 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Tipuri de Lubrifiere pentru Stantare Metalică: Cele 4 Categorii Critice Explicate
REZUMAT
Lubrifierea pentru stantarea metalului se încadrează în mod obișnuit în patru categorii principale: Uleiuri pure (pentru aplicații grele, cu nevoi ridicate de lubrifiere), Uleiuri solubile (emulsii versatil pentru răcire și utilizare generală), Produse sintetice (pentru maximă curățenie și răcire), și Uleiuri volatile (fluide evaporabile pentru aplicații ușoare, fără rezidii). Alegerea depinde în mod semnificativ de severitatea operațiunii (de exemplu, tragere profundă vs. decupare), tipul de metal și cerințele ulterioare stantării, precum sudarea sau vopsirea. Selectarea tipului potrivit echilibrează compromisul dintre protejarea matriței (lubrifiere) și protejarea calității piesei (răcire și spălabilitate).
Factori critici de selecție: Cum să alegi
Selectarea tipului optim de lubrifiere nu este doar despre cumpărarea unui butoi de ulei; este o decizie de inginerie care afectează durata sculei, calitatea pieselor și costurile ulterioare. Matricea decizională se învârte în general în jurul a trei variabile de bază: severitatea deformării, materialul care este ambutisat și cerințele post-procesare.
În primul rând, analizați severitatea operațiunii . Operațiuni simple precum decuparea sau perforarea generează căldură, dar necesită mai puțină amortizare hidrodinamică, ceea ce face ca uleiurile sintetice pe bază de apă sau uleiurile solubile să fie ideale. În contrast, ambutisarea profundă sau ambutisarea cu tablă groasă generează presiuni extreme care pot suda piesa la matriță (gripare). Aceste aplicații necesită vâscozitate ridicată și aditivi pentru Presiune Extremă (EP) găsiți în uleiurile drepte. Pentru producătorii care trec de la prototipare rapidă la producție în masă, parteneriatul cu specialiști care înțeleg aceste nuanțe tribologice este esențial. De exemplu, Shaoyi Metal Technology oferă soluții complete de ambutisare care utilizează strategii precise de ungere pentru a livra componente auto esențiale, cum ar fi brațe de suspensie și subansamble, asigurând consistența de la primele 50 de prototipuri până la milioane de unități produse în serie.
În al doilea rând, luați în considerare compatibilitatea materială . Metalele feroase (oțelurile) necesită adesea inhibitori de coroziune și pot tolera aditivi activi cu sulf sau clor pentru o performanță extremă. Metalele neferoase, cum ar fi aluminiul sau cuprul, sunt însă sensibile la pete provocate de aceiași aditivi. Pentru aceste metale mai moi, se preferă în general un ulei sintetic întărit cu polimeri sau un ulei solubil specializat, pentru a preveni decolorarea chimică.
În final, evaluarea cerințelor post-procesare este esențială pentru controlul costurilor. Dacă o piesă trebuie sudată, vopsită sau cromată imediat după stampare, un ulei drept gros va necesita un proces scump de spălare în mai multe etape. În astfel de cazuri, un ulei „volatil” sau un sintetic curat care rulează eficient poate elimina complet etapa de spălare, reducând semnificativ costul total pe piesă.
