 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Ce Nimeni Nu Vă Spune Despre Costurile și Termenele de Livrare ale Serviciilor de Prelucrare Mecanică
Înțelegerea prelucrării în regim de serviciu și de ce este importantă
V-ați întrebat vreodată de ce unii producători investesc milioane de dolari în echipamente, în timp ce alții produc piese identice fără a deține niciunul dintre aceste echipamente? Răspunsul se află în prelucrarea în regim de serviciu — o abordare strategică care reconfigurează modul în care afacerile gândesc despre producție.
Ce înseamnă, de fapt, prelucrarea în regim de serviciu pentru producători
Prelucrarea în regim de serviciu se referă la externalizarea lucrărilor de fabricare de precizie către facilități externe specializate, dotate cu tehnologie avansată CNC. În loc să achiziționeze echipamente scumpe și să angajeze operatori calificați, companiile își asociază eforturile cu furnizori specializați de prelucrare, care gestionează întregul proces de producție, de la început până la final.
Gândiți-vă în felul următor: aveți nevoie de componente de precizie, dar nu este obligatoriu să dețineți o fabrică. Conform unui studiu de piață din industrie realizat de Technavio, piața serviciilor de prelucrare mecanică este prognozată să crească cu 17,4 miliarde de dolari între 2023 și 2028, cu o rată anuală compusă de creștere de 4,5%. Această creștere reflectă o schimbare fundamentală în strategia de producție — companiile recunosc din ce în ce mai mult faptul că partenerii externi pot oferi rezultate superioare fără povara investițiilor de capital.
Când căutați un «atelier de prelucrare CNC în apropierea mea» sau explorați serviciile de prelucrare mecanică de precizie CNC, de fapt căutați acești parteneri specializați. Indiferent dacă sunteți o startup care realizează prototipul primului său produs sau un producător stabilit care își extinde volumul de producție, furnizorii de servicii oferă aceeași ieșire de înaltă calitate pe care ați aștepta-o de la operațiunile interne.
Diferența esențială dintre prelucrarea mecanică externalizată și cea internă
Distincția dintre aceste abordări se reduce la proprietate și responsabilitate. În cazul prelucrării interne, vă asumați întreaga responsabilitate pentru achiziționarea echipamentelor, programele de întreținere, instruirea operatorilor și certificările de calitate.
Luați în considerare ce implică, de fapt, operațiunile interne:
- Capital inițial semnificativ pentru mașini CNC, al căror preț poate varia de la zeci de mii până la milioane de dolari
- Costuri continue de întreținere care se acumulează în timp și necesită tehnicieni specializați
- Operatori calificați care beneficiază de salarii superioare și necesită instruire continuă
- Certificări de Calitate cum ar fi ISO 9001, care impun documentare riguroasă și audituri
Prelucrarea prin servicii elimină aceste cerințe. Un atelier mecanic Jose sau orice furnizor calificat a efectuat deja aceste investiții. Aceștia mențin cele mai moderne echipamente, angajează mecanici experimentați și dețin certificările cerute de industria dumneavoastră. Vă limitați doar la utilizarea capacităților lor, atunci când este nevoie.
De ce se bazează afacerile din diverse domenii—de la aerospace la dispozitive medicale—pe parteneri externi specializați în prelucrarea prin așchiere? Propunerea de valoare este convingătoare. Serviciile de prelucrare de înaltă precizie vă oferă acces la echipamente CNC cu mai multe axe, operatori experimentați și sisteme de calitate consolidate, fără a bloca capitalul. Multe ateliere de prelucrare din California și alte centre de producție se specializează în anumite domenii, oferind expertiză pe care ar dura ani întregi să o dezvoltați intern.
Această flexibilitate se dovedește deosebit de valoroasă atunci când cerințele proiectului variază. În loc să mențineți echipamente inutilizate în perioadele de scădere a activității sau să vă grăbiți să extindeți capacitatea în perioadele de creștere bruscă a cererii, externalizarea vă permite să scalați producția fără efort. Este un avantaj strategic care vă menține concentrarea asupra ceea ce faceți cel mai bine—proiectarea produselor, servirea clienților și dezvoltarea afacerii dumneavoastră.
Tipuri de procese de prelucrare CNC și aplicațiile lor
Când colaborați cu un furnizor de servicii de prelucrare mecanică, nu obțineți doar acces la echipamente — vă conectați la un arsenal diversificat de procese de fabricație. Dar iată provocarea: cum puteți ști care proces se potrivește proiectului dumneavoastră? Înțelegerea diferențelor dintre frezare, strunjire și tehnici specializate vă ajută să comunicați eficient cu partenerul dumneavoastră de prelucrare mecanică și să luați decizii informate privind piesele dumneavoastră.
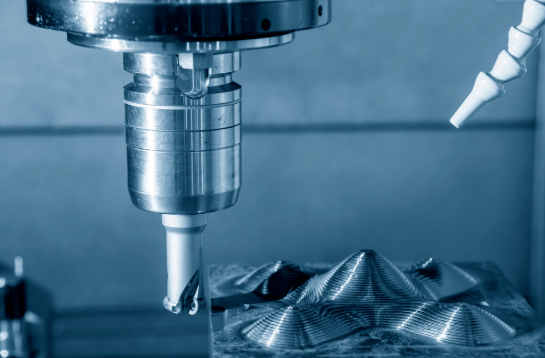
Explicarea frezării CNC
Imaginați-vă o sculă de tăiere în rotație care se deplasează peste o piesă de prelucrat staționară, eliminând materialul strat cu strat . Aceasta este frezarea CNC în acțiune. Spre deosebire de alte procese, în care piesa se rotește, la frezare piesa de prelucrat rămâne fixată, iar sculele de tăiere cu mai multe puncte efectuează lucrul pe mai multe axe.
Această abordare este excelentă pentru crearea unor forme complexe în 3D, care ar fi imposibil de realizat prin metode mai simple. Conform cercetării de fabricație a 3ERP, mașinile de frezat pot opera cu capacitate de 3, 4 sau 5 axe, fiecare axă suplimentară deblocând noi posibilități geometrice.
Ce face frezarea atât de versatilă? Luați în considerare aceste aplicații comune:
- Suprafețelor și fețelor plane — frezarea frontală creează plane orizontale precise pe partea superioară a pieselor prelucrate
- Cavităților și alocărilor — frezarea în buzunar elimină materialul din secțiunile interioare, creând elemente îngropate
- Ranfuri și canale — frezarea periferică taie canale de-a lungul marginilor pieselor cu adâncimi controlate
- Contururi 3D complexe — frezele sferice (cu vârf rotund) urmăresc curbe organice pentru matrițe și prototipuri
- Elemente înclinate — frezele pentru calibrare și operațiunile unghiulare creează muchii teșite
Când explorați serviciile de prelucrare CNC cu 5 axe, vă aflați în fața celei mai avansate capacități de frezare disponibile. Aceste mașini pot înclina scula sau masa, ajungând la zone subminate și suprafețe complexe într-o singură configurare. Pentru prelucrarea pieselor mari sau pentru componente aero-spațiale complexe, furnizorii de servicii CNC cu 5 axe oferă precizie pe care configurațiile mai simple nu o pot egala.
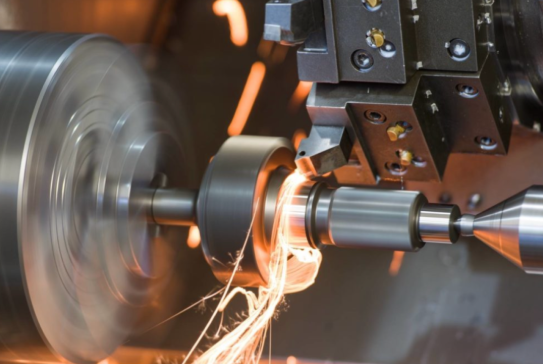
Când strunjirea depășește frezarea
Acum inversați scenariul. În strunjirea CNC, piesa de prelucrat se rotește rapid, în timp ce o sculă de așchiere cu un singur vârf, fixată într-o poziție staționară, profilează suprafața. Această inversare a mișcării creează o diferență fundamentală în ceea ce fiecare proces realizează cel mai bine.
Sună simplu? Așa este — iar această simplitate se traduce direct în eficiență. Operațiile de strunjire sunt, prin natura lor, mai rapide pentru componente cilindrice, deoarece mișcarea de rotație produce în mod natural profiluri rotunde. Dacă piesa dvs. are forma unui arbore, a unui bolț, a unei bucși sau a unei tije filetate, strunjirea este, cu siguranță, cea mai bună opțiune.
Iată când strunjirea depășește frezarea:
- Forme cilindrice și conice — piesa de prelucrat în rotație produce în mod natural profiluri rotunde, cu o concentricitate excelentă
- Producție în serie mare — alimentatoarele de bare permit prelucrarea continuă, cu intervenție minimă din partea operatorului
- Filete exterioare și interioare — operațiile de filetare se integrează fără probleme în ciclurile de strunjire
- Toleranțe strânse de rotunditate — procesul menține diametre constante pe întreaga lungime a pieselor
- Proiecte sensibile la cost — dotarea mai simplă și timpii de ciclu mai scurți reduc costurile pe piesă
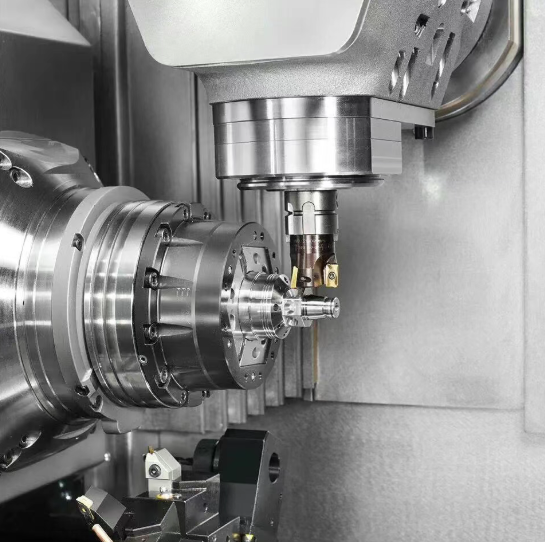
Centrele moderne de strunjire CNC estompează granița dintre procese. Multe dintre acestea includ scule în mișcare—scule rotative care pot efectua operații de frezare în timp ce piesa este încă fixată în strung. Această capacitate hibridă înseamnă că o singură mașină poate găuri orificii transversale, freza suprafețe plane sau taia canale de pană, fără a fi necesară transferarea piesei către un alt montaj.
