 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

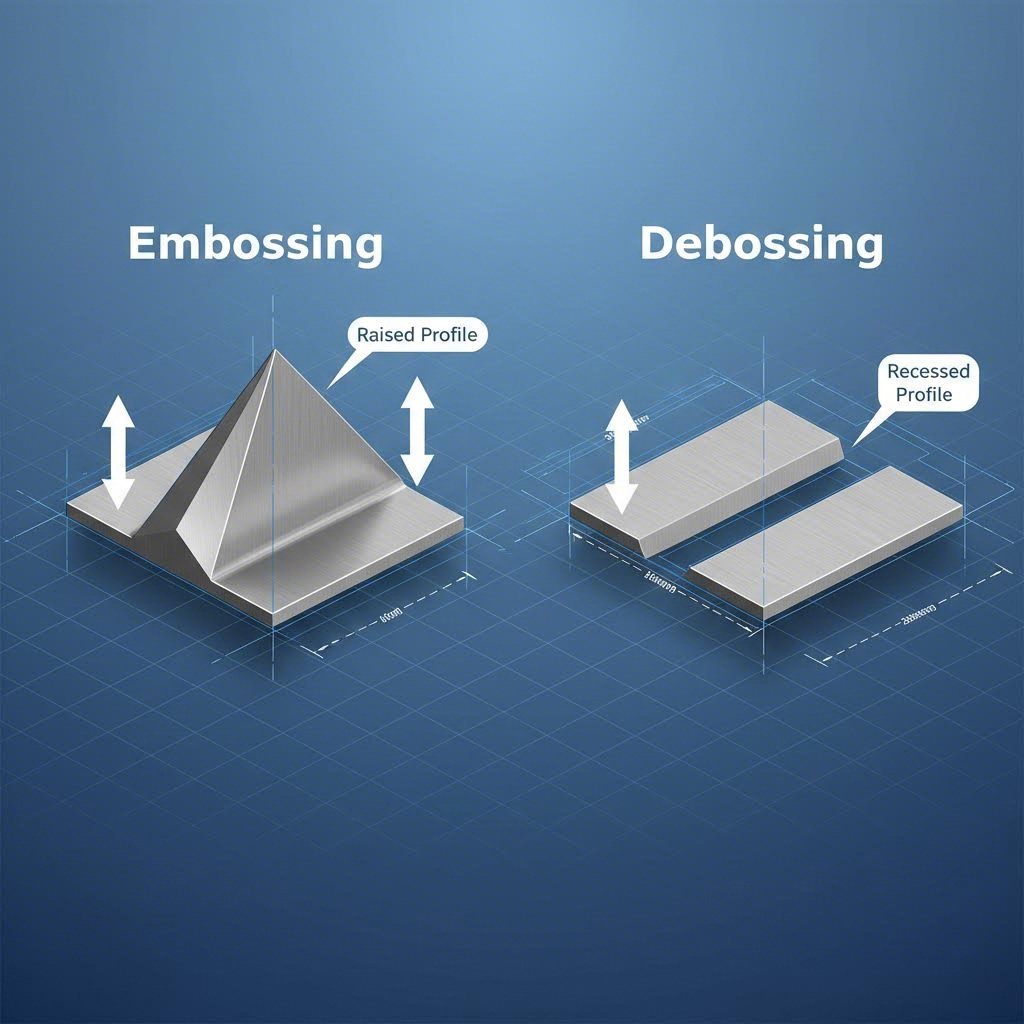
Embossing vs Debossing pentru Piese Auto: Ghidul Ingineresc
Pe scurt: Diferența de bază pentru inginerii auto
Diferența principală dintre ribit și debossing constă în direcția fluxului de material și interacțiunea ulterioară a acestuia cu finisajele autovehiculelor. Ribit folosește matrițe bărbat și femeie potrivite pentru a împinge materialul în sus , creând caractere reliefate care rămân lizibile chiar și după vopsire intensivă, acoperire cu pulbere sau acumularea de murdărie. Din acest motiv, este standardul pentru etichetele statice ale șasiului și componentele de siguranță.
În schimb, debossing (denumit uneori tehnic stampilare prin impresionare sau crestare în contextul auto) împinge materialul în jos în substrat. Deși aceasta protejează marcajul de uzura superficială, există riscul umplerii cu vopsea sau grăsime, ceea ce reduce lizibilitatea. Totuși, debavurarea — în special prin puncte percute sau crestare — este standardul industrial pentru date variabile precum Numerele Unice de Identificare a Vehiculelor (VIN), deoarece nu necesită seturi costisitoare de matrițe fixe pentru fiecare schimbare de caracter.
Mecanica deformării metalului
Înțelegerea fizicii din spatele acestor marcaje este esențială pentru alegerea uneltelor potrivite. În industria automotive, alegerea dintre embosare și debosare dictează jocul între matrițe, forța presei și proprietățile de curgere ale materialului.
