 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Prelucrarea CNC explicată: de la designul digital până la piesa finită
Ce înseamnă de fapt prelucrarea CNC pentru fabricația modernă
V-ați întrebat vreodată cum devine un design digital afișat pe ecranul computerului dumneavoastră o piesă metalică de precizie pe care o puteți ține în mână? Răspunsul se află într-o tehnologie care a revoluționat în tăcere domeniul fabricației în aproape toate industriile pe care vă le puteți imagina.
Deci, ce este CNC? În esență, definiția CNC este simplă: CNC este acronimul pentru Control Numeric Computerizat această tehnologie folosește sisteme informatizate pentru a ghida sculele mașinale cu o precizie excepțională, transformând materialele brute în componente finite prin operații automate de tăiere, găurire și modelare. Spre deosebire de prelucrarea manuală, unde operatorii rotesc manetele cu mâna pentru a controla fiecare mișcare, mașinile CNC urmează instrucțiuni digitale pentru a executa operații complexe cu o consistență remarcabilă.
Semnificația CNC devine mai clară atunci când înțelegeți procesul. Un program computerizat, scris într-un limbaj standardizat numit G-code, indică mașinii exact cum să se miște, cu ce viteză să rotească uneltele de tăiere și unde anume să elimine materialul. Rezultatul? Piese fabricate cu toleranțe de până la ±0,001 inch — aproximativ o septuazecime din grosimea unui fir de păr uman.
Prelucrarea CNC acoperă decalajul dintre imaginație și realitate, transformând geometria precisă a desenelor digitale în piese fizice cu o acuratețe pe care metodele manuale nu o pot atinge deloc.
De la planul digital la realitatea fizică
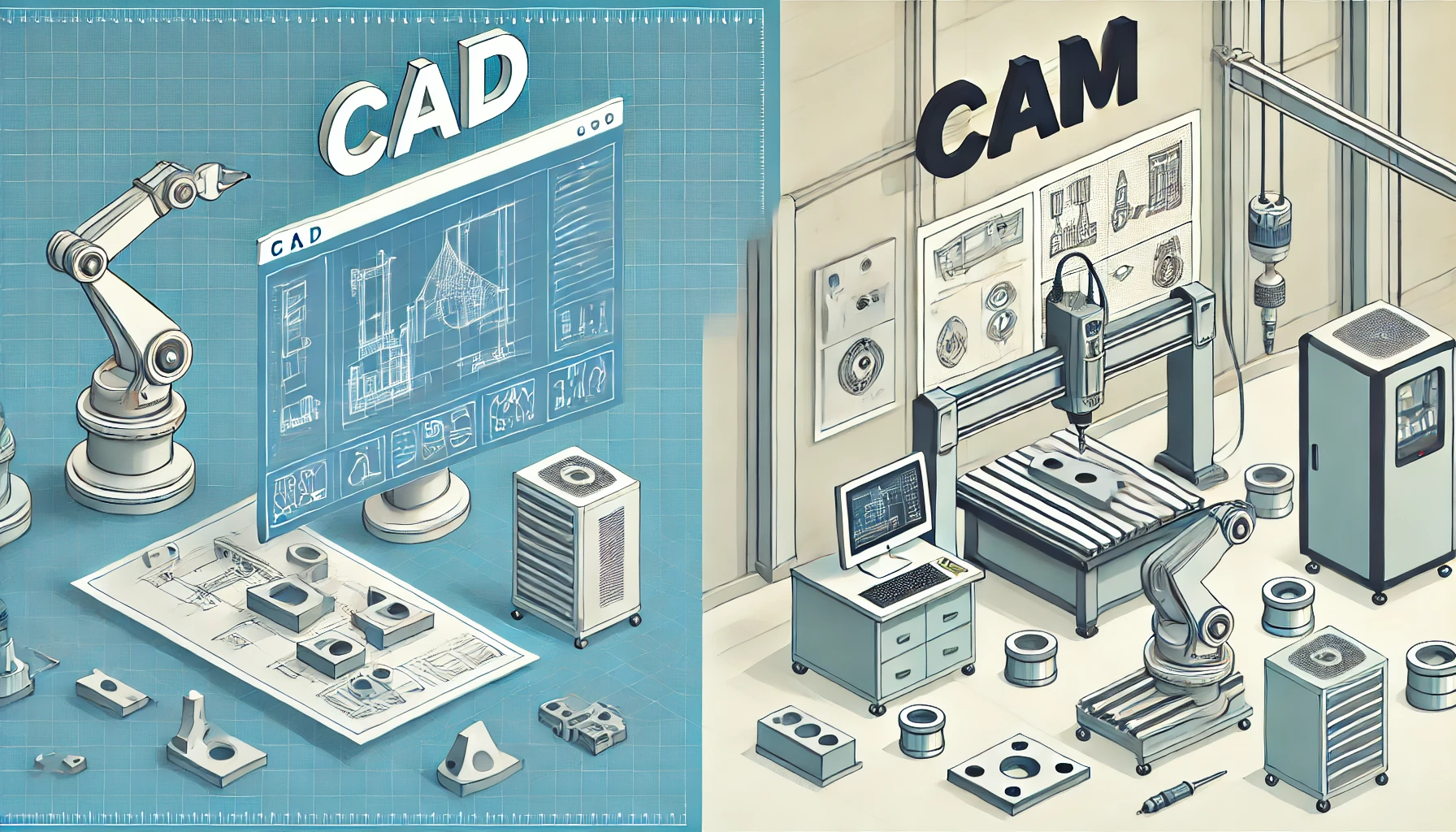
Imaginați-vă că proiectați un component complex pentru industria aerospațială pe computerul dumneavoastră. Fiecare curbă, fiecare gaură, fiecare dimensiune precisă există ca date. Tehnologia CNC ia această schemă digitală și o transformă într-un obiect tangibil. Procesul începe cu software-ul de proiectare asistată de calculator (CAD), unde inginerii creează modele detaliate în 3D. Aceste modele sunt apoi transmise în software-ul de fabricație asistată de calculator (CAM), care generează instrucțiunile specifice de care are nevoie mașina.
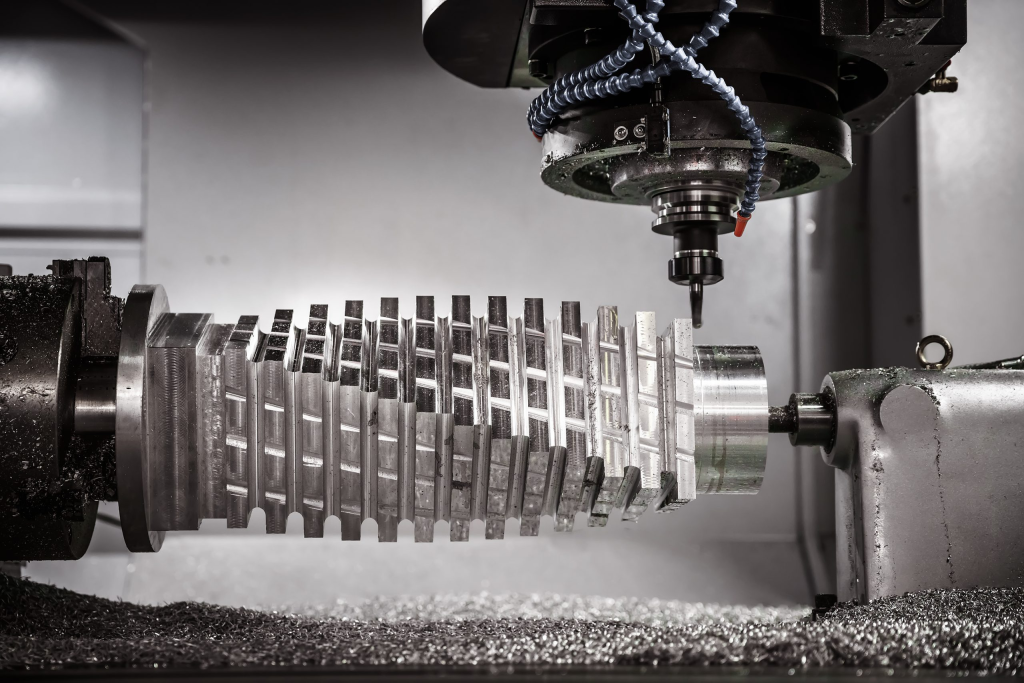
Ce înseamnă CNC pentru procesul real de fabricație? Înseamnă un instrument de tăiere în rotație, ghidat de motoare servo care răspund la comenzi computerizate, care elimină sistematic materialul dintr-un bloc solid până când piesa dumneavoastră apare. Această abordare de fabricație prin metoda de eliminare a materialului funcționează cu metale precum aluminiul, oțelul și titanul, precum și cu materiale plastice și compozite.
Revoluția fabricației controlate de calculator
Înțelegerea semnificației acronimului CNC ajută la explicarea motivului pentru care această tehnologie domină producția modernă. De la componentele motorului din autoturismul dumneavoastră până la instrumentele chirurgicale din sălile de operații, piesele prelucrate prin comandă numerică cu ajutorul calculatorului (CNC) sunt peste tot. Industria aerospațială se bazează pe această precizie pentru componente aeronautice critice din punct de vedere al siguranței. Producătorii de dispozitive medicale se bazează pe ea pentru implanturi care trebuie să se potrivească perfect. Chiar și echipamentele electronice de consum conțin piese de precizie produse prin comandă numerică cu ajutorul calculatorului.
Conform experților din domeniul fabricației, mașinile CNC pot funcționa în mod continuu, cu o intervenție umană minimă, ceea ce crește în mod spectaculos productivitatea, păstrând în același timp o calitate constantă. Fiecare piesă este, în esență, o replică exactă a celei anterioare — un nivel de reproductibilitate care face nu doar posibilă, ci și viabilă din punct de vedere economic, producția în masă a componentelor complexe.
