 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tłoczenie obudów czujników: Przewodnik po precyzyjnym tłoczeniu głębokowyciskowym
STRESZCZENIE
Wykrawanie metalowych obudów czujników to proces wytwarzania o wysokiej precyzji, wykorzystujący głównie technikę głębokiego tłoczenia, służący do tworzenia szczelnych, trwałe ochronnych obudów dla wrażliwych komponentów elektronicznych. W przeciwieństwie do obróbki skrawaniem lub formowania plastiku, ta metoda oferuje lepsze ekranowanie przed zakłóceniami elektromagnetycznymi (EMI), odporność na wstrząsy oraz opłacalną skalowalność w produkcji seryjnej. Inżynierowie i menedżerowie zaopatrzenia preferują metalowe obudowy tłoczone metodą głębokiego tłoczenia ze względu na ich zdolność do zachowania ścisłych tolerancji (często w granicach ±0,001") przy jednoczesnym zapewnieniu szczelności w trudnych warunkach środowiskowych występujących w przemyśle motoryzacyjnym, medycznym i przemyśle przemysłowym.
Głębokie tłoczenie: standard branżowy dla obudów czujników
Dla cylindrycznych lub prostopadłościennych obudów czujników, tłoczenie głębokie stało się dominującą metodą wytwarzania, przewyższającą tradycyjne obrabianie pod względem efektywności i integralności strukturalnej. Proces ten polega na promieniowym wyciąganiu zagotka metalu do formy przez mechaniczne działanie tłoka. Termin „głębokie” wyciąganie jest zazwyczaj stosowany, gdy głębokość wyciągniętej części przekracza jej średnicę.
Główną zaletą inżynieryjną głębokiego wyciągania jest tworzenie bezszwowej, jednoczęściowej komponentu. W przeciwieństwie do spawanych rur lub wieloczęściowych zespołów, obudowa wykonana metodą wyciągania nie posiada szwów, które mogłyby stanowić potencjalne drogi wycieku wilgoci lub gazu. Jest to krytyczne dla czujników pracujących w warunkach pod ciśnieniem lub zanurzonych w wodzie. Standard Die stwierdza, że tłoczenie głębokie jest idealne dla produkcji seryjnej, ponieważ znacząco redukuje odpady materiału i eliminuje dodatkowe etapy montażu, co prowadzi do niższego kosztu jednostkowego w porównaniu z toczeniem lub obróbką CNC.
Mechanicznie proces ten tworzy twardnia materiał, często zwiększając sztywność strukturalną końcowej części. Pozwala to producentom na używanie materiałów o mniejszej średnicy bez utraty trwałości, optymalizując stosunek masy do wytrzymałości - kluczowy element w zastosowaniach czujników w przestrzeni kosmicznej i motoryzacji.
Wybór materiału: równowaga między ochroną a formowalnością
Wybór właściwego stopu jest pierwszym krokiem do zapewnienia wydajności czujnika. Materiał musi zrównoważyć możliwość formowania się (aby przetrwać proces głębokiego wyciągania bez rozdzierania) z właściwościami ochrony środowiska.
Stal nierdzewna (304 vs. 316L)
Najczęstszym materiałem do obudowy czujników jest stal nierdzewna ze względu na jej wysoką twardość i odporność na deformacje. CNstamping podkreśla odporność stali nierdzewnej na korozję w przypadku metali nieżelaznych, które są w stanie utrzymać się w stanie stabilnym, można uznać, że są one najważniejsze, chociaż zauważają, że ich rozpraszanie ciepła jest niższe w porównaniu z metalami nieżelaznymi. Stopień 304 jest standardem przemysłowym dla ogólnego zastosowania przemysłowego, oferując doskonałą formowalność. W zastosowaniach morskich lub medycznych preferowana jest klasa 316L ze względu na jej wyższą odporność na chlorydy i odłamki, zapewniając, że obudowa nie ulega degradacji w środowiskach słonych.
Opcje nieżelazne: aluminium i miedź
W przypadku zastosowań wymagających rozpraszania ciepła lub specyficznych właściwości magnetycznych, metali innych niż żelazne są stosowane:
- Aluminium: Oferuje doskonałą przewodność cieplną i jest lekki, co czyni go odpowiednim dla czujników lotniczych. Jednakże wymaga ostrożnego anodowania w celu zapewnienia odporności na korozję.
