 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tłoczenie elementów kolumny kierowniczej: przewodnik produkcyjny i materiałowy
STRESZCZENIE
Tłoczenie jest dominującym procesem produkcyjnym dla dużoseriowej produkcji elementów krytycznych pod względem bezpieczeństwa tłoczone komponenty kolumny kierowniczej , w tym uchwyty montażowe, mechanizmy regulacji nachylenia oraz tuleje zapadające. W porównaniu z tradycyjnymi metodami odlewniczymi, tłoczenie metalu z zastosowaniem stali o wysokiej wytrzymałości i niskim stopieniu stopowania (HSLA) pozwala na znaczące zmniejszenie masy i niższy koszt jednostkowy przy jednoczesnym zachowaniu rygorystycznych norm crash-testowych. Niniejszy przewodnik analizuje możliwość techniczną, strategie doboru materiałów oraz wymagania wobec dostawców (takie jak IATF 16949) niezbędne do zaprojektowania niezawodnych zespołów kierowniczych.
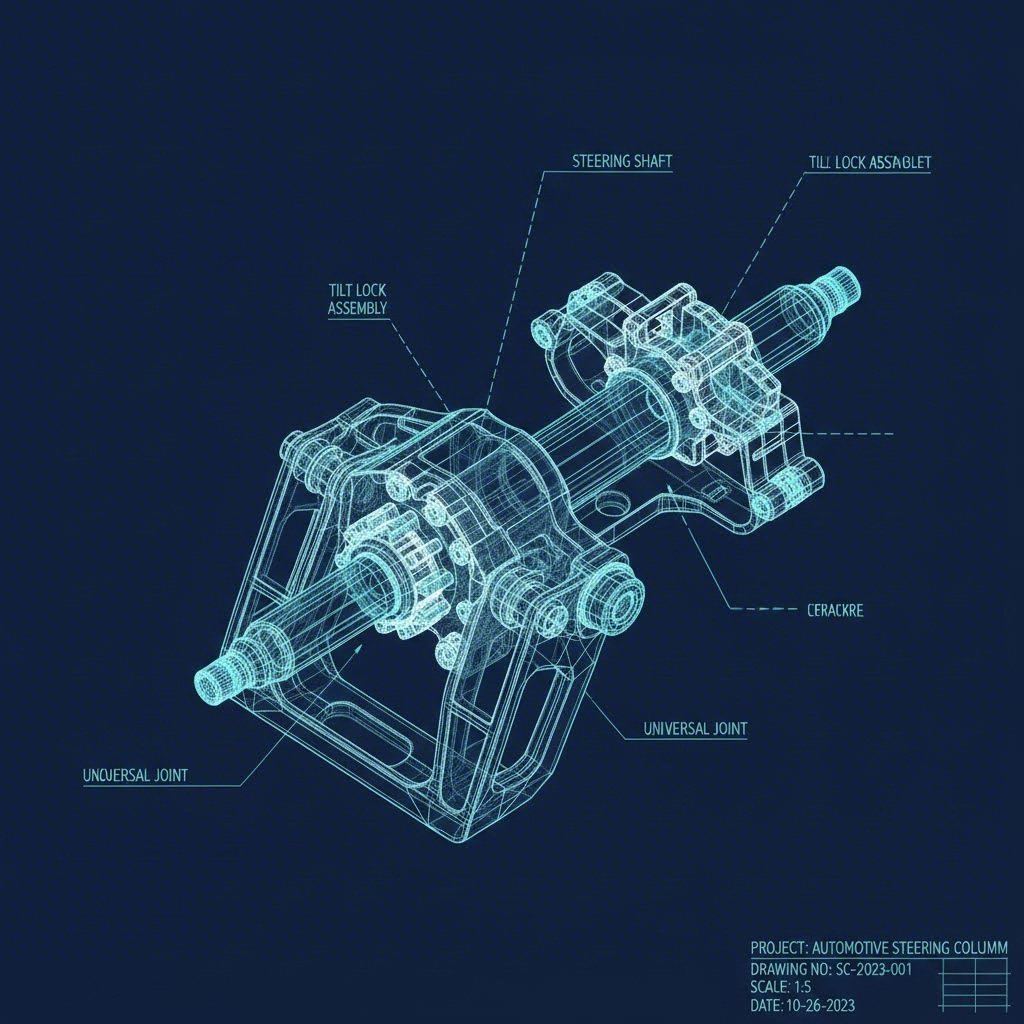
Kluczowe tłoczone komponenty w kolumnach kierowniczych
Nowoczesne kolumny kierownicze to złożone podzespoły wymagające wysokiej precyzji, aby zapewnić bezpieczeństwo i komfort kierowcy. Blacharstwo pozwala inżynierom na wytwarzanie skomplikowanych geometrii z dużą powtarzalnością. Poniższe komponenty są głównymi kandydatami do tłoczenia progresywnego i transferowego.
