 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Niezbędne tolerancje kucia dla osiągów samochodowych
Niezbędne tolerancje kucia dla osiągów samochodowych

STRESZCZENIE
Dopuszczalne odchyłki kucia dla specyfikacji motoryzacyjnych to zbiór dopuszczalnych odchyleń wymiarowych określających dokładność wyrobu elementów pojazdów. Przestrzeganie wąskich tolerancji jest kluczowe dla zapewnienia poprawnego pasowania części, niezawodnej pracy pod obciążeniem oraz spełnienia rygorystycznych wymagań branży motoryzacyjnej dotyczących bezpieczeństwa i efektywności. Osiągnięcie takiej precyzji zwiększa wytrzymałość elementów, minimalizuje odpady materiałowe i jest podstawą produkcji wysokowydajnych, niezawodnych pojazdów.
Definiowanie dopuszczalnych odchylek kucia: podstawa precyzyjnej produkcji
W produkcji, tolerancja to dopuszczalny zakres odchylenia wymiaru fizycznego części. Tolerancje kucia, w szczególności, określają akceptowalny zakres odchylenia od nominalnych wymiarów podanych w projekcie inżynierskim. Nie są to liczby przypadkowe; są one kluczowym parametrem gwarantującym poprawne pasowanie i działanie komponentów w większym zestawie, takim jak silnik pojazdu czy układ zawieszenia. Jak wspominają źródła branżowe, takie jak Engineers Edge , te tolerancje muszą uwzględniać czynniki wynikające z procesu kucia, w tym zużycie matryc, kurczenie się materiału podczas chłodzenia oraz potencjalne niepasowanie między górną a dolną częścią matrycy.
Dopasowania kucia są zazwyczaj klasyfikowane jako „zwykłe” lub „specjalne”. Dopasowania zwykłe, stosowane w przypadku braku wskazania konkretnego standardu, dzielą się dalej na „standard handlowy” dla praktyki ogólnej i „standard dokładny” dla prac wymagających dodatkowej precyzji i większego kosztu. Specjalne dopasowania są wyraźnie określone na rysunkach technicznych dla krytycznych wymiarów, gdzie priorytetem jest wysoka precyzja. Można to porównać do składania silnika o wysokiej wydajności: podczas gdy ogólny blok ma pewien akceptowalny rozmiar (dopasowanie handlowe), pasowanie tłoków w cylindrach wymaga znacznie węższego, konkretnego luzu (dopasowanie specjalne), aby zagwarantować optymalne sprężenie i moc.
Ostatecznie dopasowania kucia stanowią porozumienie uzgodnione między projektantem a dostawcą wyrobów kutych. Jak wyjaśniono przez Queen City Forging , należy je rozpatrywać indywidualnie, ponieważ są bezpośrednio zależne od projektu części i zastosowanych technik produkcyjnych. Podstawowe zrozumienie tolerancji to pierwszy krok w kierunku tworzenia komponentów spełniających rygorystyczne specyfikacje każdej wysokowydajnej branży.
Kluczowa rola małych tolerancji w przemyśle motoryzacyjnym
Przemysł motoryzacyjny działa pod ogromną presją, aby dostarczać pojazdy bezpieczne, niezawodne, oszczędne w zużyciu paliwa i o wysokiej wydajności. Precyzyjne kucie matrycowe z małymi tolerancjami jest kluczowym procesem produkcyjnym, który pomaga sprostać tym wymaganiom. Gdy komponenty samochodowe są kute z dokładnymi specyfikacjami, korzyści obejmują cały pojazd – od wydajności po trwałość. Stała dokładność wymiarowa osiągnięta dzięki precyzyjnemu kuciu jest niezbędna przy produkcji części, które muszą wytrzymać ekstremalne obciążenia, wibracje oraz wahania temperatury podczas codziennej eksploatacji.