- Miedź i mosiądz: Często wybierane ze względu na przewodność elektryczną i naturalne właściwości ochronne EMI, chociaż mogą wymagać pokrycia (niklu lub złota) w celu zapobiegania utlenianiu.
| Materiał | Odporność na korozję | Wykształcalność | Ochrona przed EMI | Typowe zastosowanie |
|---|---|---|---|---|
| Pozostałe stali nierdzewnej | Wysoki | Doskonały | Umiarkowany | Czujniki przemysłowe ogólne |
| Stal nierdzewna 316L | Bardzo wysoki | Dobre | Umiarkowany | Sondu medyczne/morskie |
| Aluminium | Umiarkowany (wymaga powłoki) | Bardzo dobrze. | Dobre | Kosmiczne/Lekrowa waga |
| Miedź/mosiądz | Niski poziom (potrzeba pokrycia) | Doskonały | Doskonały | Wymogi dotyczące bezpieczeństwa |
Dlaczego metal? Sprawa przeciwko plastikowym obudowom
Chociaż formowanie wtryskowe z tworzyw sztucznych jest tanie, często nie spełnia rygorystycznych wymagań krytycznych zastosowań czujników. Wybór między metaliem a tworzywem sztucznym często sprowadza się do trzech czynników: osłony, odporności na wstrząsy i stabilności termicznej.
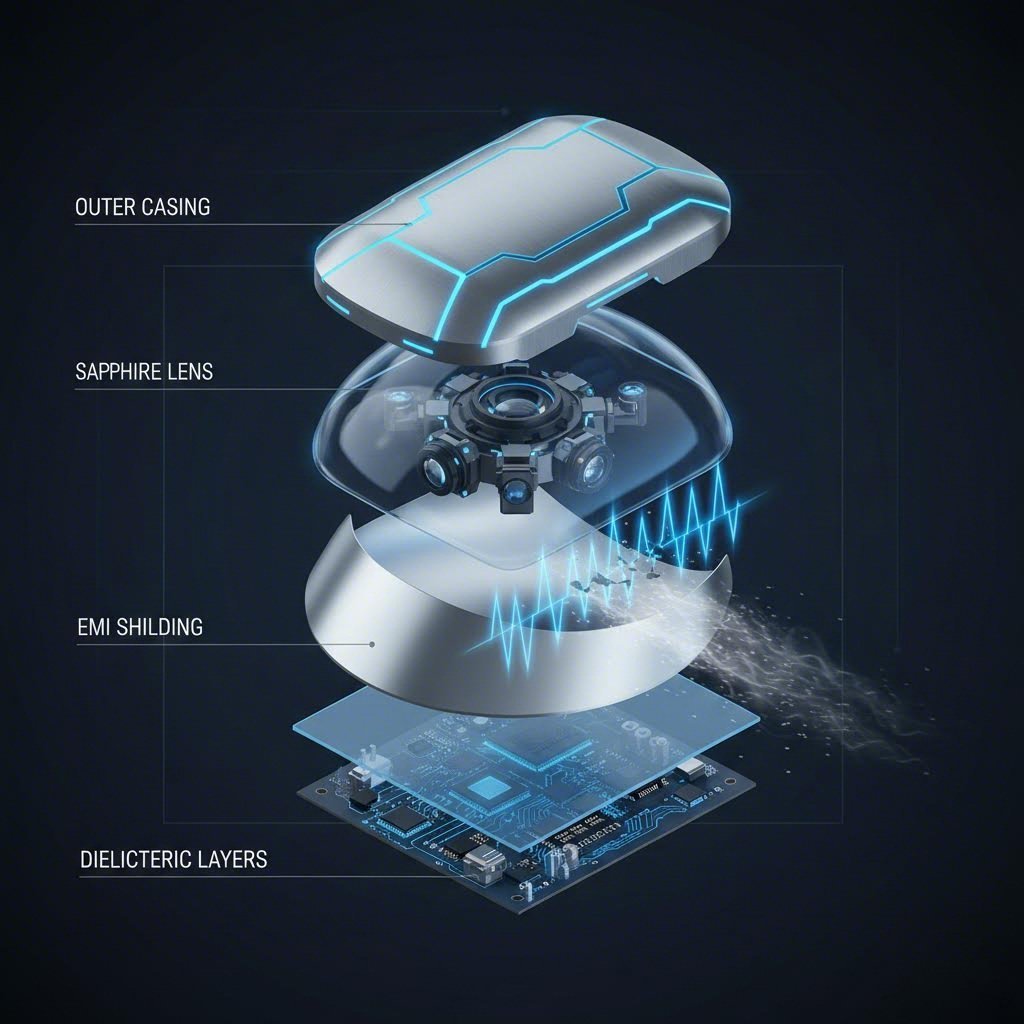
Ograniczanie interferencji elektromagnetycznych (EMI): Czujniki elektroniczne są coraz częściej stosowane w "hałasowych" środowiskach pełnych sygnałów bezprzewodowych i prądu elektrycznego. Henli podkreśla, że metalowe obudowy naturalnie działają jak klatka Faraday'a, chroniąc wewnętrzne elementy przed interferencjami elektromagnetycznymi zewnętrznymi, które mogą zniekształcić odczyty danych. Do osiągnięcia podobnych wyników obudowy z tworzyw sztucznych wymagają drogich przewodzących powłok.
