 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Presă Hidraulică vs. Presă Mecanică pentru Stantare: Care este Potrivită pentru Dvs.?
REZUMAT
Decizia dintre stampilare cu presă hidraulică vs mecanică depinde fundamental de obiectivele dvs. specifice de producție: viteză versus controlul forței. Presa mecanică sunt standard în industrie pentru producția rapidă și de mare volum a pieselor simple, oferind forța maximă doar la capătul cursei. În schimb, presuri hidraulice oferă o versatilitate superioară și tonaj complet pe întreaga cursă, fiind astfel alegerea ideală pentru ambutisaje adânci, formări complexe și serii mici sau rulaje de probă. În timp ce sistemele mecanice prioritizează eficiența ciclului (până la 1.000+ curse pe minut), sistemele hidraulice prioritizează adaptabilitatea și presiunea constantă.
Diferența esențială: energie cinetică vs hidrostatică
Pentru a alege mașina potrivită, trebuie mai întâi să înțelegeți cum se generează forța. Aceasta nu este doar o detaliu tehnic; determină comportamentul tijei (ram) și calitatea piesei finite.
Presa mecanică funcționează pe principiul energiei cinetice. Un motor antrenează un vârtej masiv, care stochează energia și o transferă berbecului prin intermediul unui ambreiaj și al unui arbore cotit (sau transmisie cu excentric/bielă). Funcționează asemenea unui ciocan care bate un cui: energia este livrată printr-un impact brusc și puternic. Din cauza acestei legături mecanice fixe, lungimea cursei nu poate fi reglată, iar viteza tijei variază — accelerând spre mijlocul cursei și decelerând în momentul în care ajunge în partea de jos.
Presuri hidraulice , dimpotrivă, se bazează pe presiunea hidrostatică (Legea lui Pascal). O pompă forțează fluidul hidraulic într-un cilindru pentru a deplasa pistonul. Acest mecanism permite presei să genereze forța nominală maximă în orice punct al cursei. Funcționează mai degrabă ca un menghin: o comprimare controlată și constantă, care poate fi menținută. Lungimea cursei este complet reglabilă, iar viteza poate fi controlată cu precizie pe întregul ciclu.
Curba tonajului: De ce este important „Punctul mort inferior”
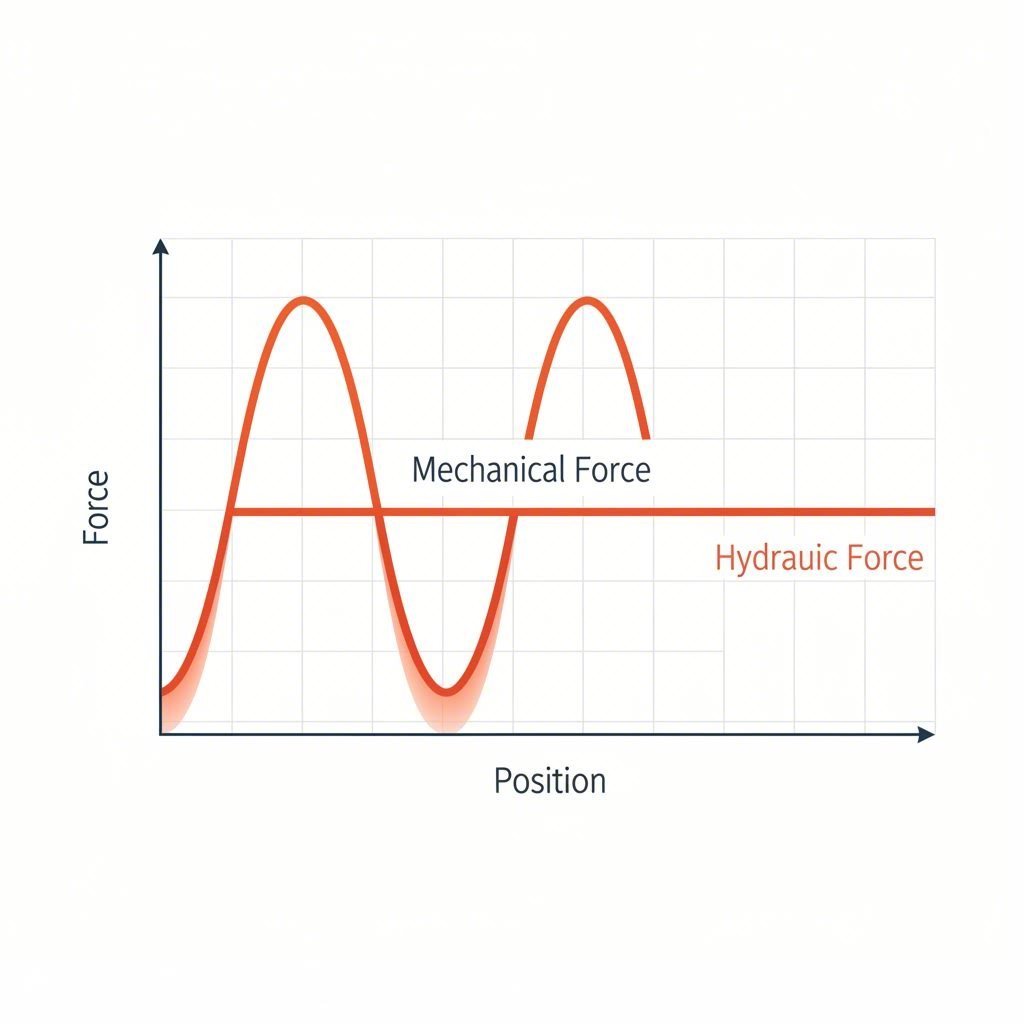
Cel mai important factor distinctiv pentru ingineri este curba tonajului —profilul modului și momentului în care este aplicată forța.
