 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Care este Costul Real al Utilajelor pentru Turnarea sub Presiune?
REZUMAT
Costul echipamentului de turnare în forme este o investiție semnificativă unică, variind între 60.000 $ și peste 500.000 $ pentru scule mari, complexe și de înaltă productivitate. Această cheltuială inițială ridicată este necesară deoarece formele sunt realizate din oțel special premium, durabil, pentru a rezista la presiunile extreme și temperaturile procesului de turnare. Deși investiția inițială este substanțială, aceasta este compensată de un cost foarte scăzut pe bucată, ceea ce face ca turnarea în forme să fie foarte rentabilă pentru producția de masă.
Înțelegerea costului ridicat al echipamentului de turnare în forme
Primul lucru de înțeles despre costul echipamentului de turnare în forme este că reprezintă o investiție majoră, dar necesară, inițială. Spre deosebire de alte procese de fabricație, forma sau matrița utilizată în turnare este supusă unor condiții de funcționare excepțional de severe. Conform celor Asociația Nord-Americană pentru Turnare în Forme (NADCA) , aceste matrițe trebuie să reziste la șocuri termice extreme datorate metalului topit și la presiuni ridicate în timpul injectării, ceea ce impune necesitatea unor materiale de înaltă calitate, scumpe, precum și o inginerie de precizie.
Acest lucru duce la un spectru larg de costuri. Pentru piese mai mari, mai complexe, sau pentru matrițe cu multiple camere destinate producției de mare volum, prețul poate crește semnificativ, ajungând de la 60.000 $ până la peste 500.000 $. Costul acestor scule reprezintă de obicei o cheltuială unică plătită de client, care deține ulterior scula, chiar dacă aceasta este stocată și întreținută de instalația de turnare sub presiune.
Justificarea acestui investiții inițiale mari constă în economia de scară. Durabilitatea sculei permite producerea a zeci de mii, sau chiar sute de mii de piese identice, cu precizie și viteză ridicate. Acest lucru amortizează costul inițial al sculei pe întreaga serie de producție, rezultând un cost extrem de scăzut pe bucată, făcând ca această metodă să fie adesea cea mai rentabilă pentru producția de mare serie.
Principalele factori care influențează costurile uneltelor
Prețul final al uneltelor de turnare sub presiune nu este arbitrar; acesta este rezultatul direct al mai multor variabile interconectate de proiectare și producție. Înțelegerea acestor factori este esențială pentru inginerii și proiectanții de produse care doresc să-și optimizeze piesele pentru fabricație și să își gestioneze eficient bugetele. Fiecare element contribuie la complexitatea și robustețea necesară a matriței, ceea ce, la rândul său, determină costul.
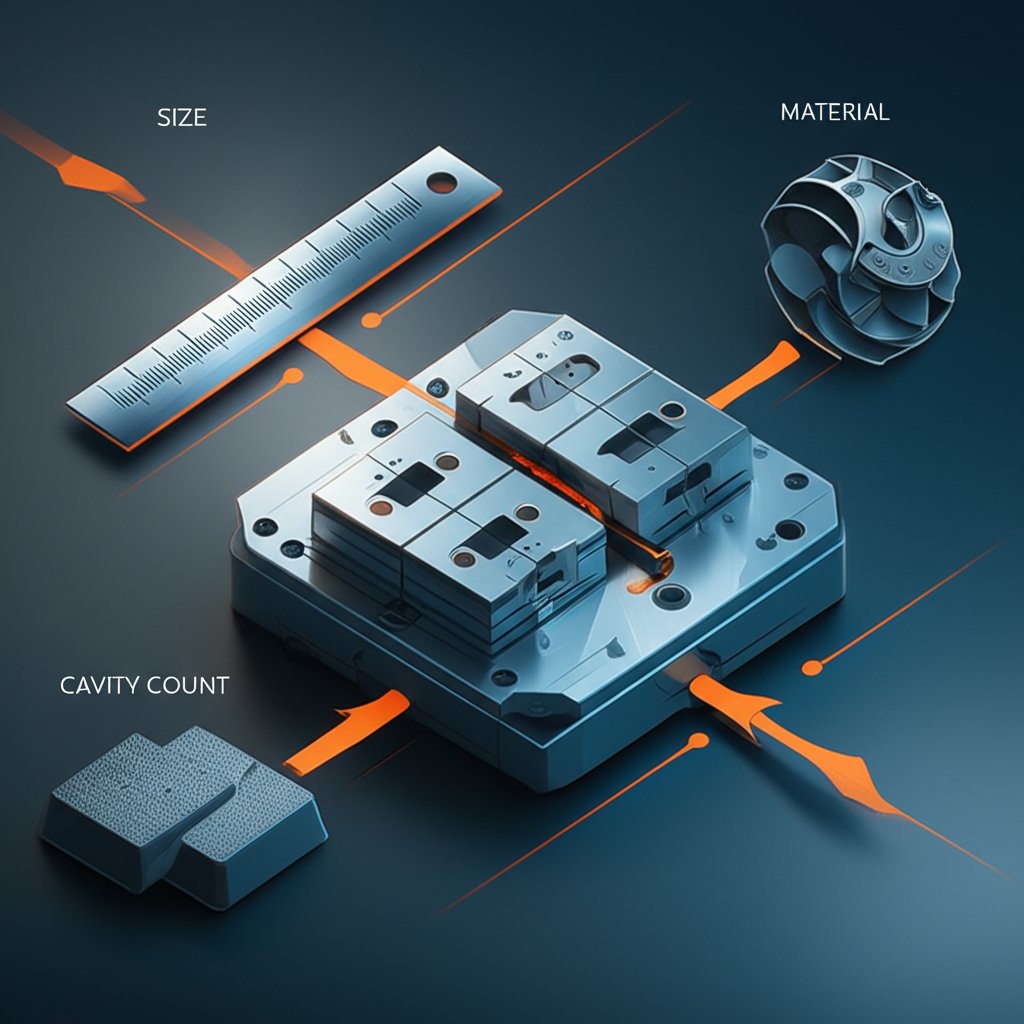
Principalele factori care influențează costurile uneltelor pot fi împărțiți în următoarele domenii cheie:
- Dimensiunea și greutatea piesei: Acesta este cel mai direct factor. Piesele mai mari și mai grele necesită matrițe mai mari și mai masive. Acest lucru crește cantitatea de oțel special scump necesar și necesită utilaje mai mari și mai puternice atât pentru crearea matriței, cât și pentru procesul de turnare în sine, crescând astfel direct costurile.
- Complexitatea piesei: Complexitatea geometrică a unei piese este un factor major de cost. Elemente precum cavități adânci, colțuri ascuțite, unghiuri minime de extracție și în special subcote care necesită culisoare sau ridicătoare adaugă o complexitate semnificativă la proiectarea și construcția matriței. Fiecare componentă mobilă din interiorul matriței crește timpul de prelucrare, manopera pentru asamblare și riscul de întreținere.
- Materialul matriței: Matrițele pentru turnarea sub presiune sunt realizate în mod tipic din oțel superior pentru scule, cum ar fi H13, care este conceput să reziste la oboseală termică și la eroziunea cauzată de metalul topit. Calitatea specifică a oțelului și orice tratamente superficiale sau acoperiri necesare vor depinde de aliajul turnat (de exemplu, aluminiu față de zinc) și de volumul estimat de producție, toate acestea influențând costul materialului.
- Numărul de cavitați: Un matriță poate fi proiectată cu o singură cavitate pentru a produce o piesă pe ciclu sau cu mai multe cavități pentru a produce mai multe piese simultan. O matriță cu mai multe cavități are un cost inițial mult mai mare, dar crește semnificativ eficiența producției și reduce prețul pe piesă, fiind ideală pentru serii foarte mari.
- Toleranțe și Finisaj de Suprafață: Piesele care necesită toleranțe dimensionale extrem de strânse sau un finisaj superficial superior direct din turnare cer o matriță prelucrată și lustruită mai precis. Acest nivel de precizie necesită tehnici de prelucrare mai avansate și forță de muncă calificată, ceea ce adaugă la costul total al echipamentului.
Cum se estimează costurile turnării sub presiune
Calculul costului total al unui proiect de turnare sub presiune implică două componente distincte: costul unic al echipamentului și costul recurent pe piesă. Un ofertant detaliat de la un producător va separa aceste elemente. Deși estimatorii online pot oferi o idee generală, o ofertă formală bazată pe un proiect detaliat este necesară pentru o bugetizare precisă.
Conform unei analize realizate de Neway Precision , costul matriței în sine este suma mai multor componente: taxe de proiectare, costuri ale materiilor prime pentru oțelul sculei, costuri de prelucrare și fabricație (cum ar fi prelucrarea CNC și tratamentul termic) și taxe pentru probe. Prețul pe bucată este apoi calculat în funcție de costul aliajului metalic, timpul de ciclu pe mașina de turnare sub presiune și orice operațiuni secundare necesare, cum ar fi tăierea, prelucrarea mecanică sau finisarea suprafeței.