Fie că sunteți inginer și explorați opțiunile de fabricație, proprietar de afacere care analizează metodele de producție sau pur și simplu sunteți curios în legătură cu modul în care se realizează produsele, înțelegerea acestei tehnologii deschide ușile către decizii mai inteligente privind proiectarea și strategii de producție mai eficiente.

Tipuri esențiale de mașini CNC și capacitățile lor unice
Acum că înțelegeți ce înseamnă comanda numerică computerizată, probabil vă întrebați: care mașină produce, de fapt, piesele? Nu toate echipamentele CNC funcționează în același mod. Unele se remarcă prin crearea suprafețelor plane și a cavităților complexe, altele sunt excelente pentru producerea arborelor rotunzi și a componentelor cilindrice, iar altele încă prelucrează cu viteză și eficiență foi mari din materiale mai moi.
Alegerea mașina CNC potrivită pentru proiectul dumneavoastră influențează direct calitatea, costul și durata de livrare. Să explorăm cele trei tipuri fundamentale pe care le veți întâlni cel mai frecvent: frezele, strungurile și router-urile.
Frezele și capacitățile lor de așchiere
Un frezar CNC este, fără îndoială, cel mai versatil lucru de bază din domeniul fabricației de precizie. Aceste mașini folosesc scule de așchiere rotative care se deplasează pe mai multe axe pentru a îndepărta materialul dintr-o piesă fixă. Imaginați-vă un strung de găurit care poate să se miște și lateral, înainte și înapoi în timp ce așchiează — aceasta este frezarea în forma sa cea mai simplă.
Frezarele CNC sunt excelente pentru realizarea:
- Suprafețelor plane și a fețelor precise
- Ranurilor, buzunarelor și canalelor
- Contururi complexe în 3D și suprafețe sculptate
- Găurilor forate și filetate
- Profilurilor de roți dințate și a geometriilor complexe
Ce face ca frezarele să fie deosebit de valoroase? Ele prelucrează în mod excepțional de bine materialele dure. Oțelul inoxidabil, titanul, oțelurile pentru scule tratate termic și plasticurile inginerești se prelucrează excelent pe frezarele CNC. Conform Ghidul complet al CNC Cookbook , aceste mașini variază de la configurații de bază cu 2 axe până la sisteme sofisticate cu 5 axe sau chiar 6 axe, capabile să prelucreze piese din practic orice unghi.
Când ar trebui să alegeți frezarea? Dacă piesa dumneavoastră are fețe plane, degajări, filete sau forme complexe în 3D — și mai ales dacă este realizată din metale dure — un frezar CNC este probabil cea mai bună opțiune.
Strunguri pentru piese cu precizie rotativă
Un strung CNC funcționează pe un principiu fundamental diferit de cel al frezării. În loc să rotească scula de tăiere, mașina rotește piesa de prelucrat la viteză ridicată, în timp ce o sculă de tăiere fixă îi modelează forma. Această abordare face ca strungurile să fie ideale pentru producerea pieselor cilindrice, conice sau sferice, cu o simetrie rotativă excepțională.
Gândiți-vă la componente precum:
- Arbori și axe
- Bujeruri și țevări
- Elemente de fixare și racorduri filetate
- Roți de transmisie și roți
- Mâneruri și butoane strunjite
Operațiile efectuate pe un strung CNC includ strunjirea (reducerea diametrului), fațarea (crearea unor capete plane), alezarea (mărirea diametrului găurilor interioare), filetarea și canelarea. Cele mai multe strunguri standard funcționează pe două axe: axa Z controlează deplasarea de-a lungul lungimii piesei de prelucrat, iar axa X deplasează scula de tăiere spre sau de la axa centrală.
Când este cel mai potrivit un strung? În orice moment în care piesa dvs. este în principal rotundă sau cilindrică. Arburi de transmisie auto, racorduri aeronautice, componente pentru instalații sanitare și tije pentru implanturi medicale beneficiază toate de viteza și precizia oferite de strunjirea CNC.
Freze CNC pentru materiale mai moi și piese de dimensiuni mari
Dacă aveți nevoie să prelucrați lemn, materiale plastice, spumă, compozite sau foi de aluminiu, o mașină CNC pentru lemn sau o masă universală de frezare CNC se dovedește adesea mai practică decât o freză. Frezele folosesc axe de rotație de înaltă viteză și scule interschimbabile pentru a realiza din materiale plane (foi) desene complexe în 2D și 2,5D.
Aplicații frecvente ale frezelor:
- Semne publicitare și panouri decorative
- Componente pentru dulapuri și piese pentru mobilier
- Carcase din plastic și panouri de afișare
- Prototipuri din spumă și ambalaje
- Plăcuțe de identificare din aluminiu și piese structurale ușoare
Frezele CNC au în mod tipic volume de lucru mai mari decât frezele universale, ceea ce le face ideale pentru prelucrarea foilor întregi de material. De asemenea, sunt, în general, mai rapide de configurat și de operat pentru operațiunile simple de tăiere. Totuși, ele sacrifică o parte din precizie comparativ cu mașinile de frezat — un compromis perfect acceptabil pentru multe aplicații.
Compararea tipurilor de mașini la prima vedere
Alegerea mașinii potrivite devine mai ușoară atunci când comparați caracteristicile lor fundamentale, una lângă alta:
| Tip de mașină | Mișcare principală | Cele mai bune materiale | Aplicații tipice | Nivel precis |
|---|---|---|---|---|
| Fraier CNC | Mișcarea sculei rotative se face față de piesa de prelucrat fixă | Oțel, oțel inoxidabil, titan, aluminiu, materiale plastice dure | Componente pentru industria aerospațială, matrițe, blocuri de motor, console complexe | Foarte ridicată (se poate obține ±0,001") |
| Strung CNC | Piesa de prelucrat se rotește față de scula de tăiere fixă | Metale, materiale plastice, compozite cu geometrie cilindrică | Arbori, racorduri, bucși, componente filetate, role | Foarte ridicată (se poate obține ±0,001") |
| Cnc router | Axul de înaltă viteză se deplasează pe o foaie plană de material | Lemn, materiale plastice, spumă, aluminiu, materiale compozite | Semne publicitare, mobilier de bucătărie, prototipuri, panouri decorative, carcase | Moderată până la ridicată (±0,005" în mod tipic) |
Concluzia esențială? Alegeți mașina în funcție de geometria piesei și de materialul utilizat. Frezele CNC prelucrează forme prismatice complexe din metale dure. Strungurile sunt preferate atunci când simetria de rotație este esențială. Frezele cu comandă numerică (CNC routers) oferă viteză și eficiență economică pentru materiale mai moi și piese de dimensiuni mari, cu suprafețe plane. Înțelegerea acestor diferențe vă ajută să comunicați eficient cu partenerii de producție și să luați decizii informate privind abordarea de fabricație.
Desigur, tipul mașinii este doar unul dintre factorii implicați. Numărul de axe pe care le are mașina influențează în mod semnificativ geometriile pe care le puteți obține — un subiect care merită o analiză mai detaliată.
Explicarea prelucrării multiaxiale: de la 3 axe la 5 axe
Sună complicat? Iată un mod simplu de a privi lucrurile: axele determină numărul de direcții din care scula de tăiere poate aborda piesa de prelucrat. Mai multe axe înseamnă mai multă libertate de a crea forme complexe, dar și o complexitate și un cost mai mari. Înțelegerea acestei progresii vă ajută să potriviți capacitatea mașinii cerințelor reale ale pieselor dvs., fără a cheltui inutil.
Indiferent dacă explorați frezarea CNC pentru un suport simplu sau luați în considerare Strunjirea CNC pentru caracteristici cilindrice de precizie , numărul de axe modelează fundamental ceea ce este posibil.
Înțelegerea bazei mișcărilor pe axele X, Y și Z
Imaginați-vă un sistem standard de coordonate, așa cum l-ați învățat la orele de matematică. Axa X se întinde de la stânga la dreapta, axa Y de la față spre spate, iar axa Z de sus în jos. O mașină de frezat CNC cu 3 axe funcționează pe aceste trei direcții liniare — nimic mai mult, nimic mai puțin.
Când efectuați o operațiune pe 3 axe, scula de tăiere se deplasează pe aceste plane, în timp ce piesa de prelucrat rămâne staționară pe masă. Conform ghidului de prelucrare mecanică al Fictiv, această configurație este excelentă pentru sarcini simple: tăierea muchiilor ascuțite, forarea găurilor, alezarea, frezarea canalelor și realizarea suprafețelor plane.
Ce puteți produce în mod realist pe o mașină pe 3 axe?
- Panouri plane și suprafețe planare
- Suporturi simple și plăci de montare
- Găuri forate și filetate aliniate cu o axă
- Nisipi și canale de bază
- Componente mecanice simple pentru automatizare
Limitarea? Scula de tăiere poate aborda piesa doar din partea superioară. Orice element situat pe fețele laterale ale piesei sau pe partea inferioară necesită repositionarea manuală a piesei de prelucrat — ceea ce adaugă timp de configurare și potențiale erori de aliniere. Pentru piese care prezintă subțăieri, suprafețe curbe sau elemente la unghiuri compuse, mașinile de frezare CNC pe 3 axe nu sunt suficiente.
Adăugarea capacității de rotație prin prelucrarea pe 4 axe
Imaginați-vă că piesa dumneavoastră de prelucrat ar putea roti în timp ce scula de tăiere lucrează. Acesta este exact avantajul oferit de o mașină cu 4 axe. A patra axă — denumită, de obicei, axa A — adaugă rotația în jurul axei X, permițând mașinii să acceseze mai multe fețe ale unei piese fără repositionare manuală.
Această capacitate suplimentară de rotație deschide posibilitatea realizării unor geometrii care, în caz contrar, ar necesita mai multe montări. Notițe CNC Cookbook că producătorii care folosesc echipamente cu 4 axe pot crea caracteristici înclinate, arce, elice și profiluri complexe într-o singură fixare — reducând astfel în mod semnificativ timpul de producție.