Zalety utrzymywania ścisłych tolerancji kowalskich dla komponentów samochodowych są znaczące i mają bezpośredni wpływ na jakość oraz opłacalność produktu końcowego. Jak szczegółowo przedstawiono w przewodniku autorstwa Sinoway Industry , te korzyści są wieloaspektowe:
- Wysoka wytrzymałość i trwałość: Proces kucia ulepsza strukturę ziarnową metalu, wyrównując ją z kształtem komponentu. To poprawia właściwości mechaniczne, czyniąc części szczególnie odpornymi na zmęczenie, wstrząsy i zużycie. Kluczowe elementy, takie jak wały korbowe, drążki łączące i sworznie zwrotnice, polegają na tej kowalnej wytrzymałości, aby zapobiec awariom.
- Zwiększone bezpieczeństwo i niezawodność: W przypadku systemów krytycznych dla bezpieczeństwa, takich jak hamulce i zawieszenie, nie ma miejsca na błędy. Ścisłe tolerancje gwarantują, że komponenty pasują do siebie i działają bezbłędnie, zmniejszając ryzyko awarii mechanicznej. Badania wykazały, że komponenty o precyzyjnych tolerancjach mogą znacząco poprawić ogólną wydajność i niezawodność.
- Zmniejszenie masy ciała: Nowoczesne projektowanie samochodów kładzie nacisk na redukcję masy, aby poprawić oszczędność paliwa. Precyzyjne kucie pozwala tworzyć wytrzymałe, lekkie elementy, eliminując niepotrzebny materiał bez kompromitowania integralności konstrukcyjnej. To pomaga producentom spełniać coraz bardziej rygorystyczne normy dotyczące emisji i zużycia paliwa.
- Wysoka efektywność kosztowa w dużych seriach: Chociaż osiągnięcie węższych tolerancji może wymagać bardziej zaawansowanego narzędziowania, proces kucia matrycowego jest wysoce efektywny w produkcji seryjnej. Minimalizuje odpady materiałowe (tzw. natoki) i często zmniejsza potrzebę intensywnego dalszego obrabiania, co prowadzi do niższego kosztu jednostkowego w masowej produkcji.
Orientacja w normach i wytycznych dotyczących kucia
Aby zapewnić spójność i wysoką jakość w całej branży, dopuszczalne odchyłki kowalnicze są często określone przez uznane normy. Organizacje takie jak American Society of Mechanical Engineers (ASME) i Deutsches Institut für Normung (DIN) udostępniają specyfikacje obejmujące materiały, wymiary oraz klasy ciśnienia dla elementów kowanych. Na przykład norma ASME B16.11 zawiera szczegółowe wymagania dotyczące kształtek kowanych, podczas gdy normy DIN, takie jak DIN 1.2714, określają gatunki materiałów o wysokiej odporności na zużycie, odpowiednie do kucia matrycowego. Przestrzeganie tych norm zapewnia wzajemną wymienność oraz podstawowy poziom jakości części pozyskiwanych od różnych dostawców.
Osiągalna tolerancja zależy również w dużym stopniu od metody kucia. Kucie otwarte, w którym metal nie jest całkowicie ograniczony przez matryce, charakteryzuje się na ogół luźniejszymi tolerancjami. W przeciwieństwie do tego, kucie zamknięte (lub kucie matrycowe), w którym metal jest wtłaczany do precyzyjnie wykonanej wnęki, pozwala na znacznie lepszą kontrolę wymiarów. To właśnie ze względu na taką dokładność kucie zamknięte jest zdecydowanie preferowane przy produkcji złożonych elementów samochodowych, takich jak przekładnie i komponenty zawieszenia.
Poniższa tabela przedstawia ogólny przegląd typowych tolerancji dla różnych typów kucia, choć konkretne wartości mogą się różnić w zależności od wielkości części, materiału i stopnia złożoności.
