 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Jak wysokowydajne odlewanie pod ciśnieniem napędza innowacje w przemyśle motoryzacyjnym

STRESZCZENIE
Wysokowydajne odlewanie w przemyśle motoryzacyjnym to proces produkcyjny, w którym stopiony metal, taki jak aluminium lub cynk, jest wtryskiwany do formy pod ekstremalnym ciśnieniem. Ta metoda pozwala na wytwarzanie wytrzymałych, lekkich i bardzo precyzyjnych komponentów niezbędnych we współczesnych pojazdach. Technologia ta odgrywa kluczową rolę w poprawie efektywności zużycia paliwa, zwiększaniu ogólnej wydajności oraz umożliwianiu zaawansowanych projektów wymaganych zarówno dla silników spalinowych (ICE), jak i pojazdów elektrycznych (EV).
Zrozumienie wysokowydajnego odlewania w przemyśle motoryzacyjnym
Odlewanie pod ciśnieniem w przemyśle motoryzacyjnym to podstawowy proces produkcyjny, który tworzy złożone i wymiarowo dokładne metalowe części poprzez wtłaczanie stopionego metalu do wielokrotnego użytku stalowej formy, zwanej matrycą. W zastosowaniach wysokowydajnych ten proces jest udoskonalany w celu wytwarzania komponentów spełniających rygorystyczne wymagania dotyczące wytrzymałości, masy i precyzji. Zastosowanie wysokiego ciśnienia zapewnia wypełnienie stopionego metalu każdą szczegółowością formy, co daje element o końcowym kształcie wymagającym minimalnej dodatkowej obróbki mechanicznej.
Ta technologia odgrywa kluczową rolę w produkcji licznych krytycznych komponentów pojazdów. Producentów samochodów polegają na odlewaniu pod ciśnieniem przy produkcji części, które są jednocześnie lekkie i trwałe, bezpośrednio przyczyniając się do bezpieczeństwa i efektywności pojazdów. Jak opisują eksperci w Autocast Inc. , proces ten jest kluczowy przy produkcji wszystkiego, od głowic i bloków silników po elementy konstrukcyjne ramy. Na przykład, odlewane metodą kokilową aluminium bloki silników zmniejszają całkowitą masę silnika, co poprawia przyspieszenie i oszczędność paliwa, a ich precyzyjna konstrukcja sprzyja efektywnej dysypacji ciepła.
Zastosowania rozciągają się na cały pojazd. Główne przykłady części odlewanych metodą kokilową, wskazane w analizach branżowych z Transvalor zawiera:
- Elementy silników: Głowice cylindrów i bloki silników lekkie i wytrzymałe.
- Obudowy skrzyni biegów: Sztywne i wymiarowo stabilne obudowy umożliwiające efektywną transmisję mocy.
- Elementy zawieszenia i konstrukcyjne: Wsporniki zawieszenia i piasty kierownicze o wysokim stosunku wytrzymałości do masy.
- Obudowy elektroniczne: Osłony ochronne dla czujników, skrzyń biegów i silników.
- Elementy hamulca: Zaciski hamulcowe wymagające dużej wytrzymałości i precyzji pod względem bezpieczeństwa.
Zastosowanie odlewania wysokowydajnego oferuje szereg korzyści, które bezpośrednio przekładają się na lepsze pojazdy. Tworząc lekkie elementy, zmniejsza masę własną pojazdu, co jest głównym czynnikiem poprawy oszczędności paliwa i redukcji emisji. Ponadto precyzja komponentów odlewanych pod ciśnieniem zapewnia płynniejszą pracę silnika, bardziej responsywne prowadzenie oraz zwiększoną ogólną trwałość. Proces ten charakteryzuje się również dużą efektywnością, umożliwiając szybkie cykle produkcji i opłacalną produkcję elementów w dużej serii.