Pentru proiectele de prelucrare CNC a pieselor care combină caracteristici rotunde și prismatice, consultați furnizorul dumneavoastră de servicii cu privire la posibilitățile de strunjire-frezare. Aceste mașini hibride pot reduce semnificativ timpii de livrare și pot îmbunătăți precizia dimensională, eliminând necesitatea mai multor montaje.
Procese specializate pentru geometrii complexe
Ce se întâmplă atunci când sculele convenționale de tăiere nu pot ajunge la geometria de care aveți nevoie? Aici intervin procese specializate, cum ar fi prelucrarea prin descărcare electrică și rectificarea de precizie.
Prelucrarea prin eroziune electrică (EDM) elimină materialul prin scântei electrice controlate, nu prin tăiere fizică. Conform Documentației tehnice OpenLearn eDM funcționează pe orice material conductiv electric, indiferent de duritatea acestuia — ceea ce îl face ideal pentru oțelurile pentru scule tratate termic și aliajele exotice care ar distruge sculele de așchiere convenționale.
EDM este deosebit de eficient în aplicații specifice:
- Găuri mici cu raport înalt de aspect — EDM cu fir poate crea deschideri de până la 0,05 mm
- Cavități complexe pentru matrițe — EDM prin scufundare modelează caracteristici intricate ale matrițelor fără buruieni
- Materiale tratate termic — eroziunea prin scântei ignoră complet duritatea materialului
- Colțuri interne ascuțite — obține raze de până la 0,4 mm, unde sculele de așchiere nu pot ajunge
Compromisul? EDM funcționează mai lent decât prelucrarea convențională, iar viteza de îndepărtare a metalului este, de obicei, exprimată în centimetri cubi pe oră. De asemenea, lasă un strat refuzat cu o grosime de 0,0025–0,15 mm, care poate necesita eliminarea în aplicații critice din punct de vedere al oboselei.
Fieruire cu Precizie folosește discuri abrazive pentru a obține finisaje de suprafață și toleranțe care depășesc ceea ce pot oferi sculele de așchiere. Atunci când proiectul dumneavoastră necesită suprafețe cu aspect de oglindă sau precizie la nivel de micron, rectificarea devine esențială.
Companii precum Odyssey Machining și alți furnizori specializați combină adesea mai multe procese în succesiune — degroșarea cu frezare, finisarea cu rectificare și lucrul detaliat cu prelucrarea prin scântei electrice (EDM). Această abordare integrată oferă cele mai bune caracteristici ale fiecărei metode, reducând în același timp timpul total de producție.
Înțelegerea acestor diferențe între procese vă ajută să colaborați mai eficient cu partenerul dumneavoastră de prelucrare mecanică. Atunci când puteți specifica clar dacă piesa dumneavoastră necesită flexibilitatea frezării, eficiența strunjirii sau precizia specializată, veți primi oferte mai exacte și timpi de livrare mai scurți.
Ghid de selecție a materialelor pentru componente prelucrate mecanic
Ați ales procesul de prelucrare. Acum urmează o decizie la fel de importantă: din ce material va fi realizată piesa dumneavoastră? Această alegere influențează în mod semnificativ fiecare aspect al proiectului dumneavoastră — de la durata prelucrării și uzura sculelor, până la performanța finală a piesei și costul total. Dacă faceți alegerea corectă, veți obține componente care depășesc așteptările. Dacă greșiți, vă puteți confrunta cu întârzieri, depășiri bugetare sau piese care cedează în exploatare.
Iată ce face selecția materialului atât de dificilă: este întotdeauna o problemă de compromis. Conform cercetărilor privind fabricarea efectuate de Tops Best Precision, deși metalele moi, cum ar fi aluminiul și alama, au o prelucrabilitate excelentă, acestea pot lipsi de rezistență și durabilitate. În schimb, materialele mai rezistente, cum ar fi titanul și oțelul inoxidabil, sunt mai dificil de prelucrat, dar oferă o rezistență superioară, rezistență la coroziune și durabilitate crescută.
Să analizăm opțiunile dumneavoastră, astfel încât să puteți lua decizii informate pentru proiectul dumneavoastră servicii de machetare cnc în aluminiu sau pentru orice alte cerințe privind materialul.
Aliaje de aluminiu pentru performanță ușoară
Când producătorii au nevoie de piese rapid, fără a sacrifica calitatea, aluminiul se află adesea pe primul loc. Cu un indice de prelucrabilitate de 90–95 % comparativ cu standardul din alamă, serviciile de prelucrare a aluminiului oferă timpi de livrare scurți și finisaje excelente ale suprafeței.
De ce se prelucrează atât de bine aluminiul? Conductivitatea sa termică ridicată permite disiparea rapidă a căldurii din zona de tăiere, permițând viteze mai mari de prelucrare fără a compromite durata de viață a sculelor. Conform ghidului de selecție a materialelor al Ethereal Machines, aluminiul 6061 echilibrează rezistența și prelucrabilitatea, oferind versatilitate în aplicații care variază de la domeniul auto până la produsele destinate consumatorilor.
Aliajele comune de aluminiu pe care le veți întâlni în ofertele de servicii de frezare CNC din aluminiu includ:
- 6061-T6 — aliajul de bază, care oferă o rezistență bună, sudabilitate și rezistență la coroziune pentru aplicații generale
- 7075-T6 — rezistență superioară, apropiată de cea a unor oțeluri, ideal pentru componente structurale aeronautice și aplicații supuse unor eforturi ridicate
- 2024-T3 —rezistență excelentă la oboseală pentru caroseria aeronavelor și piesele structurale
- 5052—rezistență superioară la coroziune în medii marine și de prelucrare chimică
Compromisul? Duritatea redusă a aluminiului înseamnă că acesta nu poate rezista uzurii extreme sau aplicațiilor la temperaturi ridicate. Pentru astfel de situații, va trebui să luați în considerare oțelul sau aliajele exotice.
Opțiuni din oțel și oțel inoxidabil pentru durabilitate
Când rezistența și durabilitatea sunt mai importante decât greutatea, variantele de oțel devin materialele dvs. preferate. Totuși, familia oțelurilor acoperă un spectru larg de performanțe — la fel și prelucrabilitatea lor.
Oțeluri carbon și oțeluri aliate (cum ar fi 1018, 4140 și 4340) oferă un echilibru rezonabil între rezistență și prelucrabilitate. Cu valori de aproximativ 70 %, acestea sunt semnificativ mai dificil de tăiat decât aluminiul, dar rămân totuși ușor de prelucrat cu dotări standard. Aceste materiale se remarcă în componente structurale, piese pentru mașini și roți dințate, unde rezistența justifică timpul suplimentar de prelucrare.
Stainless steels reprezintă o provocare diferită. Conform cercetărilor privind materialele, calitățile 304 și 316 au rate de prelucrabilitate de doar 30–40%. De ce sunt atât de dificil de prelucrat? Oțelul inoxidabil se întărește prin deformare—adică devine mai dur pe măsură ce este tăiat. Acest lucru necesită viteze de așchiere mai reduse, montaje mai rigide și schimbări mai frecvente ale sculelor.
În ciuda provocărilor legate de prelucrare, proprietățile oțelului inoxidabil justifică efortul în anumite aplicații:
- 304 oțel inoxidabil —rezistență la coroziune de uz general pentru aplicații din domeniul procesării alimentelor, arhitecturii și industriei chimice
- 316 din oțel —rezistență superioară la coroziune pentru medii marine, medicale și farmaceutice
- 17-4 PH —calitate cu precipitare care oferă rezistență ridicată pentru componente destinate industriei aerospațiale și de apărare
- oțel inoxidabil 303 —calitate ușor prelucrabilă, cu sulf adăugat pentru îmbunătățirea ruperii așchiilor și a duratei de viață a sculelor
Dacă proiectul dumneavoastră necesită oțel inoxidabil, așteptați-vă la termene mai lungi de livrare și la costuri mai mari pe piesă comparativ cu ofertele pentru serviciile de prelucrare prin frezare din aluminiu. Materialul în sine este mai scump, mașinile lucrează mai lent și uzură sculele mai rapid — toate acestea sunt factori pe care furnizorul dumneavoastră de servicii îi va include în prețul oferit.
Plastice inginerești și materiale exotice
Nu fiecare componentă trebuie să fie din metal. Plasticul inginerești oferă avantaje unice, cum ar fi greutatea redusă, rezistența chimică și izolarea electrică. În același timp, aliajele exotice suportă condiții extreme în care materialele convenționale eșuează.
Plastice inginerești frecvent utilizate pentru componente prelucrate includ:
- Delrin (Acetal) — foarte ușor de prelucrat, cu o stabilitate dimensională excelentă, ideal pentru roți dințate, rulmenți și componente mecanice
- PEEK — termoplastic de înaltă performanță, care rezistă la temperaturi până la 250°C, utilizat frecvent în industria aerospațială și în implanturile medicale
- UHMW — rezistență excepțională la uzură și coeficient de frecție scăzut, potrivit pentru componente ale benzi transportoare și benzi de uzură
- Alte produse — rezistență ridicată la impact și claritate optică pentru ferestre de siguranță și capace de protecție
Mașinile pentru prelucrarea plasticelor acționează rapid, dar necesită considerații diferite. Unele pot topi sau se pot deforma sub căldura generată de tăiere, în timp ce altele se ciupesc dacă sunt tăiate prea agresiv. Partenerul dumneavoastră de prelucrare trebuie să ajusteze corespunzător vitezele, avansurile și strategiile de răcire.
Aliaje exotice ocupă capătul opus al spectrului — dificil de prelucrat, dar esențial în medii extreme. Grupul Primo Medical notează că materiale precum titanul și alte aliaje exotice necesită tehnici specializate de prelucrare datorită proprietăților lor unice, cum ar fi duritatea, rezistența la coroziune și biocompatibilitatea.
Titanul are un indice de prelucrabilitate de doar 20–25%. Conductivitatea sa termică scăzută determină acumularea căldurii în zona de tăiere, ceea ce impune viteze reduse și scule speciale, cu straturi de acoperire. Inconel și alte superaliaje pe bază de nichel au un indice și mai scăzut, de 10–15%, necesitând măsuri extreme pentru a preveni uzurarea sculelor.
Când justifică aceste materiale dificultatea prelucrării lor? Titanul este utilizat în structurile aeronautice și spațiale, în implanturile medicale și în produsele sportive de înaltă performanță, unde raportul său rezistență/raport greutate nu are egal. Inconel este folosit la componente ale motoarelor cu reacțiune și în aplicații nucleare, unde căldura extremă și coroziunea ar distruge alte materiale.