Uchwyty montażowe i podpory konstrukcyjne
Kolumna kierownicza musi być sztywno przymocowana do poprzeczki pojazdu lub przegrody silnika, aby zapobiec drganiom. Uchwyty montażowe ze stali blacharskiej są preferowane od odlewów aluminiowych we wielu masowych zastosowaniach ze względu na lepszy stosunek wytrzymałości do masy. Te uchwyty są zazwyczaj wykonywane ze stali HSLA, aby wytrzymać duże obciążenia statyczne i dynamiczne siły eksploatacyjne bez odkształcania się.
Mechanizmy pochylenia i teleskopowania
Ergonomia kierowcy zależy od mechanizmów regulacji nachylenia (rake) i teleskopowania (reach). Płyty blokujące oraz zęby stosowane w tych systemach są często tłoczone do kształtu bliskiego gotowemu. W tym celu często wykorzystywane jest precyzyjne tłoczenie dociskowe, umożliwiające uzyskanie czystych krawędzi ścinania niezbędnych do gładkiego zatrzaskiwania się, eliminując konieczność dodatkowych operacji obróbki skrawaniem.
Kolapsujące osłony i strefy bezpieczeństwa
W przypadku czołowego zderzenia kolumna kierownicza jest zaprojektowana tak, aby kolapsować, pochłaniając energię w celu ochrony kierowcy. Osiąga się to często poprzez zastosowanie tłoczonych i formowanych płytek pochłaniających energię lub wsporników siatkowych, które odkształcają się w kontrolowany sposób. Producenci wykorzystują specjalistyczne matryce do tworzenia określonych koncentratorów naprężeń lub fałd w metalu, zapewniając przewidywalne zgniatanie elementu pod ściśle określoną obciążeniem.
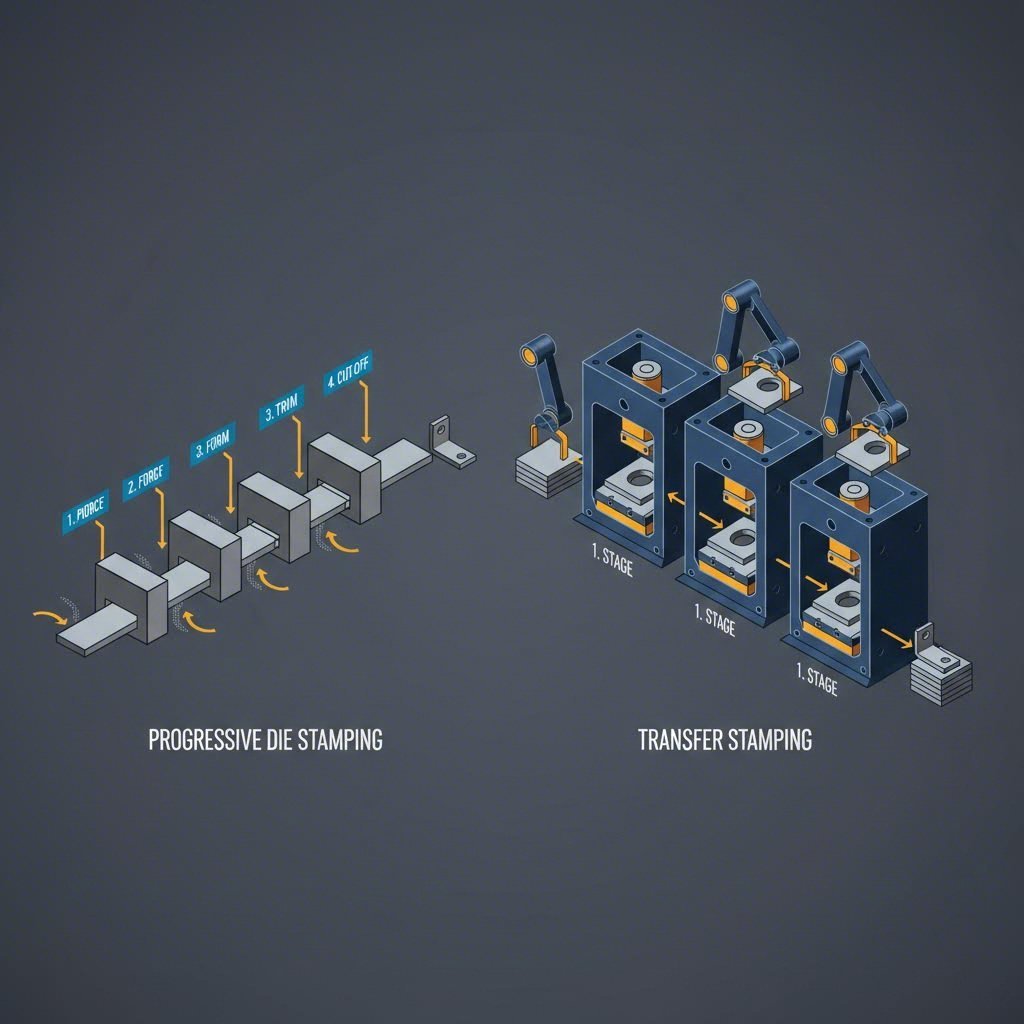
Procesy produkcyjne: tłoczenie progresywne vs. tłoczenie transferowe
Wybór odpowiedniej metody tłoczenia jest kluczowy dla uzyskania równowagi między inwestycją w narzędzia a kosztem jednostkowym. W przypadku elementów kolumny kierowniczej decyzja często sprowadza się do wyboru między tłoczeniem progresywnym a tłoczeniem transferowym.
