 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Cięcie laserowe a tłoczenie dla prototypów samochodowych
STRESZCZENIE
W przypadku prototypów samochodowych cięcie laserowe jest lepszym wyborem na etapie wczesnego rozwoju ze względu na szybkość, elastyczność i brak początkowych kosztów narzędzi, co czyni je idealnym rozwiązaniem dla złożonych lub iteracyjnych projektów. Z drugiej strony, tłoczenie jest bardziej strategiczną i opłacalną opcją dla prototypów o ostatecznie opracowanych konstrukcjach przeznaczonych do produkcji seryjnej, ponieważ koszt jednostkowy znacząco spada przy większej skali produkcji, uzasadniając początkowe inwestycje w fizyczne matryce.
Zrozumienie podstawowych technologii: cięcie laserowe a tłoczenie
Aby podjąć świadomą decyzję pomiędzy cięciem laserowym a tłoczeniem w przypadku prototypów samochodowych, konieczne jest zrozumienie ich podstawowych mechanizmów działania. Obie metody oparte są na zupełnie innych zasadach — jedna wykorzystuje energię cieplną, a druga siłę mechaniczną. Ta podstawowa różnica determinuje ich odpowiednie zalety, wady oraz najbardziej odpowiednie zastosowania w cyklu produkcji.
Cięcie laserowe to proces termiczny, który wykorzystuje silnie skoncentrowaną, kontrolowaną komputerowo wiązkę światła do stapiania, spalania lub odparowywania materiału z ekstremalną precyzją. Ponieważ proces opiera się na pliku projektu cyfrowego, żadne fizyczne narzędzie nie styka się z materiałem. Ta cecha „beznarzędziowa” pozwala na tworzenie niesamowicie skomplikowanych i złożonych kształtów bez konieczności wykonywania specjalnych matryc. Różne typy laserów, takie jak lasery CO₂ i włóknowe, są optymalizowane pod kątem różnych materiałów – od tworzyw sztucznych i tkanin stosowanych w wnętrzach samochodowych po blachę stosowaną w panelach karoserii.
Z drugiej strony, tłoczenie jest procesem cięcia mechanicznego, podobnie jak używanie przemysłowego wykrojnika do ciastek. Specjalnie wykonany stemple z ostrza stalowego, który jest ostrym narzędziem uformowanym w określony kształt, wciska się w materiał, aby wycisnąć żądaną część. Tę metodę można wykonywać na prasie stołowej, która nadaje się szczególnie do grubszych materiałów i mniejszych partii, lub na prasie rotacyjnej, gdzie stemple ma kształt walca, umożliwiając szybkie, ciągłe cięcie materiałów z rolki. Tłoczenie zapewnia czyste i spójne cięcie oraz charakteryzuje się wysoką efektywnością przy produkcji dużej liczby identycznych elementów.
Kluczowe czynniki decyzyjne dla prototypów samochodowych: porównanie jeden na jeden
Wybór odpowiedniej metody cięcia dla prototypu samochodowego zależy od starannego przeanalizowania kilku kluczowych czynników. Optymalny proces zależy od konkretnych wymagań projektu dotyczących precyzji, szybkości, kosztów, materiału oraz elastyczności projektowania. Bezpośrednie porównanie ujawnia wyraźne zalety każdej metody na różnych etapach cyklu rozwoju.
Precyzja i jakość krawędzi
Cięcie laserowe oferuje wyjątkową precyzję, umożliwiając uzyskanie tolerancji nawet do 0,1 mm. Jego bezkontaktowy charakter idealnie nadaje się do skomplikowanych wzorów i delikatnych materiałów. Jednak jako proces cieplny powoduje strefę wpływu ciepła (HAZ), co może prowadzić do nieznacznej dyskoloracji lub stopienia wzdłuż krawędzi cięcia – skutku ubocznego tego procesu termicznego. Dla większości prototypów samochodowych jest to zaniedbywalne, jednak należy brać to pod uwagę przy określonych wrażliwych na ciepło polimerach czy piankach. Cięcie matrycowe, jako proces mechaniczny, unika odkształceń termicznych i zapewnia konsekwentnie czystą, nożowo obciętą krawędź, choć może nie dorównać laserowi w tworzeniu bardzo drobnych detali.