Comparare materiale într-o privire
Folosiți această tabelă de referință atunci când discutați opțiunile de materiale cu furnizorul dumneavoastră de servicii de prelucrare mecanică:
| Material | Clasament prelucrabilitate | Aplicații tipice | Considerent Costurile |
|---|---|---|---|
| Bronz c36000 | 100% (standard) | Fitințe, componente electrice, accesorii decorative | Cost moderat al materialului, cel mai scăzut cost al prelucrării mecanice |
| Aluminiu 6061 | 90-95% | Aerospațial, automotive, carcase electronice | Cost scăzut al materialului, prelucrare rapidă |
| Oțel carbon 1018 | 70% | Piese structurale, arburi, componente pentru mașini | Cost scăzut al materialului, timp moderat de prelucrare mecanică |
| Oțeluri din oțel inoxidabil 304 | 30-40% | Industria prelucrării alimentelor, domeniul medical, mediile marine | Cost ridicat al materialului, prelucrare mecanică mai lentă |
| Titan 6Al-4V | 20-25% | Structuri aeronautice și spațiale, implanturi medicale, aplicații de apărare | Cost ridicat al materialului, necesită scule specializate |
| Inconel 718 | 10-15% | Motoare cu reacție, reactoare nucleare, medii extreme | Cost foarte ridicat al materialului, cea mai lentă prelucrare mecanică |
| Delrin (Acetal) | Ridicat | Roți dințate, rulmenți, piese mecanice de precizie | Cost moderat al materialelor, prelucrare rapidă |
| PEEK | Moderat | Implante medicale, aerospace, procesare chimică | Cost ridicat al materialelor, necesită controlul temperaturii |
Cerințe Specifice ale Materialelor din Industrie
Industria dumneavoastră determină probabil alegerile de materiale dincolo de considerentele pur performante. Cerințele reglementare și standardele de certificare restrâng în mod semnificativ opțiunile dumneavoastră.
Fabricarea de dispozitive medicale impune materiale cu biocompatibilitate dovedită și trasabilitate. Titanul, oțelul inoxidabil 316L și polimeri specializați, cum ar fi PEEK, îndeplinesc cerințele FDA pentru dispozitive implantabile. Partenerul dumneavoastră de prelucrare trebuie să păstreze documentația care dovedește originea materialelor și conformitatea cu standarde precum ISO 13485.
Aplicații în aerospațial necesită aliaje certificate cu trasabilitate completă a materialelor. Nu puteți folosi orice aluminiu — acesta trebuie să fie de calitate aerospace, cu certificate de laminare care documentează compoziția sa chimică și proprietățile mecanice. Specificațiile comune includ AMS (Aerospace Material Specifications) și standardele ASTM.
Componente auto de obicei echilibrează eficiența din punct de vedere al costurilor cu cerințele de performanță. Producția în volum mare favorizează, în mod tipic, materialele ușor de prelucrat, cum ar fi aluminiul și oțelurile ușor de prelucrat, pentru a minimiza costurile pe piesă, păstrând în același timp specificațiile de durabilitate.
Înțelegerea acestor dinamici legate de materiale vă ajută să colaborați mai eficient cu partenerul dumneavoastră de prelucrare mecanică. Atunci când puteți discuta compromisurile dintre ușurința de prelucrare și performanță, veți lua decizii mai bune privind locurile în care să investiți bugetul dumneavoastră — și unde să economisiți.

Fluxul complet de lucru al prelucrării mecanice explicat
Ați ales procesul și materialul dorit. Ce urmează? Pentru mulți cumpărători noi, traseul de la prima interogare până la primirea pieselor finite pare un „cutie neagră”. Ce se întâmplă după ce trimiteți fișierele? Cât durează fiecare etapă? Înțelegerea întregului flux de lucru vă ajută să stabiliți așteptări realiste și să evitați neînțelegerile costisitoare.
Indiferent dacă colaborați cu un atelier mecanic din San Jose sau cu un furnizor din altă parte a țării, cele mai multe facilități renumite de prelucrare CNC din California urmează un proces structurat similar. Să parcurgem împreună fiecare etapă, astfel încât să știți exact ce să vă așteptați.
Pregătirea fișierelor dvs. de proiect pentru depunere
Proiectul dvs. începe în momentul în care depuneți fișierele de proiect — iar modul în care pregătiți aceste fișiere influențează direct acuratețea ofertei și durata de livrare. Conform documentației privind fluxul de lucru din industrie, un pachet tipic de cerere ar trebui să includă modele CAD, desene tehnice, specificații privind materialul, cantitățile necesare și termenele de livrare.
Ce formate de fișiere preferă atelierele mecanice din San Jose, CA, și alte facilități profesionale?
- STEP (.stp, .step) — standardul universal pentru schimbul de modele 3D, citibil de practic orice software CAM
- IGES (.igs, .iges) — un format mai vechi, dar larg acceptat, pentru geometria de suprafață și solidă
- DXF/DWG — fișiere de desen 2D esențiale pentru piesele plane și dimensiunile suplimentare
- Fișiere CAD native —Fișierele SolidWorks, Inventor sau Fusion 360 păstrează în întregime intenția de proiectare atunci când atelierul dvs. utilizează un software compatibil
- Desene PDF —Desene 2D annotate care indică toleranțele, finisajele de suprafață și cerințele speciale
Iată ceva pe care mulți cumpărători îl ratează: modelele 3D singure nu sunt suficiente. Atelierul dvs. de prelucrare din California are nevoie de desene 2D cotate care să specifice toleranțele, cerințele de finisaj al suprafeței și caracteristicile critice. Modelul 3D le indică forma de realizat; desenul le indică cu ce precizie trebuie realizată.
Înainte de a trimite, verificați încă o dată aceste probleme frecvente:
- Sunt toate dimensiunile specificate clar, cu toleranțe adecvate?
- Ați indicat care caracteristici sunt critice, iar care se supun toleranței generale?
- Este specificată explicit calitatea materialului (nu doar „aluminiu”, ci „6061-T6”)?
- Sunt specificate cerințele de finisaj al suprafeței folosind valorile standard Ra?
- Ați inclus cantitatea necesară și data țintă de livrare?
Procesul de ofertare și revizuire
Odată ce fișierele dumneavoastră sosesc, procesul de stabilire a ofertei începe — și este mai complex decât mulți clienți își imaginează. Conform ghidului RFQ al Stecker Machine, membrii experimentați ai echipei de atelier analizează pachetul, începând cu evaluarea fezabilității, pe baza capacităților și expertizei proprii.
Ce se întâmplă în timpul acestei analize? Inginerii examinează planurile dumneavoastră pentru inconsistențe, toleranțe strânse, probleme potențiale și provocări legate de proces. Ei caută posibilele probleme înainte ca acestea să devină greșeli costisitoare.
Cei mai buni furnizori de servicii de prelucrare mecanică nu doar oferă o cotare pentru ceea ce solicitați — ci propun și îmbunătățiri. Analiza „Design pentru fabricabilitate” (DFM) identifică oportunitățile de:
- Reducere costuri prin înlocuirea materialelor sau simplificarea geometriilor
- Îmbunătățirea calității prin ajustarea toleranțelor la caracteristicile necritice
- Reducerea termenelor de livrare prin selectarea unor procese mai potrivite pentru geometria dumneavoastră
- Eliminarea potențialelor defecțiuni prin identificarea pereților subțiri, a colțurilor interne ascuțite sau a altor caracteristici problematice
Complexitatea și volumul determină modul în care trebuie prelucrate piesele. Folosind aceste informații, estimatorii colaborează cu inginerii pentru a efectua studii de timp, piesă cu piesă și operațiune cu operațiune. Aceste estimări ale timpului de ciclu stau la baza întregului proces — capacitatea operatorilor, necesarul de echipamente și, în cele din urmă, prețul oferit.
Oferta formală pe care o primiți include, de obicei:
- Prețul unitar și descompunerea costului total
- Termenul estimat de la confirmarea comenzii până la expediere
- Costurile materialelor (uneori enumerate separat)
- Taxe de configurare și cerințe privind sculele
- Orice declarații explicative referitoare la toleranțe sau specificații
Producție până la inspecția finală
După ce aprobați oferta și confirmați comanda, începe planificarea producției. Comanda dvs. intră într-o coadă, în funcție de complexitate, disponibilitatea materialelor și programarea mașinilor. Aici este momentul în care piesele dvs. iau cu adevărat viață.
Faza de producție implică mai mulți pași coordonați:
- Sursă de Materiale —magazinul dvs. achiziționează materiale brute corespunzătoare calității specificate de dvs., adesea cu certificate de uzină pentru trasabilitate
- Programare CNC —inginerii creează traiectoriile sculelor folosind software CAM, optimizându-le pentru viteză, precizie și durată de viață a sculelor
- Setare mașină —operatorii montează dispozitivele de fixare, încarcă sculele și calibrează mașina pentru piesa dvs. specifică
- Producția primului articol —prima piesă este prelucrată și supusă unei inspecții riguroase înainte de continuarea producției
- Rularea producției —o dată ce prima piesă trece inspecția, celelalte piese sunt prelucrate
- Controale de calitate în curs de desfășurare —operatorii verifică dimensiunile critice pe parcursul întregii serii
- Operațiuni Secundare —dacă este necesar, piesele sunt supuse deburării, tratamentului de suprafață sau tratamentului termic
- Inspectia finală —piesele finalizate sunt măsurate în raport cu specificațiile dvs., folosind echipamente etalonate
- Ambalare și expediere —piesele sunt protejate corespunzător și expediate împreună cu documentația necesară
Verificările de calitate au loc în mod continuu, nu doar la final. Inspectia primei piese este deosebit de importantă — aici sunt identificate eventualele erori de programare, probleme de configurare sau neconformități ale proiectului, înainte ca întreaga serie de producție să consume material inutil.
Fluxul complet de lucru într-o privire
De la început până la final, iată traseul tipic pe care îl parcurge proiectul dumneavoastră într-o unitate profesională de prelucrare mecanică:
- Depunerea proiectului — furnizați fișiere CAD, desene și specificații
- Generarea ofertei — inginerii evaluează fezabilitatea și elaborează oferta de preț
- Evaluarea proiectului și analiza pentru fabricabilitate (DFM) — sunt identificate și discutate posibile îmbunătățiri
- Confirmarea comenzii — aprobați oferta de preț și furnizați autorizația de achiziție
- Planificarea producției — comanda dumneavoastră intră în coada de așteptare, în funcție de termenele de livrare angajate
- Achiziționarea materialelor — materialele brute sunt procurate conform specificațiilor dumneavoastră
- Operațiuni de prelucrare — echipamentele CNC transformă materialul brut în piese finite
- Inspecție și control calitate — piesele sunt verificate în raport cu cerințele dimensionale și de calitate
- Transport şi livrare — piesele finalizate sosesc la facilitățile dumneavoastră împreună cu documentația aferentă
Înțelegerea acestui flux de lucru vă ajută să planificați proiectele mai eficient. Veți ști când să vă așteptați la actualizări, ce informații are nevoie atelierul dumneavoastră la fiecare etapă și cum să evitați întârzierile care ar putea amâna data livrării.