Un strung cu comandă numerică computerizată (CNC) funcționează pe principii similare, rotind piesa de prelucrat în raport cu sculele de tăiere fixe. Totuși, frezarea CNC dedicată cu 4 axe adaugă această rotație unei platforme de frezare, combinând cele mai bune caracteristici ale ambelor tipuri de mașini pentru anumite aplicații.
Piesele care se pretează cel mai bine la prelucrarea cu 4 axe includ:
- Caracteristici cilindrice care necesită prelucrare laterală
- Modele elicoidale și caneluri spirale
- Came cu came și profiluri excentrice
- Piese cu găuri sau decupări pe mai multe fețe
- Gravuri de precizie în jurul suprafețelor curbe
Compromisul? Mașinile cu patru axe costă mai mult decât omologii lor cu trei axe, iar programarea devine mai complexă. Pentru proiecte mai simple sau bugete mai mici, capacitatea suplimentară poate să nu justifice investiția.
Când piesa dumneavoastră necesită libertatea de prelucrare pe cinci axe
Frezarea CNC pe cinci axe reprezintă apogeul flexibilității în fabricarea prin aschiere. Aceste mașini adaugă o a doua axă de rotație — de obicei axa C, care se rotește în jurul axei Z — permițând sculei de tăiere să abordeze semifabricatul din practic orice unghi.
De ce este important acest lucru? Suprafețele conturate complex, unghiurile compuse și geometriile intricate devin posibile într-o singură prindere. Scula de tăiere menține în permanență orientarea optimă pe tot parcursul operației, obținând finișuri superioare ale suprafeței și toleranțe mai strânse la piesele solicitante.
Conform specialiștilor din domeniul fabricației, mașinile cu 5 axe prelucrează simultan cinci fețe diferite ale unei piese, în funcție de complexitatea designului. Această capacitate se dovedește esențială în industrii unde precizia și geometria depășesc limitele convenționale.
Piese care necesită cu adevărat libertatea de mișcare pe 5 axe:
- Pale de turbină cu contururi aerodinamice complexe
- Componente structurale aero-spațiale
- Asamblări complexe de caroserie auto
- Implanturi medicale cu forme organice
- Roți de turbocompresor și carcase de pompe
- Cavități de matriță cu subțăieri adânci
Strunjirea pe strunguri CNC prelucrează eficient piesele rotative, dar atunci când geometria dvs. combină caracteristici asemănătoare strunjirii cu suprafețe frezate complexe, frezarea pe 5 axe se dovedește adesea singura soluție practică.
Echilibrarea capacității față de cost
Mai multe axe înseamnă întotdeauna mai mulți bani — atât pentru investiția în mașină, cât și pentru costul de producție pe piesă. Înțelegerea acestei relații vă ajută să specificați exact ce are nevoie proiectul dumneavoastră, fără a plăti pentru o capacitate neutilizată.
Mașinile cu trei axe rămân cea mai economică opțiune pentru geometrii simple. Ele sunt mai ușor de programat, mai simple de operat și larg disponibile. Dacă piesa dumneavoastră poate fi realizată într-unul sau două montaje, cu repoziționare de bază, prelucrarea pe 3 axe oferă adesea cea mai bună valoare.
Echipamentele cu patru axe reprezintă un compromis practic. Axă rotativă suplimentară reduce numărul de montaje pentru piese de complexitate medie, îmbunătățind precizia prin eliminarea repoziționării manuale între operații. Pentru volume medii de producție, cu elemente dispuse pe mai multe fețe, combinațiile de strunjire și frezare CNC pe 4 axe sunt adesea justificate din punct de vedere economic.
Mașinile cu cinci axe se comandă la prețuri superioare, dar oferă o capacitate fără egal. Programarea CAD/CAM necesară este semnificativ mai complexă, iar operatorii calificați sunt esențiali. Totuși, pentru componente aeronautice de înaltă precizie, dispozitive medicale sau orice piesă cu contururi tridimensionale extrem de complexe, prelucrarea pe 5 axe se dovedește adesea singura opțiune viabilă — putând chiar reduce costul total prin eliminarea mai multor montări și a operațiilor secundare.
Concluzia? Alegeți numărul de axe în funcție de geometria piesei. Nu plătiți pentru capacitatea de prelucrare pe 5 axe dacă prelucrarea pe 3 axe îndeplinește cerințele — dar nici nu forțați o piesă complexă să fie realizată pe echipamente inadecvate. Partenerul dumneavoastră de fabricație vă poate ajuta să evaluați ce configurație oferă cea mai bună combinație de calitate, viteză și cost pentru nevoile specifice ale dumneavoastră.
Întreaga călătorie de la proiectarea digitală la piesa prelucrată
Ați selectat tipul de mașină și ați determinat configurația axelor de care are nevoie geometria dumneavoastră. Acum vine întrebarea care îi pune în dificultate pe mulți începători: cum se transformă, de fapt, un fișier de proiect într-un component metalic finalizat? Răspunsul implică o succesiune bine orchestrată, care transformă datele digitale abstracte într-o realitate fizică precisă.
Înțelegerea acestui flux de lucru este esențială, indiferent dacă programați echipamentele CNC personal sau colaborați cu un partener de producție. Cunoașterea ceea ce se întâmplă la fiecare etapă vă ajută să pregătiți fișiere mai bune, să comunicați mai eficient și să anticipați eventualele probleme înainte ca acestea să devină probleme costisitoare.
Să parcurgem împreună întregul proces, de la conceptul inițial până la piesa prelucrată:
- Crearea proiectului în software-ul CAD – Construirea modelului digital 3D
- Programare CAM – Generarea traiectoriilor sculelor și a instrucțiunilor pentru mașină
- Post-procesarea codului G – Crearea comenzilor specifice mașinii
- Setare mașină – Pregătirea echipamentului, a sculelor și a semifabricatului
- Operația de prelucrare – Executarea programului pentru tăierea materialului
- Post-procesare și inspectie – Finisare și verificare a calității
Procesul de conversie CAD în CAM
Totul începe cu software-ul de proiectare asistată de calculator (CAD). Programe precum SolidWorks, Fusion 360 și Inventor permit inginerilor să creeze modele 3D detaliate care capturează fiecare dimensiune, orificiu, curbă și suprafață a piesei intenționate. Acest model digital servește ca sursă unică de adevăr pentru tot ceea ce urmează.
Dar iată ce mulți oameni nu realizează: mașina dvs. CNC nu poate citi fișierele CAD direct. Conform ghidului de pregătire al JLC CNC, trebuie să exportați proiectul într-un format compatibil — de obicei STEP sau IGES — înainte ca procesul de fabricație să poată continua. Aceste formate neutre păstrează exactitatea geometrică, permițând în același timp diferitelor sisteme software să comunice între ele.
Ce este programarea CNC în esența sa? Este procesul de transformare a modelului 3D în instrucțiuni specifice pentru mașină. Acest lucru are loc în software-ul CAM (Fabricație asistată de calculator), unde are loc, de fapt, magia programării operațiunilor CNC.
În interiorul software-ului CAM veți:
- Importa geometria CAD
- Defini dimensiunea și tipul materialului brut
- Selecta uneltele de tăiere adecvate
- Specifica parametrii de tăiere (viteze, avansuri, adâncimi)
- Genera traiectorii ale sculelor care elimină materialul în mod eficient
- Simula operațiunea pentru a verifica exactitatea
Instrumentele populare CAM, cum ar fi Mastercam, Fusion 360 și SolidCAM, calculează automat cele mai eficiente traiectorii de tăiere pe baza intrărilor dvs. Software-ul ia în considerare factori precum diametrul sculei, duritatea materialului și finisajul superficial dorit pentru a optimiza fiecare mișcare.
De la comenzile G-Code la componente finite
Odată ce traseele uneltei sunt definite, software-ul CAM le rulează prin intermediul unui post-procesor — un traducător care convertește datele generice ale traseelor uneltei în limbajul specific pe care îl înțelege mașina dumneavoastră. Această ieșire se numește cod G și este ceea ce echipamentul de prelucrare citește, linie cu linie, în timpul funcționării.
Cum arată codul G? Conform Ghidului de noțiuni de bază privind programarea al DeFusco Industrial Supply , fiecare linie reprezintă o acțiune specifică. Codurile G controlează poziționarea și mișcarea: G00 deplasează scula rapid la o anumită poziție, G01 execută tăieturi rectilinii la viteze de avans controlate, iar G02/G03 execută arce și cercuri. Codurile M gestionează funcțiile auxiliare, cum ar fi pornirea arborelui principal (M03), activarea lichidului de răcire (M08) sau încheierea programului (M30).
Iată un exemplu simplificat al conținutului unui program CNC:
- G21 – Setare unități metrice
- G90 – Utilizare poziționare absolută
- M03 S3000 – Pornire arbore principal la 3000 rpm
- G00 X10 Y10 – Deplasare rapidă către poziția de pornire
- G01 Z-5 F100 – Așchiere pe o adâncime de 5 mm la 100 mm/minut
- M05 – Oprirea arborelui principal
- M30 – Încheierea programului
Nu este necesar să rețineți pe de rost fiecare cod pentru a colabora cu parteneri de producție CNC. Totuși, înțelegerea acestor noțiuni fundamentale vă ajută să identificați și rezolvați problemele, să interpretați comportamentul mașinii și să comunicați mai eficient despre proiectele dumneavoastră.
Configurarea și exploatarea mașinii
După ce G-code-ul este gata, atenția se concentrează asupra mașinii fizice. Configurarea implică mai mulți pași esențiali care influențează direct precizia pieselor:
Fixarea fixează materialul brut ferm în poziție. Menghinele, clemele, dispozitivele de fixare și mesele cu vid previn orice deplasare în timpul așchierii — orice mișcare în timpul prelucrării distruge piesa. Metoda de fixare depinde de geometria piesei, de materialul utilizat și de forțele implicate în procesul de așchiere.