Configurații matrițe: Mascul vs. Feminin
Ribit este un proces cu două matrițe. Necesită un set asamblat: o matriță mascul (cu elemente reliefate) în partea de jos și o matriță feminin (cu elemente adâncite) în partea de sus. Atunci când presa efectuează cursa, tabla sau plasticul sunt forțate între ele, întinzând materialul în sus. Acest lucru necesită o aliniere precisă; dacă jocul între matrițe este prea mic, materialul se taie sau crapă; dacă este prea mare, se pierde claritatea detaliilor.
Debossing , în forma sa industrială pură, utilizează de asemenea un set de matrițe mascul/feminin, dar inversat—împingând imaginea în jos. Totuși, în majoritatea liniilor de stampilare automotive de înaltă viteză, ceea ce este adesea numit „debossing” este de fapt Stampilare prin impresionare . Acesta folosește o matriță masculină durificată unică pentru a lovi suprafața împotriva unei nicovală plate. Diferența principală este partea din spate a piesei: o piesă debosată reală are o parte inversă reliefată (negativ), în timp ce o piesă marcată prin amprentare rămâne plată pe spate.
Fluxul materialului și tensiunea
Reliefarea supune materialul unei tensiuni de întindere semnificative, deoarece acesta se întinde pentru a se adapta la înălțimea ridicată. Pentru aluminiul auto (cum ar fi seria 5000 sau 6000) sau oțelul înalt rezistent, inginerii trebuie să calculeze procentul maxim de alungire pentru a preveni microfisurile. Debosarea comprimă materialul, consolidând prin deformare zonală zona localizată. Această compresie poate de fapt consolida piesa în locul marcării, în timp ce reliefarea poate crea concentratori de tensiune dacă nu sunt realizați corespunzător racordările.
Marcare funcțională: Șasiu, Motor și Piese metalice
Pentru componentele de sub capotă și de sub caroserie, lupta nu este despre aspect — ci despre urmarirea prin procesare . Componente precum ecranele termice, pereții de foc și blocurile motor suportă medii post-procesare dificile, care determină metoda de marcare.
Citibilitate prin vopsele și acoperiri
Releul este clar câștigător pentru piesele acoperite. În asamblarea autovehiculelor, componentele șasiului sunt adesea acoperite cu e-coating, grunduite și vopsite după marcarea acestora. Dacă o piesă este în relief (adâncitură), vopseaua curge în adâncituri, umplându-le și făcând caracterele ilizibile. Caracterele în relief, care se ridică deasupra suprafeței, permit vopselei să curgă închisă vârfurile. Marcajul rămâne distinct și lizibil chiar și sub straturi groase de acoperire protectivă.
Din acest motiv, veți vedea în mod tipic date statice — cum ar fi coduri model sau denumiri platformă pe pereții de foc — în relief direct în tabla metalică. Acest lucru asigură supraviețuirea datelor prin atelierul de vopsire și 20 de ani de murdărie de pe drum.
Provocarea datelor variabile: VIN-urile
Deși embosarea este superioară în ceea ce privește lizibilitatea, are un defect fatal: costul. Embosarea necesită un set fix de matrițe. Pentru a embosa un VIN unic de 17 cifre pentru fiecare mașină care părăsește linia de producție, ar fi nevoie de un cap numerotare rotativ complex, lent și scump.
Prin urmare, debossing (prin puncte sau zgâriere) este standardul pentru identificarea unică a vehiculelor. Mașinile de zgâriat folosesc un stilou din diamant sau carbide pentru a „scrie” VIN-ul pe cadru metalic. Deși aceste marcaje sunt adâncite, sunt aplicate suficient de profund pentru a rezista tratamentelor standard de vopsire electroforetică, sau sunt aplicate după vopsire (necesitând mascarea). Această metodă permite o variabilitate infinită fără schimbarea utilajelor, o necesitate pentru producția de masă modernă.

Aplicații estetice: Decor interior și branding
În interiorul cabinei, intenția se schimbă de la durabilitate la „calitate percepută”. Designerii folosesc aceste tehnici pentru a transmite lux și feedback tactil.
Piele și suprafețe soft-touch
Pentru scaunele din piele, volane și decorul tabloului de bord, debossing (adesea numită stampilare la cald în acest context) creează o imagine elegantă și discretă. Prin apăsarea unei matrițe încălzite în piele, fibrele sunt comprimate și întunecate, creând o adâncitură permanentă și eleganță. Această metodă este preferată în locul embosării pentru logouri, deoarece zonele ridicate ale pielii sunt predispuse la abraziune și uzură datorită pasagerilor care intră și ies din vehicul.
Comenzi Tactile și Echipamente de Comutare
Ribit domină designul echipamentelor de comutare și al butoanelor. Un pictogramă reliefată pe un comutator de geamuri sau pe un buton de radio oferă un feedback tactil esențial, permițând șoferului să identifice comanda fără a-și lua ochii de pe drum. În procesele moderne de "In-Mold Labeling" (IML) pentru interiorurile din plastic, embosarea este utilizată pentru a oferi textură 3D suprafețelor tactile aparent plate, combinând aspectul sleek al unui ecran tactil cu siguranța fizică a unui buton mecanic.