Într-o presă mecanică , nu obțineți tonajul complet nominalizat al mașinii pe întreaga cursă. Forța maximă este disponibilă doar la capătul inferior al cursei, cunoscut sub numele de Punctul Mort Inferior (PMI) , de obicei în ultimele 0,125–0,25 inch. Dacă operațiunea dvs. de formare începe la 2 inch deasupra fundului (de exemplu, la o tragere adâncă), o presă mecanică de 200 de tone ar putea livra doar o fracțiune din această forță în punctul de contact. Această limitare face ca presele mecanice să fie predispuse la „blocare” dacă sunt suprasolicitate înainte de atingerea PMS.
Presuri hidraulice rezolvă complet această limitare. O presă hidraulică de 200 de tone livrează 200 de tone de forță de la momentul în care scula atinge metalul până la finalizarea ciclului. Această capabilitate de forță constantă permite o funcție numită „dwell”, la care presa menține presiunea în partea de jos a cursei pentru o perioadă setată. Acest lucru este esențial pentru operațiuni precum modelarea termoset sau formarea complexă, unde materialul are nevoie de timp pentru a curge, prevenind revenirea elastică și asigurând precizia dimensională.
Confruntare de performanță: viteză, precizie și control
La evaluarea indicatorilor de performanță, compromisul este evident: presele mecanice câștigă la viteza, iar cele hidraulice câștigă la flexibilitate.
Viteză și volum
Presele mecanice sunt reginele nediscutabile ale vitezei. Prin utilizarea energiei stocate în volant, acestea pot atinge rate ale ciclului cuprinse între 20 și peste 1.500 de curse pe minut (SPM). Pentru decupare, perforare și aplicații cu matrițe progresive, unde piesele sunt plate și volumele ajung la milioane, o presă mecanică este cea mai eficientă opțiune.
Precizie și configurare
Presele hidraulice funcționează mult mai lent — de obicei 20 până la 100 curse pe minut — dar oferă un control fără egal. Operatorii pot ajusta instant lungimea cursei, limitele de presiune și viteza berbecului prin intermediul panoului de comandă. Acest lucru face ca timpii de setare să fie semnificativ mai reduși, deoarece nu este necesară ajustarea manuală a înălțimii la închidere sau a mecanismului de cursă. Pentru ateliere cu mix mare și volum redus, această flexibilitate depășește adesea viteza brută a unui sistem mecanic.
Potrivirea aplicației: Când să alegeți ce tip?
Selectarea presei potrivite constă în potrivirea fizicii mașinii cu geometria piesei.
Aplicații optime pentru presele mecanice
- Decupare și perforare înaltă viteză: Șocul de rupere generat la tăierea metalului este cel mai bine absorbit de cadre mecanice rigide.
- Matricile progresive: Alimentare continuă, automată, a benzii pentru producția înaltă volum de piese.
- Formare superficială: Brackete simple, monede și reliefuri superficiale unde forța este necesară doar în partea de jos.
- Panouri caroserie auto: Liniile înalte randament pentru jante și panouri de ușă utilizează adesea prese mecanice cu transfer.
Cele mai bune aplicații pentru prese hidraulice
- Tragere Profundă: Producerea de rezervoare, cilindri sau stingătoare unde forța trebuie să fie constantă pe o distanță lungă.
- Formare complexă: Piese care necesită timp de retenție sau forță variabilă pentru a preveni ruperea.
- Compresia pulberilor și îndreptarea: Aplicații care necesită menținerea precisă a presiunii.
- Prototipuri și rulaje de probă: Configurarea ușoară permite testări rentabile înainte de a investi în scule definitive.