Tipul 1: Uleiuri drepte (pentru sarcini grele și tragere profundă)
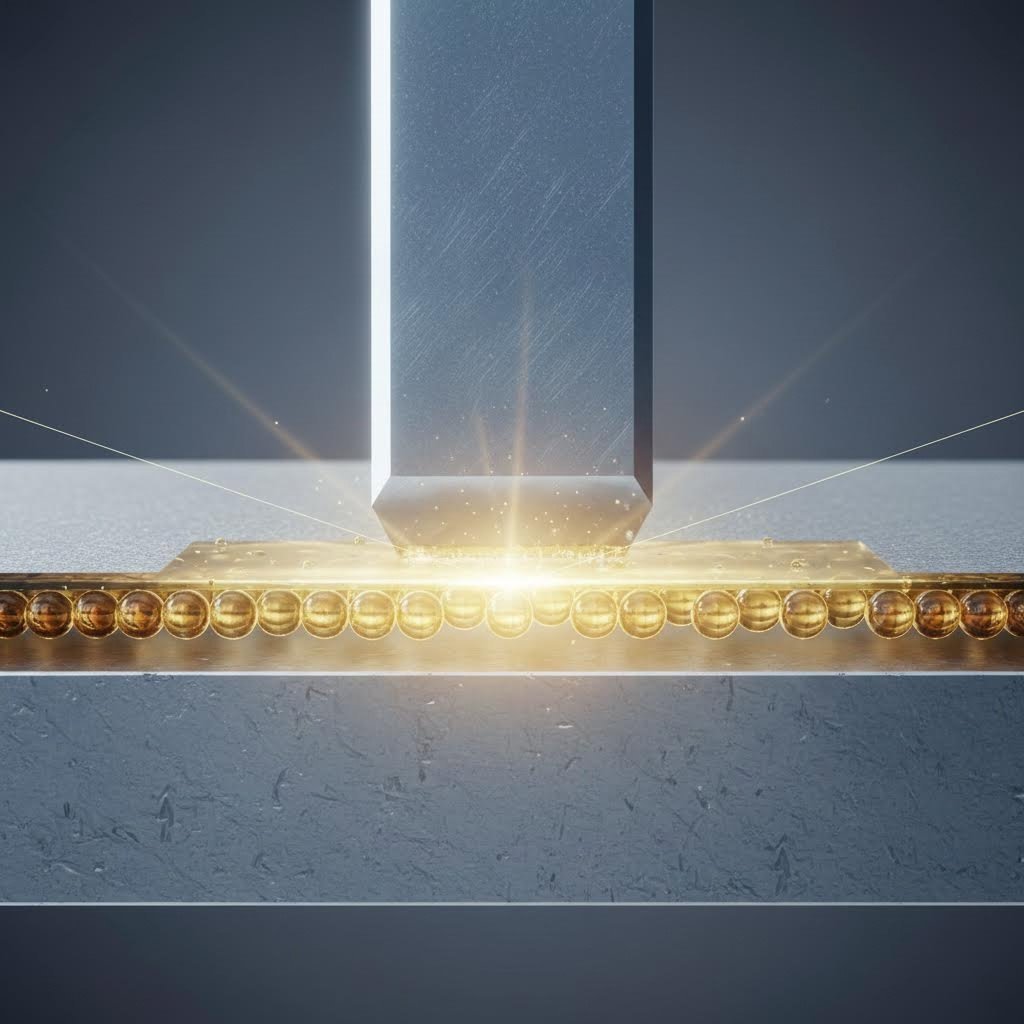
Uleiurile drepte, adesea numite uleiuri "neat", sunt fluide neprelucrate pe bază de petrol sau mineral, care nu conțin apă. Ele sunt tradițional folosite în industria ambutisării metalelor, apreciate pentru lubrifierea superioară și proprietățile de amortizare hidrodinamică. Deoarece nu depind de apă, oferă o protecție excelentă împotriva ruginii atât pentru mașină, cât și pentru piesele finite.
Mecanismul principal al uleiurilor drepte este vâscozitatea ridicată, care creează o barieră fizică groasă între matriță și piesa prelucrată. Pentru a îmbunătăți performanța, producătorii amestecă adesea acești uleiuri cu aditivi pentru Presiune Extremă (EP), precum clor, sulf sau grăsimi. Acești aditivi reacționează cu suprafața metalică în condiții de căldură și presiune pentru a forma un film chimic sacrificial, prevenind contactul metal-metal chiar atunci când stratul de ulei este subțiat de forțe extreme. Acest lucru face din uleiurile drepte standardul de aur pentru operațiuni dificile, cum ar fi ambutisarea oțelului inoxidabil sau formarea aliașelor înalte rezistență de mare grosime.
Cu toate acestea, performanța uleiurilor pure vine cu compromisuri semnificative. Acestea sunt răcitori slabi, ceea ce înseamnă că pot reține căldura în matriță în timpul operațiunilor rapide. De asemenea, lasă un reziduu gros și unsuros care acționează ca un magnet pentru praf din atelier și necesită o degresare intensivă înainte de vopsire sau sudare. Din punct de vedere ecologic, prezintă costuri mai mari de eliminare și pot crea riscuri de alunecare pe podeaua atelierului. Aplicarea se realizează în mod obișnuit prin coatere cu role sau sisteme de picurare, nu prin pulverizatoare, datorită vâscozității lor.
Tipul 2: Solubili pe bază de apă (Răcire și versatilitate)
Uleiurile solubile, sau uleiurile emulsionabile, sunt lubrifiantele universale cele mai frecvent utilizate în atelierele moderne de ambutisare. Aceste fluide constau în ulei mineral dispersat în apă, folosind emulgatori și agenți tensioactivi. Rezultatul este un fluid de culoare alb-crem, care încearcă să ofere avantajele ambelor tipuri: proprietățile de ungere ale uleiului și proprietățile superioare de răcire ale apei.