Selectarea și montarea sculelor asigură încărcarea uneltelor de tăiere adecvate în pozițiile corecte. Frezele de cap, burghiele, tarodurile și uneltele speciale de tăiere își au fiecare o destinație specifică. Mașinile moderne dotate cu schimbătoare automate de scule pot comuta între zeci de unelte în cadrul unei singure operații.
Stabilirea punctului zero indică mașinii poziția exactă a piesei de prelucrat. Folosind dispozitive de localizare a marginilor sau sonde de atingere, operatorii stabilesc punctul zero al piesei — punctul de referință în care X0, Y0 și Z0 corespund unui colț sau unei caracteristici specifice ale materialului dumneavoastră. Toate deplasările programate se referă la această poziție.
Înainte de începerea tăierii, operatorii experimentați efectuează simulări și rulări fără tăiere (dry runs). Ei verifică vizual traseele uneltelor, identifică eventualele coliziuni și, de obicei, încep primele tăieri cu rate reduse de avans. Această abordare atentă previne accidentele care ar putea deteriora echipamente costisitoare sau distruge piesele de prelucrat.
Procesul de prelucrare și celelalte etape
Odată ce configurarea a fost verificată, începe prelucrarea efectivă. Mașina citește comenzile în format G-code în ordine secvențială, executând fiecare mișcare cu precizie măsurată în miimi de inch. Sculele de tăiere se rotesc la vitezele programate, refrigerantul curge pentru gestionarea căldurii și evacuarea așchiilor, iar materialul este îndepărtat sistematic până când piesa dvs. apare din materialul brut.
În funcție de complexitate, operațiunile pot include:
- Treceri de degroșare pentru îndepărtarea rapidă a volumului principal de material
- Treceri de finisare pentru dimensiunile finale și calitatea suprafeței
- Găurire și filetare pentru găurile filetate
- Frezare de muchii înclinată (chamfering) și detensionare (deburring) a muchiilor
După finalizarea prelucrării, piesele necesită, de obicei, o etapă de post-procesare. Aceasta poate include demontarea pieselor din dispozitivele de fixare, curățarea lichidului de așchiere, detensionarea muchiilor ascuțite și verificarea dimensiunilor în raport cu specificațiile. În funcție de cerințe, pot urma operații secundare, cum ar fi tratamentul termic, finisarea suprafeței sau asamblarea.
Întregul flux de lucru — de la proiectarea CAD până la piesa finită — reprezintă o succesiune fără întreruperi, în care fiecare etapă se bazează pe cea anterioară. Înțelegerea acestui proces vă ajută să apreciați de ce calitatea fișierelor este esențială, de ce toleranțele influențează costul și de ce colaborarea cu parteneri experimentați în domeniul fabricației face o diferență reală în rezultate.
Vorbind despre materiale, fluxul de lucru pe care l-am prezentat mai sus se aplică indiferent dacă prelucrați aluminiu, oțel, titan sau plastice inginerești. Totuși, alegerea materialului influențează în mod semnificativ fiecare aspect al procesului — un subiect care merită o explorare detaliată proprie.
Ghid de selecție a materialelor pentru prelucrarea CNC — metale și plastice
Ați conturat fluxul de lucru și înțelegeți ce configurație de mașină se potrivește geometriei piesei dvs. Dar iată o întrebare care determină toate celelalte decizii: din ce material trebuie să fie realizată piesa? Răspunsul afectează prelucrabilitatea, costul, performanța și chiar opțiunile de finisare disponibile.
Mașinile CNC pentru metal pot prelucra totul, de la aluminiu moale până la titan de calitate aerospațială. Parametrii de tăiere a metalelor, selecția sculelor și duratele de ciclu variază în mod semnificativ în funcție de materialul brut utilizat. În mod similar, materialele plastice inginerești oferă avantaje unice — dar fiecare se comportă diferit sub acțiunea sculei de tăiere. Să analizăm sistematic opțiunile dumneavoastră.
Metale, de la aluminiu până la titan
Când vă gândiți la aplicațiile CNC pentru metal, aliajele de aluminiu sunt, de obicei, primele care vă vin în minte — și cu bună rațiune. Conform ghidului de selecție a materialelor Hubs, aluminiul oferă un raport excelent rezistență-pe-greutate, o conductivitate termică și electrică ridicată, precum și o protecție naturală împotriva coroziunii. Este, de asemenea, excepțional ușor de prelucrat, făcându-l cea mai economică alegere pentru multe aplicații.
În cadrul familiei de aliaje de aluminiu, veți întâlni mai multe grade frecvent utilizate:
- Aluminiu 6061 – Lucrătorul universal, cu o prelucrabilitate și sudabilitate bune
- Aluminiu 7075 – De calitate aerospațială, cu rezistență superioară, tratabil termic până la o duritate comparabilă cu cea a oțelului
- Aluminiu 5083 – Rezistență superioară la apă de mare pentru aplicații marine și de construcții
Părțile din oțel prelucrate prin frezare cu comandă numerică (CNC) oferă performanțe excelente atunci când rezistența și durabilitatea sunt cele mai importante. Oțelurile moi, cum ar fi 1018 și 1045, se prelucrează ușor și acceptă sudarea fără probleme — ideale pentru dispozitive de fixare, gabarite și componente structurale. Oțelurile aliate, cum ar fi 4140 și 4340, oferă duritate și rezistență la uzură îmbunătățite după tratament termic, fiind potrivite pentru roți dințate, arburi și piese mecanice supuse unor solicitări ridicate.
Oțelurile inoxidabile adaugă rezistența la coroziune în ecuație. Calitatea 304 rezistă excelent în majoritatea condițiilor de mediu, în timp ce 316 rezistă apă de mare și substanțe chimice agresive. Pentru aplicații extreme, oțelul inoxidabil 17-4 PH poate fi întărit prin precipitare până la niveluri excepționale de rezistență — ideal pentru componente de turbine și instrumente medicale.
Alama merită menționată pentru aplicațiile electrice și decorative. Conform Analizei materialelor realizate de Elcon Precision , aliajul de alamă C36000 oferă o prelucrabilitate excelentă și o rezistență naturală la coroziune, făcându-l ideal pentru racorduri electrice în cantități mari și pentru accesorii arhitecturale.
La extremul superior al gamei de prețuri, titanul oferă un raport excepțional rezistență/raport greutate, împreună cu o rezistență remarcabilă la coroziune. Componentele aeronautice, implanturile medicale și piesele de înaltă performanță destinate competițiilor auto specifică adesea utilizarea titanului, în ciuda costului său mai ridicat. Rețineți că conductivitatea termică scăzută a titanului îl face mai dificil de prelucrat — sunt esențiale uneltele și tehnicile specializate.
Materiale plastice pentru aplicații specializate
Când proiectul dumneavoastră necesită o greutate mai mică, rezistență chimică sau izolare electrică, materialele plastice de inginerie depășesc adesea performanța metalelor. Conform ghidului de selecție a materialelor plastice al Komacut, plasticul are, în general, o prelucrabilitate superioară celei a metalelor, datorită durității și densității mai mici, ceea ce implică o forță de așchiere redusă și o uzură mai mică a sculelor.
Iată materialele plastice pe care le veți întâlni cel mai frecvent:
- ABS – Proprietăți mecanice bune, rezistență la impact excelentă, ideal pentru prototipuri înainte de turnarea prin injecție
- Delrin (POM) – Cea mai ridicată prelucrabilitate dintre materialele plastice, stabilitate dimensională excepțională, coeficient de frecare scăzut
- Nylon (PA) – Rezistență la uzură excelentă și compatibilitate chimică bună, deși este sensibil la absorbția umidității
- PEEK – Termoplastic de înaltă performanță care poate înlocui metalele în aplicații solicitante, inclusiv în domeniul medical
- Alte produse – Rezistență la impact remarcabilă și claritate optică, perfect pentru acoperișuri de protecție și ecrane
- PTFE (Teflon) – Cel mai scăzut coeficient de frecare dintre toate materialele solide, rezistență chimică și termică excelentă
Strungurile metalice prelucrează eficient componente plastice cilindrice, în timp ce centrele de frezare abordează geometriile complexe ale pieselor din plastic. Considerentul esențial? Gestionearea căldurii. Unele materiale plastice se topesc sau se deformează la temperaturi ridicate de așchiere, necesitând reglarea vitezelor și avansurilor.
Compararea materialelor într-o privire
Selectarea materialului potrivit devine mai clară atunci când comparați caracteristicile cheie, una lângă alta:
| Categorie de Material | Proprietăți cheie | Aplicații comune | Clasament prelucrabilitate |
|---|---|---|---|
| Aliaje de aluminiu | Ușoare, rezistente la coroziune, conductivitate termică excelentă | Structuri aero-spațiale, radiatoare, electronice de consum, panouri auto | Excelent |
| Oțeluri moi/aliate | Rezistență ridicată, durabilitate, tratament termic posibil, sudabil | Piese pentru mașini, roți dințate, arburi, componente structurale | Bună la moderată |
| Stainless steels | Rezistent la coroziune, rezistență ridicată, lustruibil | Dispozitive medicale, prelucrarea alimentelor, echipamente marine, instrumente chirurgicale | Moderat |
| Alama | Conductivitate electrică excelentă, finisaj decorativ, frecare scăzută | Conectori electrici, accesorii pentru instalații sanitare, instrumente muzicale | Excelent |
| Titan | Raport excepțional rezistență-masă, biocompatibil, rezistent la coroziune | Componente aero-spațiale, implante medicale, piese pentru curse | Provocator |
| Plastic ABS | Rezistent la impact, ușor, eficient din punct de vedere al costurilor | Prototipuri, carcase, produse de consum | Excelent |
| Delrin (POM) | Stabile din punct de vedere dimensional, cu frecare redusă, rezistente la umiditate | Roți dințate, rulmenți, mecanisme de precizie, componente sigure pentru alimente | Excelent |
| PEEK | Rezistență la temperaturi înalte, inertitate chimică, rezistență comparabilă cu cea a metalelor | Implanturi medicale, sigilii pentru aplicații aerospațiale, componente pentru semiconductori | Bun |
Luarea deciziei privind materialul dumneavoastră
Cum alegeți? Începeți prin definirea cerințelor dumneavoastră: Are piesa dvs. nevoie să suporte încărcări mari? Aluminiul s-ar putea să nu fie suficient — luați în considerare oțelul sau titanul. Va fi expusă unor medii corozive? Oțelul inoxidabil sau PEEK ar putea fi esențiale. Este greutatea un factor critic? Aluminiul sau materialele plastice de inginerie sunt probabil variantele cele mai potrivite.
