 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Детали литья под давлением: баланс формы, функциональности и отделки

Краткое содержание
Различие между эстетические и функциональные детали из литого сплава это не двоичный выбор, а шкала приоритетов проектирования. Успех зависит от баланса между визуальной привлекательностью и эксплуатационными требованиями, такими как прочность и устойчивость к коррозии. Этот баланс достигается в первую очередь за счёт стратегического выбора материала, соблюдения принципов технологичности конструкции (DFM) и применения конкретных видов поверхностной обработки, адаптированных к конечному использованию детали.
Определение шкалы: эстетические и функциональные приоритеты
В мире производства дискуссия между формой и функцией является постоянной. В случае литых под давлением деталей речь идет не о выборе одного вместо другого, а о движении по шкале приоритетов. Почти каждая деталь требует сочетания эстетической привлекательности и функциональных характеристик. Ключевым моментом является раннее определение основной цели на этапе проектирования, поскольку это решение влияет на все последующие выборы — от материала до окончательной обработки поверхности.
Эстетические соображения касаются визуальных и тактильных качеств детали. Они имеют первостепенное значение для товаров, предназначенных конечным потребителям, поскольку внешний вид и ощущения напрямую влияют на воспринимаемую ценность продукта. К таким факторам относятся гладкость поверхности, равномерность цвета, текстура, а также отсутствие визуальных дефектов, таких как линии разъема или усадочные следы. Изящный корпус ноутбука, полированные внутренние элементы отделки автомобиля или декоративный корпус бытовой техники премиум-класса — всё это примеры случаев, когда эстетика играет определяющую роль. Достижение высококачественной косметической отделки зачастую требует тщательной конструкции формы и дополнительных операций по финишной обработке, что может увеличить стоимость производства.
Функциональные требования, с другой стороны, определяются эксплуатационной средой и механическим назначением детали. К таким приоритетам относятся прочность конструкции, износостойкость, защита от коррозии, теплопроводность и точность геометрических размеров. Для крепежной детали внутреннего двигателя, корпуса коробки передач или аэрокосмического компонента функциональность является обязательным требованием. Деталь должна надежно работать под нагрузкой, при колебаниях температуры, а также при воздействии химических веществ или влаги. В этом контексте параметры поверхностной отделки важны не столько с точки зрения внешнего вида, сколько с точки зрения повышения долговечности и срока службы, как указано в руководстве от Kenwalt Die Casting .
Компромисс между этими приоритетами зачастую определяется инженерными и экономическими соображениями. Например, проектирование детали со сложными изгибами ради эстетики может создать трудности для течения расплавленного металла, потенциально нарушая внутреннюю целостность. Напротив, оптимизация детали для максимальной прочности может привести к менее привлекательному внешнему виду. Цель любой продуктовой команды — чётко определить конечное применение и найти наиболее эффективный баланс, обеспечивая, чтобы готовый компонент был одновременно привлекательным и надёжным, не выходя за рамки бюджетных ограничений.
Ключевая роль поверхностных покрытий
Поверхностные покрытия являются самым мощным инструментом для улучшения как эстетических, так и функциональных качеств детали, полученной литьём под давлением. Покрытие — это не просто нанесённый слой; это важнейший этап производства, способный превратить заготовку в высокопроизводительный и визуально привлекательный компонент. По мере того как Zetwerk объясняет, что отделка поверхности выходит за рамки внешнего вида и значительно влияет на производительность. Выбор отделки напрямую отвечает приоритетам, определенным на этапе проектирования, будь то цель — зеркальный блеск, стойкость к коррозии или повышенная электропроводность.