Podstawowe procesy i aspekty produkcji
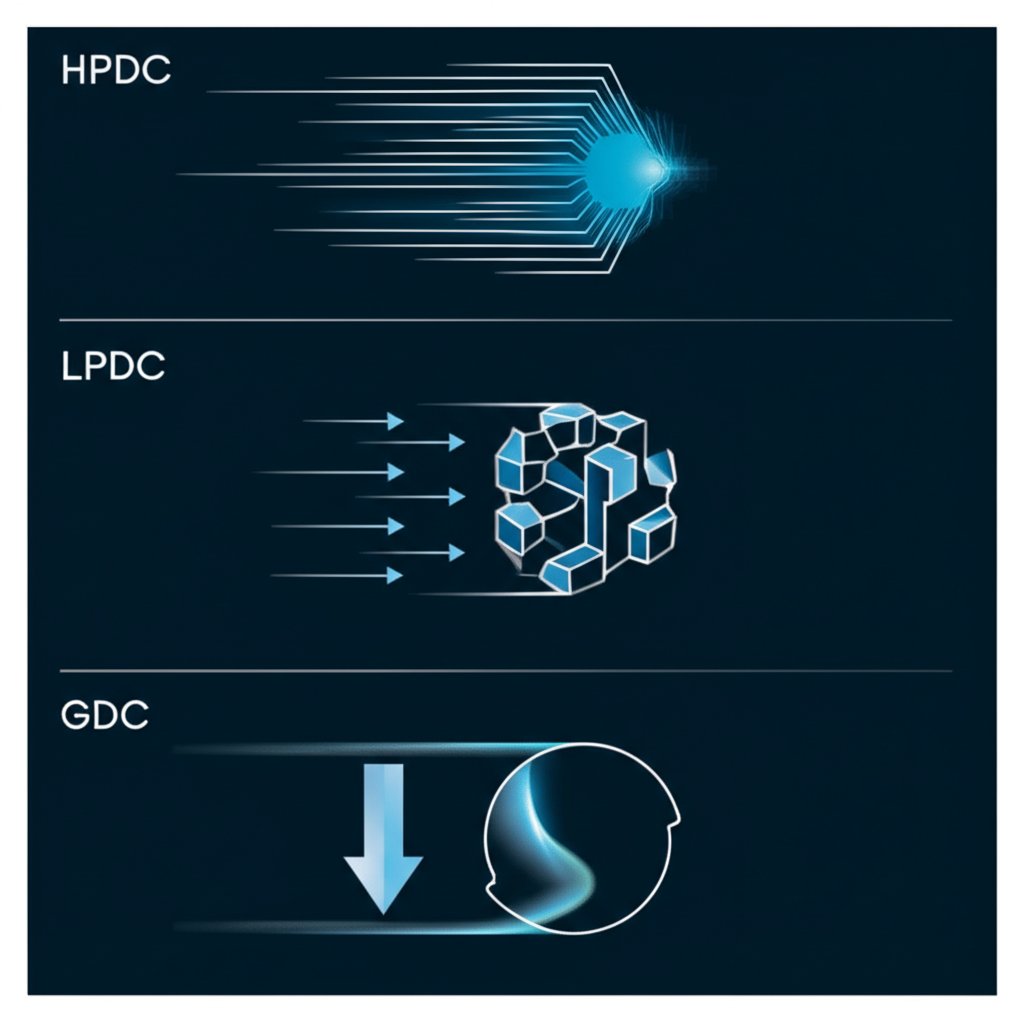
Świat odlewania nie jest jednolity; istnieje kilka odrębnych procesów, każdy dostosowany do różnych materiałów i wymagań dotyczących komponentów. Trzy główne metody to odlewanie pod wysokim ciśnieniem (HPDC), odlewanie pod niskim ciśnieniem (LPDC) oraz odlewanie grawitacyjne (GDC). Zrozumienie różnic między nimi jest kluczowe dla oceny, dlaczego HPDC jest tak powszechne w wysokowydajnych zastosowaniach motoryzacyjnych.