Costul este, de asemenea, un factor important. Piesele din titan costă semnificativ mai mult decât echivalentele din aluminiu — nu doar din cauza materiei prime, ci și datorită timpului mai lung de prelucrare prin strunjire și a sculelor speciale necesare. Pentru prototipuri sau aplicații sensibile din punct de vedere al costurilor, selecția materialului metalic pentru prelucrarea CNC se bazează adesea pe aluminiul 6061, care oferă o performanță solidă la un preț economic.
Concluzia? Potriviți proprietățile materialelor cerințelor aplicației dvs., apoi luați în considerare prelucrabilitatea și constrângerile bugetare. Partenerul dvs. de fabricație poate ajuta la evaluarea compromisurilor și poate sugera alternative pe care s-ar putea să nu le fi luat în considerare.
Desigur, alegerea materialului potrivit reprezintă doar o parte a ecuației. Specificațiile de precizie pe care le definiți — în special toleranțele — influențează direct atât complexitatea fabricației, cât și costul final.
Înțelegerea toleranțelor și a preciziei în fabricația CNC
Ați ales materialul și înțelegeți fluxul de lucru al prelucrării. Dar iată o întrebare care afectează direct dacă piesa finită funcționează cu adevărat: cât de precisă trebuie să fie, de fapt? Răspunsul se află în înțelegerea toleranțelor — limitele acceptabile ale variației care determină dacă componenta dvs. se asamblează corect, funcționează și îndeplinește performanța așteptată.
Gândiți-vă în felul următor: niciun proces de fabricație nu produce dimensiuni absolut perfecte. Fiecare tăiere, fiecare trecere a sculei introduce variații microscopice. Definiția toleranței în prelucrarea prin așchiere recunoaște această realitate, stabilind câtă abatere de la măsura ideală rămâne acceptabilă. Dacă stabiliți greșit această specificație, veți plăti fie prea mult pentru o precizie inutilă, fie veți primi piese care nu se asamblează corespunzător.
Înțelegerea semnificației prelucrării prin așchiere în contextul preciziei vă ajută să comunicați cerințele în mod eficient și să stabiliți așteptări realiste pentru proiectele dumneavoastră.
Toleranțe standard versus toleranțe strânse
Ce se consideră «standard» și ce se consideră «strâns» în prelucrarea CNC de precizie? Conform Absolute Machining , toleranțele standard de prelucrare sunt de obicei cuprinse între ±0,005" și ±0,001". Majoritatea pieselor de prelucrare de uz general se încadrează confortabil în acest domeniu — suporturi, carcase, capace și componente structurale, unde potrivirea precisă este importantă, dar nu este esențială la miimi de inch.
Prelucrarea cu toleranțe strânse se referă la dimensiuni menținute la ±0,0005" sau mai bine. Pentru a oferi un reper, această valoare reprezintă aproximativ o zecime din grosimea unui fir de păr uman. Unele aplicații de înaltă precizie merg și mai departe: conform specialiștilor din domeniu, lucrările de precizie pot atinge toleranțe de ±0,0002" pentru elemente precum alezajele pentru montaj cu presiune sau suprafețele critice de aliniere.
Când aveți nevoie, de fapt, de toleranțe strânse?
- Suprafețe de asamblare – Piese care trebuie să se asambleze cu precizie, cum ar fi carcasele pentru rulmenți sau știfturile de aliniere
- Aplicații de etanșare – Componente la care nu este admisă nicio scurgere de lichid sau gaz
- Asamblări rotative – Arbore și alezaje unde excentricitatea afectează performanța
- Componente critice pentru siguranță – Aplicații aerospațiale, medicale sau de apărare, unde nu este admisă nicio eroare
Iată realitatea practică: specificarea unor toleranțe mai strânse decât necesită aplicația dumneavoastră duce la o risipă de bani, fără a adăuga niciun beneficiu funcțional. Un suport care se montează pe perete nu necesită precizie la nivelul industriei aerospațiale. Înțelegerea acestei distincții vă ajută să optimizați atât costurile, cât și performanța.
Cum influențează specificațiile de precizie proiectul dumneavoastră
De ce este atât de importantă strângerea toleranțelor pentru bugetul dumneavoastră? Conform ghidului privind toleranțele al Factorem, toleranțele mai strânse conduc în mod inevitabil la costuri de fabricație mai mari, din mai multe motive interconectate.
În primul rând, obținerea unor dimensiuni mai strânse necesită viteze de tăiere mai reduse și treceri mai ușoare. Mai mult timp petrecut pe mașină înseamnă costuri mai mari pe piesă. În al doilea rând, tehnologia avansată de prelucrare și echipamentele de înaltă precizie au tarife superioare. În al treilea rând, cerințele de inspecție se intensifică: o piesă cu toleranță de ±0,0005" necesită verificare cu mașini de măsurare tridimensională (CMM) sau alte instrumente de precizie, nu doar cu ublere simple.
Definiția rolului operatorului de mașini-unelte cu comandă numerică (CNC) include din ce în ce mai mult și verificarea calității. Operatorii calificați înțeleg că obținerea unor rezultate constante depinde de controlul simultan al mai multor variabile.
Ce factori determină, de fapt, toleranțele realizabile? Mai mulți elemente acționează împreună:
- Capacitatea mașinii – Echipamentele mai vechi sau de calitate inferioară nu pot menține aceeași precizie ca și centrele CNC moderne, bine întreținute
- Proprietăți materiale – Materialele mai moi, cum ar fi aluminiul, se prelucrează mai predictibil decât oțelurile inoxidabile care se întăresc prin deformare sau plasticile sensibile la temperatură
- Geometrie a piesei – Pereții subțiri, buzunarele adânci și elementele lungi, fără susținere, generează devieri și vibrații care afectează precizia dimensională
- Condiții de mediu – Fluctuațiile de temperatură provoacă dilatare termică atât la mașini, cât și la piesele prelucrate, influențând precizia
- Uzurii sculei – Muchiile tăietoare se degradează în timp, provocând treptat modificări ale dimensiunilor, dacă nu sunt monitorizate și compensate
Conform informațiilor furnizate de BDE Manufacturing Technologies, factori precum temperatura ambientală, calibrarea periodică, întreținerea preventivă și înlocuirea la timp a sculelor influențează precizia rezultatelor. Amplasarea echipamentelor CNC în medii controlate, cu temperatură și umiditate stabile, contribuie la menținerea unei precizii constante.
Complexitatea designului și posibilitatea de fabricare
Ce face ca o piesă să fie ușor sau dificil de prelucrat cu precizie? Înțelegerea acestei relații vă ajută să proiectați mai inteligent și să stabiliți așteptări realiste.
Geometriile simple, de tip bloc, cu grosimi rezonabile ale pereților sunt prelucrate în mod predictibil. Scula de așchiere întâmpină o rezistență constantă, vibrațiile rămân minime, iar dimensiunile se mențin stabile. Aceste piese pot atinge toleranțe strânse în mod economic, deoarece nimic nu se opune preciziei.
Complexitatea introduce provocări. Pereții subțiri se deformează sub presiunea așchierii. Găurile adânci limitează accesul sculelor și evacuarea așchiilor. Colțurile interne ascuțite necesită scule de diametru mic, care se deformează mai ușor. Elementele prelucrate la unghiuri compuse cer capacitate multi-axială și programare sofisticată.
Înseamnă aceasta că ar trebui să evitați proiectele complexe? Deloc. Tehnologia modernă de prelucrare prelucrează în mod obișnuit o complexitate remarcabilă. Cheia constă în înțelegerea compromisurilor: astfel, un component aerospațial complicat, cu douăzeci de caracteristici cu toleranțe strânse, va costa mai mult decât o simplă consolă realizată conform specificațiilor standard.
Partenerii experimentați din domeniul fabricației evaluează desenele dumneavoastră având în vedere principiile Design for Manufacturability (DFM). Aceștia vor identifica caracteristicile care determină creșterea costurilor, vor sugera alternative care îndeplinesc aceeași funcție într-un mod mai economic și vă vor ajuta să aplicați toleranțe strânse doar acolo unde acestea sunt cu adevărat necesare.
Concluzia finală? Specificațiile de toleranță modelează direct complexitatea fabricației, timpul de ciclu și costul. Aplicați precizia acolo unde funcționalitatea o cere și acceptați toleranțele standard în restul cazurilor. Această abordare echilibrată asigură obținerea unor piese care funcționează corect, fără cheltuieli inutile — exact așa arată o inginerie inteligentă.
Desigur, precizia dimensională reprezintă doar o parte a ecuației produsului finit. Finisajul suprafeței și tratamentele post-procesare transformă componentele prelucrate prin așchiere în piese cu adevărat complete, gata pentru aplicațiile lor prevăzute.
Finisaje ale suprafeței și opțiuni de post-procesare
Piesa dumneavoastră tocmai a fost scoasă din mașina de tăiere CNC, având dimensiuni perfecte — dar este ea cu adevărat finalizată? În majoritatea cazurilor, răspunsul este nu. Urmele vizibile ale sculelor, muchiile ascuțite și suprafețele metalice neacoperite necesită atenție înainte ca componenta dumneavoastră să fie gata pentru aplicația sa prevăzută. Finisajul suprafeței transformă o piesă prelucrată dintr-o variantă „cu dimensiuni precise” într-una „cu funcționalitate deplină și aspect estetic atrăgător.”
