 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wytłaczanie paneli bocznych: własnoręczna produkcja vs zakup części tłoczonych
STRESZCZENIE
Tłoczeniem paneli progowych odnosi się do przemysłowego procesu tłoczenia blach w formach prasowych na elementy strukturalne nadwozia, choć wielu entuzjastów używa tego terminu podczas wyboru między zakupem zamiennych części o jakości OEM „tłoczonych w formach” a własnoręcznym wykonywaniem. Tłoczone panele są gotowymi rozwiązaniami do spawania, które przywracają integralność strukturalną, podczas gdy panele „nakładane” to jedynie estetyczne pokrywy przyklejane lub przyspawane na obszary rdzy. W celu profesjonalnej renowacji, panele tłoczone do spawania są niezbędne. Choć nie można w domu odtworzyć prawdziwego procesu hydraulicznego tłoczenia, doświadczoni amatorzy mogą wykorzystać walcarki do zakładania fałd i giętarki blach, aby wykonać funkcjonalne, niestandardowe panele.
Czym są tłoczone panele progowe? (proces i jakość)
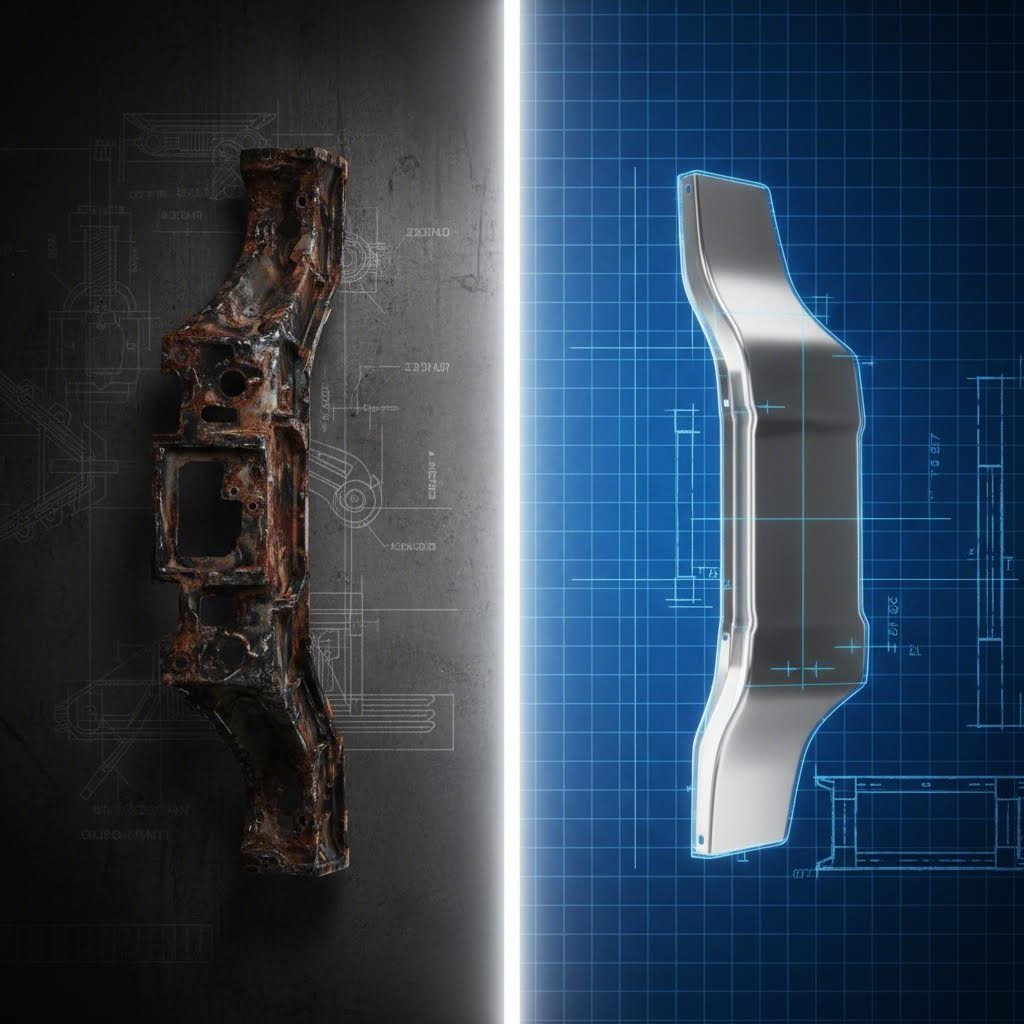
Aby zrozumieć wartość wysokiej jakości zamiennego elementu, warto poznać inżynierię stojącą za tłoczeniem paneli progowych . W przeciwieństwie do prostego giętego stali, panel "wytłaczany matrycą" powstaje przy użyciu ciężkiego przemysłowego sprzętu, który tłoczy płaski arkusz metalu pomiędzy dwiema dopasowanymi matrycami. Ten proces formuje metal w skomplikowane trójwymiarowe kształty, które dokładnie odpowiadają oryginalnym specyfikacjom fabrycznym pojazdu.