HPDC, jak sama nazwa wskazuje, polega na wtryskiwaniu stopionego metalu z bardzo dużą prędkością i pod wysokim ciśnieniem. Zgodnie z informacjami firmy DyCast Specialties Corporation , ta metoda jest idealna do produkcji dużych partii skomplikowanych elementów o cienkich ściankach, charakteryzujących się doskonałą dokładnością wymiarową i gładkimi powierzchniami. HPDC dzieli się na dwie główne kategorie: proces komory gorącej, stosowany dla stopów o niskiej temperaturze topnienia, takich jak cynk, oraz proces komory zimnej, używany dla stopów o wysokiej temperaturze topnienia, takich jak aluminium. Metoda komory zimnej dominuje w przemyśle motoryzacyjnym przy produkcji dużych elementów konstrukcyjnych, takich jak bloki silników i obudowy skrzyń biegów.
Chociaż odlewanie matrycowe doskonale nadaje się do skomplikowanych części o końcowym kształcie, inne procesy produkcyjne o wysokiej wydajności, takie jak kucie, są kluczowe dla komponentów wymagających maksymalnej wytrzymałości i odporności na zmęczenie. Na przykład firmy takie jak Shaoyi (Ningbo) Metal Technology specjalizują się w kuciu automotive, oferując alternatywną ścieżkę tworzenia wytrzymałych części pojazdów poprzez proces kształtowania metalu siłami ściskającymi.
Jednakże HPDC nie jest pozbawione wyzwań. Główne niedogodności to możliwość wystąpienia porowatości, przy której drobne puste przestrzenie lub otwory powstają wewnątrz odlewu z powodu uwięzionych gazów. Może to naruszyć właściwości mechaniczne komponentu. W celu przeciwdziałania temu zjawisku stosuje się zaawansowane techniki, takie jak Metoda Wypełniania Przejściowego (TFFM), aby zminimalizować ilość uwięzionego gazu, jak zauważono w AdvanTech International . Poniżej znajduje się porównanie głównych procesów odlewania:
| Proces | Główne cechy | Najlepszy dla | Typowe Zastosowania w Motoryzacji |
|---|---|---|---|
| Wyroby z tworzyw sztucznych | Bardzo duża prędkość, wysoka precyzja, gładka powierzchnia, potencjalna porowatość. | Duże serie, skomplikowane i cienkościenne części. | Blok silnika, obudowy skrzyni biegów, obudowy elektroniczne, elementy konstrukcyjne. |
| Odlewanie pod niskim ciśnieniem (LPDC) | Wolniejsza prędkość wypełniania, dobra integralność strukturalna, mniejsze wiry. | Duże, symetryczne oraz strukturalnie solidne komponenty wymagające wysokiej integralności. | Koła, elementy zawieszenia oraz inne komponenty krytyczne pod względem bezpieczeństwa. |
| Odlewanie grawitacyjne (GDC) | Wykorzystuje siłę grawitacji do wypełnienia formy, prosty proces, daje gęste odlewy. | Wytwarzanie wytrzymałych, wysokiej jakości części o minimalnej porowatości. | Zaciski hamulcowe, tłoki oraz inne elementy wymagające dużej wytrzymałości. |
Kluczowe materiały w precyzyjnym odlewaniu pod ciśnieniem o wysokiej wydajności
Wybór materiału jest równie ważny jak sam proces odlewania. W przemyśle samochodowym inżynierowie wybierają głównie spośród szerokiego zakresu stopów nieżelaznych, przy czym najważniejsze są aluminium, cynk i magnez. Każdy materiał charakteryzuje się unikalnym zestawem właściwości, dzięki którym nadaje się do konkretnych zastosowań, bezpośrednio wpływując na wydajność, wagę i trwałość pojazdu.