Conform ghidului Hubs privind finisarea suprafețelor, finisarea suprafețelor implică prelucrarea post-operatorie pentru îmbunătățirea rugozității, aspectului și rezistenței la uzură a pieselor metalice prelucrate prin frezare CNC. Atunci când finisarea corespunde aplicației, aceasta îmbunătățește atât funcționalitatea, cât și estetica.
Standarde și măsurători ale finisării suprafețelor
Fiecare operațiune efectuată cu o mașină de tăiat lasă o amprentă specifică pe piesa prelucrată. Scula care se rotește creează mici creste și depresiuni în timp ce îndepărtează materialul — acestea sunt urmele sculei. Calitatea suprafeței este măsurată ca rugozitate medie a suprafeței, exprimată sub forma parametrului Ra (Rugozitate Medie), care cuantifică abaterea medie față de o suprafață ideal netedă.
Ce înseamnă, de fapt, aceste numere? Iată cum se traduc valorile tipice ale rugozității:
- Ra 3,2 μm (125 μin) – Finisare standard „după prelucrare”, cu urme vizibile ale sculei
- Ra 1,6 μm (63 μin) – Finisare fină, cu urme reduse ale sculei
- Ra 0,8 μm (32 μin) – Finisare netedă, potrivită pentru suprafețele de etanșare
- Ra 0,4 μm (16 μin) – Foarte neted; necesită treceri suplimentare de finisare
Valorile mai mici ale rugozității Ra sunt mai costisitoare, deoarece necesită etape suplimentare de prelucrare, viteze de așchiere mai reduse și controale de calitate mai riguroase. Pentru multe aplicații funcționale, finisarea standard de 3,2 μm funcționează perfect. Specificați finisări mai netede doar pentru suprafețe unde etanșarea, reducerea frecării sau aspectul estetic au cu adevărat importanță.
Tratamente post-procesare care îmbunătățesc performanța
În afară de finisajele obținute direct prin prelucrare, operațiile secundare adaugă straturi protectoare, îmbunătățesc aspectul sau îmbunătățesc caracteristicile funcționale. Fiecare tratament este potrivit pentru cerințe diferite — înțelegerea opțiunilor disponibile vă ajută să specificați exact ceea ce necesită aplicația dumneavoastră.
Iată cele mai frecvente tratamente post-procesare și momentul potrivit pentru utilizarea lor:
- Sablare cu bile – Creează o textură uniformă mată sau satinată prin propulsarea biluțelor de sticlă către suprafață. Elimină urmele lăsate de unelte și asigură o aspect uniform. Cost redus și ideal pentru piese cosmetice, unde toleranțele dimensionale nu sunt critice. Recomandat în special pentru componente din aluminiu, oțel și oțel inoxidabil care necesită o îmbunătățire a aspectului vizual.
- Anodizare (Tip II) – Proces electrochimic care formează un strat subțire de oxid ceramic pe aluminiu și titan. Asigură rezistență la coroziune și acceptă coloranți pentru opțiuni de colorare, inclusiv negru, albastru, roșu și aur. Grosimea stratului de acoperire este de obicei între 4–12 μm. Excelent pentru electronica de consum, piese decorative și aplicații care necesită atât protecție, cât și estetică.
- Anodizare (Tip III / Hardcoat) – Strat de oxid mai gros (până la peste 50 μm), care oferă o rezistență superioară la uzură și o duritate sporită a suprafeței. Mai costisitor, dar esențial pentru piese funcționale supuse abraziunii, contactului prin alunecare sau unor medii solicitante. Utilizat frecvent în domeniile aerospațial, apărare și aplicații mecanice de înaltă performanță.
- Vopsire în pulbere – Pulbere uscată aplicată electrostatic și coafată la temperatură de aproximativ 200 °C pentru a forma un strat polimeric durabil. Grosimea variază între 18–72 μm. Rezistență ridicată la impact, gamă largă de opțiuni cromatice și compatibilitate cu toate metalele. Ideal pentru echipamente destinate utilizării în aer liber, carcase și piese care necesită finisaje protectoare rezistente.
- Placare (crom, nichel, zinc) – Depune straturi subțiri de metal prin procese electrochimice. Cromul oferă o strălucire decorativă și o protecție moderată împotriva coroziunii. Nichelul asigură o rezistență la uzură echilibrată și un aspect estetic plăcut. Zincul se remarcă prin protecția excelentă împotriva coroziunii, în special pentru piesele din oțel. Fiecare tehnică îndeplinește scopuri funcționale și estetice distincte.
Selectarea finisajului potrivit pentru aplicația dumneavoastră
Cum alegeți? Începeți prin separarea cerințelor funcționale de preferințele estetice. Conform Ghidului complet al SYZ Rod Ends suprafețele expuse contactului repetat, alunecării sau abraziei necesită, de obicei, straturi de acoperire mai dure și mai groase—în timp ce finisajele estetice, cum ar fi sablarea cu bile, îmbunătățesc aspectul, dar oferă o protecție limitată, dacă nu sunt combinate cu alte tratamente.
Luați în considerare cu atenție mediul de funcționare. Expunerea la exterior, spray-ul cu sare, temperaturile ridicate și radiația UV necesită finisaje mai robuste decât utilizarea în interior. Fabricația prin prelucrare CNC pentru aplicații marine poate necesita placarea cu zinc sau aplicarea prin pulverizare electrostatică, în timp ce componentele interioare auto pot utiliza anodizarea decorativă.
Pot fi combinate strategic mai multe tipuri de finisare. De exemplu, sablarea cu bile înainte de anodizare produce un aspect mat uniform, adăugând în același timp rezistență la coroziune și uzură. Operațiunile de tăiere CNC creează geometria—dar finisarea suprafeței determină modul în care acea geometrie funcționează și apare în lumea reală.
Concluzia finală? Nu tratați finisarea ca pe o gândire ulterioară. Specificați suprafețele și toleranțele necesare la comandarea pieselor, acoperiți cu mască caracteristicile critice care nu trebuie să primească straturi de acoperire și alegeți tratamentul potrivit atât cerințelor funcționale, cât și expunerii mediului. Această abordare asigură faptul că tăierile CNC se transformă în componente care funcționează fiabil pe parcursul mai multor ani.
Factorii care influențează costul prelucrării prin frezare CNC și optimizarea bugetului
Ați ales materialul, ați specificat toleranțele și ați selectat finisajul de suprafață perfect. Acum vine întrebarea care determină dacă proiectul dvs. avansează: cât va costa, de fapt? Înțelegerea factorilor care determină cheltuielile de fabricație prin prelucrare mecanică vă ajută să luați decizii informate, să evitați surprizele bugetare și să identificați oportunitățile de economisire fără a sacrifica calitatea.
Iată realitatea: prețurile pieselor CNC nu sunt arbitrare. Fiecare dolar se datorează unor factori specifici pe care îi puteți influența — selecția materialului, complexitatea proiectului, toleranțele specificate și volumul de producție. Conform analizei costurilor realizate de Unionfab, înțelegerea originii acestor costuri este esențială pentru elaborarea unui buget corect și pentru alegerea furnizorului potrivit.
Să analizăm exact ce plătiți și cum puteți optimiza fiecare element.
Factorii cheie care influențează costurile de prelucrare mecanică
Gândiți-vă la prelucrarea prin strunjire ca la blocuri de construcție suprapuse. Fiecare strat adaugă la costul total, iar înțelegerea componentelor individuale evidențiază locurile unde există oportunități de economisire.
Costuri materiale reprezintă o parte semnificativă din cheltuiala totală — iar intervalul de prețuri este dramatic. Aluminiul se află la extremitatea economică, în timp ce titanul are un preț premium, care poate fi de cinci până la zece ori mai mare. Conform datelor industriale privind prețurile, selecția materialului influențează nu doar costul materiei prime, ci și uzura sculelor și durata prelucrării.
Luați în considerare această comparație simplificată a prețurilor:
| Categorie de Material | Cost relativ | Aspect esențial |
|---|---|---|
| Aluminiu | $ | Machinabilitate excelentă, timpi de ciclu cei mai rapizi |
| Alamă/Bronz | $$$ | Ușor de prelucrat, aplicații electrice |
| Oțel/Oțel inoxidabil | $$$ | Materialele mai dure măresc uzura sculelor |
| Titan | $$$$$ | Necesită scule specializate, timpi de ciclu mai lungi |
| PEEK (plastic) | $$$$$ | Material brut de înaltă performanță, dar scump |
Timp de prelucrare mărește direct costurile. Operațiunile industriale de prelucrare sunt facturate pe oră, tarifele variind în funcție de complexitatea mașinii: frezele cu 3 axe percep în general circa 40 USD/oră, în timp ce echipamentele cu 5 axe se plătesc 75–120 USD/oră, conform sondajelor din domeniul fabricației. Geometriile complexe care necesită operațiuni multiaxiale, toleranțele strânse care impun avansuri mai lente și caracteristicile intricate care cer schimbări multiple de scule prelungesc toate timpul de ciclu — și, implicit, factura dumneavoastră.
Costuri de configurare și programare se aplică indiferent de cantitate. Fiecare comandă necesită pregătirea mașinii, configurarea dispozitivelor de fixare, încărcarea sculelor și stabilirea punctului zero. Aceste costuri fixe se repartizează pe întreaga comandă: dacă produceți zece piese, fiecare suportă o zecime din costul de configurare; dacă produceți o sută, impactul pe piesă scade dramatic.
Specificații privind Toleranțele influențează atât timpul de prelucrare, cât și cerințele de inspecție. Conform Ghidului DFM al Ensinger Plastics , toleranțele strânse trebuie utilizate doar acolo unde este necesar — toleranțele generale reduc semnificativ costurile, fără a compromite funcționalitatea în zonele necritice.