Conținutul ridicat de apă (adesea diluat la rapoarte cuprinse între 5:1 și 20:1) permite uleiurilor solubile să disipeze căldura rapid, ceea ce le face ideale pentru ştanţarea progresivă la viteză mare, unde expansiunea termică ar putea distruge ajustările stricte. Faza de ulei asigură lubrifierea la limită, protejând sculele de uzare. Această versatilitate permite unei singure instalații să utilizeze un singur concentrat la diferite rapoarte de diluare pentru diverse aplicații — amestecuri mai bogate pentru formare, amestecuri mai slabe pentru tăiere ușoară.
Deși sunt versatili, uleiurile solubile necesită o întreținere atentă. Deoarece conțin apă și materie organică, sunt predispuse la înmulțirea bacteriilor, ceea ce poate duce la mirosuri neplăcute (adesea numite „mirosul de luni dimineață”) și dermatită cutanată pentru operatori. Acestea necesită, de asemenea, biocidă și monitorizarea regulată a pH-ului pentru a menține stabilitatea. Curățarea este mai ușoară decât în cazul uleiurilor pure, dar de obicei este încă necesară o etapă de spălare pentru a elimina filmul uleios înainte de operațiile secundare.
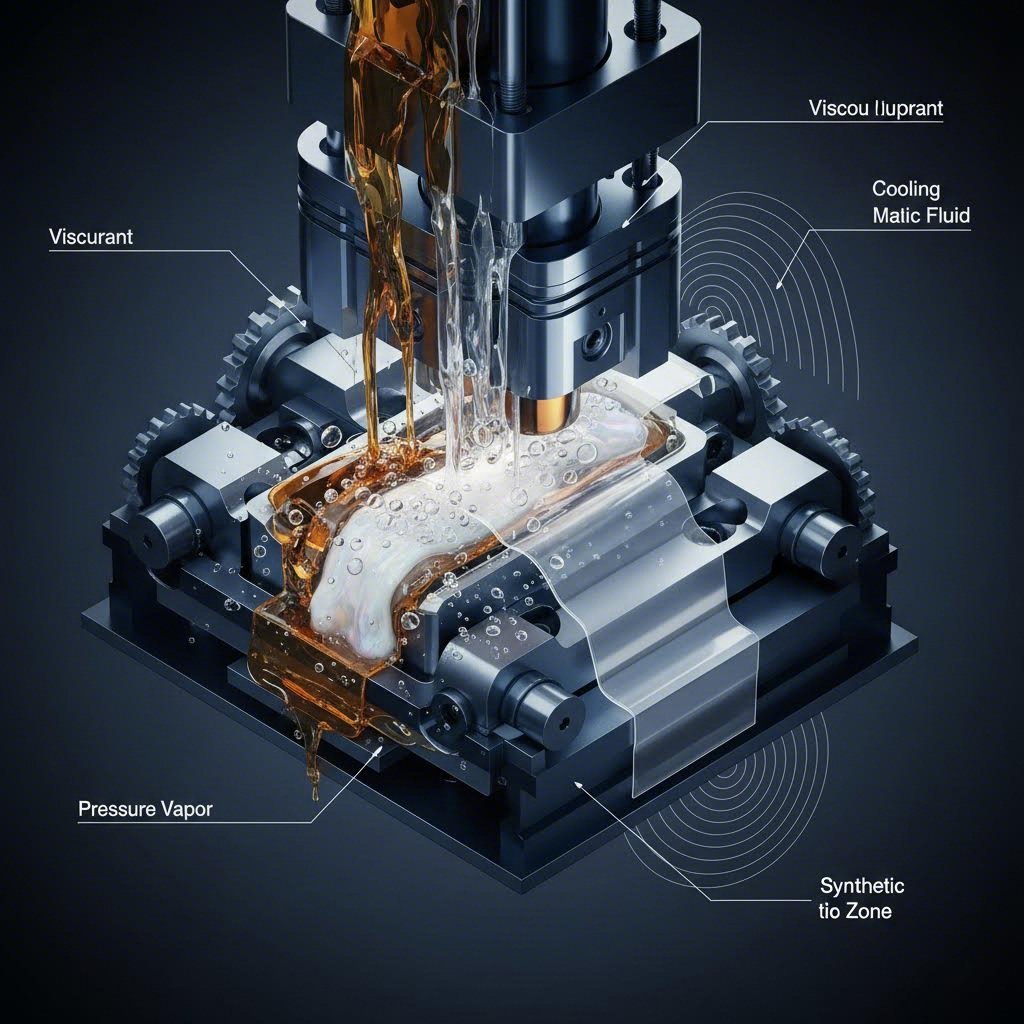
Tipul 3: Fluide sintetice (Curățenie și răcire)
Lubrifianții sintetici adevărați nu conțin ulei mineral. În schimb, sunt soluții chimice compuse din compuși organici și anorganici alcalini, care adesea includ polimeri și detergenți. Ei formează o soluție transparentă atunci când sunt amestecați cu apă, oferind o vizibilitate excelentă a piesei de prelucrat în timpul producției.
