 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Ambutisarea carcaselor convertizoarelor catalitice: Ghid de fabricație și anti-furt

REZUMAT
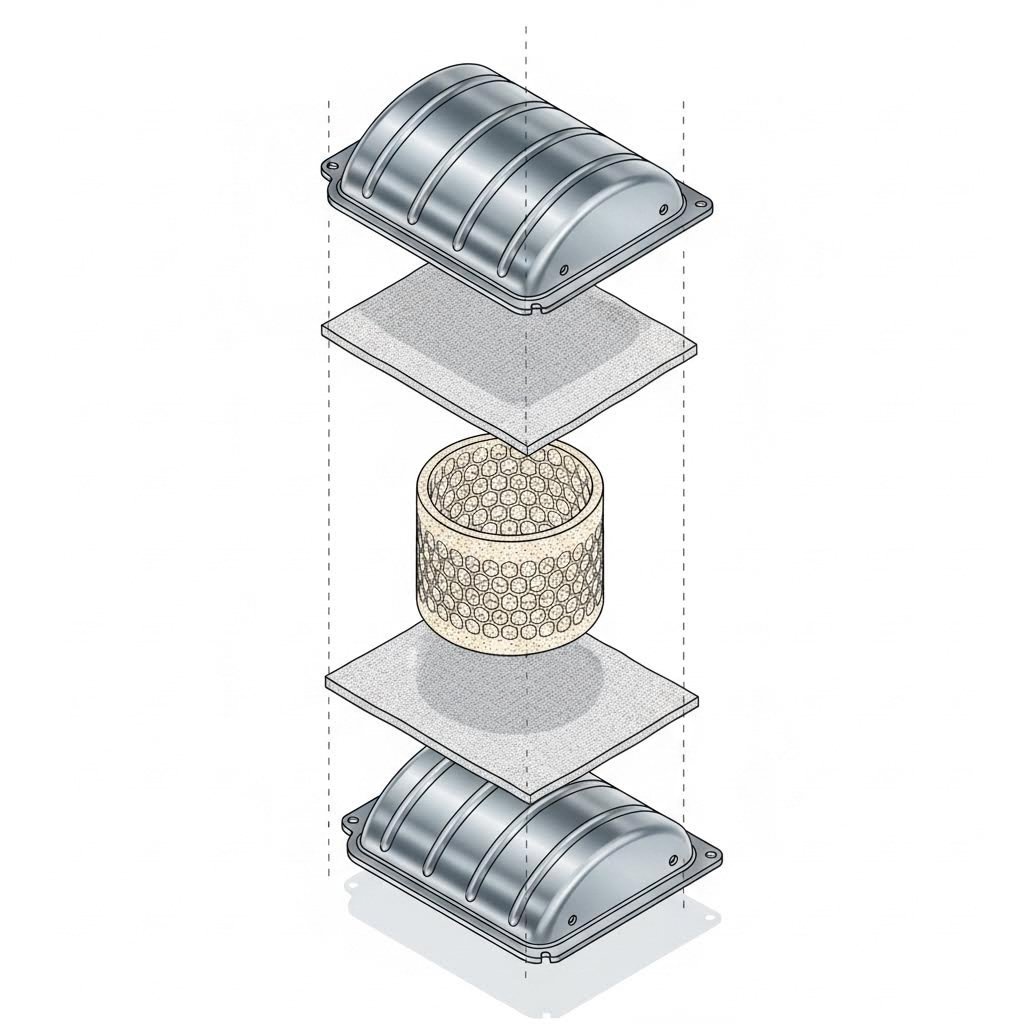
Stansarea carcaselor pentru convertor catalitic se referă în principal la procesul industrial de formare a metalelor prin care foi de oțel inoxidabil sunt presate în jumătăți de carcasă protectivă, cunoscute sub numele de «clam-shell», care încorporează substratul ceramic. Această etapă de fabricație implică utilizarea prese hidraulice, matrițe de decupare și sudură automată pe muchie pentru a crea o etanșare perfectă. În al doilea rând, termenul descrie practica post-producție de gravare a numerelor de identificare—cum ar fi VIN sau coduri CARB Executive Order—pe carcasa finită, în scopul respectării reglementărilor și prevenirii furtului.
