смазки, чтобы установить правильное соотношение разбавления. Регулярно проверяйте концентрацию рефрактометром для обеспечения стабильности.
- Интеграция с работой прессов: Для максимальной эффективности, особенно при использовании QDC, применяйте системы, такие как коллекторы с быстроразъемными соединениями для смазочных линий. Это не только ускоряет смену настроек, но и предотвращает ошибки, например, подключение неправильного шланга к соплу.
В приведённой ниже таблице сравниваются два стратегических подхода, демонстрируя преимущества проактивного системного подхода.
| Фактор | Реактивная (ориентированная на компоненты) стратегия | Проактивная (ориентированная на системы) стратегия |
|---|---|---|
| Нанесение смазки | Ручное нанесение или по фиксированному графику; зачастую приводит к чрезмерной или недостаточной смазке. | Автоматизированное нанесение, основанное на состоянии системы, с точным контролем объёма и времени подачи. |
| Процесс замены | Отдельные шланговые соединения; высокий риск человеческой ошибки и загрязнения. | Использование быстроразъёмных коллекторов и программируемых рецептов; минимизирует ошибки и простои. |
| Мониторинг | Редкие или отсутствующие проверки концентрации и состояния смазочного материала. | Регулярный контроль соотношения разбавления и эффективности системы; корректировка на основе данных. |
| Результатом | Несоответствие качества деталей, повышенный расход смазки, увеличенный износ матрицы и более длительные простои. | Стабильное качество деталей, сокращение отходов, увеличение срока службы матрицы и повышение эксплуатационной эффективности. |
Выбор правильной смазки: руководство по типам и свойствам
Сама смазка является основой любой стратегии смазывания матриц. Правильный выбор типа имеет решающее значение и во многом зависит от конкретного применения, включая материал, из которого изготавливается изделие, рабочие температуры и давления. Четыре основные категории промышленных смазок обладают различными свойствами, подходящими для разных условий.
Основные типы включают масла, смазки, сухие смазочные материалы и проникающие смазки. В большинстве случаев применения для автомобильных матриц наиболее распространены масла и специализированные синтетические соединения. Например, при литье алюминия под давлением при высоких температурах водные смазки для матриц разработаны так, чтобы эффективно охлаждать поверхность матрицы и предотвращать прилипание — распространённую проблему, вызванную эффектом Лейденфроста, при котором жидкость испаряется до того, как успевает смочить горячую поверхность. Аналогично, при штамповке алюминиевых деталей кузова (BIW) термоплавкие смазки могут обеспечивать более высокую граничную смазку по сравнению с традиционными маслами.
Правильный выбор требует тщательной оценки нескольких факторов. Смазочный материал, хорошо работающий при низких температурах, может разрушаться под воздействием экстремальной жары при операциях ковки или литья под давлением. В следующей таблице приведено сравнение распространённых типов смазочных материалов, используемых при обработке металлов давлением:
| Тип смазочного материала | Ключевые свойства | Лучший выбор для | Учитывающие обстоятельства |
|---|---|---|---|
| Масляные (минеральные/синтетические) | Отличное охлаждение, широкий диапазон вязкостей, может содержать присадки экстремального давления (EP). | Общая штамповка, вытяжка, высокоскоростные операции. | Может вызывать проблемы с поддержанием чистоты; вязкость изменяется с температурой. |
| Водные эмульсии/синтетические составы | Превосходные свойства охлаждения, чистые, негорючие. | Литье под давлением при высоких температурах, применения, где требуется огнестойкость. | Требует тщательного контроля концентрации; потенциальная возможность размножения бактерий. |
| Сухие смазочные материалы (графит, PTFE) | Выдерживает экстремальные температуры и давления; обеспечивает чистую, не маслянистую поверхность. | Ковка, экструзия и применения, где существует опасность загрязнения жидкостью. | Может быть сложно наносить равномерно; может потребоваться подготовка поверхности. |
| Термоклеевые смазки | Наносится в твёрдом виде и плавится при нагреве; обеспечивает отличную граничную смазку. | Штамповка сложных материалов, таких как алюминиевые сплавы. | Требует специального оборудования для нанесения. |
Чтобы направлять процесс выбора, задайте следующие вопросы:
- Какой материал заготовки и его толщина?
- Каковы максимальные температуры и давления, возникающие в процессе работы?
- Есть ли особые требования к отделке поверхности готовой детали?
- Каковы экологические, гигиенические и безопасные аспекты?
- Совместима ли смазка с последующими процессами, такими как сварка, окраска или покрытие?
Оптимизация производительности за счёт стратегической смазки
В конечном счёте, эффективная смазка штампов для автомобильной промышленности — это не просто задача технического обслуживания; это стратегическая необходимость для любого современного производства металлоизделий. Переход от подхода, при котором жидкость просто наносится, к управлению полноценной системой смазки, необходим для достижения максимальной производительности. Успешная стратегия основывается на понимании того, что выбор смазки, метод её нанесения и контроль процесса являются взаимосвязанными элементами, которые напрямую влияют на производительность, качество и рентабельность.
Тщательно анализируя конкретные требования каждого применения, сотрудничая с квалифицированными поставщиками и используя технологии для обеспечения точности и воспроизводимости, производители могут получить значительные преимущества. Результаты очевидны: увеличение срока службы матриц, снижение уровня брака, более быстрая смена оснастки и более чистая, безопасная рабочая среда. В конкурентной автомобильной отрасли совершенствование смазки матриц является ключевым фактором, обеспечивающим операционное превосходство.
Часто задаваемые вопросы о смазке матриц
1. Какой смазочный материал используется для литья под давлением?
Для литья под давлением, особенно при использовании металлов с высокой температурой плавления, таких как алюминий, обычно применяются специализированные смазки на водной основе. Эти продукты предназначены как для смазывания пресс-формы с целью облегчения извлечения детали, так и, что особенно важно, для охлаждения поверхностей пресс-формы между циклами. Они должны выдерживать экстремальные температуры и предотвращать такие проблемы, как прилипание расплавленного металла. Некоторые специализированные продукты, например содержащие графит, также используются благодаря своей устойчивости при высоких температурах.
2. Какие бывают 4 типа смазок?
Четыре основных типа промышленных смазочных материалов — это масла, смазки, проникающие смазки и сухие смазки. Масла находятся в жидком состоянии и отлично передают тепло. Смазки — это полутвёрдые вещества, хорошо прилипающие к поверхностям. Проникающие смазки обладают очень низкой вязкостью и способны проникать в узкие зазоры. Сухие смазки, такие как графит или ПТФЭ, представляют собой твёрдые вещества, снижающие трение при высоких температурах или в чистых средах.
3. Что представляет собой способ смазки типа 3?
Обычно это относится к одному из трех распространенных методов смазки механизмов, таких как шестерни. Основные методы — это смазка с помощью консистентной смазки, разбрызгиванием (когда компоненты погружаются в масляную ванну) и принудительная циркуляция масла (когда насос активно распределяет масло по ключевым точкам). Выбор метода зависит от скорости, нагрузки и конструктивных требований машины.
4. Каковы три или четыре типа систем смазки?
В контексте промышленного оборудования системы смазки определяются способом подачи смазочного материала. К ним относятся ручные системы (например, шприц для смазки), централизованные системы, которые автоматически подают смазку в несколько точек из одного резервуара, системы масляного тумана, распыляющие распыленную смазку, и циркуляционные системы, которые непрерывно фильтруют и повторно используют масло. В применении к штампам система зачастую представляет собой автоматическую распылительную или роликовую систему, предназначенную для точного нанесения.