Acum că înțelegeți procesul, următoarea întrebare logică este: cât va costa de fapt toată această lucrare? Mai mulți factori influențează prețurile în moduri care nu sunt imediat evidente — iar cunoașterea lor vă poate ajuta să proiectați mai inteligent și să stabiliți bugete mai precis.
Ce influențează costurile serviciilor de prelucrare mecanică
Iată ce majoritatea furnizorilor nu vă vor spune din start: prețul pe care îl plătiți pentru piesele prelucrate mecanic depinde de deciziile pe care le controlați dumneavoastră. Alegerea materialului, specificațiile de toleranță, cerințele privind finisarea suprafeței și volumul comenzii influențează factura finală — uneori în mod semnificativ. Înțelegerea acestor variabile vă pune în poziția conducătorului atunci când elaborați bugetul proiectelor și negociați cu furnizorii.
Conform analizei detaliate a costurilor realizate de Unionfab, costurile prelucrării prin frezare cu comandă numerică (CNC) variază semnificativ în funcție de factori precum geometria piesei, alegerea materialului, strategia de prelucrare, cerințele de toleranță și volumul producției. Să analizăm fiecare factor, astfel încât să puteți lua decizii informate înainte de a trimite următoarea cerere de ofertă.
Cum influențează alegerea materialului bugetul dumneavoastră
Alegerea materialului are un efect de domino asupra tuturor categoriilor de costuri — prețul materiei prime, durata prelucrării, uzura sculelor și chiar greutatea pentru transport. Alegeți cu grijă și veți optimiza valoarea. Alegeți incorect și veți plăti suprataxe care nu îmbunătățesc produsul dumneavoastră.
Luați în considerare doar costurile materiilor prime. Conform datelor industriale privind prețuri, materialele se încadrează în trepte distincte de cost:
- Cost scăzut ($) —Aluminiul și PMMA (acrilița) oferă cel mai economic punct de pornire
- Cost moderat ($$) —POM, PTFE, nailon și materiale compozite precum FR4
- Cost ridicat ($$$) —Cuprul, alama, bronzul, oțelul, oțelul inoxidabil și plasticele inginerești precum PC și ABS
- Cost premium ($$$$$) —Magneziul, titanul, PEEK-ul și ceramica tehnică
Dar prețul materiei prime reprezintă doar o parte a întregii povești. Un atelier de prelucrare mecanică din zona Bay va lua, de asemenea, în calcul ușurința prelucrării — cât de repede și de ușor poate fi tăiat materialul. Aluminiul se prelucrează mecanic cu viteze de 3–4 ori mai mari decât oțelul inoxidabil. Această diferență de viteză se traduce direct în costuri reduse de muncă și de funcționare a mașinii.
Iată concluzia practică: nu specificați titanul atunci când aluminiul îndeplinește cerințele dumneavoastră. Nu optați automat pentru oțel inoxidabil atunci când oțelul carbon oferă o rezistență la coroziune adecvată. Fiecare specificație excesivă adaugă costuri fără a adăuga valoare aplicației dumneavoastră.
Relația dintre toleranță și cost
Toleranțele mai strânse sunt întotdeauna mai costisitoare — dar relația nu este liniară. Conform cercetării Fictiv privind proiectarea pentru fabricație, proiectele din regiunea de toleranțe „cu efort minim” folosesc standardul ISO 2768 mediu, care reprezintă un bun echilibru între ceea ce este ușor de realizat cu mașini CNC standard și ceea ce este necesar pentru piese funcționale.
De ce determină toleranțele strânse creșterea costurilor? Mai mulți factori se cumulează:
- Viteze de prelucrare mai reduse — obținerea preciziei necesită tăieri atente și intenționate, nu eliminarea agresivă a materialului
- Operații suplimentare — caracteristicile pot necesita treceri preliminare (roughing), urmate de treceri separate de finisare
- Scule specializate — lucrul de precizie necesită adesea scule de tăiere de calitate superioară, cu o excentricitate mai mică
- Timp extins de inspecție —fiecare toleranță strictă necesită verificarea cu echipamente de măsurare etalonate
- Rate mai mari de respingere —piesele care nu respectă specificațiile trebuie eliminate sau reprelucrate
Cel mai inteligent approach? Aplicați toleranțe stricte doar acolo unde funcționalitatea le impune. Un atelier de prelucrare de precizie din Mass Precision San Jose sau din orice altă locație vă va spune același lucru: specificați ±0,001" doar pe suprafețele critice de asamblare și lăsați caracteristicile necritice la toleranța standard de ±0,005" sau mai largă.
Conform analizei de cost a Exact Machine Service, este important să se stabilească toleranțele și finisajele de suprafață necesare pe baza cerințelor funcționale ale pieselor, pentru a găsi un echilibru între precizie și cost.
Prețuri în funcție de volum și considerente legate de configurare
Fiecare serie de producție începe cu configurarea—montarea dispozitivelor, instalarea sculelor, calibrarea mașinii și executarea unui prim articol. Aceste costuri rămân relativ fixe, indiferent dacă se fabrică 10 piese sau 1.000. Înțelegerea acestei dinamici explică de ce prețul pe piesă scade dramatic pe măsură ce cantitatea crește.
Luați în considerare acest scenariu: un atelier mecanic din San Jose, CA, oferă un preț de 500 USD pentru configurare, plus 20 USD pe piesă pentru timpul de prelucrare. Pentru o comandă de 10 piese, costul de configurare reprezintă 50 USD pe unitate. Pentru o comandă de 100 de piese, acesta scade la 5 USD pe unitate. Costul de prelucrare rămâne constant, dar costul total pe piesă scade de la 70 USD la 25 USD.
Iată factorii de cost ordonați de la cel mai mare până la cel mai mic impact asupra costului total al proiectului dumneavoastră:
- Complexitatea și geometria piesei —designurile complexe, care necesită mai multe configurări, scule specializate sau prelucrare pe 5 axe, implică prețuri superioare
- Selectarea materialelor —aliajele exotice și materialele dificil de prelucrat măresc atât costul materiei prime, cât și cel al prelucrării
- Cerințe privind Toleranțele —fiecare cifră zecimală suplimentară de precizie adaugă un cost disproportional
- Cantitate de comandă —volume mai mari amortizează costurile de configurare și pot califica pentru prețuri pe loturi
- Specificații ale finisajului superficial —finisajele în afara stării după prelucrare (Ra 3,2 μm) necesită operații suplimentare
- Operațiuni Secundare —tratamentul termic, anodizarea, placarea sau vopsirea adaugă costuri post-prelucrare
- Termenele de livrare solicitate —livrarea accelerată implică adesea taxe suplimentare pentru execuție urgentă
Dorești să reduci costurile fără a compromite funcționalitatea? Conform celor mai bune practici de fabricație din partea Fictiv, aceste modificări de proiectare asigură cele mai mari economii:
- Simplificați Geometria —minimizează colțurile interne ascuțite, buzunarele adânci și caracteristicile complexe care măresc timpul de prelucrare
- Utilizați dimensiuni standard pentru scule —proiectarea caracteristicilor compatibile cu frezele și burghiele obișnuite reduce costurile de configurare și de scule
- Proiectează pentru un număr redus de configurații —piesele care pot fi prelucrate în două configurații sau mai puțin evită timpul de reproiectare și acumularea toleranțelor
- Specifică doar finisajele funcționale —solicitați suprafețe lucioase doar acolo unde estetica sau funcționalitatea le impun
- Luați în considerare loturi ușor mai mari —trecerea de la 25 la 50 de bucăți oferă adesea economii disproportionat de mari pe piesă
Atelierele de prelucrare mecanică din zona Bay Area și atelierele naționale de prelucrare mecanică de precizie folosesc structuri de cost similare. Prin înțelegerea factorilor care determină tarifele lor, puteți proiecta piese mai eficiente, puteți trimite oferte mai bine pregătite și puteți negocia dintr-o poziție de cunoaștere, nu de presupunere.
Acești factori de cost devin deosebit de critici atunci când proiectul dumneavoastră necesită certificate specifice industriei. Aplicațiile aeronautice, auto și medicale adaugă cerințe de conformitate care influențează atât prețurile, cât și selecția partenerilor — subiecte pe care le vom analiza în continuare.
Aplicații industriale și cerințe privind certificările
Credeți că toți furnizorii de prelucrare prin așchiere sunt la fel? Gândiți-vă din nou. Atelierul care produce accesorii decorative funcționează în baza unor reguli complet diferite față de cel care fabrică suporturi pentru aeronave sau implante chirurgicale. Industria dumneavoastră nu influențează doar ceea ce produceți — ea dictează, de asemenea, modul în care partenerul dumneavoastră de prelucrare prin așchiere trebuie să opereze, să documenteze și să verifice fiecare etapă a producției.
Înțelegerea acestor cerințe de certificare vă ajută să evaluați potențialii parteneri și să evitați greșeli costisitoare. Conform cercetărilor privind certificările în domeniul fabricării, certificările în domeniul prelucrării prin așchiere nu sunt doar o formalitate — ele reprezintă o cerință esențială care reglementează selecția furnizorilor, eligibilitatea pentru contracte și conformitatea cu reglementările.
Cerințe și certificate pentru componente auto
Industria auto necesită consistență la scară largă. Când produceți mii de componente identice destinate liniilor de asamblare a vehiculelor, variația nu este doar nedorită — este inacceptabilă. De aceea, producătorii auto (OEM) cer furnizorilor să îndeplinească standarde riguroase de certificare înainte de acordarea contractelor.
Certificare IATF 16949 iATF 16949 reprezintă standardul de aur pentru managementul calității în domeniul auto. Publicat de International Automotive Task Force, acest standard se bazează pe ISO 9001, adăugând în același timp cerințe specifice industriei auto. Conform Ghidului de certificare AIAG , IATF 16949:2016 definește cerințele sistemului de management al calității pentru organizații din întreaga industrie auto globală.