Procesul de fabricație: De la bobina la carcasa
Fabricarea carcasei unui convertor catalitic este un flux de lucru de inginerie de precizie care transformă bobina brută de oțel inoxidabil într-un component auto finit, capabil să reziste la cicluri extreme de temperatură. Procesul începe cu prelucrarea bobinelor și decuparea . Bobinele din oțel inoxidabil sunt introduse în sisteme automate de decupare care taie metalul în foi plate precise, numite "blancuri", optimizate pentru a minimiza deșeurile. Aceste blancuri servesc ca material de bază pentru etapele ulterioare de formare.
În amprentare prin tragere adâncă în această fază, blancurile metalice sunt introduse în prese hidraulice sau mecanice cu tonaj mare. Utilizând seturi personalizate de scule și matrițe, presa forțează foaia plană să pătrundă într-o cavitate pentru a forma forma de "cochilie", de obicei jumătate din corpul complet al convertizorului. Această metodă permite obținerea unor geometrii complexe care se pot integra în spațiile strânse de sub caroseria vehiculului, un avantaj semnificativ față de designurile cilindrice „turnate”. Procesul de stampare trebuie să mențină toleranțe stricte ale grosimii pereților, astfel încât cochilia să poată proteja substratul ceramic fragil din interior fără a adăuga greutate inutilă.
Pentru producătorii auto OEM și furnizorii de nivel 1, scalabilitatea și precizia sunt obligatorii. Producătorii au adesea nevoie de parteneri care să poată gestiona întregul ciclu de viață, de la prototipare rapidă până la producția de masă. Companii precum Shaoyi Metal Technology se specializează în aceste soluții complete de stampare, utilizând prese cu capacitate până la 600 de tone și sisteme de calitate certificate IATF 16949 pentru a livra componente esențiale, cum ar fi carcasele convertizoarelor, cu o precizie la nivel de micron.
Etapa finală este sudare la joncțiune . Odată ce suportul și covoarele de izolație sunt inserate între cele două jumătăți stampate ale carcasei, celulele robotizate de sudură etanșează marginile. Racing Industries menționează că sudura pe muchie (sudarea celor două carcase, superioară și inferioară, împreună) creează o legătură etanșă și rentabilă, superioară metodelor manuale mai vechi. Acest etanș este esențial pentru prevenirea scurgerilor de gaze de eșapament și pentru asigurarea faptului că convertizorul funcționează la presiunea internă corectă.
Materiale și Specificații Tehnice
Selectarea calității corespunzătoare de oțel inoxidabil pentru carcasele stampilate reprezintă un echilibru între cost, durabilitate și gestionarea termică. Standardul industrial este 409 Stainless Steel (SS409) . Această calitate feritică oferă o rezistență suficientă la coroziune față de sărurile de carosabil și umiditate, păstrând în același timp o bună sudabilitate și rezistență la oboseală termică. Este materialul ales pentru majoritatea catalizatorilor aftermarket și OEM standard, deoarece se extinde și se contractă la rate compatibile cu substraturile ceramice interne, reducând riscul de strivire a miezului în timpul ciclurilor termice.
Pentru aplicații de înaltă performanță sau utilizare intensivă, producătorii pot opta pentru 304 Stainless Steel (SS304) . Această calitate austenitică conține un conținut mai mare de nichel, oferind o rezistență superioară la rugină și oxidare la temperaturi ridicate. E&E Manufacturing subliniază importanța utilizării acestor materiale specializate pentru amprentarea componentelor care pot rezista mediului sever al unui sistem de evacuare, unde temperaturile depășesc frecvent 800°C (1472°F).
Inginerii trebuie să ia în considerare și interacțiunile cu "stratul de acoperire" precum și disiparea căldurii. Carcasa amprentată acționează ca o protecție termică; dacă materialul este prea subțire, se poate deforma sau arde. Dacă este prea gros, adaugă vehiculului o greutate parazitară. Carcasa ideală amprentată echilibrează acești factori, oferind un exoschelet rigid și durabil pentru catalizator.
Conformitate și marcare anti-furt
Pe lângă procesul de formare, „amprentarea” este metoda standard pentru aplicarea identificării permanente pe carcasa convertizorului. Aceasta servește a două scopuri distincte: conformitatea reglementară și prevenirea furtului. Pe piețele reglementate, cum ar fi California, California Air Resources Board (CARB) prevede că toți convertorii aftermarket trebuie să aibă anumite date aplicate prin stampilare sau relief pe carcasă. Acestea includ "Numărul EO" (Ordin Executiv), numărul de piesă și data fabricației. Aceste marcaje atestă faptul că piesa respectă standardele de emisii și permit inspectorilor să diferențieze piesele legale de cele neconforme.
