 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Автоматизация в отрасли штамповки металла: центральная нервная система
Краткое содержание
Автоматизация в отрасли металлической штамповки эволюционировала от простой механической обработки до «центральной нервной системы» современных производственных предприятий. Речь уже не идет только о более быстром производстве; это представляет собой комплексную интеграцию трех основных компонентов: передового оборудования (сервопрессы и роботы), интеллектуального программного обеспечения (IIoT и прогнозирующие данные) и оптимизированных процессов (визионный контроль и безопасность). В этом руководстве рассматривается, как эти технологии работают совместно для достижения качества без дефектов и максимизации рентабельности инвестиций.
Для руководителей и инженеров предприятий переход к автоматизации означает выход за рамки отдельно стоящих станков к полностью синхронизированной экосистеме. Используя технологии, такие как тандемные системы перемещения пресс-в-пресс и визуальная проверка в реальном времени, производители могут преодолеть нехватку рабочей силы, повысить безопасность, убрав операторов из опасных зон, и достичь точности, необходимой по стандартам автомобилестроения и аэрокосмической промышленности.
Технологическая экосистема: не только роботы
Основа любой автоматизированной штамповочной линии — это её оборудование. Хотя роботы являются наиболее заметным компонентом, истинная мощность достигается за счёт интеграции специализированного оборудования, которое бесшовно взаимодействует между собой. Понимание конкретных функций сервотехнологий и трансферных систем имеет решающее значение при выборе подходящего оборудования для вашего предприятия.
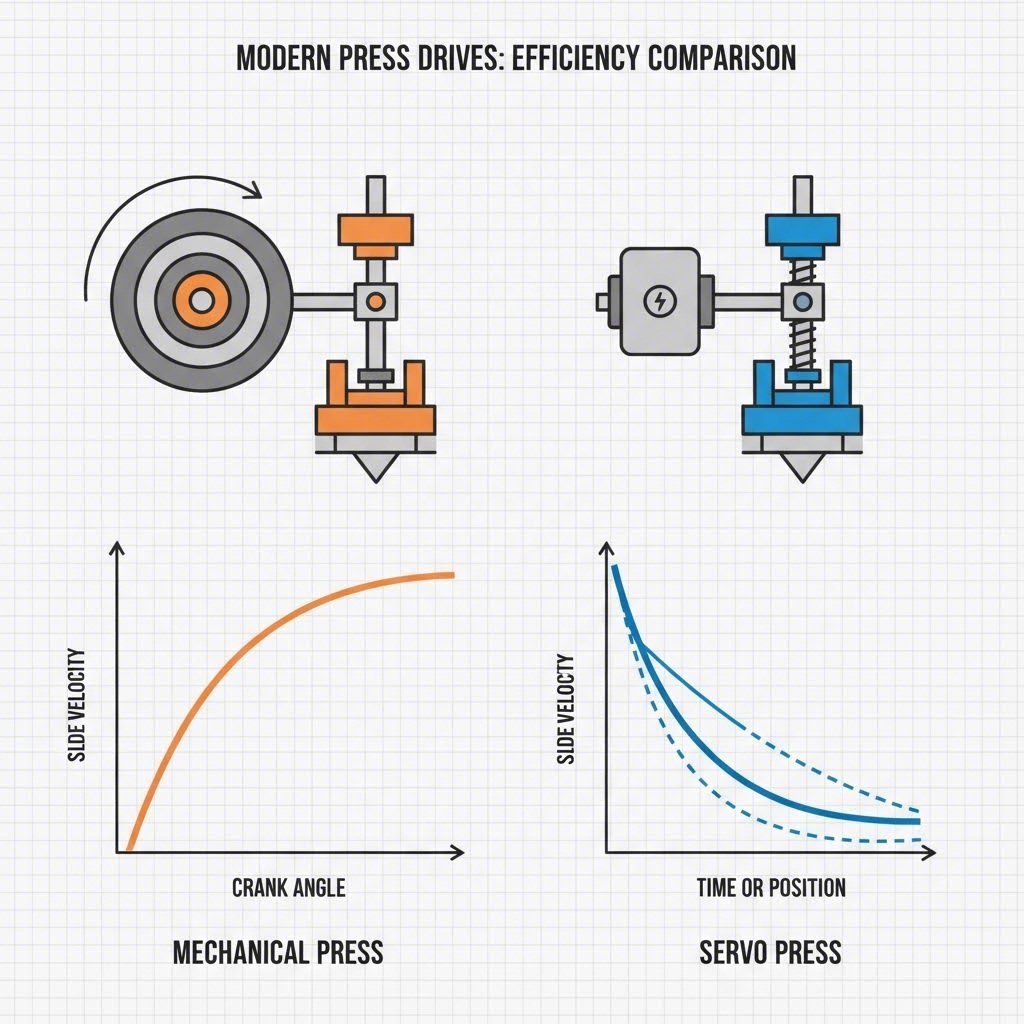
Прессы с сервоприводом против механических систем
Традиционные механические прессы работают на основе фиксированной системы маховика, что ограничивает гибкость. Напротив, технология сервопрессов позволяет точно управлять скоростью и положением ползуна в любой точке хода. Эта возможность позволяет производителям регулировать время выдержки для конкретных операций формования, снижая эффект пружинения и повышая качество деталей. Управляя скоростью перемещения и давлением штампа в реальном времени, сервопрессы могут изготавливать сложные геометрические формы, которые невозможно получить на стандартных механических системах.
Решения для разборки штабелей спереди линии (FOL)
Автоматизация начинается с передней части линии. Процесс разборки штабеля — отделение заготовок и подача их в первый пресс — требует абсолютной надёжности, чтобы предотвратить подачу двойной заготовки, что может привести к аварийному повреждению штампов. Два основных типа технологий доминируют в этой области:
- Магнитные рассекатели: Эффективны для ферромагнитных материалов, но склонны захватывать несколько листов, если масляная пленка слишком толстая.
- Системы с вакуумными присосками: Предпочтительны благодаря своей точности. Как отмечают эксперты в JR Automation , вакуумные присоски минимизируют риск двойной подачи листа и обеспечивают подачу по одному листу, что делает их стандартом для высокоскоростных линий.
Роботизированная тандемная передача пресс-пресс (P2P)
Перемещение деталей между станциями в тандемной линии зачастую является самым большим узким местом. Современные системы передачи пресс-пресс используют высокоскоростных многокоординатных роботов, синхронизированных с циклом пресса. В отличие от жесткой автоматизации, такие роботизированные системы обеспечивают гибкость при производстве изделий с высоким разнообразием и небольшими объемами. Их можно перепрограммировать за считанные минуты для обработки различных геометрий деталей, что значительно сокращает время переналадки — ключевой показатель эффективности для современных штамповочных производств.
Интеллектуальное производство и данные: «Цифровая нервная система»
Одних только аппаратных средств недостаточно без интеллекта, управляющего ими. Умное производство превращает штамповочный завод в предприятие, основанное на данных, что часто называют Индустрией 4.0. Эта «цифровая нервная система» опирается на датчики и подключение для мониторинга состояния оборудования и стабильности процессов в режиме реального времени.
Предиктивное техническое обслуживание и промышленный интернет вещей
Реактивное техническое обслуживание — устранение неисправностей после поломки станков — дорогостоящее и неэффективное. Внедряя датчики промышленного интернета вещей (IIoT), производители могут отслеживать ключевые параметры, такие как вибрация двигателя, температура масла и усилие пресса. Ulbrich подчёркивает, как алгоритмы предиктивного технического обслуживания анализируют эти данные, чтобы прогнозировать отказы оборудования за несколько дней или недель до их возникновения. Такой подход позволяет службам техобслуживания планировать ремонты во время запланированных простоев, значительно повышая общую эффективность использования оборудования (OEE).
Роль цифровых двойников
«Цифровой двойник» — это виртуальная копия физического процесса штамповки. До того как будет обработана первая заготовка из металла, инженеры могут смоделировать весь производственный цикл в виртуальной среде. Это позволяет выявлять возможные столкновения, оптимизировать траектории роботов и проверять длительность циклов. Цифровые двойники сокращают этап проб и ошибок при физическом запуске оборудования, обеспечивая максимальную эффективность автоматизированной линии с первого дня работы.