Trwałość fizyczna: Metalowe obudowy oferują wyższą odporność na wstrząsy. W zastosowaniach motoryzacyjnych pod maszyny lub maszyn przemysłowych czujniki są narażone na stałe drgania i potencjalne uderzenia od śmieci. W przypadku metalowej obudowy z pieczęcią utrzymuje się jej integralność strukturalną i dokładność wymiarową w warunkach takich sił, podczas gdy tworzywa sztuczne mogą się z czasem pękać, zniekształcać lub stać się kruche, zwłaszcza w przypadku narażenia na promieniowanie UV
Krytyczne wytyczne projektowe dotyczące możliwości produkcji
Aby zwiększyć korzyści z pieczętowania metalu, inżynierowie muszą zaprojektować z myślą o procesie produkcji (Design for Manufacturability, czyli DFM). Przestrzeganie tych zasad zapobiega wystąpieniu błędów, takich jak zmarszczki lub rozdarcia podczas losowania.
- Promienie narożników: Unikaj ostrych narożników. Poziom promieniowania na dnie kubka i brzytki powinien być co najmniej 4-8 razy większy niż grubość materiału. Duże promienie zmniejszają stężenie naprężenia i pozwalają płynnie przepływać metalowi.
- Jednorodność grubości ściany: Głębokie rysowanie naturalnie powoduje, że ściany się trochę rozrzedzą. W projektach należy uwzględnić tę różnicę, co zazwyczaj pozwala na zmniejszenie grubości o 10-15% w krytycznych punktach rozciągania.
- Kąty wysunięcia: Chociaż nie jest to ściśle wymagane dla wszystkich części zestamplowanych, włączenie lekkiego kąta biegu może ułatwić łatwiejsze wyrzucenie części z matricy, wydłużając żywotność narzędzia i zmniejszając znaki.
- Operacje wtórne: Jak wspomniano przez Wstępna część , złożone obudowy czujników często wymagają wtórnej wykończenia. Może to obejmować pasywację w celu usunięcia żelaza powierzchniowego ze stali nierdzewnej lub pokrycie metalami szlachetnymi w celu zwiększenia łatwości spawania i odporności na kontakt.
Zapewnienie jakości i skalowalność dużych ilości
Rynek czujników powodujący autonomiczną jazdę i IoT wymaga produkcji bez wad. Dokładność nie jest negocjowana; obudowy często wymagają tolerancji tak ciasnych jak ± 0,001 cali, aby zapewnić doskonałe dopasowanie z złączami i uszczelnieniami.
Aby osiągnąć tę spójność w skali, wymagane są zaawansowane narzędzia i rygorystyczna kontrola jakości. Producenci wykorzystują systemy wykrywania w ścianach i systemy kontroli optycznej do weryfikacji wymiarów w czasie rzeczywistym. W przypadku sektorów krytycznych, takich jak przemysł motoryzacyjny, dostawcy muszą często przestrzegać norm IATF 16949 regulujących zarządzanie jakością w łańcuchu dostaw motoryzacyjnych.
Dla producentów, którzy chcą zlikwidować lukę między prototypowaniem a produkcją masową, partnerstwo z kompetentnym dostawcą jest niezbędne. Kompleksowe rozwiązania tłoczenia firmy Shaoyi Metal Technology w tym celu należy wprowadzić w życie przepisy dotyczące bezpieczeństwa, które mają zastosowanie do wszystkich części samochodowych, w tym do części elektrycznych, które są przeznaczone do produkcji samochodów o dużej wydajności.
W końcu, niezawodność czujnika jest tak dobra jak jego obudowa. Dzięki zastosowaniu głębokiego stemplowania metalowego inżynierowie zapewniają, że ich urządzenia są chronione przez solidny, bezszwowy i osłonięty obudowę, która jest w stanie wytrzymać najgorsze warunki pracy.