În scopuri antifurt Marcarea Dot Peen a devenit tehnologia superioară. Spre deosebire de gravura acidului la suprafață sau de autocolante, mașinile Dot Peen folosesc un stilou din carbide pentru a imprima fizic în metal o serie de puncte adânci. Rocklin Manufacturing explică că această metodă creează o marcă permanentă, rezistentă la manipulare—adesea Numărul de Identificare al Vehiculului (VIN)—care rămâne lizibilă chiar și după ani de expunere la detritusuri de pe drum și rugină. Această posibilitate de urmărire face ca vânzarea convertorilor furati la centrele de casat să fie mai dificilă, deoarece acestea sunt din ce în ce mai obligate să înregistreze numerele de identificare ale unităților achiziționate.
Controlul Calității și Identificarea
Verificarea calității unei carcase stampilate implică teste riguroase înainte ca aceasta să ajungă vreodată la un vehicul. Testarea scurgerilor este măsura principală de control al calității, prin care carcasa sudată este supusă presiunii pentru a se asigura că sudurile de îmbinare sunt lipsite de pori. Orice defect al carcasei ar permite gazelor de eșapament netratate să iasă, ceea ce duce la eșuarea testelor de emisii. Precizia dimensională este verificată și cu mașini de măsurare tridimensională (CMM) pentru a se asigura că punctele de montaj stampilate se aliniază perfect cu colectorul de eșapament al vehiculului.
Pentru reciclatori și cumpărători, citirea numerelor stampilate este cheia evaluării valorii. BR Metals recomandă ca numerele de serie stampilate pe carcasa convertizorului să fie cel mai fiabil mod de a identifica conținutul de metale prețioase din interior. Convertizoarele OEM au în general logo-ul producătorului auto (de exemplu, Ford, Toyota) și un cod alfanumeric specific, în timp ce unitățile aftermarket încep adesea cu un număr din seria „N”. Recunoașterea acestor coduri stampilate face distincția între deșeurile OEM valoroase și înlocuitorii aftermarket cu valoare mai mică.

Sigilarea și identificarea convertizorului dvs.
Indiferent dacă sunteți un inginer care procură carcase stampilate pentru producție sau un proprietar de vehicul îngrijorat de furt, înțelegerea dublei naturi a „stampilării” este esențială. Pentru producători, accentul rămâne pe formarea precisă și selecția materialelor pentru a asigura durabilitatea. Pentru utilizatorii finali, prioritatea constă în verificarea faptului că carcasa poartă stampilele de conformitate necesare și adăugarea unor marcaje anti-furt pentru a proteja investiția. Pe măsură ce reglementările se strâng și riscul de furt persistă, marcajele de pe carcasă au devenit la fel de valoroase ca și metalul în sine.
Întrebări frecvente
1. Pot aplica eu însumi o stampilă pe convertizorul catalitic pentru prevenirea furtului?
Da, proprietarii de vehicule își pot marca propriile convertoare, dar este esențial să folosească uneltele potrivite. Dispozitivele portabile de gravare sau kiturile de gravare chimică sunt disponibile, dar adâncimea lor poate fi insuficientă pentru durabilitate. Se recomandă marcarea profesională prin puncte (Dot Peen), deoarece aceasta imprimă adânc în metal, făcând ca eliminarea ei de către hoți să fie dificilă fără a deteriora carcasă convertorului.
2. Ce informații trebuie aplicate pe un convertor de schimb?
Un convertor catalitic legal din piețele secundare trebuie marcat cu codul producătorului, numărul piesei și data fabricației. În California, trebuie să afișeze, de asemenea, numărul Ordinului Executiv CARB (EO) (de exemplu, D-123-45) pentru a trece testul de poluare. Dacă aceste marje lipsesc sau nu sunt lizibile, vehiculul poate pică inspecția.
3. Previne aplicarea numărului VIN furtul?
Înregistrarea unui VIN nu împiedică fizic eliminarea acestuia, dar acționează ca un puternic factor de descurajare. Comercianții de fier vechi renumiți sunt instruiți să respingă convertoarele care au marcaje VIN vizibile ce nu corespund cu identitatea vânzătorului. De asemenea, acest lucru creează un lanț de dovezi care ajută autoritățile în urmărirea pieselor furate până la operațiunile criminale.