Aluminium jest podstawowym materiałem w branży samochodowego odlewania pod ciśnieniem. Jego kombinacja lekkiej masy, wysokiej wytrzymałości, doskonałej odporności na korozję oraz dobrej przewodności cieplnej czyni je idealnym wyborem dla szerokiego zakresu komponentów. Jak szczegółowo opisują eksperci produkcyjni przy Dynacast , cienkościenne odlewy z aluminium wytrzymują najwyższe temperatury pracy spośród wszystkich stopów odlewanych metodą kokilową, dzięki czemu są idealne do produkcji bloków silników, obudów przekładni i radiatorów. Dążenie do lekkich konstrukcji w celu poprawy oszczędności paliwa sprawiło, że aluminium stało się niezastąpionym materiałem.
Stopy cynku to również popularny wybór, szczególnie w przypadku części wymagających skomplikowanych detali i wysokiej jakości wykończenia powierzchni. Płynność cynku pozwala mu wypełnić cienkie, skomplikowane sekcje formy z wyjątkową precyzją, co często eliminuje konieczność dodatkowych operacji. Jest powszechnie stosowany do mniejszych, szczegółowych komponentów, takich jak obudowy elektroniczne, elementy wykończenia wnętrza oraz złożone korpusy czujników. Ponadto formy stosowane w odlewaniu cynku mają znacznie dłuższą żywotność niż te używane do odlewania aluminium, co czyni je opłacalnym rozwiązaniem w przypadku produkcji dużych serii.
Magnez jest najlżejszym ze wszystkich metali konstrukcyjnych. Jego główną zaletą jest wyjątkowy stosunek wytrzymałości do wagi, co czyni go materiałem premium w zastosowaniach, gdzie redukcja masy jest najwyższym priorytetem. Elementy z magnezu znajdują się często w pojazdach wysokiej klasy, np. we framudze wnętrza, rdzeniach kierownic i tablicach rozdzielczych. Zastosowanie zaawansowanych procesów, takich jak formowanie tiksotropowe (Thixomolding), może dalszych poprawić jakość i zakres zastosowań części z magnezu.
| Materiał | Podstawowe właściwości | Koszt | Typowe zastosowania w motoryzacji |
|---|---|---|---|
| Aluminium | Lekki, wysoka wytrzymałość, doskonałe odprowadzanie ciepła, odporność na korozję. | Umiarkowany | Blok silnika, obudowy skrzyni biegów, elementy podwozia, radiatory, obudowy silników BEV. |
| Cynk | Wysoka lepkość umożliwiającą tworzenie złożonych kształtów, doskonała powierzchnia, duża trwałość. | Niższy (z uwzględnieniem trwałości narzędzi) | Obudowy elektroniczne, czujniki, elementy wnętrza, złącza, przekładnie. |
| Magnez | Ekstremalnie lekki, doskonały stosunek wytrzymałości do wagi, dobra sztywność. | Wyższy | Tablice rozdzielcze, ramy kierownic, ramy siedzeń, podramy. |

Przyszłość odlewnictwa ciśnieniowego w motoryzacji: Innowacje dla pojazdów elektrycznych i elektroniki
Przemysł motoryzacyjny przechodzi gwałtowną transformację w kierunku elektryfikacji i jazdy autonomicznej, a technologia odlewnictwa ciśnieniowego szybko się rozwija, aby sprostać nowym wyzwaniom. Przyszłość wysokowydajnego odlewnictwa ciśnieniowego jest nierozłącznie związana z wymaganiami pojazdów elektrycznych (EV) oraz z rozwojem zaawansowanej elektroniki. Ta ewolucja to nie tylko kwestia poprawy istniejących elementów, lecz umożliwienie całkowicie nowych architektur pojazdów.