Operațiuni Secundare adaugă costuri suplimentare care se acumulează rapid. Finisarea suprafețelor, cum ar fi anodizarea, costă în mod obișnuit între 3 și 12 USD pe piesă, în timp ce galvanizarea ajunge la 10–30 USD. Tratamentul termic, inspecția și ambalarea specială contribuie fiecare cu articole distincte în buget. Pentru piesele prelucrate prin frezare CNC care necesită mai multe procese secundare, aceste costuri suplimentare pot egala sau chiar depăși costurile de bază ale prelucrării.
Strategii inteligente pentru optimizarea bugetului dumneavoastră
Vestea bună: majoritatea factorilor care determină costul răspund unei planificări atente. Conform ghidului de costuri de producție al Protolabs, concentrându-vă asupra unui design inteligent, a selecției materialelor, a toleranțelor și a planificării producției, puteți reduce substanțial cheltuielile, păstrând în același timp calitatea.
Iată strategii dovedite pentru optimizarea costurilor de fabricație prin prelucrare mecanică:
- Conceție pentru Fabricare – Simplificați geometria acolo unde este posibil. Minimizați colțurile interne ascuțite, buzunarele adânci și caracteristicile care necesită scule speciale. Utilizați dimensiuni standard pentru găuri și alte caracteristici. Consolidați mai multe piese în componente unice, acolo unde este practic.
- Specificați toleranțele corespunzător – Aplicați toleranțe strânse doar suprafețelor critice de asamblare și caracteristicilor funcionale. Pentru dimensiunile necritice se pot utiliza specificații standard de ±0,005", reducând astfel în mod semnificativ timpul de prelucrare și costurile de inspecție.
- Optimizați selecția materialelor – Alegeți materiale care îndeplinesc cerințele funcționale fără a le supra-specifica. Aluminiul oferă adesea performanțe adecvate la o fracțiune din costul titanului. Luați în considerare prelucrabilitatea: materialele mai moi reduc uzura sculelor și timpul de ciclu.
- Planificați volumul de producție în mod strategic – Loturile mai mari distribuie costurile fixe de configurare pe un număr mai mare de piese, reducând astfel costul pe unitate. Chiar și creșteri modeste ale cantității pot genera economii semnificative. Conform analizei realizate de Unionfab, costul pe piesă scade considerabil pe măsură ce cantitatea comandată crește de la o singură unitate până la serii de producție.
- Reduceți numărul de configurări și reașezări – Proiectați piesele astfel încât să poată fi prelucrate prin strunjire/frezare într-un număr redus de configurări. De fiecare dată când operatorul trebuie să reașeze piesa de prelucrat, recalibrarea consumă timp și introduce potențiale variații.
- Luați în considerare finisajele standard – Suprafețele obținute direct prin prelucrare nu implică costuri suplimentare. Solicitați finisaje specializate doar acolo unde funcționalitatea sau aspectul le impun cu adevărat.
Este strunjirea/frezarea CNC potrivită pentru proiectul dumneavoastră?
Uneori, decizia financiară cea mai inteligentă este alegerea unei metode alternative de fabricație. Cum puteți stabili dacă strunjirea/frezarea CNC oferă cea mai bună valoare?
Strunjirea/frezarea CNC este excelentă atunci când aveți nevoie de:
- Toleranțe strânse și precizie ridicată
- Geometrii complexe în materiale dure
- Volume mic sau mediu de producție (1–1.000 piese)
- Prototipare rapidă cu materiale de calitate industrială
- Piese care necesită o finisare excelentă a suprafeței direct din prelucrare mecanică
Alte metode pot dovedi o eficiență economică superioară atunci când:
- Volumul de producție depășește mii de piese identice (se recomandă turnarea sau injectarea)
- Geometriile interne complexe nu pot fi accesate de sculele de tăiere (se recomandă imprimarea 3D)
- Formele simple nu necesită prelucrare mecanică de precizie (se recomandă ambutisarea sau extrudarea)
Zona optimă pentru prelucrarea CNC se situează adesea în intervalul dintre prototipare și producția în volume mici. Costurile de configurare, care grevează comenzile individuale, devin neglijabile la cincizeci sau o sută de unități, în timp ce volumul rămâne sub pragul la care investițiile în echipamente specifice pentru turnare sau injectare devin rentabile.
Înțelegerea acestor dinamici de cost vă ajută să abordați partenerii de fabricație ca un cumpărător informat. Veți pune întrebări mai bine fundamentate, veți evalua ofertele mai precis și veți identifica valoarea reală, nu doar veți urmări prețul cel mai scăzut.
Alegerea partenerului potrivit de prelucrare CNC pentru proiectul dumneavoastră
Ați finalizat proiectul, ați selectat materialul și ați specificat toleranțele care echilibrează funcționalitatea cu bugetul. Acum vine o decizie care determină dacă aceste specificații planificate cu atenție se vor transforma în piese care funcționează efectiv: cine le va fabrica? Diferența dintre un strungar CNC capabil și unul necorespunzător nu este doar calitatea — este diferența dintre respectarea programului de producție și efortul de a explica întârzierile.
Găsirea partenerului potrivit necesită o analiză care depășește prețurile oferite. Conform ghidului de selecție a partenerilor al Zenith Manufacturing, obiectivul nu este doar să găsiți un furnizor care să poată fabrica piesele dvs., ci să identificați un partener strategic capabil să sporească afacerea dvs. Acest proces începe cu evaluarea sistematică a capacităților, a certificărilor și a istoricului de realizări.
Certificări de calitate importante pentru industria dumneavoastră
Certificările nu sunt doar plăci montate pe perete — ele reprezintă dovezi documentate că un producător menține sisteme riguroase de calitate.
Înțelegerea rolului unui operator CNC ajută la contextualizarea importanței certificărilor. O forță de muncă certificată demonstrează o cunoaștere uniformă de bază: toată lumea înțelege cele mai bune practici, protocoalele de siguranță și așteptările privind calitatea. Conform ghidului de certificare al American Micro Industries, procesele certificate înseamnă că metodele și echipamentele în sine sunt supuse unor standarde documentate, promovând consistența de la un lot la altul.
Iată ce trebuie să căutați, în funcție de sectorul dumneavoastră:
- ISO 9001 – Certificarea de bază a sistemului de management al calității, aplicabilă în toate industriile. Demonstrează existența unor fluxuri de lucru documentate, monitorizarea performanței și procedurile de acțiune corectivă.
- AS9100 – Se bazează pe ISO 9001, cu cerințe specifice industriei aerospațiale privind gestionarea riscurilor, documentarea și integritatea produsului. Esențial pentru orice participare în lanțul de aprovizionare aerospațial.
- ISO 13485 – Standardul definitiv pentru fabricarea dispozitivelor medicale, care acoperă controalele de proiectare, trasabilitatea și atenuarea riscurilor.
- IATF 16949 – Standardul global pentru managementul calității în domeniul automotive, care combină principiile ISO 9001 cu cerințe specifice sectorului privind îmbunătățirea continuă și prevenirea defectelor.
- Nadcap – Acreditare pentru procese speciale, cum ar fi tratamentele termice și încercările neconventionale (nondestructive testing), esențiale în aplicațiile aerospațiale și de apărare.
Pentru aplicații specifice din domeniul automotive, certificarea IATF 16949 semnalează faptul că un producător înțelege așteptările exigente ale industriei. Companii precum Shaoyi Metal Technology demonstrează acest angajament atât prin certificarea IATF 16949, cât și prin protocoale stricte de control statistic al proceselor (SPC) — asigurând astfel că fiecare componentă de precizie îndeplinește în mod constant specificațiile de calitate pentru domeniul automotive.
Dar certificarea singură nu este suficientă. Conform specialiștilor din domeniul producției, testul real constă în modul în care mentalitatea calității este profund încorporată în cultura lor. Puneți întrebări precise, cum ar fi: „Vă puteți explica procesul de gestionare a unei piese neconforme?”. Răspunsul lor dezvăluie mult mai mult despre angajamentul autentic decât orice certificat.
Evaluarea capacităților de producție și a timpurilor de livrare
O descriere tipică a postului de operator de mașină CNC include configurarea, operarea și verificarea calității — dar capacitățile partenerului dumneavoastră se extind cu mult dincolo de operatorii individuali. Trebuie să evaluați întreaga operațiune: echipamentele, expertiza și capacitatea.
Ce unelte și echipamente CNC ar trebui să căutați? Conform ghidului de evaluare al Grupului Kesu, un furnizor care dispune de o gamă diversificată de mașini bine întreținute — inclusiv strunguri CNC, centre de frezare și echipamente cu mai multe axe — este mai bine pregătit să gestioneze proiecte complexe. Centrele moderne de prelucrare CNC dotate cu schimbătoare automate de scule și cu posibilități de măsurare în timpul procesului asigură atât precizia, cât și eficiența.
La fel de important: poate partenerul dumneavoastră să crească împreună cu dumneavoastră? Nevoile de prototipare rapidă diferă în mod semnificativ de cele ale producției în serie. Configurația ideală de echipamente CNC susține ambele scenarii — livrând piese prototip într-un timp scurt, în timp ce menține capacitatea necesară pentru mii de bucăți, atunci când comenzile cresc. Unii producători, printre care și Shaoyi Metal Technology, oferă termene de livrare de doar o zi lucrătoare pentru nevoile urgente de prototipare, cu o scalare fără probleme către volumele de producție în masă pentru componente auto de precizie, inclusiv ansambluri de caroserie și bucși metalice personalizate.