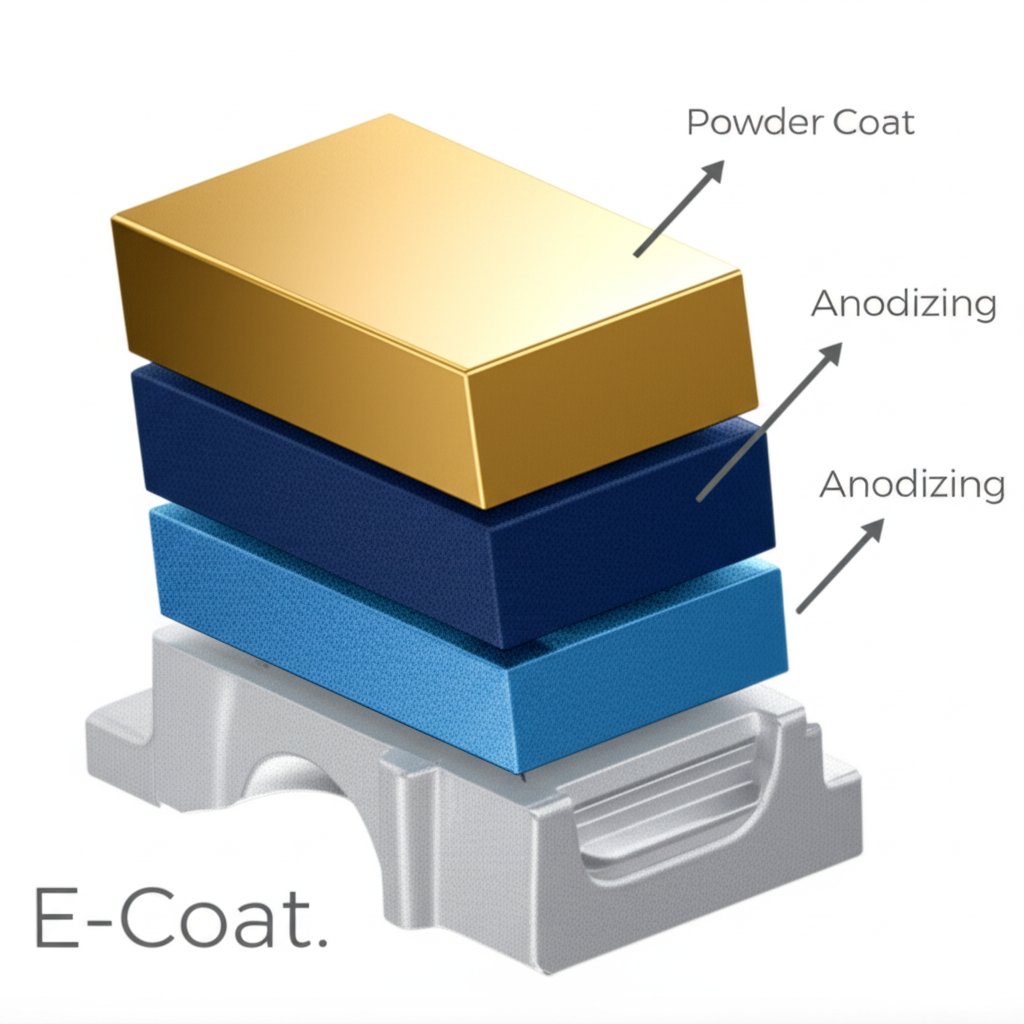
Доступно несколько распространенных вариантов отделки, каждый из которых предлагает уникальное сочетание преимуществ. Андомизация является электрохимическим процессом, создающим твердый, устойчивый к коррозии оксидный слой на алюминиевых деталях, что идеально подходит для потребительской электроники, требующей прочности и премиального ощущения. Порошковое покрытие обеспечивает толстое, долговечное и декоративное покрытие в широком диапазоне цветов, что делает его идеальным для автомобильных деталей и оборудования для использования на открытом воздухе. Для самых высоких эстетических требований полировка создает гладкую, отражающую поверхность, в то время как электропокрытие наносит тонкий слой другого металла (например, хрома или никеля) для красоты, стойкости к износу и проводимости.