Stamping progresywny
W przypadku mniejszych elementów o dużej liczbie sztuk, takich jak zaczepy blokujące, klipsy i mniejsze wsporniki, standardem jest tłoczenie progresywne. W tej metodzie cewka metalu jest podawana przez pojedyncze matrycę składającą się z wielu stacji. Każda stacja wykonuje określoną operację — cięcie, gięcie lub przebijanie — w miarę przesuwania się paska. Ta metoda osiąga wysoką liczbę uderzeń na minutę (SPM), znacząco skracając czas cyklu oraz cenę sztuki w programach samochodowych o dużej produkcji.
Tłoczenie transferowe dla złożonych geometrii
Większe elementy konstrukcyjne lub komponenty wymagające głębokich tłoczeń często wymagają tłoczenia przełożeniowego. W przeciwieństwie do mat progresywnych, w których części pozostają połączone z taśmy, tłoczenie przełożeniowe przemieszcza poszczególne wykroje pomiędzy stacjami za pomocą mechanicznych chwytaków. Pozwala to na bardziej złożone operacje kształtowania oraz lepsze wykorzystanie materiału, co jest kluczowe przy pracy z drogimi stalami samochodowymi.
Od prototypu do produkcji seryjnej
Wczesne sprawdzenie możliwości produkcyjnych na etapie projektowania ma zasadnicze znaczenie. Producenci OEM często wymagają od dostawców potwierdzenia możliwości realizacji produktu przez cały cykl życia. Dostawcy potrafiący pokonać lukę między szybkim prototypowaniem a produkcją seryjną oferują strategiczną przewagę. Na przykład Shaoyi Metal Technology oferta kompleksowych rozwiązań tłoczeniowych skalowalnych od wstępnych prototypów do produkcji wielkoseryjnej, wykorzystujących prasy o nośności do 600 ton, umożliwiających dostarczanie kluczowych komponentów, takich jak wahacze i podwozia, zgodnie ze standardami IATF 16949.