Prawdziwe tłoczenie tworzy kluczowe cechy, których nie można osiągnąć przez proste gięcie, takie jak krzywe złożone, wyraźne linie nadwozia i wcięte otwory spustowe. Ponieważ progowy panel boczny jest elementem konstrukcyjnym samochodu o budowie całoszkieletowej, dokładna grubość i kształt metalu wpływają na sztywność oraz bezpieczeństwo pojazdu podczas kolizji. Dlatego profesjonalni restauerzy niemal wyłącznie korzystają z części wytłaczanych matrycą, a nie uniwersalnych blach.
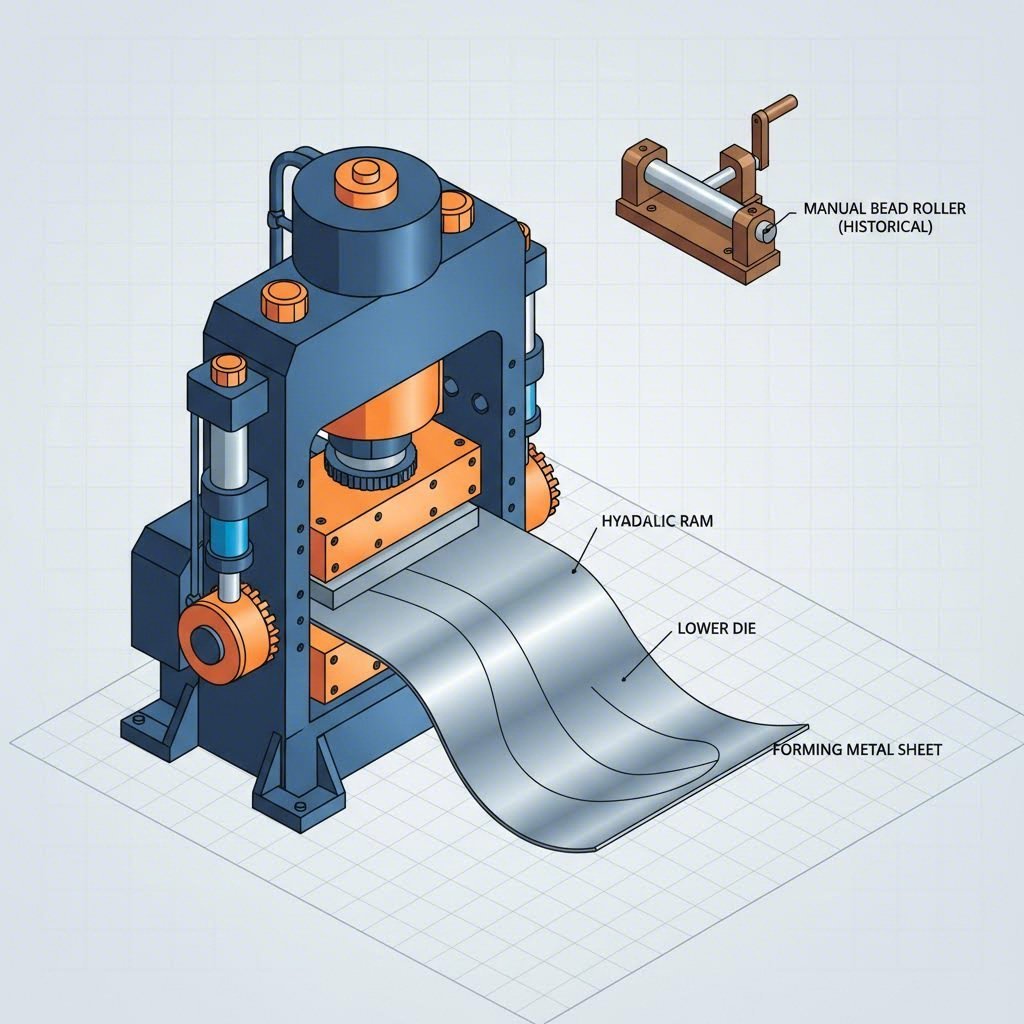
Różnica między garażem domowym a produkcją przemysłową jest ogromna. Produkcja przemysłowa wymaga precyzji i ogromnej siły. Na przykład zaawansowani producenci tacy jak Shaoyi Metal Technology wykorzystujemy prasy o sile do 600 ton, aby zapewnić, że takie komponenty jak wahacze i podwozia spełniają rygorystyczne normy IATF 16949 producentów OEM. Taka siła jest niezbędna, aby ustalić pamięć kształtu metalu, co gwarantuje idealne dopasowanie części bez konieczności stosowania nadmiernego wypełniacza lub modyfikacji podczas montażu.
Kluczowe porównanie: blachy tłoczone (spawane) vs. nakładki
Najczęstszym dylematem właścicieli pojazdów jest wybór między pełną blachą tłoczoną a tzw. nakładką. Są to dwa fundamentalnie różne produkty przeznaczone do różnych celów. Blacha tłoczona to element naprawczy konstrukcyjny, natomiast nakładka to rozwiązanie kosmetyczne.