Критические точки интеграции: укладка и контроль
Наиболее сложные задачи в автоматизации часто возникают в конце линии (EOL). Когда готовые детали покидают пресс, их необходимо проверить, уложить на стеллажи и подготовить к отгрузке, не создавая узких мест.
Стратегии комплектации в конце линии (EOL)
Автоматизация процесса укладки считается особенно сложной из-за разнообразия тары для перевозки. Обычно применяются два подхода:
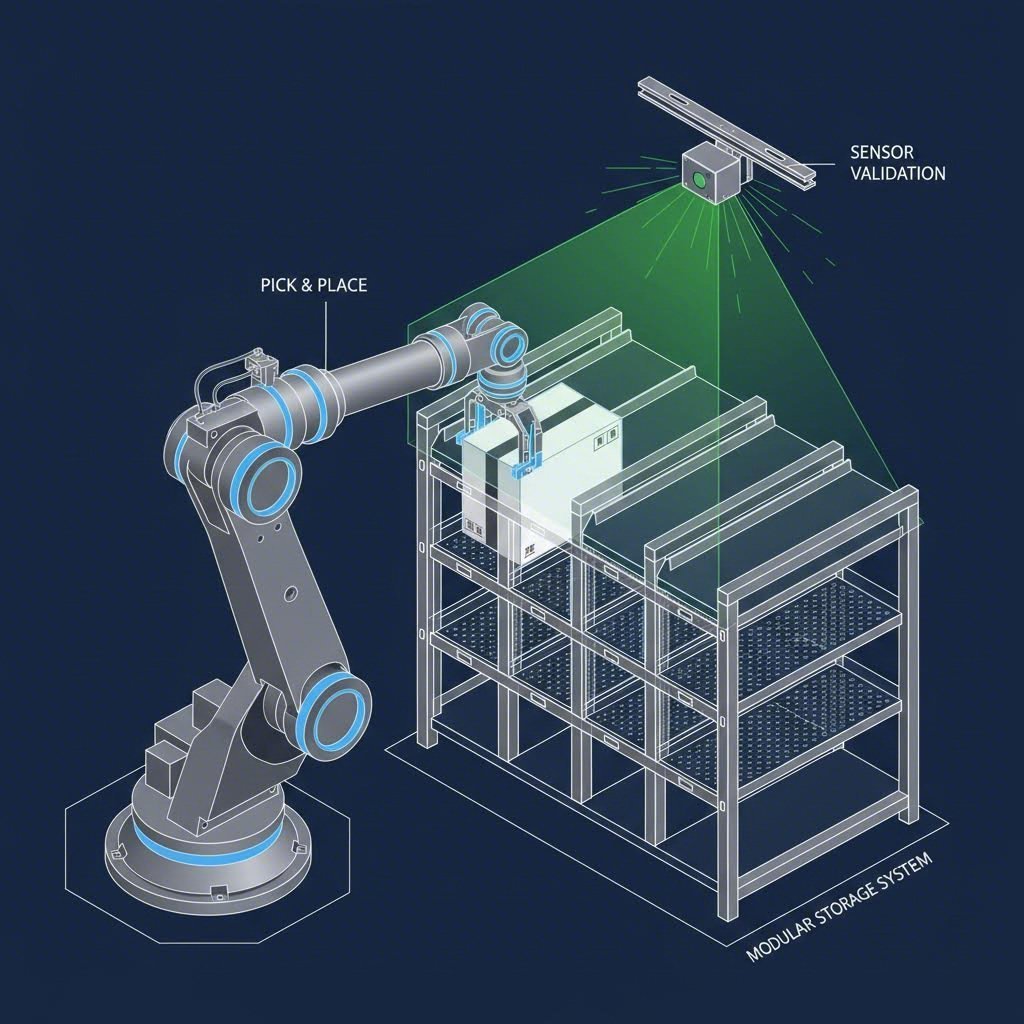
- Полностью автоматическая укладка: Роботизированные манипуляторы берут готовые детали и помещают их непосредственно в тару для отправки. Это требует точного размещения прокладок и положения стоек.