| Metoda kucia | Typowy zakres tolerancji | Typowe Zastosowania w Motoryzacji |
|---|---|---|
| Kucie zamknięte / matrycowe | ±0,5 mm do ±1,5 mm (może być mniejsze) | Tłoki łączone, przekładnie, wały korbowe, sworznie sterowe |
| Kucie otwarte | ±1 mm do ±3 mm (lub ±0,03″ do ±0,125″) | Duże wały, pierścienie, wstępne kształtowanie bloomów |
| Kucie precyzyjne (kształtgotowe) | ±0,1 mm do ±0,3 mm | Wysokowydajne przekładnie, łopatki turbin |
Kluczowe zagadnienia projektowe i materiałowe dotyczące optymalnych tolerancji kucia
Osiągnięcie optymalnych tolerancji kucia to nie tylko kwestia podania liczby; wynika to ze spójnego podejścia, które rozpoczyna się na etapie projektowania. Kilka kluczowych czynników oddziałuje na siebie, określając końcową dokładność wykutej części. Inżynierowie i projektanci muszą zrównoważyć te aspekty, aby stworzyć element, który jest zarówno możliwy do wytwarzania, jak i spełnia wymagania eksploatacyjne. Jak przedstawiono w opracowaniu technicznym firmy Frigate Manufacturing , dobrze przemyślany projekt ma podstawowe znaczenie dla sukcesu.
Następujące czynniki są kluczowe dla osiągalnych tolerancji każdej wykutej części samochodowej:
- Geometria i złożoność części: Prostsze kształty są z natury łatwiejsze do kucia z wysoką precyzją. Złożone projekty z głębokimi wnękami, ostrymi narożnikami lub cienkimi ściankami mogą utrudniać przepływ metalu w matrycy, prowadząc do odchyleń wymiarowych. Hojne promienie i zaokrąglenia są kluczowe dla płynnego przepływu materiału i zapobiegania wadom.
- Wybór materiału: Różne materiały różnią się zachowaniem pod wpływem ciepła i ciśnienia. Stopy takie jak stal, aluminium i tytan charakteryzują się unikalnymi współczynnikami rozszerzalności termicznej, właściwościami przepływu oraz skurczem podczas chłodzenia. Wybór materiału ma bezpośredni wpływ na projekt matrycy oraz końcowe tolerancje, jakie można uzyskać. Na przykład wysoka przewodność cieplna aluminium wymaga innych parametrów procesu niż stal.
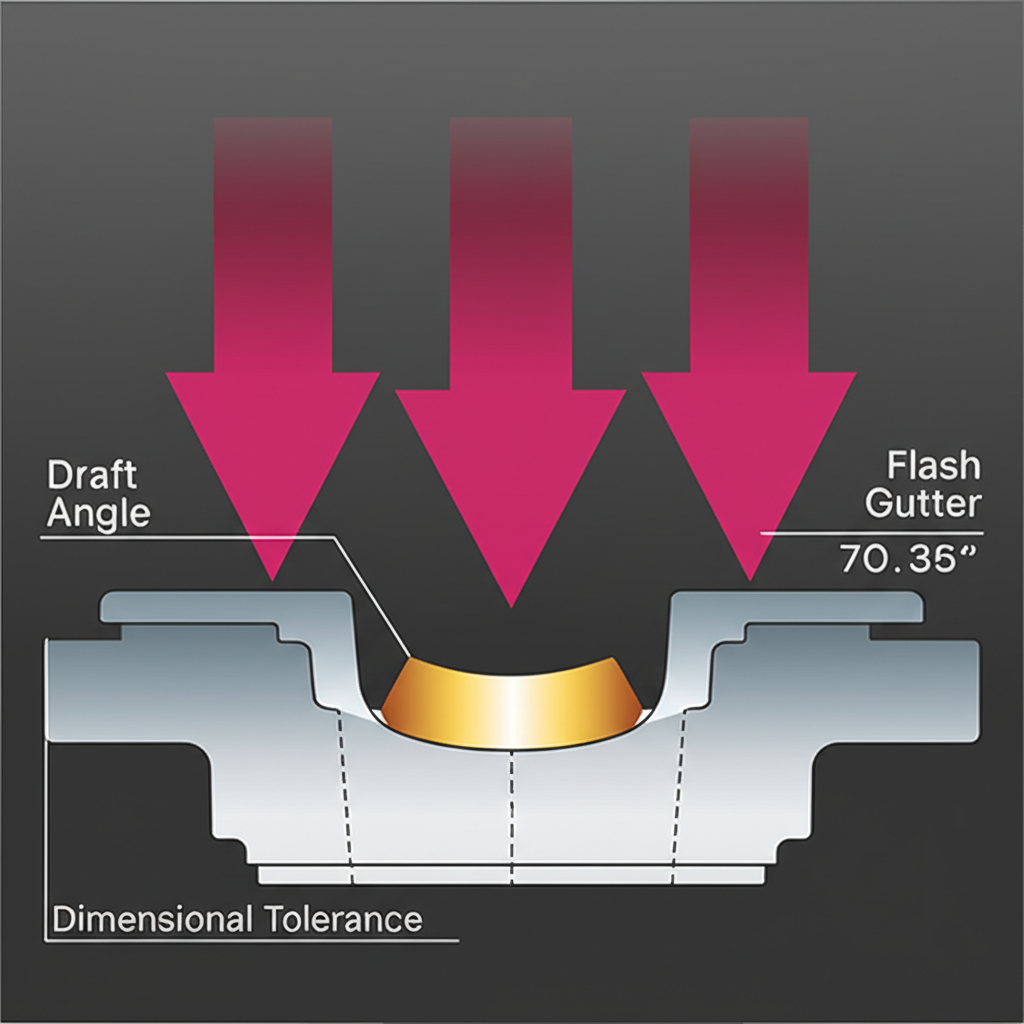
- Projekt matrycy i kąty wykroju: Sam matryca jest narzędziem wzorcowym, które określa kształt części. Poprawne zaprojektowanie matrycy, w tym uwzględnienie kątów wykroju (lekko nachylonych powierzchni pionowych), jest niezbędne, aby gotową część można było usunąć bez uszkodzeń. Niewystarczające nachylenie może powodować odkształcenia i naruszać tolerancje.