Analiza szybkości, czasu realizacji i kosztów
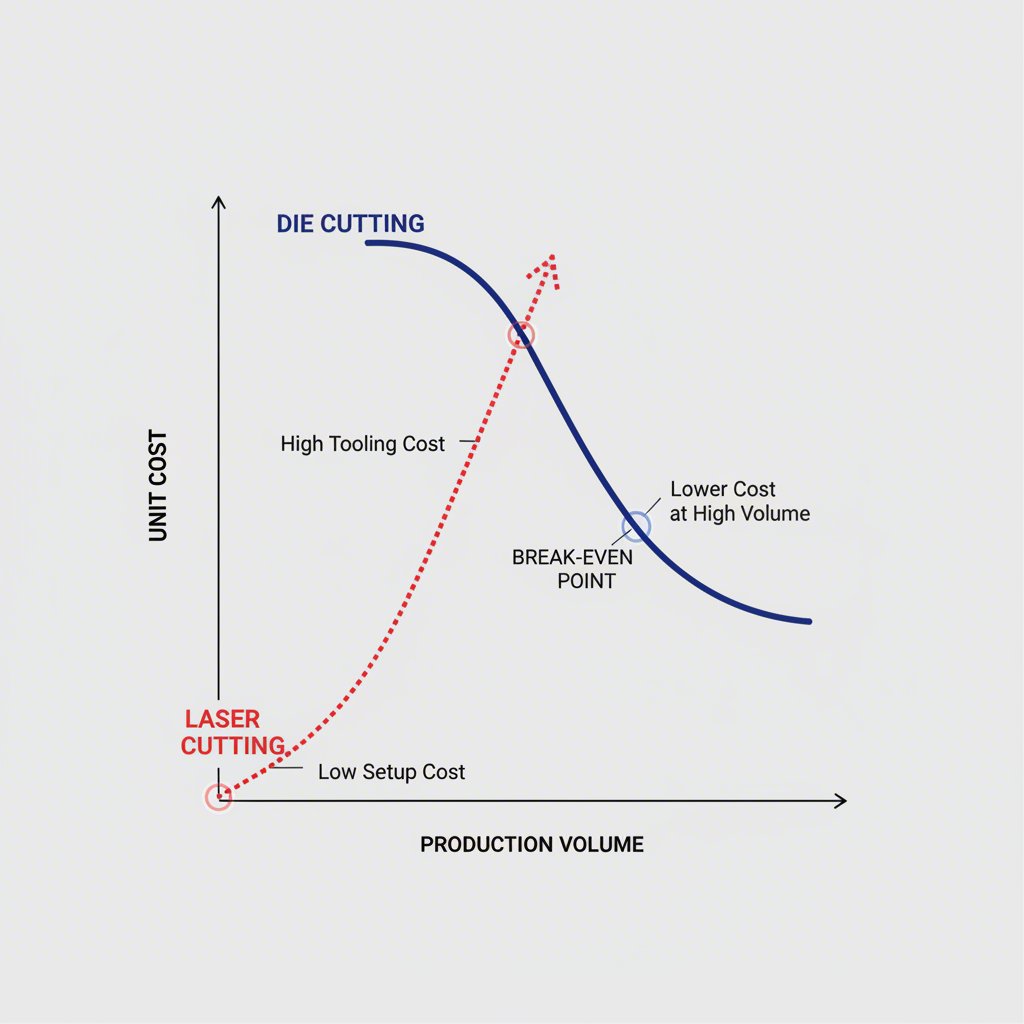
Dla jednorazowych prototypów lub małych partii laserowe cięcie jest znacznie szybsze. Ponieważ działa na podstawie pliku cyfrowego, przygotowanie trwa niemal natychmiast, umożliwiając szybkie iteracje bez opóźnień związanych z wykonywaniem narzędzi. Cięcie matrycowe wymaga wykonania fizycznej matrycy, co może potrwać dni lub tygodnie i wiąże się ze znacznym kosztem wstępnym. Jednak ta zależność diametralnie się zmienia wraz ze wzrostem wielkości produkcji. Cięcie matrycowe jest znacznie lepsze dla produkcji masowej, a prasy rotacyjne są w stanie produkować tysiące elementów na godzinę. Szczegółowa analiza punktu rentowności pokazuje że cięcie matrycowe staje się bardziej opłacalne po przekroczeniu pewnej wielkości produkcji (np. około 9 000 sztuk w jednym przypadku badawczym), ponieważ początkowy koszt narzędzia ulega rozłożeniu.