Wyzwania inżynieryjne i dobór materiałów
Wykrawanie krytycznych dla bezpieczeństwa elementów układu kierowniczego wiąże się z koniecznością radzenia sobie ze złożonymi zachowaniami metalurgicznymi. Inżynierowie muszą uwzględniać właściwości materiału wpływające zarówno na możliwość produkcji, jak i na końcowe działanie elementu.
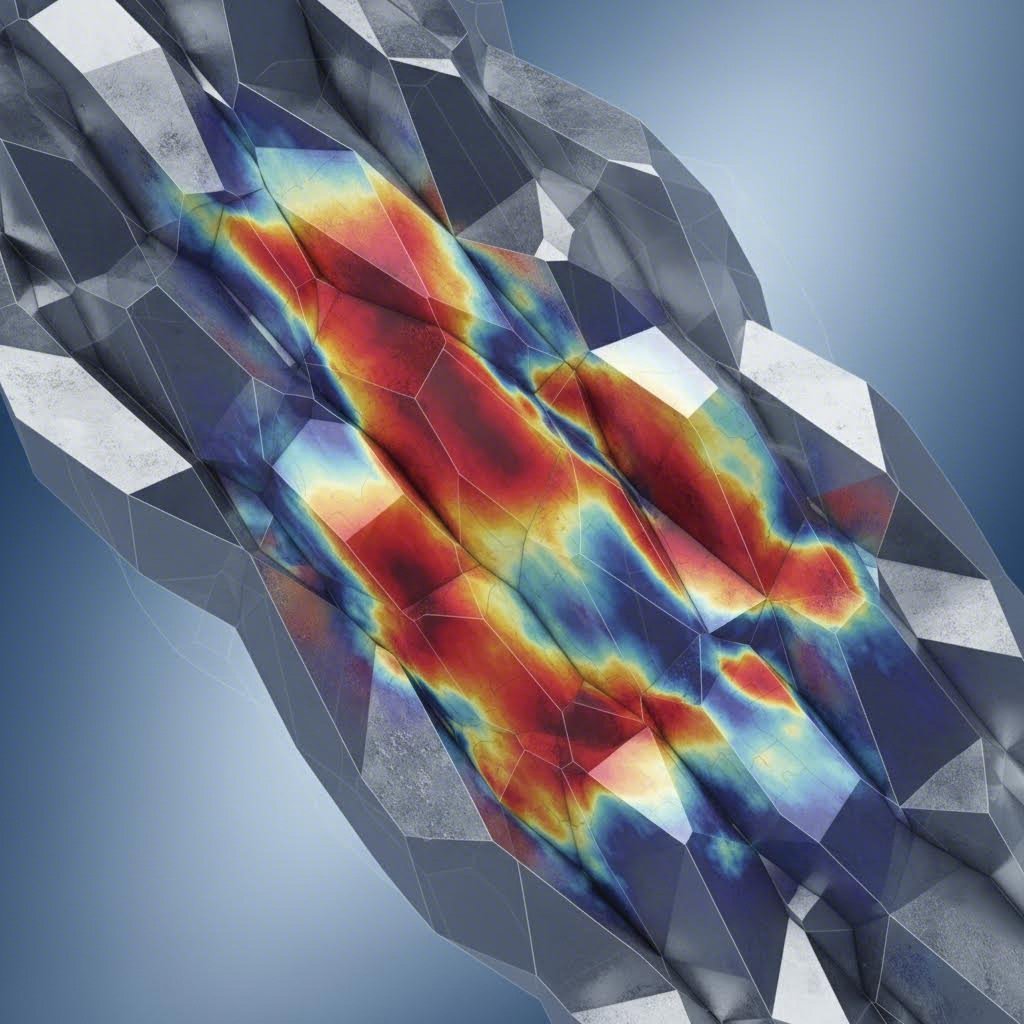
Kontrola odbicia sprężystego w stalach HSLA
W celu zmniejszenia masy pojazdu producenci coraz częściej korzystają ze stali wysokowytrzymałych niskostopowych (HSLA). Choć są one wytrzymałe, materiały te wykazują znaczne odbicie sprężyste – tendencję metalu do powracania do pierwotnego kształtu po formowaniu. Strategie kompensacyjne na etapie projektowania matryc, opracowane przy użyciu analizy metodą elementów skończonych (FEA), są niezbędne do zachowania wymaganych tolerancji, szczególnie w przypadku współpracujących ze sobą części w kolumnach teleskopowych.