Ce diferențiază IATF 16949 de certificatele generale de calitate? Standardul subliniază:
- Prevenirea Defectelor —abordări sistematice pentru identificarea și eliminarea potențialelor defecțiuni înainte ca acestea să apară
- Reducerea variației —protocoale de îmbunătățire continuă care strâng controlul asupra proceselor în timp
- Eliminarea deșeurilor —principii de producție lean integrate în managementul calității
- Cerințe specifice clientului —flexibilitate pentru a integra specificațiile individuale ale producătorilor de echipamente originale (OEM)
Control Statistic al Procesului (SPC) joacă un rol esențial în fabricarea automotive. În loc să inspecteze piesele după producție, SPC monitorizează procesele în timp real pentru a detecta variațiile înainte ca acestea să producă componente defecte. Graficele de control, indicii de capacitate și analiza tendințelor devin instrumente standard pentru facilitățile certificate.
Pentru atelierele de prelucrare CNC din California și pentru facilitățile de prelucrare CNC destinate industriei aerospațiale care deservesc clienți din domeniul automotive, aceste certificate nu sunt opțiuni suplimentare — ci condiții obligatorii pentru desfășurarea activității. Principali producători de echipamente originale (OEM), cum ar fi General Motors, Ford și Stellantis, cer certificarea IATF 16949 de la furnizorii săi de prelucrare mecanică.
Facilitățile certificate, precum Shaoyi Metal Technology îndeplinesc aceste cerințe ale industriei auto cu certificarea IATF 16949 și protocoale stricte SPC. Operațiunile lor asigură ansambluri de șasiu cu toleranțe ridicate și componente de precizie, păstrând în același timp documentația și trasabilitatea necesare lanțurilor de aprovizionare auto.
Standarde de Precizie în Industria Aerospațială
Dacă cerințele din domeniul automotive se referă la consistență, cele din domeniul aerospace implică perfecțiunea — cu dovezi scrise. Fiecare material, fiecare proces și fiecare măsurătoare trebuie să fie documentat și trasabil. Atunci când eșecul unui component poate avea consecințe catastrofale, cerințele de certificare reflectă această gravitate.
Certificarea AS9100 se bazează pe ISO 9001, adăugând cerințe de calitate riguroase, adaptate în mod specific sistemelor aerospace, de apărare și spațiale. Conform cercetărilor din domeniu, peste 80% dintre companiile globale din sectorul aerospace cer furnizorilor de prelucrare CNC certificarea AS9100.
Ce diferențiază AS9100 de standardele generale de calitate?
- Trasabilitate completă a materialelor —fiecare componentă este legată de materialul brut certificat, cu numere de lot termic și certificate de uzină documentate
- Inspecția primului articol (FAI) —Documentația conformă cu AS9102 dovedește că producția inițială îndeplinește toate specificațiile
- Gestionarea configurației —Controlul strict al reviziilor asigură faptul că piesele corespund versiunilor actuale ale documentației tehnice
- Gestionare a Riscurilor —Procesele formale identifică, evaluează și atenuează eventualele probleme de calitate
- Prevenirea pieselor contrafăcute —Procedurile de verificare asigură autenticitatea materialelor
Sarcina documentară se întinde pe întreaga durată a producției. Un atelier de prelucrare CNC din California, care deserveste clienți din domeniul aerospace, trebuie să păstreze înregistrări care să demonstreze:
- Certificările materialelor brute și verificarea surselor acestora
- Traseele sculelor și programele CNC utilizate pentru fiecare operațiune
- Calificările operatorilor și înregistrările instruirii acestora
- Starea de etalonare a tuturor echipamentelor de măsurare
- Date complete de inspecție pentru fiecare dimensiune critică
Pentru furnizorii de prelucrare metalică din San Jose, CA, și alte ateliere regionale, obținerea certificării AS9100 necesită investiții semnificative în sistemele de documentare, instruire și pregătirea pentru audit. Totuși, certificarea deschide accesul la contracte aeronautice pe care concurenții necertificați nu le pot urmări.
Considerente privind fabricarea dispozitivelor medicale
Fabricarea dispozitivelor medicale adaugă un alt nivel de complexitate reglementară. Atunci când componentele prelucrate devin parte a echipamentelor de diagnostic sau a dispozitivelor implantabile, siguranța pacientului determină fiecare cerință.
Conform Orientări reglementare ale FDA , producătorii trebuie să stabilească și să aplice sisteme de calitate pentru a asigura faptul că produsele lor îndeplinesc în mod constant cerințele și specificațiile aplicabile. Aceste sisteme de calitate pentru dispozitivele reglementate de FDA sunt cunoscute sub denumirea de practici actuale de bună fabricație (CGMP).
Certificare ISO 13485 se adresează în mod specific managementul calității dispozitivelor medicale. Deși este similară ca structură cu ISO 9001, aceasta adaugă cerințe privind:
- Controale de proiectare —verificare sistematică că dispozitivele îndeplinesc cerințele de utilizare prevăzute
- Validare a procesului —dovadă documentată că procesele de fabricație produc în mod constant rezultate acceptabile
- Documentație privind biocompatibilitatea —dovadă că materialele nu vor provoca reacții adverse la pacienți
- Validarea sterilizării —verificare că procesele de sterilizare ating nivelurile necesare de asigurare a sterilității
- Gestionarea reclamațiilor —sisteme formale pentru urmărirea și investigarea problemelor legate de produs
Regulamentul FDA privind sistemul de calitate (21 CFR Partea 820) oferă cadrul reglementar în Statele Unite. Conform documentației FDA, reglementarea QS adoptă o abordare „de tip umbrelă”, care impune producătorilor să elaboreze și să aplice proceduri adecvate dispozitivelor lor specifice.
Ce înseamnă acest lucru pentru partenerul dumneavoastră de prelucrare mecanică? Acesta trebuie să mențină:
- Înregistrări complete de istoric al dispozitivelor pentru fiecare lot produs
- Procese de fabricație validate, cu parametri documentați
- Echipamente de măsurare calibrate, cu trasabilitate la standardele naționale
- Medii controlate, adecvate cerințelor produsului
- Înregistrări ale instruirii personalului, care demonstrează competența acestuia
FDA a emis recent Regulamentul privind Sistemul de Management al Calității (QMSR) în varianta finală, integrând standardul ISO 13485:2016 în cadrul reglementar. Această armonizare înseamnă că furnizorii de prelucrare mecanică pentru dispozitive medicale au din ce în ce mai multă nevoie de conformitate dublă, atât cu cerințele FDA, cât și cu standardele internaționale.
Alegerea partenerului certificat potrivit
Industria dumneavoastră determină care certificate sunt cele mai importante. Iată un ghid rapid:
| Industrie | Certificare principală | Cerințe Cheie |
|---|---|---|
| Auto | IATF 16949 | SPC, prevenirea defectelor, cerințe specifice clienților |
| Aerospatial/Apărare | AS9100 | Trasabilitate completă, verificare inițială a piesei (FAI), gestionarea configurației |
| Dispozitive medicale | ISO 13485 | Controlul proiectării, validarea proceselor, gestionarea reclamațiilor |
| Industria generală | ISO 9001 | Principiile fundamentale ale managementului calității, îmbunătățirea continuă |
Nu presupuneți că un atelier certificat pentru o industrie se califică automat și pentru alta. Furnizorii din domeniul aerospațial, certificați conform AS9100, pot lipsi de sistemele de producție în volum mare necesare industriei auto. Specialiștii în dispozitive medicale pot să nu aibă experiență cu aliajele exotice cerute de industria aerospațială.
La evaluarea potențialilor parteneri, verificați direct certificatele. Solicitați copii ale certificatelor, verificați datele de expirare și confirmați dacă domeniul de aplicare acoperă tipurile specifice de produse pe care le fabricați. Organismele de certificare mențin baze de date publice în care puteți verifica independent statutul unui furnizor.
Aceste cerințe de certificare adaugă costuri și complexitate serviciilor de prelucrare prin strunjire — dar există din motive întemeiate. Atunci când componentele dvs. sunt integrate în vehicule, aeronave sau dispozitive medicale, riscurile justifică investiția în sisteme riguroase de calitate. Înțelegerea cerințelor specifice fiecărei industrii vă ajută să găsiți parteneri capabili să își respecte cu adevărat angajamentele.
Certificările stabilesc sistemele de bază de calitate, dar cum verifică furnizorii de prelucrare, de fapt, dacă piesele individuale îndeplinesc specificațiile dumneavoastră? Răspunsul se află în metodele de inspecție și protocoalele de asigurare a calității — următorul nostru subiect.
Asigurarea calității și verificarea toleranțelor
Partenerul dumneavoastră de prelucrare deține o certificare impresionantă. Dar iată întrebarea reală: cum dovedesc, de fapt, că piesele dumneavoastră îndeplinesc specificațiile? Certificările stabilesc sistemele — inspecția verifică rezultatele. Înțelegerea modului în care instalațiile profesionale măsoară, documentează și verifică dimensiunile vă ajută să evaluați afirmațiile privind calitatea și să interpretați rapoartele de inspecție pe care le primiți împreună cu livrările.
Indiferent dacă colaborați cu un atelier mecanic din Santa Clara sau achiziționați produse de la ateliere mecanice din Santa Clara, CA, principiile fundamentale ale asigurării calității rămân aceleași la toți furnizorii de încredere.
Înțelegerea toleranțelor specifice
Înainte ca orice măsurătoare să aibă loc, toată lumea trebuie să fie de acord asupra semnificației termenului «acceptabil». Specificațiile de toleranță definesc variația admisibilă față de dimensiunile nominale — iar înțelegerea acestei terminologii vă ajută să comunicați eficient cu partenerul dumneavoastră de prelucrare mecanică.
Toleranțele apar sub mai multe forme pe desenele tehnice:
- Toleranțe bilaterale — variație permisă în ambele direcții (de exemplu: 25,00 ±0,05 mm)
- Toleranțe unilaterale — variație permisă doar într-o singură direcție (de exemplu: 25,00 +0,00/−0,10 mm)
- Dimensiuni limită — valori maxime și minime explicit specificate (de exemplu: 24,95–25,05 mm)
- Indicații GD&T — simboluri de dimensionare geometrică și toleranță care controlează forma, orientarea și poziția
De ce este important acest lucru pentru verificarea calității? Conform Cercetării metrologice cu CMM sistemele avansate pot măsura geometrii complexe cu o precizie excepțională, obținând adesea incertitudini de măsurare în domeniul micrometrilor. Totuși, chiar și echipamentele cele mai sofisticate nu au nicio valoare dacă specificațiile de toleranță nu sunt definite clar.