Для более промышленных или функциональных задач существуют такие методы обработки, как покрытие для преобразования хромата обеспечивают отличную коррозионную стойкость при низкой стоимости, что делает их подходящими для аэрокосмической и электронной промышленности, где важнее производительность, чем внешний вид. Аналогично, пескоструйная или дробеструйная обработка является экономически эффективным способом очистки детали и создания равномерной матовой текстуры, что также служит отличной подготовительной стадией для окрашивания или нанесения покрытий.
Выбор подходящей отделки требует тщательного анализа назначения детали, условий эксплуатации и бюджета. Комплексное руководство по стоимости и сравнению может быть чрезвычайно полезным для принятия обоснованного решения. Чтобы упростить этот выбор, в таблице ниже сравниваются распространённые виды отделки на основе их основных преимуществ и типичных применений.
| Тип отделки | Основная польза | Стойкость к коррозии | Относительная стоимость | Общие применения |
|---|---|---|---|---|
| Андомизация | Эстетичный и функциональный | Высокий | Средний | Бытовая электроника, медицинские устройства, архитектурные элементы отделки |
| Порошковое покрытие | Функциональная и эстетическая | Очень высокий | Средний | Автомобильные детали, уличная мебель, промышленные корпуса |
| Полировка | Эстетические | Низкий (если не покрытый) | Высокий | Премиальные декоративные детали, люксовая фурнитура, отражатели |
| Гальваническое покрытие (например, хромирование) | Эстетичный и функциональный | Очень высокий | Высокий | Декоративные элементы автомобилей, сантехническая арматура, электрические разъёмы |
| Хроматное покрытие | Функциональный | Средний | В низком | Детали для аэрокосмической промышленности, электроника, грунтовка под покраску |
| Стрельба | Функциональное (подготовка) | Нет | В низком | Подготовка перед нанесением покрытия, промышленные компоненты |
Основные принципы проектирования для оптимизации деталей
Задолго до нанесения поверхностного покрытия базовый дизайн литой под давлением детали определяет её окончательный успех. Соблюдение принципов проектирования с учётом технологичности (DFM) имеет важнейшее значение для создания компонентов, которые одновременно функциональны и эстетически привлекательны. Эти принципы обеспечивают эффективное производство деталей с минимальным количеством дефектов и по более низкой стоимости. Как указано в комплексном руководстве по проектированию , ключевые параметры, такие как толщина стенок, радиусы скруглений и углы выталкивания, имеют критическое значение.
Одним из наиболее важных принципов является соблюдение единая толщина стенки . Резкие изменения толщины могут привести к неравномерному охлаждению расплавленного металла, в результате чего возникают дефекты, такие как пористость (внутренние пустоты) и усадочные раковины (впадины на поверхности). Это не только ослабляет деталь (функциональный отказ), но и портит её внешний вид (эстетический дефект). Поддержание одинаковой толщины стенок позволяет обеспечить равномерное течение металла и структурную целостность.
Скругления и радиусы — сглаживание острых внутренних и внешних углов — являются ещё одним важным элементом. Острые внутренние углы создают концентрацию напряжений, из-за чего деталь становится склонной к растрескиванию под нагрузкой. Благодаря добавлению достаточного скругления напряжения распределяются более равномерно, что значительно повышает прочность детали и её долговечность при циклических нагрузках. С эстетической точки зрения, закруглённые края придают более гладкий и завершённый вид. Аналогичным образом, углы наклона (небольшой уклон на вертикальных стенках) необходимы для извлечения детали из формы без повреждений, сохраняя тщательно продуманную отделку поверхности.
Выбор материала также играет ключевую роль. Сплавы алюминия пользуются популярностью благодаря отличному сочетанию легкого веса и прочности, что делает их идеальными для множества автомобильных и электронных применений. Сплавы цинка обладают высокой текучестью, позволяя создавать сложные детали с очень тонкими стенками, что отлично подходит для небольших и сложных компонентов. Для применений, требующих экстремальной прочности и долговечности, особенно в автомобильной отрасли, могут рассматриваться альтернативные процессы. Например, некоторые высоконагруженные компоненты выигрывают от горячей штамповки. Компании, такие как Shaoyi (Ningbo) Metal Technology специализируются на точных кованых автомобильных деталях, предлагая надежные решения, где механические характеристики являются абсолютным приоритетом.