Utilizați această listă de verificare atunci când evaluați potențialii parteneri de producție:
- CERTIFICĂRI – Verificați cel puțin certificarea ISO 9001; confirmați că certificatele specifice industriei (AS9100, IATF 16949, ISO 13485) corespund cerințelor dumneavoastră
- Sisteme de calitate – Căutați programe documentate de control statistic al proceselor (SPC), capacități de inspecție a primului articol și echipamente de verificare cu mașină de măsurat cu coordonate (CMM)
- Capabilități ale Echipamentului – Evaluați tipurile de mașini, configurațiile axelor și capacitatea pentru geometriile și volumele pieselor dumneavoastră
- Experiență în materiale – Confirmați experiența cu materialele specifice dumneavoastră și cu aplicații similare
- Timpul de execuție – Solicitați termenele tipice de livrare pentru prototipare comparativ cu cele pentru cantități de producție; verificați indicatorii de livrare la timp și în totalitate (OTIF)
- Răspuns rapiditate la comunicare – Evaluați durata de răspuns la ofertele comerciale, răspunsurile la întrebările tehnice și actualizările proactive privind proiectul
- Retroalimentare DFM – Partenerii de calitate oferă sugestii privind Proiectarea pentru Fabricabilitate (DFM), în loc să accepte în tăcere proiecte problematice
Conform cercetării realizate de Zenith Manufacturing, comunicarea slabă reprezintă un semnal de alarmă semnificativ. În contextul actual, aveți nevoie de parteneri care să răspundă rapid, să ofere actualizări proactive și să mențină transparența atunci când apar probleme. Un timp de răspuns la e-mailuri de 48 de ore este inacceptabil atunci când sunt implicate termenele de producție.
Concluzia? Partenerul dumneavoastră de fabricație devine o extensie a echipei dumneavoastră. Capacitățile sale, sistemele de calitate și reactivitatea au un impact direct asupra succesului produsului dumneavoastră. Investiți timp într-o evaluare amănunțită din faza inițială — este mult mai puțin costisitor decât să descoperiți lacune de capacitate după începerea producției.
Începerea proiectului dumneavoastră de prelucrare prin strunjire CNC
Ați parcurs un drum de la înțelegerea ce este un sistem CNC până la evaluarea partenerilor de producție — acum a venit momentul să puneți această cunoaștere în practică. Distanța dintre un concept din mintea dumneavoastră și un component finalizat în mână este mai scurtă decât v-ați putea imagina, cu condiția să abordați procesul în mod sistematic.
Rețineți: CNC înseamnă Control Numeric Computerizat — dar ceea ce reprezintă de fapt este capacitatea dumneavoastră de a transforma precizia digitală în realitate fizică. Fiecare decizie pe care ați învățat-o în acest ghid se leagă de un singur obiectiv: obținerea unor piese care funcționează exact așa cum au fost concepute, livrate la timp și în limitele bugetului.
Să sintetizăm acum întreaga informație într-un plan clar de acțiune.
Planul de acțiune pentru proiectul dumneavoastră CNC
Pe ce se bazează de fapt succesul prelucrării CNC? Pe o abordare meticuloasă care tratează fiecare punct critic de decizie în ordinea corectă. Urmați acești pași pentru a trece cu încredere de la concept la piese finalizate:
- Finalizați proiectul cu manufacturabilitatea în vedere – Revizuiți modelul CAD pentru caracteristicile care generează o complexitate inutilă. Eliminați, acolo unde este posibil, colțurile interne ascuțite, standardizați dimensiunile găurilor pentru a le potrivi diametrelor obișnuite ale sculelor și asigurați-vă că grosimile pereților pot rezista forțelor de așchiere. Dacă nu sunteți sigur, solicitați feedback DFM înainte de a vă angaja în specificațiile finale.
- Stabiliți cerințele privind materialul și toleranțele – Potriviți proprietățile materialelor cerințelor aplicației dumneavoastră. Are piesa nevoie de rezistență la coroziune? Luați în considerare oțelul inoxidabil sau aluminiul anodizat. Este importantă reducerea masei? Aluminiul sau plasticul tehnic ar putea fi variantele ideale. Aplicați toleranțe strânse doar acolo unde suprafețele de asamblare sau funcțiile critice o cer — specificațiile standard în rest mențin costurile la un nivel rezonabil.
- Solicitați oferte de preț de la parteneri calificați – Trimiteți-vă proiectul mai multor producători ale căror certificate corespund cerințelor industriei dumneavoastră. Furnizați documentația completă: modele 3D, desene 2D cu toleranțe, specificații privind materialele, cantitățile necesare și datele țintă de livrare. O comunicare clară din faza inițială previne neînțelegerile ulterioare.
- Examinați cu atenție feedback-ul DFM – Partenerii experimentați vor identifica problemele potențiale și vor sugera alternative. O recomandare de a modifica raza colțului interior de la 0,5 mm la 2 mm poate părea minoră — dar ar putea reduce costul piesei dumneavoastră cu 30 %, în același timp îmbunătățind integritatea structurală. Ascultați aceste sugestii cu o minte deschisă.
- Puneți în producție cu încredere – După ce ați aprobat mostrele și ați confirmat specificațiile, autorizați lansarea în producție. Mențineți comunicarea pe tot parcursul procesului, în special pentru comenzile de lansare. Stabiliți puncte de control al calității și criterii de inspecție înainte de expedierea pieselor.
Trecerea de la concept la producție
Semnificația expertizei unui operator CNC devine clară atunci când colaborați cu parteneri care vă ghidază prin fiecare etapă. Prototiparea validează proiectul dumneavoastră înainte de a trece la producția în serie. Inspectia primului articol confirmă faptul că procesele de fabricație produc piese care îndeplinesc specificațiile. Controlul statistic al proceselor menține consistența pe toate loturile de producție.
Pentru cititorii din lanțul de aprovizionare auto, trecerea de la prototip la producția de masă necesită parteneri cu anumite calificări specifice. Shaoyi Metal Technology exemplifică această capacitate — certificarea lor IATF 16949 și protocoalele stricte de control statistic al proceselor (SPC) asigură componente cu toleranțe ridicate, care îndeplinesc specificațiile de calitate auto. Cu termene de livrare de doar o zi lucrătoare pentru prototipare și o scalare fără probleme către producția de volum, oferă asamblări precise de caroserie și bucși metalice personalizate, în mod eficient.
CNC – ce înseamnă această abreviere? Control numeric computerizat – dar, mai important, reprezintă o capacitate de fabricație care leagă proiectele dumneavoastră digitale de produsele fizice. Indiferent dacă produceți zece prototipuri sau zece mii de piese de serie, această tehnologie oferă o precizie constantă pe care metodele manuale nu o pot atinge niciodată.
Concluzia finală? Acum înțelegeți tipurile de mașini, selecția materialelor, specificațiile de toleranță, opțiunile de finisare a suprafeței, factorii care influențează costurile și criteriile de evaluare a partenerilor. Această cunoaștere vă transformă dintr-un cumpărător pasiv într-un partener informat în domeniul fabricației. Folosiți-o pentru a pune întrebări mai bine fundamentate, a lua decizii mai inteligente și a livra produse care îndeplinesc exact cerințele dumneavoastră.
Următorul pas este simplu: luați-vă proiectul, aplicați principiile pe care le-ați învățat și contactați un partener calificat în domeniul fabricației, capabil să transforme viziunea dumneavoastră în realitate. Tehnologia este pregătită. Expertiza există. Componentele dumneavoastră de precizie așteaptă să fie realizate.
Întrebări frecvente despre prelucrarea CNC
1. Ce este prelucrarea prin frezare CNC?
Prelucrarea prin frezare CNC este un proces de fabricație în care un software computerizat, preprogramat, controlează mișcarea uneltelor și mașinilor dintr-o uzină. CNC este prescurtarea pentru Control Numeric Computerizat, care folosește instrucțiuni în cod G pentru a ghida sculele de tăiere cu o precizie excepțională—realizând toleranțe la fel de strânse ca ±0,001 inch. Această abordare de fabricație substractivă elimină materialul din blocuri solide pentru a crea componente finite destinate unor domenii variate, de la industria aerospațială până la dispozitive medicale.
2. Câștigă meșterii CNC mulți bani?
Operatorii CNC câștigă salarii competitive, cu salarii medii de aproximativ 27,43 USD pe oră în Statele Unite ale Americii. Veniturile variază în funcție de experiență, certificări și specializare. Operatorii cu competențe avansate în programarea pe mai multe axe, lucrul cu toleranțe strânse sau fabricația la nivel aerospațial obișnuiesc să primească tarife superioare. Unitățile certificate conform IATF 16949 sau AS9100 plătesc adesea salarii superioare operatorilor CNC calificați care mențin standardele de calitate.
3. Care sunt tipurile diferite de mașini CNC?
Cele trei tipuri principale de mașini CNC sunt frezele, strungurile și router-urile. Frezele CNC folosesc scule de tăiere rotative pe piese de prelucrat fixe pentru a obține geometrii complexe în 3D din metale dure. Strungurile CNC rotesc piesa de prelucrat în raport cu sculele fixe, fiind ideale pentru piese cilindrice, cum ar fi arborele și bucșele. Router-urile CNC prelucrează materiale mai moi și foi plane mai mari, fiind utilizate frecvent pentru semne, mobilier și carcase din plastic.
4. Cât costă prelucrarea prin frezare CNC?
Costurile de prelucrare CNC depind de selecția materialului, complexitatea piesei, cerințele de toleranță și volumul de producție. Piesele din aluminiu costă mai puțin decât cele echivalente din titan, datorită prețului mai scăzut al materialului și timpilor de ciclu mai reduși. Toleranțele strânse măresc timpul de prelucrare și costurile de inspecție. Costurile de configurare sunt distribuite pe comenzi mai mari, reducând astfel costul pe piesă. Strategii precum Proiectarea pentru Fabricabilitate, specificarea adecvată a toleranțelor și planificarea volumului de producție pot reduce semnificativ costurile totale ale proiectului.
5. Ce certificate ar trebui să cauți la un partener de prelucrare CNC?
Certificările cheie depind de domeniul dumneavoastră de activitate: ISO 9001 oferă un cadru de bază pentru managementul calității, AS9100 acoperă cerințele din domeniul aerospațial, ISO 13485 se aplică dispozitivelor medicale, iar IATF 16949 reglementează standardele de producție automotive. Parteneri precum Shaoyi Metal Technology își demonstrează angajamentul prin certificarea IATF 16949 combinată cu protocoale de control statistic al proceselor, asigurând o calitate constantă pentru componente auto de precizie, inclusiv ansambluri de caroserie.