- Гибридные системы: Такие системы позволяют как ручную, так и автоматическую укладку в стойки, обеспечивая гибкость. Однако они требуют сложной системы зонирования безопасности (с использованием световых завес и сканеров), чтобы гарантировать безопасность работы операторов рядом с роботами.
Системы визуальной проверки
Робот не может «увидеть» неправильно установленную стойку или посторонний предмет без помощи. Продвинутые 3D-системы технического зрения необходимы для проверки положения и целостности стоек перед установкой детали. Эти системы сканируют контейнер, чтобы убедиться в отсутствии препятствий и правильной ориентации. Кроме того, встроенные системы визуального контроля проверяют детали на наличие поверхностных дефектов, трещин или отклонений в размерах сразу после штамповки, обеспечивая поставку деталей без дефектов потребителю.
Бизнес-обоснование: окупаемость инвестиций, безопасность и производственные мощности
Инвестиции в автоматизацию — это значительные капитальные затраты, однако рентабельность инвестиций (ROI) обеспечивается измеримым ростом эффективности, качества и использования рабочей силы.
Безопасность и повышение квалификации персонала
Одним из самых убедительных аргументов в пользу автоматизации является безопасность. Убрав операторов с линии пресса, производители устраняют риск серьёзных травм рук и конечностей. Более того, Manor Tool подчёркивается, что автоматизация не обязательно приводит к сокращению рабочих мест; скорее, она способствует повышению квалификации персонала. Операторы переходят от повторяющихся ручных операций к более высококвалифицированным ролям, таким как программирование систем, контроль качества и обслуживание оборудования.
Партнёрство для успешного производства в больших объёмах
Для автопроизводителей и промышленных OEM-компаний выбор партнёра по штамповке зачастую зависит от его возможностей в области автоматизации и наличия сертификатов качества. Полностью автоматизированное предприятие может гарантировать необходимый объём выпускаемой продукции для массового производства, сохраняя при этом строгие допуски. Например, Shaoyi Metal Technology использует прецизионные технологии и прессовое оборудование с усилием до 600 тонн, сертифицированные по стандарту IATF 16949, чтобы преодолеть разрыв между быстрым прототипированием и производством в больших объемах. Их подход демонстрирует, как передовые услуги по изготовлению деталей позволяют выпускать критически важные компоненты, такие как рычаги подвески и подрамники, соответствующие строгим глобальным стандартам.
Будущее — это синхронизация
Автоматизация в отрасли металлоштамповки перешла от конкурентного преимущества к базовому операционному стандарту. Будущее принадлежит предприятиям, способным синхронизировать сервоприводную точность с аналитикой на основе данных. Рассматривая штамповочную линию как единый интеллектуальный комплекс, производители могут достичь идеала производства: более высокая скорость, меньшая стоимость и безупречное качество. По мере развития технологий можно ожидать ещё более глубокой интеграции искусственного интеллекта и машинного обучения, что дополнительно стирает границы между физическим производством и цифровой оптимизацией.
Часто задаваемые вопросы
1. В чём разница между жёсткой автоматизацией и роботизированной передачей?
Жесткая автоматизация использует фиксированные механические системы для перемещения деталей между прессами. Она чрезвычайно быстра, но не обладает гибкостью, что делает её идеальной для производства с высоким объёмом и низким разнообразием изделий. Роботизированная передача использует программируемые роботизированные манипуляторы, обеспечивая несколько более низкую скорость, но огромную гибкость для операций с высоким разнообразием деталей, когда конструкции изделий часто меняются.
2. Как технология сервопрессов улучшает качество деталей?
Сервопрессы позволяют программировать движение ползуна, что означает возможность регулировки скорости и давления в различных точках хода. Это позволяет использовать функцию «выдержки», уменьшая упругую деформацию материала и обеспечивая лучшее течение металла, в результате чего достигается более высокая размерная точность и улучшенная отделка поверхности по сравнению с традиционными механическими прессами.
3. Каковы основные преимущества безопасности при автоматизации штамповочной линии?
Основное преимущество с точки зрения безопасности заключается в физическом отделении оператора от прессового оборудования. Автоматизированные системы выполняют загрузку, перемещение и выгрузку тяжелых, острых металлических деталей, что значительно снижает риск травм от сдавливания, порезов и эргономических перегрузок, связанных с ручной обработкой.