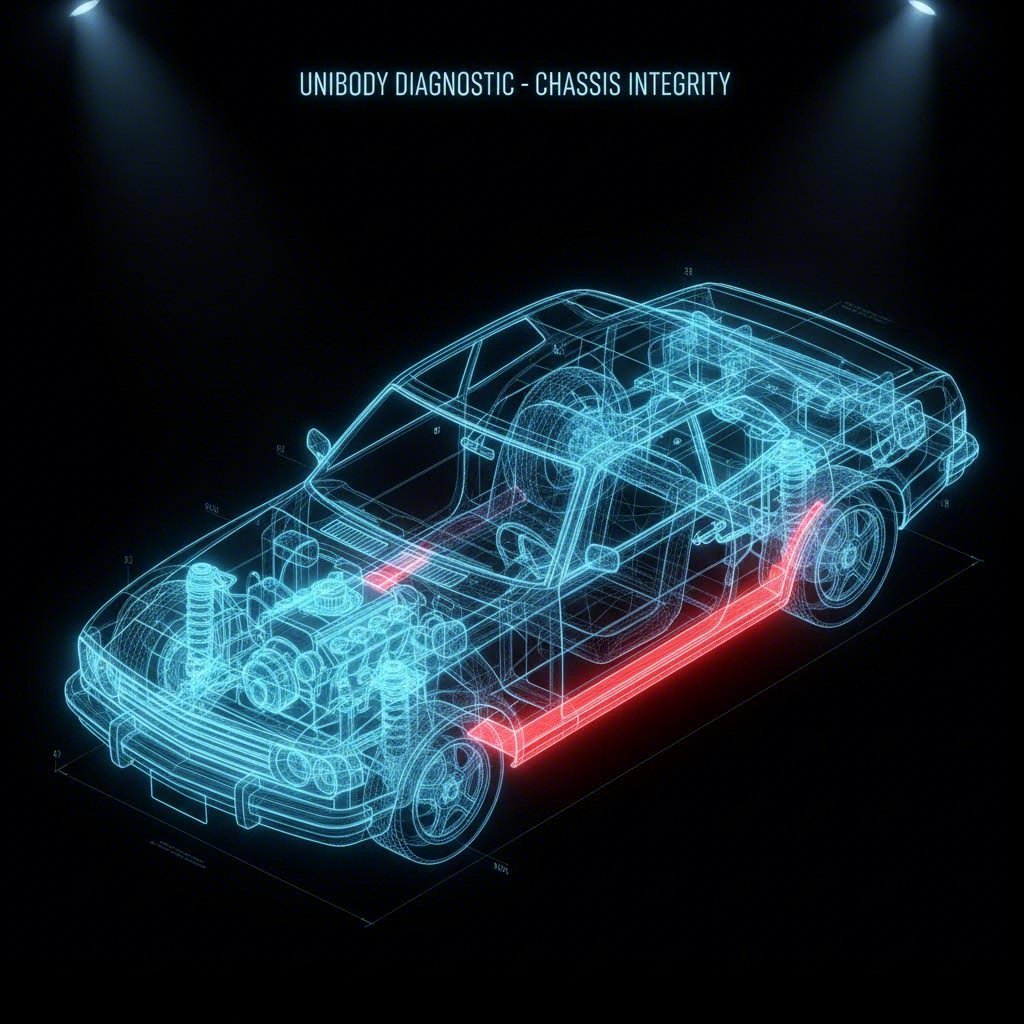
Według ekspertów od renowacji z Raybuck Auto Body Parts , spawanie pełnej płyty jest jedynym sposobem przywrócenia wytrzymałości nadwozia samochodu typu unibody. Nakładane panele, często nazywane "pokrywami na rdzę", są zazwyczaj cieńsze i przeznaczone do montażu na istniejącym metalu, najczęściej za pomocą kleju do blach lub nitów. Choć to ukrywa rdzę, nie powstrzymuje jej rozprzestrzeniania się, a słabość konstrukcyjna pozostaje.
| Cechy | Wytłaczane matrycą (do spawania) | Nakładane (pokrywy) |
|---|---|---|
| Przeznaczenie | Przywracanie struktury | Naprawa kosmetyczna |
| Metoda instalacji | Cięcie, szlifowanie, spawanie | Klej, nitowanie lub tackowanie spawane |
| Dopasowanie | Dokładne fabryczne kontury | Nieco większe, aby pasować nad stary metal |
| Koszt (tylko część) | 150–400+ USD za parę | 40–100 USD za parę |
| Nasycenie pracy | Wysoki (poważna operacja) | Niski (projekt weekendowy) |
| Długowieczność | Trwały (dziesięciolecia) | Tymczasowy (rdza często powraca spod spodu) |
Samodzielne „stampingowanie”: formowanie i wyroby blacharskie alternatywnie
Część społeczności motoryzacyjnej poszukuje frazy „stamping rocker panels”, mając zamiar wykonać te elementy samodzielnie. Ważne jest, by wyjaśnić, że nie można „wykonać stampingowania” metalu w garażu domowym bez przemysłowych stempli. Można jednak produkuj lub formularz wykonywać panele progowe przy użyciu narzędzi blacharskich.