W przypadku pojazdów elektrycznych (EV) redukcja masy jest jeszcze ważniejsza niż w tradycyjnych pojazdach, ponieważ bezpośrednio wpływa na zasięg i wydajność. Odlewanie pod ciśnieniem odgrywa kluczową rolę w produkcji dużych, jednolitych elementów konstrukcyjnych — trend ten określa się często mianem 'gigacasting'. Obejmuje on odlewania ogromnych części, takich jak całe podwozie pojazdu lub tacę akumulatora, jako jedną całość. Takie podejście pozwala zastąpić setki mniejszych tłoczonych i spawanych elementów jednym, co znacznie upraszcza montaż, zmniejsza wagę i obniża koszty. Te duże odlewy aluminiowe są niezbędne do osłaniania i ochrony ciężkich zestawów baterii, przyczyniając się jednocześnie do sztywności konstrukcji pojazdu.
Jednocześnie rozwój zaawansowanych systemów wspomagania kierowcy (ADAS) oraz łączności w pojeździe doprowadził do gwałtownego wzrostu liczby czujników, kamer i jednostek sterujących (ECU) w pojeździe. Każdy z tych komponentów wymaga precyzyjnie wykonanych obudów z ekranowaniem elektromagnetycznym. Odlewane pod ciśnieniem, szczególnie ze stopów cynku i aluminium, to idealny proces do wytwarzania takich złożonych, cienkościennych obudów. Możliwość uzyskania gotowego kształtu w procesie odlewania pozwala na bezpośrednie wkomponowanie skomplikowanych elementów, takich jak radiatorów czy punktów montażowych, co oszczędza miejsce i poprawia zarządzanie temperaturą wrażliwej elektroniki.
Postępy technologiczne w samym procesie odlewania również poszerzają granice tego, co jest możliwe. Innowacje takie jak odlewanie z udziałem próżni oraz zaawansowane oprogramowanie do symulacji przepływu mas formierskich pozwalają na wytwarzanie części o niższej porowatości, większej wytrzymałości i nawet właściwościach umożliwiających spawanie. Te postępy są kluczowe dla produkcji elementów konstrukcyjnych ważnych dla bezpieczeństwa oraz szczelnych obudów baterii dla pojazdów elektrycznych. W miarę jak branża będzie się rozwijać, odlewanie pod ciśnieniem nadal będzie kluczowym czynnikiem umożliwiającym budowę bezpieczniejszych, bardziej efektywnych i bardziej zrównoważonych pojazdów.
Często zadawane pytania
1. Jakie są wady HPDC?
Główną wadą odlewania pod wysokim ciśnieniem (HPDC) jest ryzyko porowatości. Ponieważ stopiony metal jest wtryskiwany z dużą prędkością, gazy mogą uwięźć w formie, tworząc drobne puste przestrzenie w gotowym elemencie. Ta porowatość może osłabić komponent i uczynić go nieodpowiednim do zastosowań wymagających obróbki cieplnej lub spawania. Jednak nowoczesne techniki, takie jak wspomaganie próżniowe i zaawansowane projektowanie form, pomagają złagodzić ten problem.
2. Jaka jest różnica między HPDC, LPDC i GDC?
Jak szczegółowo opisano w głównej części artykułu, kluczowa różnica polega na ciśnieniu i prędkości używanej do wypełnienia formy. HPDC wykorzystuje bardzo wysokie ciśnienie do szybkiej produkcji dużych partii skomplikowanych elementów. LPDC używa niższego ciśnienia, co pozwala na wolniejsze i bardziej kontrolowane wypełnienie, idealne dla strukturalnie wytrzymałych komponentów, takich jak koła. GDC opiera się wyłącznie na sile grawitacji, co skutkuje gęstymi, wytrzymałymi częściami, jednak znacznie dłuższym cyklem produkcyjnym.
3. Jaki jest współczynnik wypełnienia dla HPDC?
Współczynnik napełnienia w HPDC odnosi się do objętości stopionego metalu wlanej do tulei wtryskowej w porównaniu do całkowitej objętości tulei. Badania wskazują, że często zaleca się współczynnik napełnienia na poziomie 60–70%. Pomaga to zminimalizować ilość powietrza wprowadzanego do wnęki formy razem z metalem, co zmniejsza wchwytywanie gazów i porowatość w finalnym elemencie.