- Temperatura kucia i kontrola procesu: Temperatura zarówno obrabianego przedmiotu, jak i matryc musi być starannie kontrolowana. Zmiany temperatury mogą prowadzić do niestabilnego przepływu materiału i skurczu, co bezpośrednio wpływa na dokładność wymiarową. Procesy zautomatyzowane zapewniają spójność niezbędną w produkcji seryjnej pojazdów.
Pomyślne przezwyciężenie tych czynników często wymaga współpracy ze specjalistą od kucia. Dla firm poszukujących wysokiej jakości komponentów kluczowe jest nawiązanie współpracy z doświadczonym dostawcą. Na przykład, Shaoyi Metal Technology oferuje specjalistyczne usługi kucia na gorąco z certyfikatem IATF16949 dla przemysłu motoryzacyjnego, wykazując wiedzę fachową w zakresie produkcji matri i kontroli procesu niezbędną do spełnienia rygorystycznych specyfikacji motoryzacyjnych od prototypu do produkcji seryjnej

Często zadawane pytania
1. Jaka jest norma DIN dla kucia?
Standardy DIN (Deutsches Institut für Normung) obejmują różne aspekty kształtowania. Odpowiednim przykładem jest DIN 1.2714, norma materiałowa dla stali stopowej Cr-Ni-Mo-V zalecana do kucia zamkniętego zacisku ze względu na wysoką wytrzymałość, odporność na zużycie i twardość. Norma ta zapewnia, że sam materiał jest odpowiedni do produkcji trwałych, wytrzymałych elementów.
2. Wykorzystanie Jaka jest norma ASME dla kucia?
ASME (American Society of Mechanical Engineers) zawiera wiele norm stosowanych w przypadku kucia. Kluczowym z nich jest norma ASME B16.11, która określa wymagania dotyczące podkładek ze stali, w tym ich wartości, wymiary, tolerancje, oznakowanie i wymagania dotyczące materiałów. Norma ta ma kluczowe znaczenie dla zapewnienia spójności i bezpieczeństwa w zastosowaniach wysokiego ciśnienia.
3. Wykorzystanie Jakie jest tolerancja na sztuczne kształtowanie?
Forgowanie otwartym kształtem ma zazwyczaj szersze tolerancje w porównaniu z metodami zamkniętym kształtem, ponieważ element nie jest całkowicie zamknięty. Tolerancje mogą wahać się od około ± 0,03 do ± 0,125 cali (około ± 0,8 mm do ± 3,2 mm) przed obróbką, w zależności od wielkości i złożoności komponentu. Metoda ta jest bardziej odpowiednia do większych części lub początkowych operacji kształtowania, w których dokładność jest drugorzędna.