Zgodność materiałów i elastyczność projektowania
Cięcie laserowe jest niezwykle wszechstronne i pozwala na przetwarzanie szerokiego zakresu materiałów samochodowych, w tym metali, tworzyw sztucznych takich jak ABS i poliwęglan, tkanin oraz skóry stosowanej w wnętrzach. Jego główną zaletą jest nieograniczona elastyczność projektowania — zmiana projektu to prosta sprawa przesłania nowego pliku cyfrowego. Dzięki temu jest najlepszym wyborem dla prototypów, które będą często modyfikowane. Cięcie matrycowe również nadaje się do wielu materiałów, ale najlepiej sprawdza się przy cienkich, niemetalicznych podłożach. Jego głównym ograniczeniem jest niska elastyczność — po wykonaniu matrycy projekt jest trwale ustalony. Każda zmiana wymaga nowej, kosztownej matrycy.
Poniższa tabela podsumowuje kluczowe różnice w zastosowaniach prototypowania samochodowego:
| Czynnik | Cięcie laserowe | Cięcie formami |
|---|---|---|
| Najlepsze zastosowanie | Prototypowanie, serie małe, projekty złożone | Produkcja dużoseryjna, ostateczne projekty |
| Koszt początkowy | Niski (nie wymaga oprzyrządowania) | Wysoki (wymagane wykonanie matrycy) |
| Koszt Jednostkowy | Wyższy, pozostaje stały | Bardzo niski w dużej skali |
| Czas Oczekiwania | Bardzo krótki (godziny) | Dłuższy (dni do tygodni na oprzyrządowanie) |
| Elastyczność projektowania | Ekstremalnie wysoki (plik cyfrowy) | Bardzo niski (stała fizyczna matryca) |
| Precyzja | Ekstremalnie wysoki | Wysoki, ale ograniczony przez złożoność noża |
| Jakość krawędzi | Czyste, ale z potencjalną strefą wpływu ciepła (HAZ) | Czyste ścinanie, brak odkształceń termicznych |
Podsumowanie: Kiedy warto wybrać cięcie laserowe dla prototypu samochodowego
Cięcie laserowe jest jednoznacznie najlepszym wyborem w większości przypadków prototypowania samochodów, szczególnie na etapach wczesnych i iteracyjnych rozwoju projektu. Jego główne zalety — szybkość, precyzja i elastyczność — idealnie odpowiadają celom prototypowania: szybki i opłacalny test, weryfikacja oraz doskonalenie projektu bez konieczności inwestowania w drogie, trwałe narzędzia. Brak fizycznej matrycy stanowi ogromną zaletę, gdy projekty są zmienne i podlegają częstym modyfikacjom.
Ta metoda doskonale sprawdza się w sytuacjach, gdzie normą są złożoność i częste modyfikacje. Niezależnie od tego, czy chodzi o przycinanie skomplikowanych form wtryskowych z tworzywa sztucznego, cięcie niestandardowych tkanin wnętrza do siedzeń, czy tworzenie wstępnych układów deski rozdzielczej, gdzie rozmieszczenie komponentów jest jeszcze dopracowywane, cięcie laserowe zapewnia niezbędną elastyczność. Możesz wyprodukować detal rano, pozwolić inżynierom przetestować go popołudniu, a następnego dnia wyciąć zmodyfikowaną wersję przy minimalnym czasie przestoju i dodatkowych kosztach.
Rozważ zastosowanie cięcia laserowego jako idealnego rozwiązania dla prototypu samochodowego, jeśli Twój projekt obejmuje:
- Weryfikację w wczesnym etapie: Gdy konieczne jest stworzenie modeli funkcjonalnych w celu przetestowania kształtu, dopasowania i działania przed finalizacją projektu.
- Złożone geometrie: Dla detali o skomplikowanych kształtach, ciasnych krzywiznach lub drobnych szczegółach, które byłoby trudno lub niemożliwe wykonać za pomocą tradycyjnej matrycy.
- Wielokrotne iteracje projektowe: Jeśli spodziewasz się wprowadzenia kilku zmian w prototypie na podstawie testów i opinii.
- Eksplorację materiałów: Podczas testowania różnych materiałów dla pojedynczego komponentu, takich jak różne typy uszczelek lub folii izolacyjnych, bez inwestowania w wiele form.