Procesul de inspecție începe cu desenul dumneavoastră. Fiecare dimensiune marcată ca fiind critică este măsurată și documentată. Caracteristicile cu toleranțe standard pot fi verificate prin eșantionare, în loc să fie supuse unei inspecții complete de 100 % — o abordare practică care echilibrează rigurozitatea cu eficiența din punct de vedere al costurilor.
Metode și echipamente de inspecție
Facilitățile profesionale de prelucrare mecanică folosesc o gamă variată de tehnologii de inspecție, fiecare adaptată unor anumite provocări de măsurare. Înțelegerea acestor instrumente vă ajută să apreciați ce implică verificarea pieselor dumneavoastră.
Măsurarea coordonatelor (CMM) reprezintă standardul de aur pentru verificarea dimensională. Conform documentației din industrie, mașinile de măsurat cu coordonate (CMM) capturează puncte de date pe care software-ul le prelucrează pentru a calcula dimensiunile, toleranțele și relațiile geometrice. Aceste instrumente sofisticate funcționează într-un sistem de coordonate tridimensional, folosind axele X, Y și Z pentru a determina pozițiile exacte.
Ce face ca mașinile de măsurat cu coordonate (CMM) să fie deosebit de valoroase?
- Măsurarea geometriilor complexe în 3D, la care uneltele manuale nu pot accesa
- Furnizarea de rezultate reproductibile, independente de operator
- Generarea de rapoarte automate de inspecție, cu documentare completă a datelor
- Verificarea specificațiilor GD&T, inclusiv toleranțele de poziție reală și de profil
Comparatoare optice proiectează profilele mărite ale pieselor pe ecrane, pentru comparație vizuală cu suprapunerile de referință. Aceste sisteme fără contact funcționează bine pentru:
- Piese fragile sau ușor deformabile
- Profilele filetelor și dinții roților dințate
- Racordările de muchie și degajările
- Verificare vizuală rapidă în timpul producției
Teste de rugozitate superficială măsoară textura microscopică a suprafețelor prelucrate. Atunci când desenul dumneavoastră specifică valori Ra (rugozitate medie aritmetică), aceste instrumente verifică conformitatea prin tragerea unei vârfuri de măsurare peste suprafață și analizarea profilului rezultat.
Iată cum se compară metodele obișnuite de inspecție:
| Metoda de inspecție | Accuratețe tipică | Cele mai bune aplicații | Limitări |
|---|---|---|---|
| CMM (cu contact) | ±0,001–0,003 mm | Geometrie 3D complexă, verificare GD&T, piese de producție | Mai lentă pentru măsurători simple, necesită un mediu controlat |
| Comparator Optic | ±0,01–0,025 mm | Inspeție de profil, verificare filet, comparație vizuală | doar 2D, necesită interpretare de către operator |
| Micrometre/Cale de măsurare | ±0,01–0,025 mm | Verificări rapide, dimensiuni exterioare, caracteristici simple | Funcționare manuală, limitată la suprafețele accesibile |
| Cale de înălțime | ±0,01 mm | Înălțimi de treaptă, referințe de bază, lucrări pe masă de control | Necesită o suprafață plană de referință |
| Testor de rugositate a suprafeței | Rezoluție până la 0,001 μm Ra | Verificarea stării suprafeței, validarea procesului | Măsoară doar textura, nu și precizia dimensională |
| scaneare 3D | ±0,025–0,1 mm | Forme complexe, inginerie inversă, cartografiere a abaterilor | Precizie mai scăzută decât cea a CMM, necesită prelucrare ulterioară |
Un atelier mecanic din Santa Clara, CA, sau orice altă unitate care pune accentul pe calitate combină, de obicei, mai multe metode. Mașinile de măsurat cu coordonate (CMM) efectuează inspecția finală a caracteristicilor critice, în timp ce instrumentele manuale susțin verificările în timpul operațiunilor de prelucrare mecanică.
Documentare și trasabilitate
Datele de măsurare nu au nicio valoare fără o documentare corespunzătoare. Asigurarea profesională a calității depășește simpla efectuare a măsurătorilor — include întreaga trasabilitate, de la materialul brut până la livrarea finală.
Inspecția primului articol (FAI) formează baza calității în producție. Conform cercetărilor privind producția realizate de PMP Metals, inspecția inițială a pieselor (FAI) este un proces formal, scris, care asigură faptul că fabricarea unei piese sau a unui ansamblu respectă specificațiile de proiectare, desenele și cerințele definite de client sau de departamentul de inginerie.
Ce include o inspecție inițială completă (FAI)?
- Desen cu balon —fiecare dimensiune numerotată pentru referință
- Tabel rezultate dimensionale —valorile măsurate comparate cu toleranțele specificate
- Certificări ale Materialelor —documentația care dovedește utilizarea aliajului corect și a tratamentului termic corespunzător
- Înregistrări privind procesul —informații despre mașinile și sculele utilizate în producție
- Semnări —semnăturile operatorului și ale inspectorului care confirmă verificarea
Verificarea inițială a pieselor (FAI) are loc în puncte critice: la primele serii de producție, după modificări tehnice, atunci când se schimbă locațiile de fabricație sau în urma unor pauze prelungite în producție. Acest sistem de puncte de control identifică problemele înainte ca acestea să se răspândească pe întreaga cantitate produsă.
Inspectare în Decursul Procesului asigură o verificare continuă în timpul rulărilor de producție. Operatorii verifică dimensiunile critice la intervale regulate — de exemplu, la fiecare a 10-a sau a 25-a piesă — pentru a confirma stabilitatea procesului. Orice abatere declanșează o investigație înainte ca piesele care nu respectă toleranțele să se acumuleze.
Inspectia finală protocoalele verifică piesele finalizate înainte de expediere. În funcție de cerințele dumneavoastră și de standardele industriale aplicabile, aceasta poate include:
- inspecție 100% a tuturor caracteristicilor critice
- Eșantionare statistică bazată pe mărimea lotului și pe nivelurile acceptabile de calitate (AQL)
- Certificat de conformitate care documentează respectarea specificațiilor
- Rapoarte dimensionale complete cu valorile efectiv măsurate
Sisteme de Management al Calității leagă aceste elemente împreună. Conform cercetării ISO 9001:2015, această normă recunoscută la nivel internațional stabilește standardul pe care companiile trebuie să îl îndeplinească și să îl depășească pentru a satisface așteptările clienților. Un atelier mecanic certificat ISO a implementat un sistem de management al calității (QMS) robust, care garantează o calitate și o fiabilitate constante.
Ce înseamnă, de fapt, certificarea ISO 9001:2015 pentru piesele dvs.?
- Procedurile documentate asigură procese constante, indiferent de operatorul care execută comanda dvs.
- Programele de etalonare verifică faptul că echipamentele de măsurare păstrează acuratețea lor
- Sistemele de acțiuni corective abordează problemele în mod sistematic, nu repetat
- Revizuirea conducerii asigură îmbunătățirea continuă, nu stagnarea
În afară de ISO 9001, certificatele specifice industriei adaugă cerințe specializate. AS9102 reglementează documentația de verificare inițială (FAI) în domeniul aerospace. IATF 16949 impune protocoalele de control statistic al proceselor (SPC) în domeniul automotive. ISO 13485 abordează trasabilitatea dispozitivelor medicale. Aplicația dumneavoastră determină care standarde se aplică — și ce documentație trebuie să așteptați de la partenerul dumneavoastră de prelucrare prin strunjire.
Asigurarea calității se reduce, în final, la încrederea verificată prin dovezi. Certificatele stabilesc sistemele. Echipamentele de inspecție oferă capacitatea necesară. Documentația dovedește rezultatele obținute. La evaluarea furnizorilor de servicii de prelucrare prin strunjire, depășiți afirmațiile privind capacitățile declarate și înțelegeți modul concret în care aceștia verifică ceea ce livrează.

Compararea serviciilor de prelucrare prin strunjire cu metode alternative de fabricație
Ați explorat modul în care funcționează prelucrarea prin strunjire la terțe părți, care sunt costurile aferente și cum se verifică calitatea. Dar iată întrebarea care ține noaptea managerii de operațiuni: este, de fapt, prelucrarea prin strunjire la terțe părți alegerea potrivită pentru proiectul dumneavoastră? Sau ar oferi rezultate mai bune producția internă, imprimarea 3D sau turnarea?
Răspunsul depinde de situația specifică a dumneavoastră — cerințele de volum, necesitățile de toleranță, restricțiile legate de materiale și presiunile asupra termenelor de livrare influențează toate calea optimă. Să construim împreună un cadru decizional care să vă ajute să evaluați obiectiv aceste compromisuri.
Prelucrarea prin strunjire la terțe părți versus operațiunile interne
Decizia privind externalizarea sau investiția reprezintă una dintre cele mai importante alegeri cu care se confruntă producătorii. Conform cercetare în domeniul fabricării , de obicei este mai avantajos să externalizați inițial, cu excepția cazurilor în care aveți nevoie de peste aproximativ 4.000–5.000 de piese pe an, aveți cerințe foarte riguroase privind proprietatea intelectuală sau certificările, sau puteți suporta o cheltuială inițială de 200.000–700.000 USD, plus costurile aferente instruirii operatorilor.
Ce face ca acest calcul să fie atât de complex? Luați în considerare ce implică, de fapt, prelucrarea internă:
- Investiție de capital —o singură mașină CNC cu 5 axe poate costa între 200.000 și 700.000 USD înainte de instalare, achiziționarea sculelor și instruirea personalului
- Operatori calificați —prelucrarea CNC rămâne un proces care necesită competențe avansate și actualizate constant
- Mentenanță continuă —echipamentele necesită calibrare regulată, reparații și, în cele din urmă, înlocuire
- Suprafață utilă și utilități —mașinile-unelte necesită fundații adecvate, alimentare cu energie electrică și control al climatului
Când este mai avantajoasă externalizarea? Pentru volume anuale sub 1.000 de bucăți, calculele favorizează în mod clar partenerii externi. Un atelier contractual tipic ar putea oferi un tarif de 18 USD pe piesă pentru serii mici de prelucrare CNC din aluminiu — mult mai puțin decât costul amortizat al echipamentelor deținute, care stau parțial nefolosite.
Cu toate acestea, calculul se schimbă la scară largă. Când volumul anual de producție depășește 5.000 de unități, cu toleranțe standard, investiția internă începe să genereze costuri mai mici pe unitate. Cheltuielile de configurare sunt distribuite pe un număr suficient de piese, astfel încât producția internă devine economică.
Dacă căutați «operatori CNC în apropierea mea», deoarece aveți nevoie de prototipuri ocazionale sau de producție în volume medii, prelucrarea prin servicii oferă, cu siguranță, o valoare superioară față de investiția de capital.