Для обеспечения успешного проектирования инженеры должны проверить контрольный список этих основных принципов перед окончательным утверждением модели:
- Толщина стенки: Является ли она максимально однородной? Плавны ли переходы?
- Углы выталкивания: Достаточна ли разрядка (обычно 1–3 градуса) на всех поверхностях, параллельных отверстию матрицы?
- Фаски и радиусы: Все ли острые внутренние и внешние углы имеют достаточный радиус?
- Разъединительная линия: Линия разъема расположена в некритичной или менее заметной зоне, чтобы минимизировать ее визуальное влияние?
- Ребра и бобышки: Используются ли ребра для усиления тонких стенок вместо увеличения общей толщины? Правильно ли они пропорционированы (например, 50–60 % от толщины стенки)?
Соблюдение правильного баланса для вашего проекта
В конечном счете, создание успешного литого под давлением компонента — это стратегический компромисс и продуманная конструкция. Речь идет не о выборе между эстетикой и функциональностью, а об определении идеального сочетания того и другого для конкретного применения. Определив приоритеты на раннем этапе, проектировщики могут принимать обоснованные решения, которые будут направлять весь производственный процесс. Для потребительского продукта может быть важнее безупречная отделка поверхности, тогда как для промышленной детали главными приоритетами станут прочность материала и устойчивость к коррозии.
Путь от концепции до готовой детали основан на комплексном подходе. Он начинается с фундаментальных принципов проектирования, предотвращающих дефекты и обеспечивающих технологичность. Далее следует тщательный выбор материалов, согласованный с требованиями к эксплуатационным характеристикам и стоимости. В завершение определяется тип поверхностной отделки, которая усиливает собственные качества детали, обеспечивая необходимую долговечность, защиту и визуальную привлекательность. Освоив взаимодействие этих элементов, производители могут выпускать литые под давлением детали, которые не только соответствуют своему назначению, но и отличаются исключительным качеством.
Часто задаваемые вопросы
1. Какой материал является наиболее подходящим для литья под давлением?
Алюминиевые сплавы являются одними из самых популярных материалов для литья под давлением, поскольку обеспечивают отличный баланс прочности, легкого веса и устойчивости к коррозии. Это делает их отличным выбором для широкого спектра применений — от автомобильных деталей до потребительской электроники. Цинковые сплавы также распространены, ценятся за способность формировать сложные, детализированные элементы с высокой точностью.
2. В чём разница между литьём под давлением и обычным литьём?
Основное различие заключается в процессе и используемых материалах. При литье под давлением расплавленный металл под высоким давлением впрыскивается в многоразовую стальную форму (пресс-форму), что делает этот метод идеальным для массового производства цветных металлов, таких как алюминий и цинк. Другие методы литья, например, литьё в песчаные формы или по выплавляемым моделям, используют одноразовые формы и чаще подходят для небольших объёмов или литья чёрных металлов, таких как железо и сталь.
3. Каковы недостатки литья под давлением (HPDC)?
Значительным недостатком литья под давлением является возможность образования пористости. Поскольку расплавленный металл вводится очень быстро, воздух может оказаться заперт внутри, создавая крошечные пустоты в детали. Такая пористость может ослабить механические свойства компонента и нарушить его структурную целостность. Высокая первоначальная стоимость оснастки (стального формовочного блока) также делает этот метод менее экономичным для небольших производственных партий.
4. Является ли литье под давлением аддитивным производством?
Нет, литье под давлением — это формообразующий производственный процесс, а не аддитивный. Аддитивное производство, такое как 3D-печать, создаёт объект по слоям, начиная с нуля. Напротив, при литье под давлением форма детали получается за счёт впрыска расплавленного материала в заранее подготовленную пресс-форму или матрицу.