Wykonanie panelu bocznego od podstaw jest realną opcją dla rzadkich pojazdów, dla których brak akcesoriów rynku wtórnego. Proces ten polega na ręcznym formowaniu płaskiej blachy (zwykle stal 18 lub 20 gauge) tak, aby powtarzała oryginalny kształt fabryczny. Jak pokazano w klasyczne przewodniki poświęcone restauromacji , wymaga to specjalistycznego sprzętu:
- Giętarka blach: Służy do wykonywania długich, prostych gięć dla górnych i dolnych płaskowników.
- Walcownica fałd: Niezbędna do nadawania wytrzymałości oraz odtwarzania estetycznych linii karoserii lub żeber wzmocniających.
- Urządzenie do skracania/wydłużania krawędzi Służy do wyginania blachy tak, aby odpowiadała profilowi progów wzdłuż długości pojazdu.
- Formy i młotki: Formy drewniane (formy) można wykonać, aby kłaść metal wokół nich przy skomplikowanych krzywiznach.
Chociaż samodzielna produkcja zapewnia satysfakcję, to brakuje jej precyzji przemysłowego tłoczenia. Ręcznie formowane panele często wymagają większej ilości szpachli, by wyrównać niedoskonałości. Jeśli istnieje tłoczony element dla Twojego pojazdu, zakup go jest niemal zawsze bardziej opłacalny niż liczba godzin potrzebnych na ręczne wykonanie identycznego od podstaw.