Wąskie tolerancje i odporność na zderzenia
Komponenty kierownicy działają z wymogami zerowego ruchu w celu zapewnienia precyzji kierownicy. Części zestamplowane muszą mieć ściśle określone tolerancje (często w zakresie +/- 0,05 mm), aby zapobiec grzmotom lub grze. Ponadto materiał musi zachować elastyczność, aby zapobiec pękaniu podczas szybkiego deformacji w przypadku zderzenia. Wybór właściwej stali wymaga równowagi między wytrzymałością wydajności, która zapewnia trwałość, a właściwościami wydłużania, które są wymagane do absorpcji energii.
Kryteria wyboru dostawcy do pieczętowania samochodowego
Zakup zestamplowanych elementów kierownicy wymaga weryfikacji, która wykracza poza cenę. System zarządzania jakością i możliwości techniczne dostawcy mają kluczowe znaczenie.
- Certyfikat IATF 16949: Jest to niepodlegająca negocjacji baza dla dostawców samochodów, zapewniająca zgodność systemów zarządzania jakością z wymaganiami OEM.
- Właściwe narzędzia i urządzenia: Dostawcy posiadający wewnętrzne działy narzędziowe mogą szybciej reagować na zmiany inżynieryjne i skuteczniej utrzymywać obróbki, zmniejszając czas przestojów.
- Symulacja i współprojektowanie: Najlepsze dostawcy wykorzystują oprogramowanie symulacyjne do przewidywania problemów z formowaniem przed cięciem stali. Poszukaj partnerów chętnych do współprojektowania, aby zoptymalizować geometrię części do procesu pieczętowania.
- Zgromadzenie o wartości dodanej: Wiele elementów kierownicy wymaga dodatkowych czynności. Dostawcy, którzy oferują spawanie, układanie lub montaż uchwytów do rur, zapewniają bardziej kompletne rozwiązanie, zmniejszając złożoność logistyczną.
Podsumowanie wykonalności produkcji
Zmiana odlewu do pieczętowania w produkcji kolumn kierowniczych jest napędzana nieustanną dążeniem przemysłu motoryzacyjnego do redukcji masy i efektywności kosztowej. Wykorzystując zaawansowane procesy, takie jak progresywne tłoczenie i materiały takie jak stal HSLA, inżynierowie mogą projektować komponenty spełniające rygorystyczne standardy bezpieczeństwa, jednocześnie optymalizując parametry produkcji. Sukces w tej dziedzinie wymaga głębokiego zrozumienia zachowania materiału i współpracy z kompetentnymi, certyfikowanymi producentami.
Często zadawane pytania
1. Jakie są główne elementy układu kierowniczego?
Do podstawowych elementów nowoczesnego układu kierowniczego należą kierownica, kolumna kierownicza (w której znajdują się wał i mechanizmy bezpieczeństwa), układ kierowniczy (wzór i koło lub kulka rekirkulacyjna) oraz pręty, które przenoszą siłę na knute W systemach elektrycznego napędu kierowniczego (EPS) w kolumnie lub stojaku zintegrowane są również silnik elektryczny i ECU.
2. Wykorzystanie Jaki element przenosi siłę kierowniczą na koła?
Pręty wiązania to kluczowe elementy łączące, które przenoszą ruch boczny z układu kierowniczego na knute kierownicze koła. Odpowiadają za popychanie i ciągnięcie kół, aby zmienić kąt, zapewniając, że pojazd dokładnie reaguje na sygnały kierowcy.