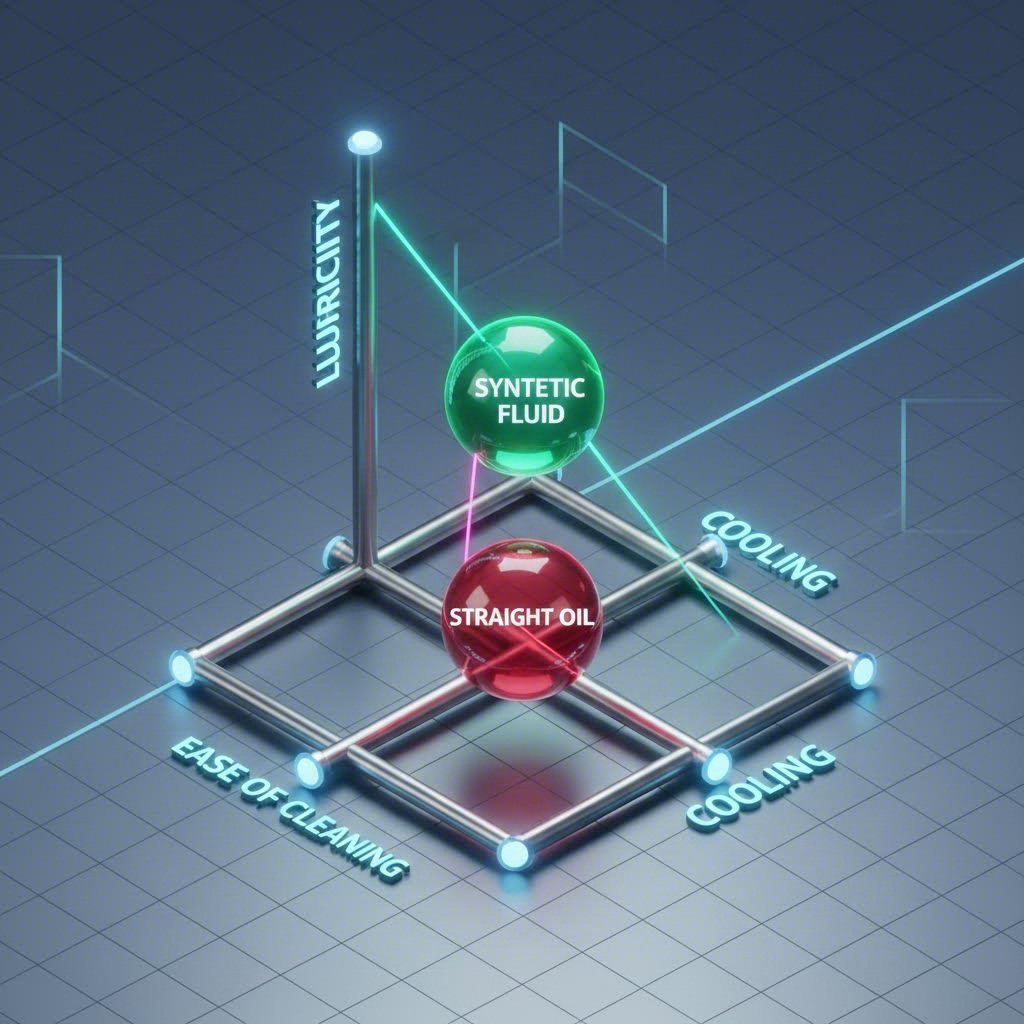
Sinteticele sunt proiectate în primul rând pentru răcire și curățenie. Ele reprezintă cea mai curată opțiune printre fluidele care oferă totuși o anumită lubrifiere, respingând adesea "uleiul neînchis" (fluid hidraulic scurs) la suprafață, pentru o îndepărtare ușoară. Acest lucru menține baia curată și prelungește semnificativ durata de viață a fluidului în comparație cu emulsiile. Datorită disipării rapide a căldurii, ele sunt ideale pentru ștanțarea foarte rapidă a metalelor subțiri, cum ar fi laminele electrice sau dozele pentru băuturi.