Przegląd instalacji: Jakie blachy wymagane są do tłoczenia
Wybór blachy tłoczonej oznacza podjęcie się znaczącego zadania naprawczego. Nie jest to ulepszenie typu plug-and-play; to interwencja konstrukcyjna. Proces ten zazwyczaj obejmuje demontaż drzwi, a czasem także wzmocnienie otworu drzwiowego, aby zapobiec osiadaniu nadwozia po usunięciu starego progówka — który pełni funkcję nośną.
Proces instalacji przebiega zazwyczaj według następujących kroków:
- Przygotowanie: Pojazd musi zostać wycentrowany na podnośnikach. Przed rozpoczęciem cięcia należy zmierzyć i odnotować szczeliny drzwiowe.
- Usunięcie: Aby usunąć fabryczne spawy punktowe, należy użyć wiertła do spawów punktowych. Do wycięcia zardzewiałych fragmentów stosuje się szlifierkę kątową z tarczą tnącą.
- Sprzątanie: Wewnętrzny próg znajdujący się pod spodem musi zostać oczyszczony z rdzy i pokryty gruntem przewarzalnym.
- Dopasowanie: Nowa blacha tłoczona jest dociskana zaciskami. Jest to kluczowy etap, podczas którego drzwi są tymczasowo zakładane, aby upewnić się, że otwierają się i zamykają poprawnie, bez ocierania.
- Włókno: Po dopasowaniu panel jest spawany metodą MIG. Aby zapobiec odkształceniom cienkiego blachy, spawanie należy wykonywać krótkimi seriami, przemieszczając się wokół panelu, aby równomiernie rozprowadzić ciepło.
Dla osób zajmujących się zardzewiałymi ciężarówkami dyskusje społecznościowe często podkreślają, że choć wiercenie nitów punktowych jest uciążliwe, lepiej chroni otaczający metal niż agresywne cięcie, co znacznie ułatwia instalację nowego tłoczonego elementu.
Werydykt: Naprawa czy wymiana?
Decyzja dotycząca użycia tłoczeniem paneli progowych (wykonanie ręczne) lub zakupienie części tłoczonych zależy ostatecznie od wartości pojazdu i Twoich zamierzeń. Dla ukochanego projektu renowacyjnego lub samochodu, który chcesz mieć bezpieczny na drodze, inwestycja w tłoczone panele do spawania jest jedynym odpowiedzialnym wyborem. Przywracają one komorę bezpieczeństwa pojazdu i chronią wartość Twojej pracy. Nakładane pokrywy mają swoje zastosowanie w przypadku ciężarówek rolniczych lub tanich aut, gdzie wygląd jest ważniejszy niż trwałość, ale nigdy nie powinny być mylone z prawdziwą naprawą.
Często zadawane pytania
1. Czy paneliki przesuwne do rockera należy spawać?
Technicznie nie. Paneliki przesuwne można mocować za pomocą nitów lub wysokowytrzymałych klejów strukturalnych. Jednak spawanie jest możliwe i zapewnia silniejsze połączenie. Należy pamiętać, że nawet jeśli są spawane, panel przesuwny na zardzewiałej strukturze nie przywraca oryginalnego poziomu bezpieczeństwa podczas kolizji.
2. Czy warto naprawiać zardzewiałe rockery?
Tak, jeśli pojazd ma wartość lub jest użytkowany na drogach publicznych. Rockery są integralną częścią konstrukcji jednokadłubowej. Pozostawienie ich w stanie zgnilca kompromituje sztywność kabiny. Zgodnie z szacunkami kosztów branżowych , choć profesjonalna wymiana może kosztować powyżej 4000 USD, zachowanie integralności konstrukcji i wartości rezydualnej sprawia, że jest to uzasadnione dla pożądanych modeli.
3. Z jakiej grubości blachy są wykrawane paneliki rockera?
Większość rockera paneli tłoczonych o jakości OEM wykonuje się ze stali o grubości od 18 do 20 kalibra. Ta grubość zapewnia odpowiednią równowagę między sztywnością konstrukcyjną a łatwością obróbki. Ciężarówki użytkowe mogą wykorzystywać stal o większej grubości, podczas gdy niektóre samochody ekonomiczne stosują cieńszy materiał. Zawsze sprawdź, czy wymieniana część odpowiada kalibrom stosowanym przez producenta.