Pentru a obține un ofertă precisă și fiabilă pentru proiectul dumneavoastră, urmați acești pași esențiali:
- Pregătiți un fișier CAD 3D detaliat: Acesta este cel mai important document. Modelul dumneavoastră 3D trebuie să fie finalizat și să reflecte geometria exactă a piesei pe care intenționați să o produceți.
- Specificați aliajul materialului: Definiți clar aliajul solicitat (de exemplu, aluminiu A380, zinc Zamak 3). Alegerea materialului influențează direct atât costul piesei, cât și cerințele pentru echipamentul auxiliar.
- Definiți volumul producției: Furnizați utilizarea anuală estimată (EAU) sau volumul total prevăzut pe durata de viață pentru piesă. Aceasta ajută producătorul să determine cea mai potrivită strategie de confecționare a matriței (de exemplu, cameră simplă vs. multiplă).
- Prezentați cerințele privind finisarea și toleranțele: Specificați dimensiunile critice, toleranțele și finisajele superficiale necesare sau etapele de prelucrare ulterioară, cum ar fi acoperirea cu pulbere sau anodizarea.
- Solicitați un ofertă formală: Trimiteți pachetul tehnic complet mai multor furnizori calificați de turnare sub presiune pentru a primi o analiză detaliată a costurilor.
Compararea costului matriței: Turnare sub presiune vs. Alte procese
Alegerea procesului corect de fabricație depinde în mare măsură de echilibrul dintre costurile matriței, prețul pe piesă și volumul de producție. Turnarea sub presiune este renumită pentru eficiența sa la volume mari, dar costul ridicat inițial al matriței o face nepotrivită pentru prototipare sau serii mici. Înțelegerea modului în care se compară cu alte procese comune de prelucrare a metalelor este esențială pentru luarea unei decizii eficiente din punct de vedere al costurilor.
Deși prelucrarea CNC nu implică costuri specifice pentru scule, prețul pe bucată rămâne ridicat și relativ constant indiferent de volum, ceea ce o face ideală pentru prototipuri și producția în cantități mici. La celălalt capăt al spectrului, turnarea în nisip are un cost redus al sculelor, dar un preț pe bucată mai mare decât turnarea sub presiune și produce piese cu o finisare superficială mai aspră. Așa cum este detaliat de experții în fabricație de la Batesville Products , esențialul este să găsiți punctul de echilibru în care investiția inițială mare în sculele pentru turnarea sub presiune este justificată de economiile realizate pe fiecare piesă produsă.
Iată o comparație generală a costurilor sculelor și a aplicațiilor ideale pentru fiecare proces:
| Proces | Cost tipic al sculelor | Cel mai potrivit pentru volumul de producție | Cost pe bucată (la scară mare) |
|---|---|---|---|
| Găsirea prin matriță | 60.000 - 500.000+ $ | Ridicat (10.000+ unități) | Foarte scăzută |
| Fundire pe formă permanentă | 10.000 - 90.000 $ | Moderat (1.000 - 20.000 unități) | Scăzute |
| Fundare în nisip | $6.000 - $20.000 | Scăzut (1 - 5.000 de unități) | Moderat |
| Frezare CNC | $0 | Foarte scăzut (1 - peste 100 de unități) | Ridicat |
Întrebări frecvente
1. Cât costă echipamentul pentru turnarea în nisip?
Echipamentul pentru turnarea în nisip, adesea numit model, este semnificativ mai ieftin decât cel pentru turnarea sub presiune. Costurile tipice variază între aproximativ $6.000 și $20.000, în funcție de dimensiunea și complexitatea piesei. Acest cost redus inițial face ca turnarea în nisip să fie o opțiune viabilă pentru prototipuri și serii mici de producție.
2. De ce este atât de scumpă turnarea sub presiune?
Costul ridicat al turnării sub presiune se datorează în principal echipamentului. Matrițele sunt supuse unor temperaturi și presiuni extreme și trebuie construite din oțel special durificat de înaltă calitate pentru a rezista zeci de mii de cicluri de producție. Procesul de prelucrare precisă, tratament termic și asamblare a acestor matrițe durabile este un demers complex și costisitor, care reprezintă o investiție semnificativă inițială.
3. Este turnarea sub presiune mai ieftină decât CNC?
Depinde în totalitate de volumul producției. Pentru un singur prototip sau o serie foarte mică de piese, prelucrarea CNC este mult mai ieftină, deoarece nu necesită investiții în echipamente speciale. Cu toate acestea, pe măsură ce volumul producției crește la câteva mii de bucăți, turnarea sub presiune devine mult mai rentabilă. Costul ridicat inițial al echipamentelor este distribuit asupra unui număr mare de piese, ceea ce face ca prețul pe bucată să fie semnificativ mai scăzut decât costul constant și ridicat pe bucată al prelucrării CNC.