Często zadawane pytania
1. Własny. Jaka jest zaleta głębokiego stemplowania nad obróbką w obudowach czujników?
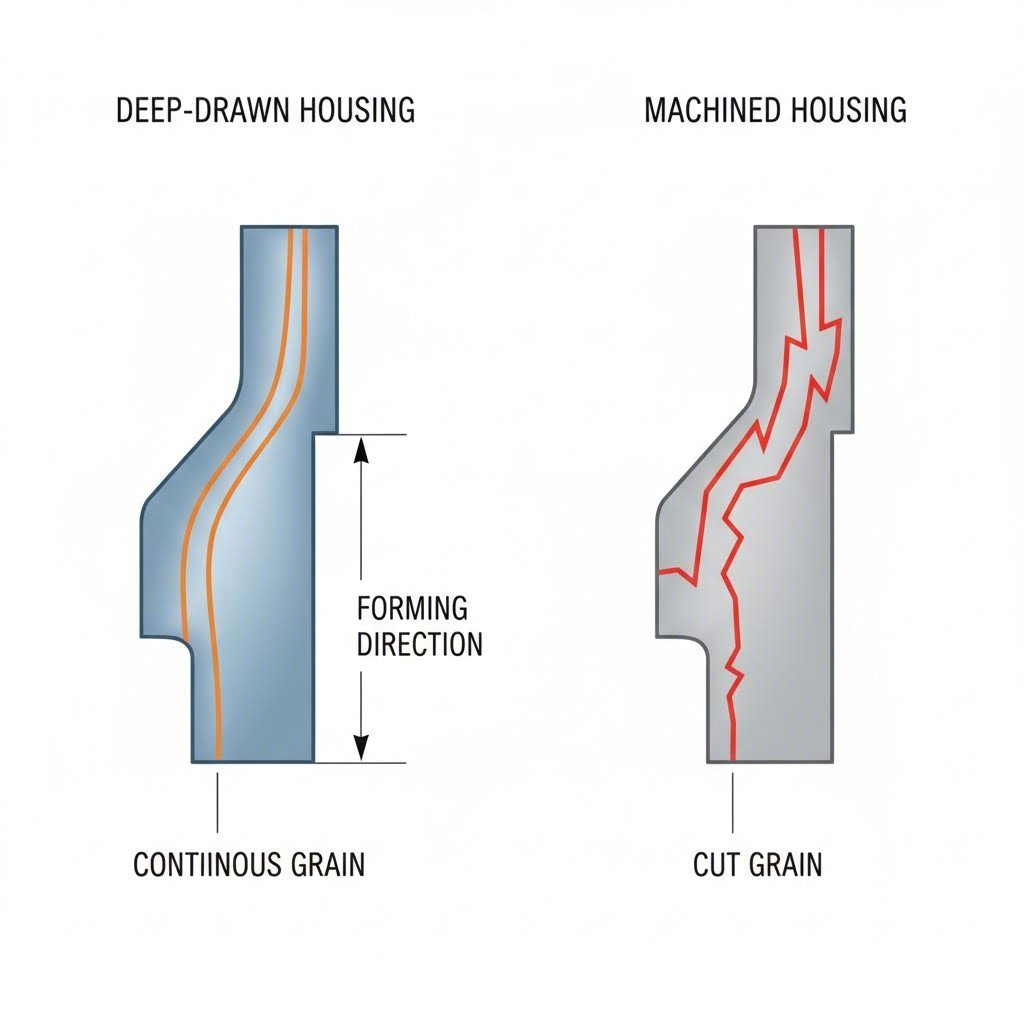
Głębokie stemplowanie jest znacznie bardziej opłacalne w przypadku produkcji wielkogabarytowej, ponieważ generuje minimalne odpady materiałowe w porównaniu do obróbki maszynowej, która odcina materiał z blokowego bloku. Ponadto głębokie rysowanie tworzy bezszwową część o ciągłej strukturze ziarennej, zapewniającą wyższą wytrzymałość i eliminującą potencjalne ścieżki wycieków związane z spawanymi lub zmontowanymi obudowami.
2. Wykorzystanie Czy zestawy czujników z pieczęcią można dostosować do potrzeb z pokryciem?
Tak, często zwalczane obudowy metalowe są pokrywane płytą, aby zwiększyć wydajność. Do najczęstszych metod obróbki należą: pokrywka niklowa w celu zapewnienia odporności na korozję, złota w celu zapewnienia przewodności elektrycznej oraz srebrna w celu zapewnienia łatwości spawania. Te metali podstawowych, takie jak miedź lub mosiądz, mogą skutecznie działać w agresywnych chemicznie lub wrażliwych na działanie prądu środowiskach.
3. Wykorzystanie Jaki metal jest najlepszy do podwodnych obudow czujników?
W przypadku urządzeń do pomiaru temperatury, które są w stanie wykonywać pomiary, należy zastosować następujące metody: Zawiera molibden, który zapewnia wyjątkową odporność na korozję doładowaną i rozszczepioną spowodowaną przez środowiska chlorurowe (woda słona), zapewniając długotrwałą integralność uszczelnienia hermetycznego.