Când fabricația aditivă este mai potrivită
imprimarea 3D a modificat economia fabricației — dar nu a înlocuit prelucrarea prin așchiere. Înțelegerea domeniilor în care fiecare metodă este superioară vă ajută să faceți alegeri adecvate.
Conform comparației proceselor Xometry, imprimarea 3D produce piese în formă finală rapid, în timp ce prelucrarea CNC necesită configurare individuală și, în general, programare manuală, precum și supraveghere. Este frecvent ca piesele prelucrate prin CNC să coste de 10 ori mai mult decât piesele imprimate 3D pentru volume mici și geometrii complexe.
Unde are avantaj fabricarea aditivă?
- Geometrii interne complexe —structuri în rețea, canale de răcire conformale și forme organice la care uneltele de tăiere nu pot ajunge
- Iterație rapidă —modificările necesită doar modificarea fișierelor, nu și realizarea unor noi scule sau programare suplimentară
- Producție în volume reduse —costurile de configurare sunt minime, ceea ce face ca producerea unui singur piesă să fie economică
- Oportunități de consolidare —ansamblurile pot deveni componente individuale imprimate
Totuși, imprimarea 3D prezintă limitări semnificative. Diversele procese de imprimare oferă rezistențe variate comparativ cu proprietățile native ale materialelor — de la doar 10% din rezistența la tracțiune maximă a materialului pentru FFF în ABS, până la 100% pentru SLS al nylonului. Prelucrarea prin frezare CNC produce piese din materiale native neîntrerupte, astfel încât rezistența este, în general, ridicată.
Finisajul suprafeței constituie o altă provocare. Imprimarea 3D este, în general, afectată de mecanismele procesului — în special rezoluția pe axa Z determină suprafețe treptate și perturbări vizuale. Finisajul suprafeței prin frezare CNC poate fi extrem de uniform și foarte precis, dacă traiectoriile sculei sunt programate pentru obținerea unui finisaj neted.
Punctul practic de decizie? Alegeți fabricarea aditivă pentru prototipuri, geometrii complexe și volume sub 50 de unități. Treceti la prelucrarea prin strunjire în serviciu atunci când aveți nevoie de proprietăți ale materialelor de calitate industrială, toleranțe strânse sau suprafețe netede.
Alternative la turnare și modelare
Pentru producția în volum mare, nici prelucrarea prin strunjire, nici imprimarea 3D nu reprezintă neapărat cea mai bună opțiune. Turnarea și injectarea oferă costuri semnificativ mai mici pe piesă — odată ce v-ați asumat investiția în echipamentele de formare.
Injectarea poate produce piese identice din plastic în câteva secunde, nu în ore. Totuși, matricele în sine costă mii sau chiar sute de mii de dolari, în funcție de complexitate. Această investiție are sens doar atunci când produceți zeci de mii de componente identice.
Turnarea sub presiune oferă o eficiență economică similară pentru piesele metalice. Componentele complexe din aluminiu sau zinc pot fi produse rapid, odată ce matrițele sunt disponibile. Totuși, turnarea sub presiune nu poate atinge toleranțele obținute prin prelucrare mecanică fără operații suplimentare, iar modificările de proiect necesită modificări costisitoare ale matrițelor.
Când depășesc aceste metode prelucrarea la comandă?
- Volume care depășesc 10.000 de bucăți —costurile matrițelor se amortizează, având un impact neglijabil pe piesă
- Proiecte stabile —modificările sunt costisitoare, deci piesele trebuie să fie gata pentru producție
- Toleranțe moderate —precizia obținută direct prin turnare sau injectare satisface cerințele
- Serii de producție prelungite —același proiect va fi produs timp de luni sau ani
Compararea metodelor de fabricație la prima vedere
Folosiți această tabelă de referință atunci când evaluați abordările de producție pentru următorul dvs. proiect:
| Criterii | Prelucrare prin strunjire servicii terțe | Prelucrare prin strunjire internă | imprimare 3D | Injecție de presformare | Găsirea prin matriță |
|---|---|---|---|---|---|
| Intervalul ideal de volum | 1-5.000 unități | peste 5.000 de unități anual | 1-50 bucăți | 10.000+ unități | 5.000+ unități |
| Opțiuni de Material | Metale și materiale plastice practic nelimitate | Limitat de echipamentele deținute | Polimeri specifici procesului, unele metale | Termoplastice în principal | Aliaje de aluminiu, zinc, magneziu |
| Capacitate de toleranță | ±0,001" realizabil | ±0,001" realizabil | ±0,005–0,010" în mod tipic | ±0,002–0,005" în mod tipic | ±0,005" în mod tipic, prelucrare mecanică pentru toleranțe mai strânse |
| Termen de livrare | Zile până la săptămâni | Ore până la zile | Ore până la zile | Săptămâni pentru realizarea matrițelor, apoi producție rapidă | Săptămâni pentru realizarea matrițelor, apoi producție rapidă |
| Costul de instalare/abilități | Scăzut-Moderat | Investiție de capital ridicată | Minimală | 5.000–100.000 USD+ pentru matrițe | 10.000–100.000 USD+ pentru matrițe de deformare |
| Cost pe piesă (Volum redus) | Moderat | Ridicat | Scăzut-Moderat | Foarte sus | Foarte sus |
| Cost pe piesă (Volum mare) | Moderat | Scăzute | Ridicat | Foarte scăzută | Foarte scăzută |
| Flexibilitate în proiectare | Ridicat | Ridicat | Foarte sus | Costuri scăzute după realizarea matrițelor | Costuri scăzute după realizarea matrițelor |
| Rezistența Materialului | Proprietăți native complete | Proprietăți native complete | 10–100%, în funcție de proces | Proprietăți aproape complete ale polimerului | Proprietăți aproape complete ale aliajului |
Alegerea Corectă Pentru Proiectul Tău
Metoda de fabricație optimă depinde de poziția proiectului dumneavoastră pe mai multe axe decizionale. Luați în considerare aceste scenarii:
Alegeți prelucrarea prin servicii atunci când:
- Aveți nevoie de piese metalice de calitate industrială, în volume de la 10 până la câteva mii
- Sunt necesare toleranțe mai strânse decât ±0,005"
- Proiectul dumneavoastră se poate modifica pe baza testelor sau a feedback-ului clienților
- Nu dispuneți de capital pentru investiții în echipamente sau pentru angajarea operatorilor calificați
- Aveți nevoie de acces la ateliere de prelucrare cu mașini cu 5 axe sau la procese specializate, fără a le deține
Alegeți prelucrarea internă atunci când:
- Volumele anuale depășesc în mod constant 5.000 de bucăți de piese similare
- Controlul termenelor de livrare este esențial — aveți nevoie de piese în ore, nu în zile
- Concierne legate de protecția proprietății intelectuale fac externalizarea riscantă
- Dispuneți deja de forță de muncă calificată sau puteți forma astfel de personal pentru operarea echipamentelor
Alegeți imprimarea 3D când:
- Geometriile includ canale interne, rețele sau forme organice
- Vă aflați într-un proces rapid de iterare a designurilor și aveți nevoie de feedback imediat
- Cantitățile sunt foarte mici — în special prototipuri unice
- Cerințele privind rezistența materialelor sunt moderate
Alegeți turnarea sau injectarea când:
- Designurile sunt finalizate și stabile pentru producție pe termen lung
- Volumul justifică investiția în utilaje — de obicei peste 10.000 de bucăți
- Costul pe piesă este factorul principal determinant
- Cerințele privind toleranțele pot fi îndeplinite fără prelucrare secundară
Multe proiecte beneficiază de abordări hibride. Realizați prototipuri prin imprimare 3D, validați prin prelucrare la serviciu și treceți la turnare odată ce designurile se stabilizează. Un atelier de prelucrare din San Francisco sau un atelier de prelucrare din San Francisco, CA, vă poate ajuta să gestionați aceste tranziții — mulți oferă atât servicii de prelucrare, cât și consultanță privind momentul potrivit pentru utilizarea unor metode alternative.
Pentru producătorii care explorează opțiunile de prelucrare CNC în apropierea mea, în California, cadrul decizional rămâne același, indiferent de locație. Evaluați proiecțiile privind volumul, cerințele de toleranță, presiunile legate de termenele de livrare și constrângerile de capital. Metoda de fabricație potrivită rezultă dintr-o evaluare obiectivă a acestor factori, nu din presupuneri despre tehnologia considerată „cea mai bună”.
Cu acest cadru decizional în mână, ultimul pas este alegerea partenerului potrivit de prelucrare pentru a pune în aplicare abordarea aleasă. Criteriile de evaluare – precum și întrebările pe care le veți adresa – determină dacă proiectul dvs. va avea succes sau va întâmpina dificultăți.
Alegerea partenerului potrivit de servicii de prelucrare
Ați analizat procesele, ați comparat metodele de fabricație și înțelegeți ce factori influențează costurile. Acum vine decizia care determină dacă proiectul dvs. va avea succes sau va întâmpina obstacole: alegerea partenerului potrivit de prelucrare. Această alegere afectează totul – calitatea, livrarea, costurile și capacitatea dvs. de a vă extinde odată cu creșterea cererii.
Conform ghidului de selecție a partenerilor al Principal Manufacturing Corporation, alegerea partenerului potrivit pentru prelucrarea CNC asigură succesul proiectului dumneavoastră. O companie experimentată poate avea un impact pozitiv asupra fiecărui aspect al procesului de producție, de la calitate până la livrarea în termen.
Indiferent dacă evaluați opțiunile de ateliere de prelucrare mecanică din San Jose sau explorați atelierele de prelucrare mecanică din Oakland, CA, aceste criterii vă ajută să distingeți partenerii excepționali de cei doar acceptabili.