Factori Critici de Comparare (Matrice de Decizie)
Atunci când alegeți o tehnologie de marcare pentru un nou component auto, utilizați această matrice pentru a evalua compromisurile dintre cost, durabilitate și constrângerile de producție.
| Caracteristică | Embossing (în relief) | Debossing / Stamping (în adâncitură) |
|---|---|---|
| Lizibilitate cu vopsea | Excelent (Vopseaua curge de pe creste) | Săraci (Vopseaua umple adânciturile) |
| Costul sculelor | Ridicat (Necesită matrițe mascul-femelă potrivite) | Medie/Scăzută (O singură matrice sau stilou) |
| Date variabile (VIN) | Dificil (Numerotare lentă, capete complexe) | Excelent (Programabil prin puncte cu vârf de marcare/scriere) |
| Rezistentă la uzurare | Scăzute (Suprafața reliefată preia uzura) | Ridicat (Marcajul este protejat sub suprafață) |
| Timp de ciclu | Rapid (Cursă simplă de presare) | Rapid la lent (Marcarea prin ștampilare este rapidă; scrierea este mai lentă) |
Pentru producătorii care doresc să acopere diferența dintre aceste decizii de prototipare și producția de masă, Shaoyi Metal Technology oferă soluții complete de ștampilare. Capacitățile lor, de la prototipare rapidă până la presare de 600 de tone, permit integrarea perfectă a fluxurilor de lucru pentru amprentare și debavurare complexă. Indiferent dacă aveți nevoie de 50 de prototipuri pentru validarea unui design sau de milioane de brațe de comandă produse în serie, precizia lor certificată IATF 16949 asigură respectarea standardelor globale ale producătorilor OEM. Gama completă de inginerie poate fi verificată la Shaoyi Metal Technology Stamping Solutions .
Recomandare sumară în funcție de tipul piesei
Pentru a finaliza strategia de fabricație, clasificați piesele în funcție de expunere și nevoile de date:
- Alegeți aplicarea în relief dacă: Piesa va fi vopsită, acoperită cu pulbere sau expusă la grăsimi abundente (de exemplu, plăci de identificare pentru șasiu, pereți de foc, cartere de ulei). Caracterele ridicate asigură faptul că informația nu se va pierde sub straturile de acoperire.
- Alegeți aplicarea în adâncitură/ștanțarea dacă: Piesa necesită numere de serie unice (VIN), sau dacă suprafața va fi supusă unei frecări intense (de exemplu, podele, suprafețe de îmbinare). Marcarea adâncită este protejată de a fi zgâriată.
- Alegeți marcare termică (în adâncitură) dacă: Proiectați piese estetice interioare, cum ar fi pielea sau vinilul. Oferă o finisare de înaltă calitate care rezistă uzurii cauzate de contactul ocupanților.
Concluzii finale: Alegerea tipului potrivit de marcare
În cele din urmă, decizia dintre aplicarea în relief și în adâncitură în sectorul auto rar este o chestiune de preferință — este un calcul ingineresc dictat de ciclul de viață al piesei. O marcă în relief supraviețuiește cabinei de vopsire; o marcă în adâncitură supraviețuiește frecării de pe linia de asamblare. Prin alinierea metodei de marcare cu expunerea mediului și variabilitatea datelor a componentei, asigurați trasabilitatea de la atelierul de presare până la depozitul de dezmembrări. Alegerea corectă previne retragerile costisitoare din cauza datelor de siguranță ilizibile și sporește calitatea percepției interioare a vehiculului.
Întrebări frecvente
1. Este mai bună aplicarea în relief sau în adâncitură pentru vopsirea pieselor auto?
Aplicarea în relief este semnificativ mai bună pentru piesele vopsite. Deoarece caracterele sunt ridicate, vopseaua tinde să curgă de pe vârfuri, menținând marginile ascuțite și lizibile. În cazul aplicării în adâncitură, vopseaua se adună în zonele încavoate, deseori umplându-le complet și acoperind marcajul, mai ales în cazul acoperirilor groase auto, cum ar fi e-coat sau grundul.
2. De ce sunt numerele VIN de obicei debosate sau gravate?
Numerele VIN necesită date unice și variabile pentru fiecare vehicul în parte. Amprentarea necesită un set fix de matrițe pentru fiecare caracter, ceea ce este mecanic complex și costisitor de schimbat la fiecare ciclu. Debosarea (în special prin puncte sau gravare) folosește un stilou programabil care poate modifica caracterele instantaneu prin intermediul software-ului, făcând din aceasta singura opțiune viabilă pentru serializarea în volum mare.
3. Care proces este mai costisitor pentru piesele din metal?
Amprentarea este în general mai costisitoare în ceea ce privește utilajele, deoarece necesită un set asortat de matrițe masculine și feminine realizate cu o joc exact. Stamparea prin amprentare (o formă de debosare) necesită de obicei doar o singură matrice masculină și o nicovală plană, reducând costurile inițiale ale utilajelor. Totuși, pentru datele variabile, mașinile de gravare programabile elimină complet costurile materialelor consumabile.