Chociaż cięcie laserowe ma wiele zalet, należy wziąć pod uwagę potencjalne kompromisy. Proces może być wolniejszy jednostkowo przy większych ilościach, a niektóre materiały mogą wydzielać szkodliwe opary, wymagające odpowiedniej wentylacji. Jednak w przypadku prototypowania te czynniki zazwyczaj są znacznie przeważone przez ogromne korzyści wynikające z produkcji bez użycia narzędzi.
Planowanie skalowania: Kiedy cięcie tłoczne ma sens, nawet przy prototypach
Chociaż cięcie laserowe dominuje we wczesnych etapach prototypowania, istnieją strategiczne sytuacje, w których wybór cięcia matrycowego od samego początku jest mądrzejszą długoterminową decyzją. Takie podejście najlepiej sprawdza się przy prototypach „przeznaczonych do produkcji” – elementach, których projekt jest już dojrzały i mało prawdopodobne, by uległ zmianie. W tych przypadkach głównym celem prototypu nie jest wyłącznie zweryfikowanie samego elementu, lecz potwierdzenie procesu produkcji seryjnej, który zostanie później wykorzystany do jego wytwarzania.
Podstawą tej strategii jest zrozumienie rozłożenia kosztów narzędzi. Duże początkowe inwestycje w matrycę stalową, które mogą wydawać się nieuzasadnione przy pojedynczym prototypie, stają się bardzo opłacalne, gdy są rozłożone na serię produkcyjną liczącą tysiące lub miliony sztuk. Tworzenie matrycy na wczesnym etapie pozwala zminimalizować ryzyko podczas przejścia na produkcję masową. Firmy takie jak Shaoyi (Ningbo) Metal Technology Co., Ltd. specjalizują się w tworzeniu precyzyjnych i trwałych tłociszek samochodowych, pomagając rozwiązać problemy związane z oprzyrządowaniem i transportem materiałów jeszcze przed uruchomieniem linii montażowej. Gwarantuje to, że części produkowane na dużą skalę będą identyczne pod względem jakości i tolerancji z końcowym zatwierdzonym prototypem.
Wybór tłoczenia dla prototypu to ruch strategiczny, gdy:
- Projekt został ustalony: Geometria części jest stabilna i została zweryfikowana poprzez inne metody, takie jak druk 3D lub symulacja.
- Zapewniona jest produkcja wielkoseryjna: Prototyp dotyczy komponentu, takiego jak standardowa uszczelka czy uszczelka drzwi, który zostanie wykorzystany w dużej serii produkcyjnej.
- Weryfikacja procesu ma kluczowe znaczenie: Głównym celem jest udowodnienie, że proces tłoczenia spełni wymagania dotyczące jakości i szybkości w masowej produkcji.
- Zachowanie materiału budzi obawy: W przypadku niektórych materiałów tłoczenie może zapewnić czystsze krawędzie lub uniknąć naprężeń termicznych, które może wprowadzić laser, dlatego ważne jest przetestowanie z końcową metodą produkcji.
Istotnie, wybór tłoczenia dla prototypu to inwestycja w całym cyklu życia produktu. Przesuwa nacisk z krótkoterminowej elastyczności na długoterminową efektywność i skalowalność, zapewniając płynniejszą i bardziej przewidywalną drogę od pojedynczej części do pełnej produkcji samochodów.
Często zadawane pytania
1. Jaka jest główna wada cięcia laserowego?
Główne wady cięcia laserowego obejmują ograniczenia dotyczące grubości materiału, którą można skutecznie przecinać, zazwyczaj około 25 mm. Dodatkowo, proces może generować toksyczne opary podczas obróbki niektórych materiałów, takich jak PCV, co wymaga odpowiednich systemów wentylacji. Na koniec, maszyny do cięcia laserowego zużywają znaczną ilość energii elektrycznej, co może mieć wpływ na koszty eksploatacji.
2. Jakie są wady tłoczenia?
Główne wady tłoczenia to jego nielastyczność i wysokie początkowe koszty. Ponieważ każdy unikalny projekt wymaga stworzenia osobnego tłocznika, metoda ta nie nadaje się do personalizacji ani do projektów wymagających częstych zmian projektu. Czas potrzebny na wyprodukowanie tłocznika wydłuża wstępny czas realizacji projektu. Dodatkowo ostrza tłocznika mogą się tępić z czasem, co może obniżać jakość cięcia podczas długotrwałej produkcji i wymagać konserwacji lub wymiany.