Pentru producătorii care acoperă diferența dintre aceste două domenii, colaborarea cu un specialist versatil este adesea cea mai bună strategie. Dacă proiectul dumneavoastră implică trecerea de la prototipare rapidă (unde flexibilitatea hidraulică este esențială) la producția de serie mare (unde viteza mecanică este crucială), luați în considerare experți precum Shaoyi Metal Technology . Având capacități până la 600 de tone și certificare IATF 16949, aceștia acoperă diferența, livrând componente auto esențiale precum brațe de comandă și subansambluri, indiferent dacă aveți nevoie de 50 de prototipuri sau de milioane de piese produse în masă.
Analiza costurilor: CapEx și întreținere
Costul total de proprietate implică mai mult decât doar prețul de cumpărare.
| Factor | Presă mecanică | Presă hidraulică |
|---|---|---|
| Investiții inițiale | În general mai ridicat, mai ales pentru modelele cu tonaj mare. | Cost inițial mai scăzut, chiar și pentru capacități mari de tonaj. |
| Necesități de întreținere | Necesită ungerea pieselor mobile (ambreiaj, frână, volant). Piesele uzate sunt scumpe de înlocuit, dar au o durată lungă de viață. | Necesită gestionarea lichidelor, garniturilor, furtunurilor și supapelor. Scurgerile pot fi neplăcute, dar componentele sunt standard și mai ușor de înlocuit. |
| Eficiență energetică | Eficiență ridicată pentru funcționarea continuă; volantul stochează energia. | Motorul funcționează în mod continuu pentru a acționa pompa; eficiența scade dacă presa staționează frecvent. |
| Complexitatea reparației | Dacă o presă se blochează la PMI, deblocarea poate fi o operațiune majoră și costisitoare. | Nu poate fi suprasolicitată; supapele de siguranță pur și simplu bypasează fluidul. Este ușor de deblocat. |
Presa Servo: Cel Mai Bun din Ambele Lumi?
În ultimii ani, tehnologia presă servo a apărut ca o soluție hibridă. Înlocuind volantul și ambreiajul cu un motor servo cu mare cuplu, aceste prese oferă viteza unui sistem mecanic împreună cu controlul programabil al unuia hidraulic. Puteți programa tija să coboare rapid, să încetinească în timpul porțiunii de formare a cursei și să se întoarcă repede.
Deși presele servo sunt semnificativ mai scumpe la început, ele elimină limitarea „Punctului Inferior Mort” specifică presele mecanice tradiționale, menținând în același timp viteze mari de producție. Pentru atelierele care își pot justifica cheltuiala de capital, acestea oferă versatilitatea maximă.
Concluzie
Alegerea dintre stampilare cu presă hidraulică vs mecanică este rar o chestiune de unul fiind „mai bun” decât celălalt; se referă la potrivirea pentru aplicație. Preselor mecanice le rămân alegerea necontestată pentru viteză, consistență și debit mare de decupare. Preselor hidraulice le sunt stăpânele forței, flexibilității și formării în adâncime.
Pentru a face investiția corectă, analizați geometria piesei, volumul estimat și nevoia de control al cursei. Dacă atelierul dumneavoastră produce milioane de șaibe plate, achiziționați o presă mecanică. Dacă realizați trasare profundă pentru rezervoare de propan sau executați serii mici variate, răspunsul este presa hidraulică.
Întrebări frecvente
1. Poate o presă hidraulică egala viteza unei prese mecanice?
În general, nu. O presă hidraulică standard funcționează la viteze semnificativ mai scăzute (20–60 CPM) în comparație cu presele mecanice (50–1.000+ CPM), din cauza fizicii deplasării fluidului. Totuși, există prese hidraulice specializate „cu viteză mare”, dar acestea rareori egalează productivitatea sistemelor mecanice acționate prin volant pentru operațiuni simple de decupare.
2. De ce este presa hidraulică mai bună pentru trasare profundă?
Ambutisarea necesită o forță constantă pe întreaga lungime a cursei pentru a întinde materialul fără a-l rupe. O presă hidraulică oferă tonajul nominal complet în orice punct al cursei, în timp ce o presă mecanică își pierde semnificativ capacitatea de forță pe măsură ce culisorul se deplasează de la punctul mort inferior.
3. Ce tip de presă este mai sigur în exploatare?
Presa hidraulică este în general considerată mai sigură în ceea ce privește protecția la suprasarcină. Dacă o presă hidraulică depășește tonajul setat, o supapă de siguranță se deschide pur și simplu, oprind berbecul. Dacă o presă mecanică este suprasolicitată, aceasta se poate „blocă” sau bloca la capătul cursei, creând o situație periculoasă care necesită o forță semnificativă (și adesea tăiere cu flacără) pentru eliberare.