Limitarea sinteticei a fost, istoric, lubrifierea. Fără conținutul de ulei, ele se bazează pe bariere chimice care s-ar putea să nu reziste la presiunile extreme ale ambutisării metalelor dure. Cu toate acestea, hibridurile „semi-sintetice” moderne sau sinteticele polimerice rezistente acoperă această diferenă. Un avantaj major este spălabilitatea; multe sintetice pot fi sudate fără curățare sau se spală ușor cu apă simplă, ceea ce facilitează fluxul de producție.
Tipul 4: Uleiuri care dispar (Evaporative)
Uleiurile care dispar, cunoscute și ca lubrifianti evaporativi, sunt fluide specializate concepute pentru a elimina în totalitate procesul de curățare. Sunt formulate cu un procent ridicat de solvenți care se evaporă rapid (precum spirite minerale) care transportă o cantitate redusă de aditivi lubrifianti. După lovirea de ambutisare, solventul purtător se evaporă în aer, lăsând în urmă un film uscat, imperceptibil, care de regulă nu interferează cu vopsirea sau ambalarea.
Acești lubrifianti sunt alegerea preferată pentru ambutisarea ușoară a pieselor unde estetica este esențială, cum ar fi panourile de aparate electrocasnice, decorurile arhitecturale sau conectorii electronici. Ei rezolvă problema „gâtului de sticlă” a stațiilor de spălare, permițând pieselor să treacă direct de la presă la asamblare sau livrare.
Compromisul constă în performanță și siguranță. Uleiurile volatile oferă o ungere foarte scăzută și nu sunt potrivite pentru orice operație în afara formării ușoare sau decupării. În plus, procesul de evaporare eliberează compuși organici volatili (VOC), ceea ce poate necesita sisteme speciale de ventilare pentru a respecta reglementările de mediu și pentru a proteja sănătatea muncitorilor. Inflamabilitatea reprezintă de asemenea o preocupare, necesitând protocoale stricte de siguranță în jurul presei.
Concluzie
Optimizarea procesului de ambutare a metalelor necesită potrivirea lubrifiantului nu doar la presă, ci la întregul ciclu de producție. Deși uleiurile pure oferă o protecție incomparabilă a sculei pentru formare intensivă, costurile de curățare pot compromite rentabilitatea în sarcini mai ușoare. În schimb, uleiurile care dispar oferă viteză de proces, dar eșuează în condiții de înaltă presiune. Cei mai eficienți producători utilizează adesea o combinație a acestor patru tipuri—Uleiuri Pure, Solubile, Sintetice și care Dispar—pe linii diferite pentru a maximiza atât durata sculei, cât și fluxul procesului. Întotdeauna testați noii lubrifianti la scară mică pentru a verifica spălabilitatea și compatibilitatea cu materialul înainte de implementarea completă.
Întrebări frecvente
1. Care sunt cele 4 tipuri principale de lubrifianti pentru ambutare?
Cele patru categorii principale sunt Uleiuri pure (pe bază de petrol, fără apă), Uleiuri solubile (emulsii de ulei în apă), Produse sintetice (soluții chimice fără ulei), și Uleiuri volatile (fluide solvent-bazate evaporative). Fiecare servește unei anumite nișe, de la ambutare intensivă la tăiere ușoară fără curățare.
2. Pot folosi WD-40 pentru stamparea metalului?
Deși WD-40 este un penetrant și lubrifiant ușor, cu uz general, acesta nu este recomandat în mod obișnuit nerecomandat pentru stamparea industrială a metalului. Îi lipsește aditivii pentru presiune extremă (EP) și vâscozitatea necesare pentru a proteja sculele în timpul deformării la tonaj ridicat. Utilizarea sa poate duce la uzarea prematură a matriței, la gripare și la o calitate inconsistentă a pieselor într-un mediu de producție.
3. Care este diferența dintre lubrifiantii pentru ambutisare și cei pentru stampare?
"Stamparea" este un termen general care include tăierea, decuparea și formarea, în timp ce "ambutisarea" se referă în mod specific la întinderea metalului într-o matriță. Lubrifiantii pentru ambutisare (adesea uleiuri drepte sau paste groase) necesită o lubrifiere și o protecție barieră mult mai ridicată pentru a preveni ruperea metalului sau sudarea acestuia de matriță în timpul întinderii. Lubrifiantii generali pentru stampare pot prioritiza răcirea și eliminarea așchiilor în detrimentul performanței la presiune extremă.