Criterii cheie pentru evaluarea partenerilor de prelucrare mecanică
Ce diferențiază un partener de prelucrare mecanică de încredere de unul care generează probleme? Depășiți prețurile oferite și evaluați acești factori esențiali:
- Certificări relevante —verificați cel puțin certificarea ISO 9001, precum și standardele specifice industriei, cum ar fi IATF 16949 pentru industria auto, AS9100 pentru industria aerospațială sau ISO 13485 pentru dispozitive medicale
- Capabilități ale Echipamentului —confirmați faptul că dispun de mașinile potrivite pentru piesele dumneavoastră, indiferent dacă este vorba de frezare pe 5 axe, strunjire Swiss sau prelucrare EDM specializată
- Performanța termenului de livrare —informați-vă despre durata obișnuită de execuție pentru volumul dumneavoastră și despre înregistrarea lor în ceea ce privește respectarea angajamentelor de livrare
- Răspuns rapiditate la comunicare —observați cât de repede răspund la întrebările inițiale, deoarece acest lucru indică adesea calitatea comunicării pe parcursul întregului proiect
- Istoricul de calitate —solicitați referințe din proiecte similare și întrebați despre ratele de respingere și istoricul acțiunilor corective
- Experțise Tehnică —evaluați capacitatea lor de a oferi feedback privind concepția pentru fabricabilitate (DFM) și de a sugera îmbunătățiri, nu doar de a executa desenele dumneavoastră în mod pasiv
- Capacitate și scalabilitate —asigurați-vă că pot satisface nevoile actuale și că pot crește împreună cu dumneavoastră pe măsură ce volumele se măresc
Conform cercetărilor din domeniu, o companie orientată spre client va colabora strâns cu acesta pentru a oferi informații valoroase, a discuta îmbunătățiri ale designului și a sugera măsuri de reducere a costurilor. Partenerii ar trebui să funcționeze ca consultanți de încredere care își pun expertiza la dispoziție pentru a ajuta la obținerea celor mai bune rezultate posibile.
Când căutați un atelier mecanic în Fremont, CA sau în orice altă locație, solicitați mărturii din partea clienților care au colaborat cu compania la proiecte similare. Experiențele lor relevă mult mai mult decât orice prezentare comercială.
Pregătirea proiectului pentru succes
Chiar și cel mai bun partener în domeniul prelucrării nu poate compensa proiecte slab pregătite. Asigurați-vă succesul prin abordarea acestor elemente înainte de a trimite prima cerere de ofertă:
- Fișiere de desen complete — furnizați atât modele 3D CAD (formatul STEP este preferat), cât și desene 2D cotate, cu toleranțele specificate clar
- Specificatii materiale — indicați gradele specifice, nu doar familiile de materiale (de exemplu, „6061-T6”, nu doar „aluminiu")
- Identificarea caracteristicilor critice — evidențiați care dimensiuni și caracteristici sunt funcțional critice, comparativ cu toleranțele generale
- Cantitățile și cerințele privind termenele — specificați clar volumele, datele de livrare și dacă aceste cerințe ar putea suferi modificări
- Necesitățile privind documentația calității — indicați ce rapoarte de inspecție, certificate sau documente de trasabilitate solicitați
Conform ghidului de fabricație Fictiv, colaborarea cu un partener experimentat în domeniul fabricației încă de la început oferă o cale eficientă pentru achiziționarea pieselor pe întreaga durată a procesului de dezvoltare a produsului și contribuie la reducerea riscurilor ulterioare.
Cu cât oferiți mai mult context din start, cu atât devin mai precise ofertele dumneavoastră. Nu lăsați partenerii potențiali să ghicească cerințele — ambiguitatea duce fie la prețuri supraevaluate (ei acoperă necunoscutele), fie la surprize ulterioare, atunci când presupunerile se dovedesc a fi greșite.
Atelierele locale, cum ar fi atelierul de prelucrare Jose's Machine Shop sau Diaz Machine Shop, pot oferi avantaje pentru colaborarea față în față în cadrul proiectelor complexe. Totuși, nu vă limitați căutarea din punct de vedere geografic dacă capacitățile specializate sunt mai importante decât proximitatea.
Scalarea de la prototip la producție
Iată ce surprinde mulți producători: atelierul care se descurcă excelent cu prototipurile poate întâmpina dificultăți în producția în volume mari — și invers. Găsirea unui partener capabil să gestioneze ambele etape vă salvează de schimbări dureroase ale furnizorilor în mijlocul unui proiect.
Conform cercetărilor din domeniul producției, este esențial să colaborați cu o companie capabilă să susțină creșterea viitoare. Pe măsură ce afacerea dumneavoastră se extinde sau cerințele proiectului cresc, un partener de încredere poate gestiona fără probleme volume mai mari de producție și cerințe în continuă evoluție.
Cum arată scalabilitatea în practică?
- Flexibilitatea prototipului — capacitatea de a produce cantități mici rapid, adesea cu termene de livrare de o zi pentru nevoi urgente
- Capacitate de producție de tranziție — realizarea unor serii de volum scăzut (zeci până la sute de bucăți) în timp ce validați proiectele
- Capacitate de producție — echipamente și forță de muncă capabile să susțină producția a mii de piese lunar, atunci când cererea devine reală
- Consistența procesului — menținerea acelorași standarde de calitate, indiferent de dimensiunea lotului
- Răspunsul la cerere — creșterea sau reducerea cantităților după necesități, fără a compromite termenele de livrare
Partenerii scalabili în prelucrarea prin așchiere înțeleg, de asemenea, importanța investițiilor în tehnologii avansate. Ei actualizează în mod continuu echipamentele, software-ul și procesele de fabricație pentru a rămâne competitivi și pentru a satisface cerințele în continuă evoluție ale industriei.
În special pentru aplicații auto, Shaoyi Metal Technology exemplifică acest model de scalabilitate. Instalația lor oferă servicii de prelucrare CNC de precizie cu termene de livrare de doar o zi lucrătoare pentru prototipuri urgente, păstrând în același timp capacitatea de producție, certificarea IATF 16949 și protocoalele stricte de control statistic al proceselor (SPC) cerute de lanțurile de aprovizionare auto. Această combinație de viteză și scalabilitate înseamnă că nu veți depăși capacitatea partenerului dumneavoastră pe măsură ce proiectele evoluează de la concept la producție completă.
Întrebări de pus înainte de angajare
Înainte de a semna prima comandă, obțineți răspunsuri clare la aceste întrebări esențiale:
- Ce certificări dețineți și când au fost ele verificate ultima dată?
- Puteți oferi referințe din partea clienților dumneavoastră din industria mea?
- Care este termenul dvs. obișnuit de livrare pentru volumul meu?
- Cum gestionați modificările de design în mijlocul procesului de producție?
- Ce capacități de inspecție aveți în interiorul companiei?
- Cum veți comunica stadiul proiectului și orice probleme care pot apărea?
- Ce se întâmplă dacă piesele nu respectă specificațiile?
Răspunsurile dezvăluie nu doar competența, ci și caracterul. Partenerii care evită întrebările sau fac promisiuni exagerate ar trebui să ridice semnale de alarmă. Cei care oferă răspunsuri clare și specifice — inclusiv recunoașterea onestă a limitărilor — demonstrează transparența necesară pentru relații de succes.
Succesul prelucrării prin strunjire în regim de serviciu depinde, în cele din urmă, în aceeași măsură de calitatea parteneriatului, cât și de capacitatea tehnică. Partenerul potrivit aduce expertiza pe care nu o aveți, identifică problemele înainte ca acestea să devină costisitoare și se adaptează la dimensiunea afacerii dumneavoastră. Investiți timpul necesar pentru a alege cu grijă, iar proiectele dumneavoastră de prelucrare vor furniza rezultatele de care aveți nevoie—la timp, în limitele bugetului și conform specificațiilor.
Întrebări frecvente despre prelucrarea prin strunjire în regim de serviciu
1. Care este tariful orar pentru o mașină CNC?
Tarifele orare pentru prelucrarea CNC variază în mod obișnuit între 30 USD și 100 USD, în funcție de locație, complexitatea mașinii și materialul prelucrat. Factori precum capacitatea de prelucrare pe 5 axe, toleranțele strânse și materialele exotice determină tarife mai ridicate. Costurile de configurare sunt adesea facturate separat și amortizate pe cantitatea de producție, ceea ce face ca comenzile mai mari să fie mai rentabile pe piesă. Comenzile urgente implică, de obicei, tarife suplimentare de 15–50% peste tarifele standard.
2. Ce înseamnă prelucrarea?
Prelucrarea prin așchiere este un proces de fabricație substractiv care creează forme dorite prin eliminarea materialului nedorit din piese de dimensiuni mai mari. Spre deosebire de imprimarea 3D, care adaugă material strat cu strat, prelucrarea prin așchiere folosește scule de tăiere rotative sau discuri abrazive pentru a îndepărta cu precizie materialul în exces. Prelucrarea CNC (Comandă Numerică Computerizată) automatizează acest proces utilizând traiectorii de sculă programate, permițând o producție constantă a pieselor complexe, cu toleranțe la fel de strânse ca ±0,001 inch, atât pentru metale, cât și pentru materiale plastice și compozite.
3. Cât durează prelucrarea CNC de la comandă până la livrare?
Termenele de livrare pentru prelucrarea prin strunjire în regim de service variază în funcție de complexitate, volum și capacitatea atelierului. Prototipurile simple pot fi expediate în 1–3 zile din facilitățile care oferă un timp de răspuns rapid. Seriile standard de producție necesită, de obicei, 1–3 săptămâni, inclusiv revizuirea proiectului, programarea, prelucrarea și inspecția. Piesele complexe care necesită operații secundare, cum ar fi tratamentul termic sau anodizarea, adaugă zile suplimentare. Furnizorii auto certificați, precum Shaoyi Metal Technology, oferă termene de livrare de până la o zi lucrătoare pentru prototipuri urgente.
4. Ce formate de fișiere acceptă atelierele de prelucrare CNC?
Cele mai profesionale ateliere de prelucrare preferă fișierele STEP (.stp, .step) ca standard universal de schimb al modelelor 3D, citibile de practic orice software CAM. Fișierele IGES rămân larg acceptate pentru geometria de suprafață și solidă. Fișierele 2D DXF/DWG sunt esențiale pentru piesele plane și pentru dimensiunile suplimentare. Fișierele CAD native din SolidWorks, Inventor sau Fusion 360 păstrează în întregime intenția de proiectare atunci când atelierele folosesc software compatibil. Includeți întotdeauna desene PDF cotate care specifică toleranțele, finisajele de suprafață și caracteristicile critice.
5. Cum aleg între prelucrarea prin frezare CNC și imprimarea 3D?
Alegeți prelucrarea prin frezare CNC atunci când aveți nevoie de rezistență a materialului la nivelul producției, toleranțe strânse sub ±0,005 inch, finisaje de suprafață netede sau piese metalice în volume care depășesc 50 de unități. Imprimarea 3D este excelentă pentru geometrii interne complexe, iterații rapide ale designului, cantități foarte mici și forme organice imposibil de realizat prin prelucrare mecanică. Piesele obținute prin CNC păstrează 100 % din proprietățile native ale materialului, în timp ce unele procese de imprimare 3D ating doar 10–50 % din rezistența materialului. Multe proiecte beneficiază de prototipare prin imprimare 3D, urmată apoi de trecerea la prelucrarea mecanică pentru producție.